Способ двухстадийного ротационного формования армированного крупногабаритного полого изделия
Номер патента: 15257
Опубликовано: 30.12.2011
Текст
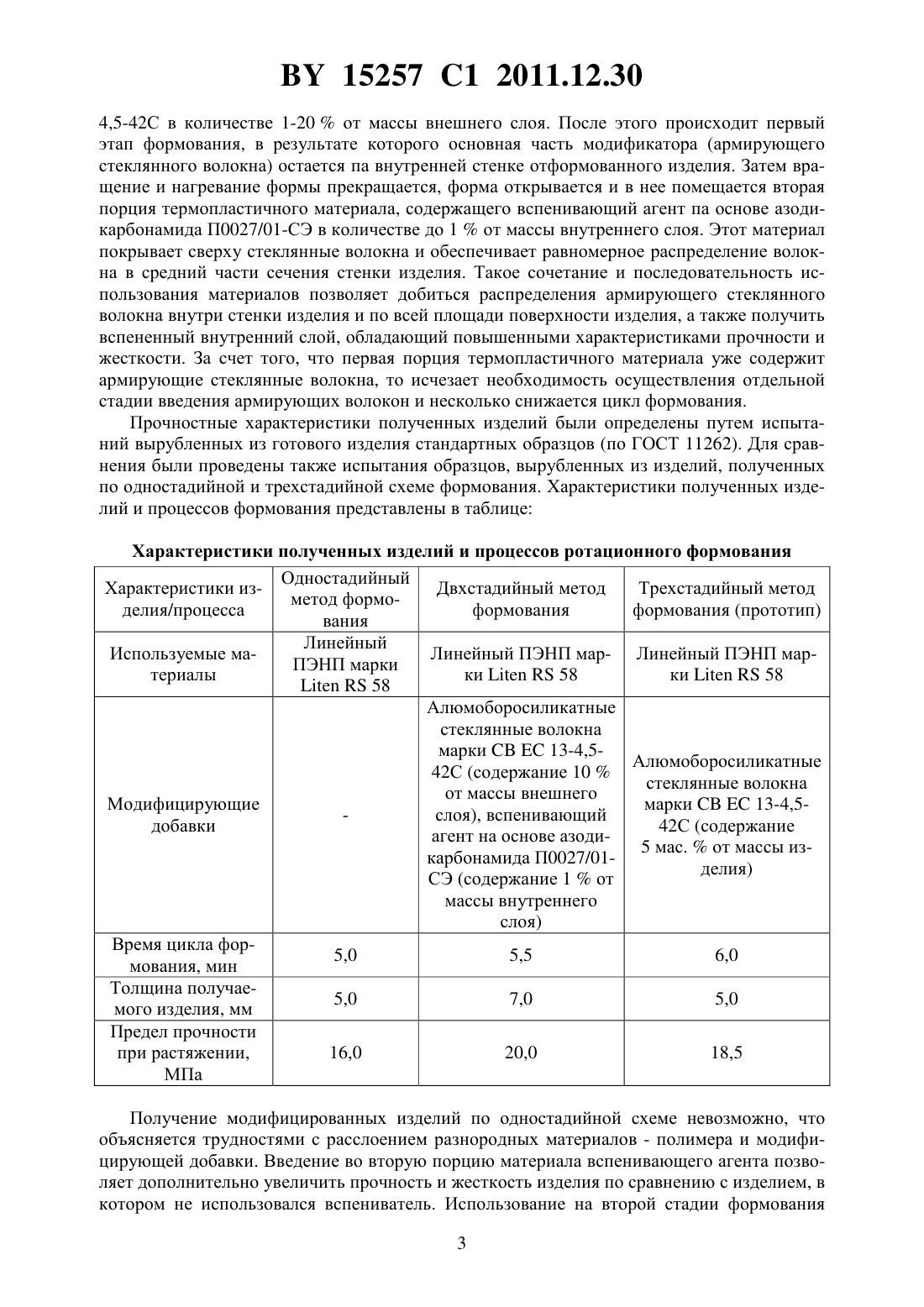
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ДВУХСТАДИЙНОГО РОТАЦИОННОГО ФОРМОВАНИЯ АРМИРОВАННОГО КРУПНОГАБАРИТНОГО ПОЛОГО ИЗДЕЛИЯ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Ревяко Михаил Михайлович Хрол Евгений Зенонович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Способ двухстадийного ротационного формования армированного крупногабаритного полого изделия, включающий стадии загрузки первой порции термопластичного материала, формования первого слоя изделия, загрузки второй порции термопластичного материала, формования второго слоя изделия и охлаждения отформованного изделия, отличающийся тем, что на стадии формования первого слоя изготавливают внешнюю сторону изделия из термопластичного материала, содержащего армирующие алюмоборосиликатные стеклянные рубленые волокна в количестве 1-20 от массы внешнего слоя, а на стадии формования второго слоя изготавливают внутреннюю сторону изделия из термопластичного материала, аналогичного используемому на первой стадии, содержащего вспениватель на основе азодикарбонамида в количестве до 1 от массы внутреннего слоя, при этом формование осуществляют с частотой вращения 4-6 об/мин. 2. Способ по п. 1, отличающийся тем, что в качестве термопластичного материала используют полиэтилен низкого давления со значением показателя текучести расплава 3,8 г/10 мин. Изобретение относится к области производства методом двухстадийного ротационного формования модифицированных армированных крупногабаритных полых изделий, таких как контейнеры для сбора бытовых отходов, топливные баки, емкости и т.