Способ обработки тонколистового материала гидроимпульсной штамповкой
Номер патента: 15586
Опубликовано: 30.04.2012
Авторы: Журавский Александр Юльянович, Петраковский Владимир Степанович, Здор Геннадий Николаевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА ГИДРОИМПУЛЬСНОЙ ШТАМПОВКОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Здор Геннадий Николаевич Журавский Александр Юльянович Петраковский Владимир Степанович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ обработки тонколистового материала гидроимпульсной штамповкой, при котором на заготовку из тонколистового материала воздействуют усилиями гидравлического удара посредством перемещаемого в зону с рабочей жидкостью бойка и взрыва твердого взрывчатого вещества, которое предварительно закрепляют на обращенной к рабочей жидкости стороне бойка и перемещают вместе с ним. 15586 1 2012.04.30 Изобретение относится к области импульсной обработки материалов и может быть использовано для штамповки тонколистовых материалов. Известен способ гидродинамической штамповки, который реализуется на прессепушке путем ударного деформирования импульсом давления жидкости посредством перемещаемого в стволе бойка, а боковую полость вакуумируют до давления насыщенных паров жидкости 1. Процесс штамповки известным способом осуществляется одним импульсом давления,который и совершает полезную работу. Для совершения повторного цикла необходимо боек вернуть в исходное положение. Создать же чередующиеся друг за другом хотя бы два импульса давления в течение движения заготовки не представляется возможным. Наиболее близким решением к предлагаемому по технической сущности является способ обработки материалов высоким и сверхвысоким давлением, заключающийся в том,что на материал заготовки последовательно воздействуют усилиями электрогидравлического удара и взрыва твердого, жидкого или газообразного вещества, подаваемого в зону разряда 2. В известном способе ударные волны, генерируемые электрическим разрядом и взрывом взрывчатого вещества, имеют крутой фронт, поэтому заготовка будет подвергаться воздействию двух жестких ударов, что является крайне нежелательным для формообразующих операций (вытяжка, раздача, формовка и др.) и может привести к разрыву заготовки, т.е. к неисправимому браку. Другим недостатком является сложная и ненадежная система синхронизации между электрическим разрядом и взрывом твердого вещества. Один импульс может наложиться на другой и разрыв заготовки неизбежен. Задачей настоящего изобретения является обеспечение возможности получения высококачественных деталей из тонколистовых материалов при выполнении формообразующих операций. Поставленная задача достигается за счет того, что в способе обработки тонколистового материала гидроимпульсной штамповкой, согласно изобретению, на заготовку из тонколистового материала воздействуют усилиями гидравлического удара посредством перемещаемого в зону с рабочей жидкостью бойка и взрыва твердого взрывчатого вещества, которое предварительно закрепляют на обращенной к рабочей жидкости стороне бойка и перемещают вместе с ним. Сущность предлагаемого изобретения поясняется чертежом, где на фигуре показана принципиальная схема устройства для реализации способа обработки тонколистового материала гидроимпульсной штамповкой. Процесс обработки тонколистового материала гидроимпульсной штамповкой, согласно изобретению, осуществляется следующим образом. Плоскую заготовку 1 устанавливают на матрице 2 и прижимают к силовой камере 3. Внутреннюю полость силовой камеры заполняют рабочей жидкостью 4. После этого в надбойковую