д., которые обладают повышенными прочностными характеристиками и имеют повышенный срок эксплуатации. Ротационное формование применяется для изготовления крупногабаритных полых изделий. Такие изделия эксплуатируются в условиях действия различных нагрузок, в том числе и механической, поэтому прочностные характеристики подобных изделий имеют первостепенное значение. При формовании пластмассовых изделий методом литья под давлением проблема повышения прочностных характеристик изделий решается за счет армирования полимерных композиций 1. Армирование изделий осуществляется волокнами различной природы, но 15257 1 2011.12.30 чаще используются стеклянные волокна. Однако при обычном ротационном формовании стекловолокно для армирования изделий не используется. Это объясняется трудностями,связанными с расслоением материала при получении изделия по одностадийной схеме ротационного формования. В процессе ротационного формования особое значение имеет вязкость полимерных композиций. Материал с высокой вязкостью расплава не способен проникать в самые узкие места формующего инструмента, вследствие чего повышается риск получения бракованных недоформованных изделий. Поэтому в работе в качестве критерия возможности применения материала для ротационного формования использовался показатель текучести расплава (ПТР), значение которого не должно быть меньше 3 г/10 мин. Известно использование для армирования композиций для ротационного формования различных материалов полимерной природы 2, при котором можно добиться значительного увеличения прочностных показателей отформованного изделия. В качестве полимерной матрицы также используются термопластичные материалы различной природы 3. В патенте 3 описан способ получения ротационным формованием многослойных армированных крупногабаритных изделий, при котором на первой стадии производится загрузка первой дозы термопластичного материала, на второй стадии осуществляется формование внешнего слоя стенки изделия из термопластичного полимерного материала,после чего в форму добавляются армирующие волокна и проводится распределение волокон по всей площади поверхности формуемого изделия и обеспечивается образование промежуточного слоя армирующих волокон, после этого производится загрузка второй дозы термопластичного материала и осуществляется формование внутреннего слоя стенки изделия из второй порции термопластичного материала. В результате получается многослойное изделие с промежуточным слоем армирующих волокон. Однако при таком способе не всегда удастся добиться необходимых характеристик прочности и жесткости изделия. Кроме того, при таком процессе требуется осуществлять загрузку материалов в форму три раза, а следовательно, требуется дважды останавливать вращение и нагревание формы, а это несколько увеличивает время цикла формования. Задачей изобретения является повышение характеристик прочности и жесткости полимерных композиций, а вместе с этим и готового изделия, за счет использования двухстадийного процесса ротационного формования, при котором исключается стадия загрузки армирующих волокон, и комбинации полимерного материала, армирующих добавок и вспенивателя, а также снижение длительности цикла формования изделия. Это позволит увеличить срок эксплуатации готовых изделий, в том числе и при уменьшении толщины стенки отформованного изделия, а следовательно, при экономии полимерного сырья. Задача решается тем, что при способе двухстадийного ротационного формования армированного крупногабаритного полого изделия на стадии формования первого слоя изготавливают внешнюю сторону изделия из термопластичного материала, содержащего армирующие алюмоборосиликатпые стеклянные рубленые волокна в количестве 1-20 от массы внешнего слоя, а на стадии формования второго слоя изготавливают внутреннюю строну изделия из термопластичного материала, аналогичного используемому на первой стадии, содержащего вспениватель на основе азодикарбонамида в количестве до 1 от массы внутреннего слоя, при этом формование осуществляют с частотой вращения 4-6 об/мин. Отличительным признаком способа формования является то, что в качестве термопластичного материала на обеих стадиях используют полиэтилен низкого давления со значением показателя текучести