область подают сжатый воздух и боек 5 совместно со взрывчатым веществом 6, предварительно закрепленным на нижней стороне бойка, разгоняется и ударяет о рабочую жидкость. Этот удар вызывает появление ударной волны, которая распространяется к заготовке. Под действием этого же удара произойдет взрыв твердого вещества, вызвав вторичную ударную волну с более крутым фронтом вслед за первой. Таким образом,заготовка будет подвергаться воздействию двух импульсов давления разной длительности. Боек под действием продуктов взрыва возвращается в исходное положение. Исследования показали, что к моменту возникновения второго жесткого импульса все точки заготовки начали движение от первого плавного импульса, что создает наиболее благоприятную схему напряженно-деформированного состояния заготовки в процессе ее движения (заполнение полости матрицы). Такая схема предотвращает разрушение заготовки в процессе деформации. 15586 1 2012.04.30 Пример для получения детали типа коробки высотой 12 мм из стали 08 кп толщиной 1 мм (размеры коробки в плане 6080 мм) необходимо выполнение одной совмещенной операции. Производили удар бойка по жидкости (энергия удара составляла 3 кДж). Заготовка начинает двигаться, начинает перемещение и фланец. Затем происходит взрыв твердого вещества и осуществляется операция калибровки по матрице. Использование предложенного способа обработки тонколистового материала гидроимпульсной штамповкой обеспечивает получение высококачественных деталей и найдет применение в листоштамповочном производстве машиностроительных предприятий. Источники информации 1. А.с. СССР 462399, МПК 21 26/06. 2. А.с. СССР 216602, МПК В 2126/06, 1971. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21D 26/08
Метки: материала, гидроимпульсной, тонколистового, способ, штамповкой, обработки
Код ссылки
<a href="https://by.patents.su/3-15586-sposob-obrabotki-tonkolistovogo-materiala-gidroimpulsnojj-shtampovkojj.html" rel="bookmark" title="База патентов Беларуси">Способ обработки тонколистового материала гидроимпульсной штамповкой</a>
Устройство для гидроимпульсной штамповки
Номер патента: 15254
Опубликовано: 30.12.2011
Авторы: Петраковский Владимир Степанович, Здор Геннадий Николаевич, Журавский Александр Юльянович
МПК: B21D 26/00
Метки: гидроимпульсной, штамповки, устройство
Текст:
...воздушного зазора между деформируемой заготовкой и матрицей. Конструкция предлагаемого устройства исключает подпор воздуха без использования вакуумной системы. Подпружиненный упор в исходном положении контактирует с заготовкой и имеет возможность возвратно-поступательного движения вдоль оси матрицы. В дне матрицы сделаны окна, соединенные с атмосферой. При приложении нагрузки к заготовке начинается ее движение вниз совместно с...
Машина для продольной и поперечной резки тонколистового пористого материала
Номер патента: U 4109
Опубликовано: 30.12.2007
Авторы: Ксенофонтов Михаил Александрович, Ревяков Денис Евгеньевич, Хатенко Александр Сергеевич, Выдумчик Сергей Васильевич, Гавриленко Олег Олегович
МПК: B26D 1/00, B02C 18/00
Метки: тонколистового, машина, материала, поперечной, продольной, пористого, резки
Текст:
...ножами, при этом наружный диаметр указанных роликов больше диаметра дисковых ножей, а ширина каждой распорной втулки больше толщины входящего в соответствующий промежуток ножа. В устройстве для резки блок ножей может быть выполнен съемным, а ножи и распорные втулки или те или другие могут быть выполнены составными 2. Недостатком данного устройства для резки рулонного или листового материала является сложность конструкции, кроме того, на...