расплава 3,8 г/10 мин. Формование модифицированного армированного изделия осуществлялось следующим образом. Сначала в форму загружается первая порция формуемого термопластичного полимера (полиэтилен низкой плотности марки 58 со значением ПТР 3,8 г/10 мин),содержащего армирующие алюмоборосиликатные стеклянные волокна марки 132 15257 1 2011.12.30 4,5-42 С в количестве 1-20 от массы внешнего слоя. После этого происходит первый этап формования, в результате которого основная часть модификатора (армирующего стеклянного волокна) остается па внутренней стенке отформованного изделия. Затем вращение и нагревание формы прекращается, форма открывается и в нее помещается вторая порция термопластичного материала, содержащего вспенивающий агент па основе азодикарбонамида П 0027/01-СЭ в количестве до 1 от массы внутреннего слоя. Этот материал покрывает сверху стеклянные волокна и обеспечивает равномерное распределение волокна в средний части сечения стенки изделия. Такое сочетание и последовательность использования материалов позволяет добиться распределения армирующего стеклянного волокна внутри стенки изделия и по всей площади поверхности изделия, а также получить вспененный внутренний слой, обладающий повышенными характеристиками прочности и жесткости. За счет того, что первая порция термопластичного материала уже содержит армирующие стеклянные волокна, то исчезает необходимость осуществления отдельной стадии введения армирующих волокон и несколько снижается цикл формования. Прочностные характеристики полученных изделий были определены путем испытаний вырубленных из готового изделия стандартных образцов (по ГОСТ 11262). Для сравнения были проведены также испытания образцов, вырубленных из изделий, полученных по одностадийной и трехстадийной схеме формования. Характеристики полученных изделий и процессов формования представлены в таблице Характеристики полученных изделий и процессов ротационного формования Одностадийный Характеристики изДвхстадийный метод Трехстадийный метод метод формоделия/процесса формования формования (прототип) вания Линейный Используемые маЛинейный ПЭНП мар- Линейный ПЭНП марПЭНП марки териалы ки 58 ки 5858 Алюмоборосиликатные стеклянные волокна марки 13-4,5 Алюмоборосиликатные 42 С (содержание 10 стеклянные волокна от массы внешнего марки 13-4,5 Модифицирующие слоя), вспенивающий 42 С (содержание добавки агент на основе азоди 5 мас.от массы изкарбонамида П 0027/01 делия) СЭ (содержание 1 от массы внутреннего слоя) Время цикла фор 5,0 5,5 6,0 мования, мин Толщина получае 5,0 7,0 5,0 мого изделия, мм Предел прочности при растяжении,16,0 20,0 18,5 МПа Получение модифицированных изделий по одностадийной схеме невозможно, что объясняется трудностями с расслоением разнородных материалов - полимера и модифицирующей добавки. Введение во вторую порцию материала вспенивающего агента позволяет дополнительно увеличить прочность и жесткость изделия по сравнению с изделием, в котором не использовался вспениватель. Использование на второй стадии формования 3 15257 1 2011.12.30 материала со вспенивающим агентом позволяет получить внутренний вспененный слой,который в некоторых случаях можно использовать для каких-либо специальных целей(тепло- и звукоизоляция и др.). Возможно также уменьшение массы порций модифицированных материалов, которое позволяет добиться уменьшения стенки готового изделия, уменьшения времени формования изделия, уменьшения массы изделия и расхода полимерного материала без изменения эксплуатационных характеристик готового изделия. За счет использования двухстадийного процесса ротационного формования модифицированных полимерных композиций можно добиться снижения на 10-15 толщины стенки отформованного изделия, а следовательно, и снижения расхода полимерного материала без изменения прочностных характеристик по сравнению с изделием, полученным из немодифицированного материала по одностадийной схеме. Таким образом, при определенном сочетании модифицированных композиций и при использовании двухстадийного процесса ротационного формования можно изготавливать такие изделия, как контейнеры для сбора бытовых отходов, топливные баки, емкости и т.