Устройство для изготовления цилиндрической заготовки импульсной штамповкой
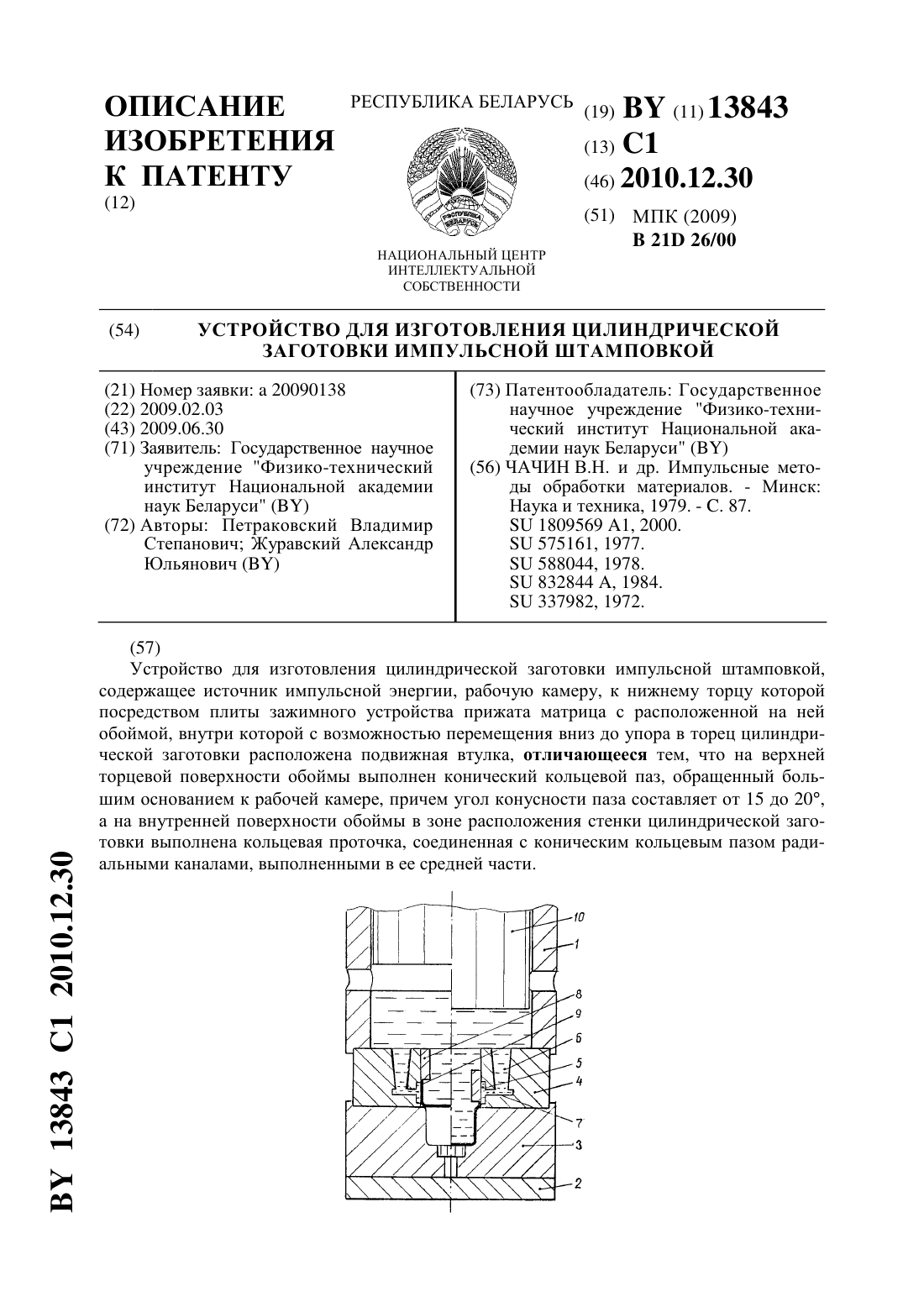
Номер патента: 13843
Опубликовано: 30.12.2010
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
МПК: B21D 26/00
Метки: заготовки, цилиндрической, изготовления, устройство, импульсной, штамповкой
Текст:
...жидкости внутри заготовки, и эффект повышения степени вытяжки за счет сжатия заготовки в радиальном направлении будет полностью отсутствовать. При большом угле конусности паза может наступить момент, когда усилие сжатия заготовки в радиальном направлении превысит определенное значение, при котором стенка заготовки начнет складываться, и процесс вытяжки станет невозможным. Поэтому существует оптимальный угол конусности паза, который для...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе
МПК: A24B 13/02
Метки: вариант, курительного, получения, листьев, изготовления, способ, материала, табачных, обработки, курительный, сигарет, материал
Текст:
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе, Дейвид Джеймс Молинью
МПК: A24B 13/02
Метки: материала, способ, курительный, материал, изготовления, табачных, листьев, варианты, курительного, сигарет, обработки, получения
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Предыдущий патент: Одноступенчатый способ получения ацетальдегида из этилена
Следующий патент: Ротор на постоянных магнитах
Случайный патент: Ген, придающий устойчивость к возбудителям фитофторы (фитофторозу) растениям семейства пасленовых