д. Перечень предприятий, где возможно использование изобретения ОАО Борисовский завод пластмассовых изделий, а также другие предприятия, занимающиеся производством крупногабаритных полых изделий методом ротационного формования. Источники информации 1. Кербер М.Л., Виноградов В.М., Головкин Г.С. и др. Полимерные композиционные материалы структура, свойства, технологии / Под ред. А.А. Берлина. - СПб. Профессия. С. 560. 2. Патент 038219, 708 5/01, 2002. 3. Патент 1381863, 229 5/04, 1975 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 41/04
Метки: двухстадийного, крупногабаритного, ротационного, полого, формования, армированного, способ, изделия
Код ссылки
<a href="https://by.patents.su/4-15257-sposob-dvuhstadijjnogo-rotacionnogo-formovaniya-armirovannogo-krupnogabaritnogo-pologo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ двухстадийного ротационного формования армированного крупногабаритного полого изделия</a>
Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами

Номер патента: 14156
Опубликовано: 30.04.2011
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович
МПК: B29C 53/00
Метки: термопластичного, изготовления, полого, непрерывными, волокнами, полимера, неосесимметричного, способ, изделия, армированного
Текст:
...с оправкой, вращающейся с постоянной скоростью, изменяются по мере изменения положения оправки. Следовательно, изменяются условия пропитки волокнистого наполнителя и условия консолидации материала на оправке. В результате материал в изделии оказывается неоднородным. Различие скоростей перемещения полуфабриката, а значит, и неоднородность материала тем больше, чем больше различаются размеры изделия в плоскости укладки полуфабриката. 14156...
Способ изготовления полого композиционного изделия
Номер патента: 10955
Опубликовано: 30.08.2008
Авторы: Пархоменко Дмитрий Александрович, Бобарикин Юрий Леонидович, Лискович Михаил Ильич, Стрикель Николай Иванович
МПК: B22F 7/02, B22F 3/10, B21D 22/20...
Метки: изделия, способ, полого, изготовления, композиционного
Текст:
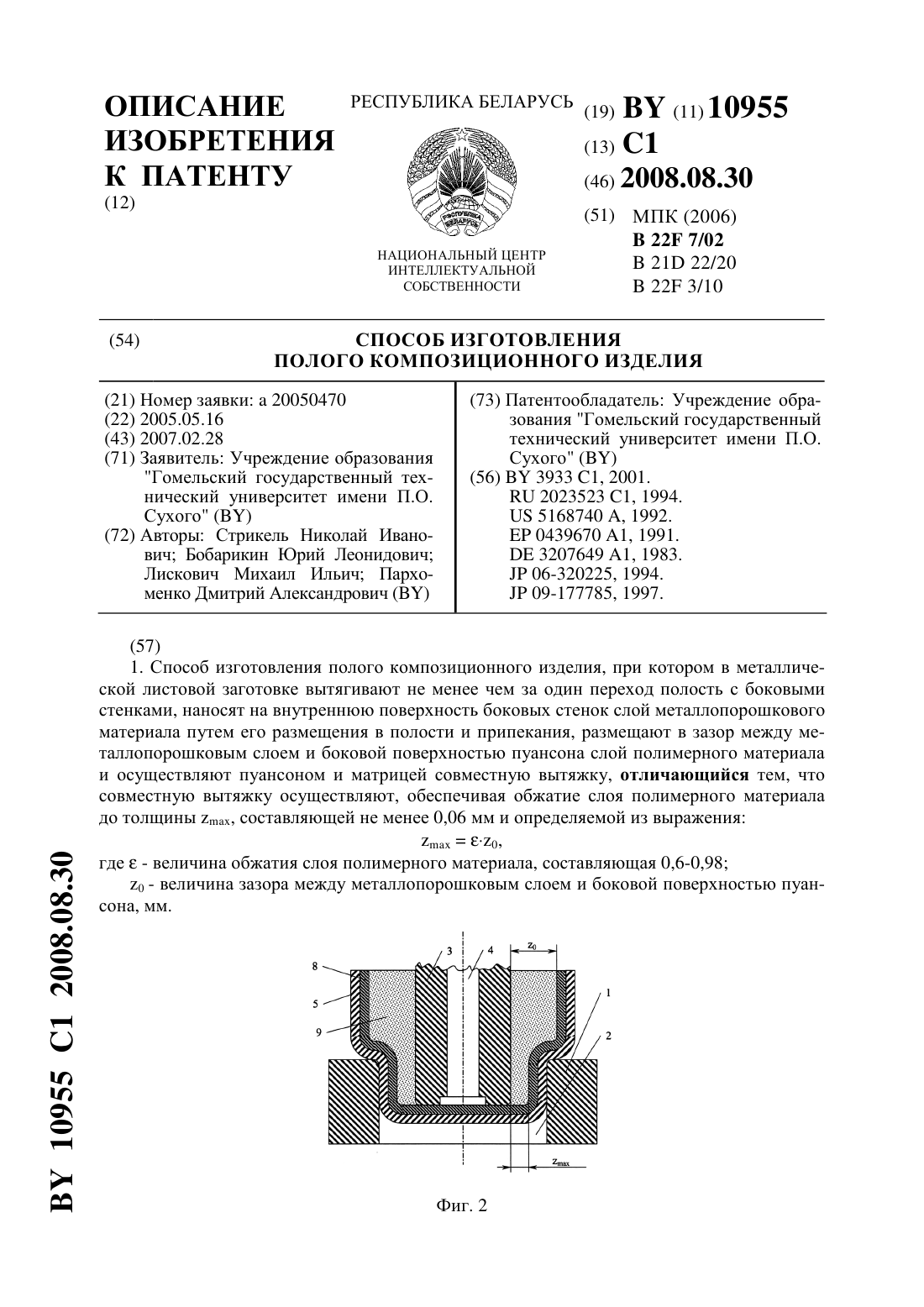
...металлопорошкового слоя 8 и пуансоном 3 в цилиндрической части полого композиционного изделия, находящегося в зазоре между пуансоном и матрицей , было не менее 0,06 мм и определялось из выражения 0. Перемещением пуансона 3 проводят совместную вытяжку полого композиционного изделия и полимерного материала. Полученное полое композиционное изделие с внутренним полимерным слоем снимают с пуансона 3 с помощью съемника 4. Осуществление...
Способ изготовления осесимметричного полого изделия с рельефной перемычкой
Номер патента: 6526
Опубликовано: 30.09.2004
Авторы: Клушин Валерий Александрович, Ковалевский Сергей Александрович, Ковальчук Олег Николаевич
МПК: B21J 13/02, B21C 23/02
Метки: полого, способ, осесимметричного, изделия, изготовления, рельефной, перемычкой
Текст:
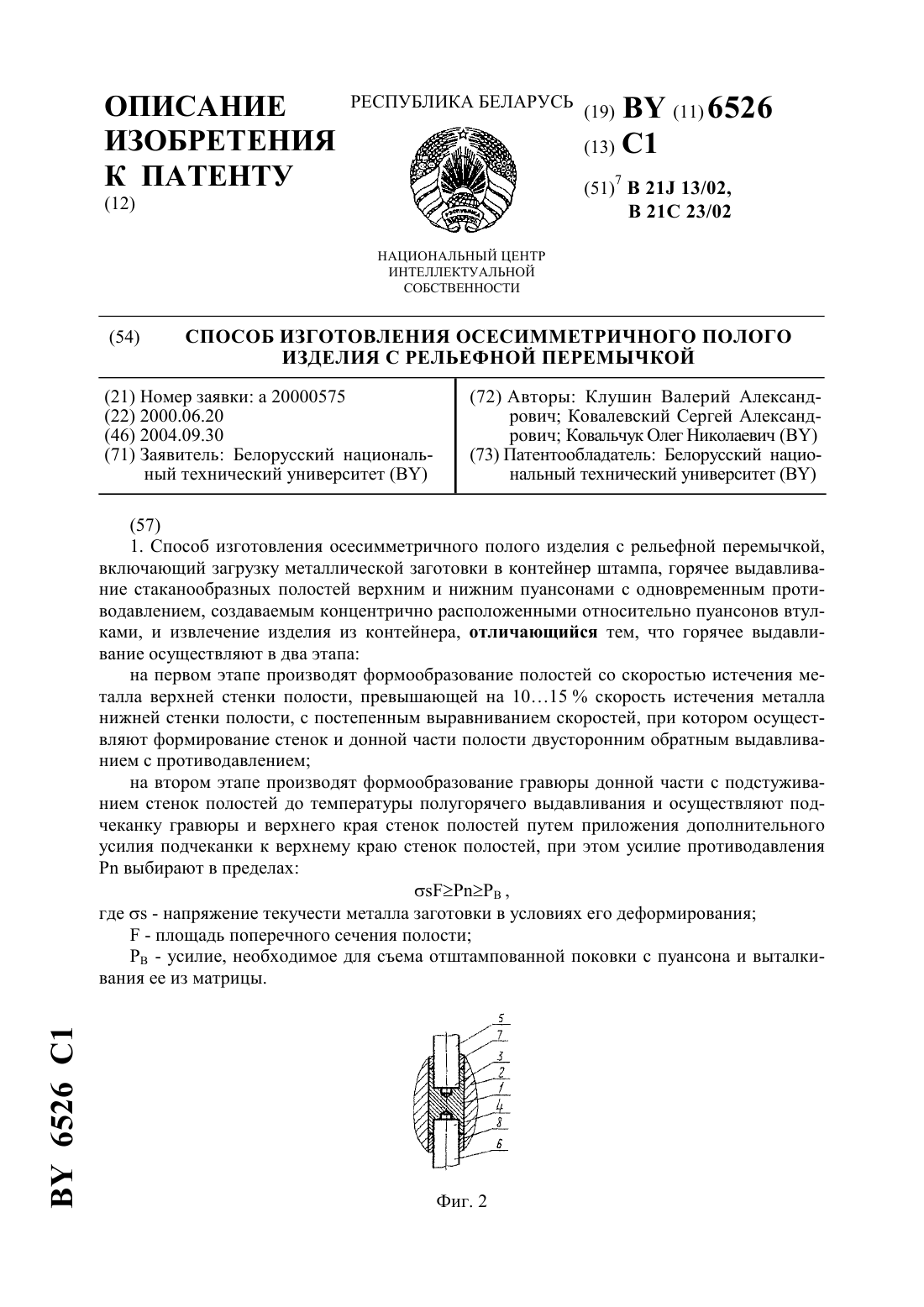
...производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавления Р выбирают в пределахРР ,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р...
Способ изготовления полого композиционного изделия
Номер патента: 3933
Опубликовано: 30.06.2001
Авторы: Бобарикин Юрий Леонидович, Стрикель Николай Иванович, Лискович Михаил Ильич
МПК: B21D 22/20, B22F 3/02
Метки: полого, изделия, композиционного, изготовления, способ
Текст:
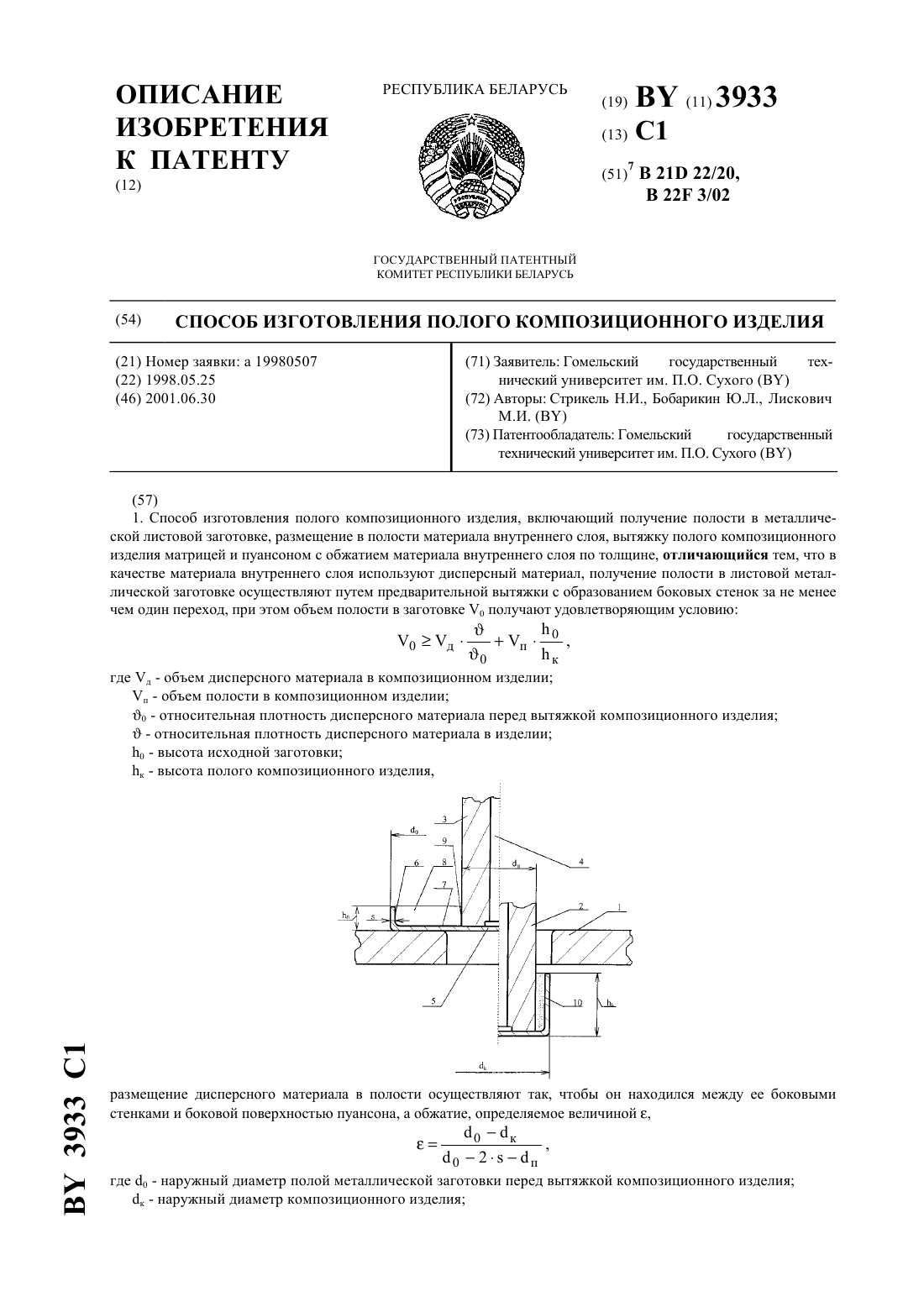
...1. Осуществляли изготовление полого композиционного теплоохлаждающего экрана наружного диаметра 17,1 мм, внутреннего диаметра 15 мм, высотой 22 мм из меди М 1 и олова порошкового ПО-2. В листовой заготовке из меди М 1 толщиной 1 мм, диаметром 40 мм путем предварительнойвытяжки за два перехода, на первом из которых использовали матрицу с рабочим отверстием диаметром 26 мм и пуансон диаметром 23,8 мм, а на втором - матрицу с рабочим отверстием...
Устройство для центробежного формования изделия из порошков
Номер патента: 9386
Опубликовано: 30.06.2007
Авторы: Тумилович Мирослав Викторович, Савич Вадим Викторович, Тарайкович Александр Михайлович, Пилиневич Леонид Петрович
МПК: B22F 3/06
Метки: порошков, изделия, формования, центробежного, устройство
Текст:
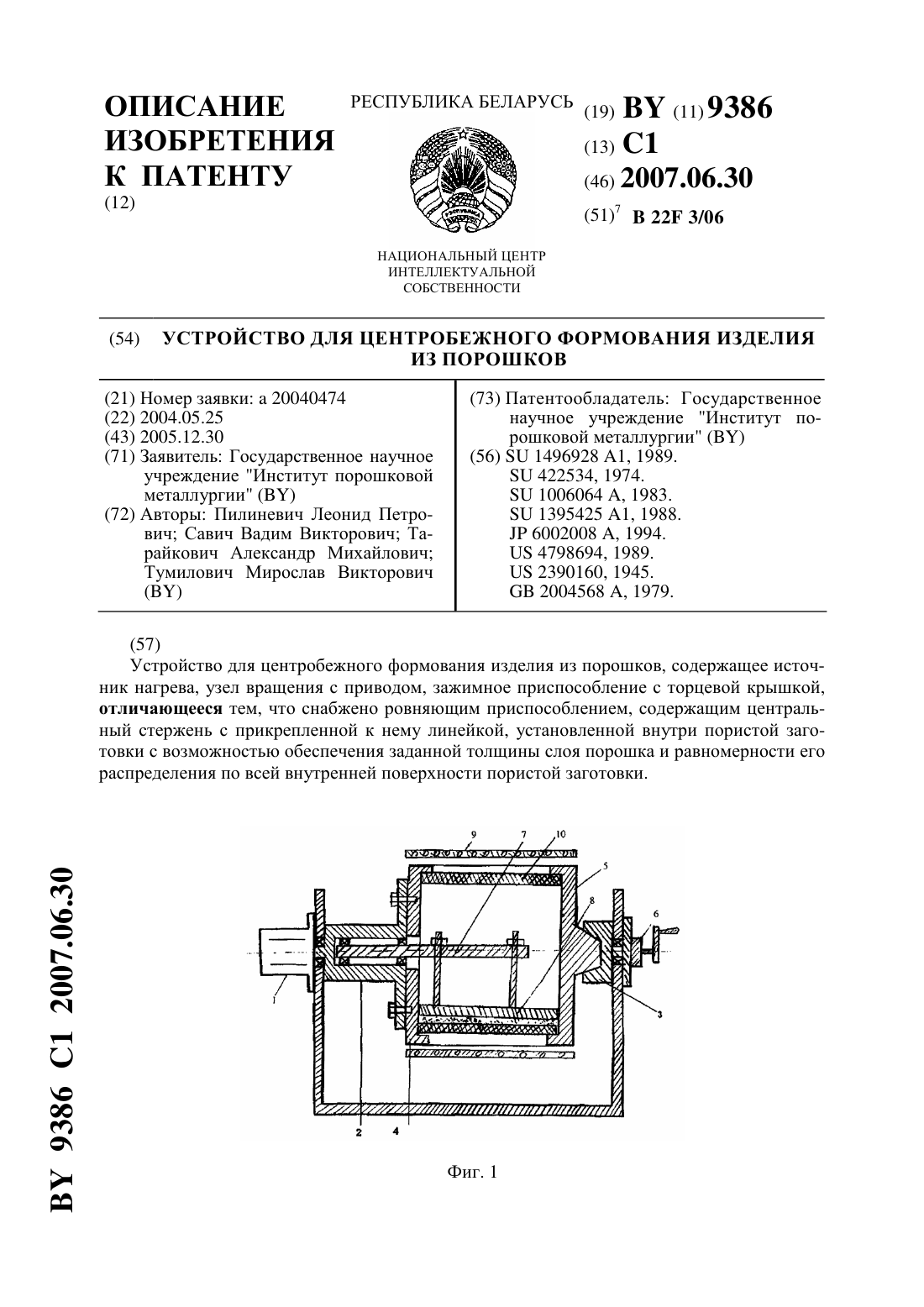
...формования изделия из порошков, содержащее источник нагрева, узел вращения с приводом, зажимное приспособление с торцевой крышкой. Устройство отличается тем, что оно снабжено ровняющим приспособлением, содержащим центральный стержень с прикрепленной к нему линейкой, установленной внутри пористой заготовки с возможностью обеспечения заданной толщины слоя порошка и равномерности его распределения по всей внутренней поверхности пористой...
Предыдущий патент: Бактерицидное средство для аэрозольной дезинфекции объектов ветеринарного надзора
Следующий патент: Композиция для получения глазуревого покрытия на керамическом материале
Случайный патент: Способ лечения экземы