Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами
Номер патента: 14156
Опубликовано: 30.04.2011

Текст
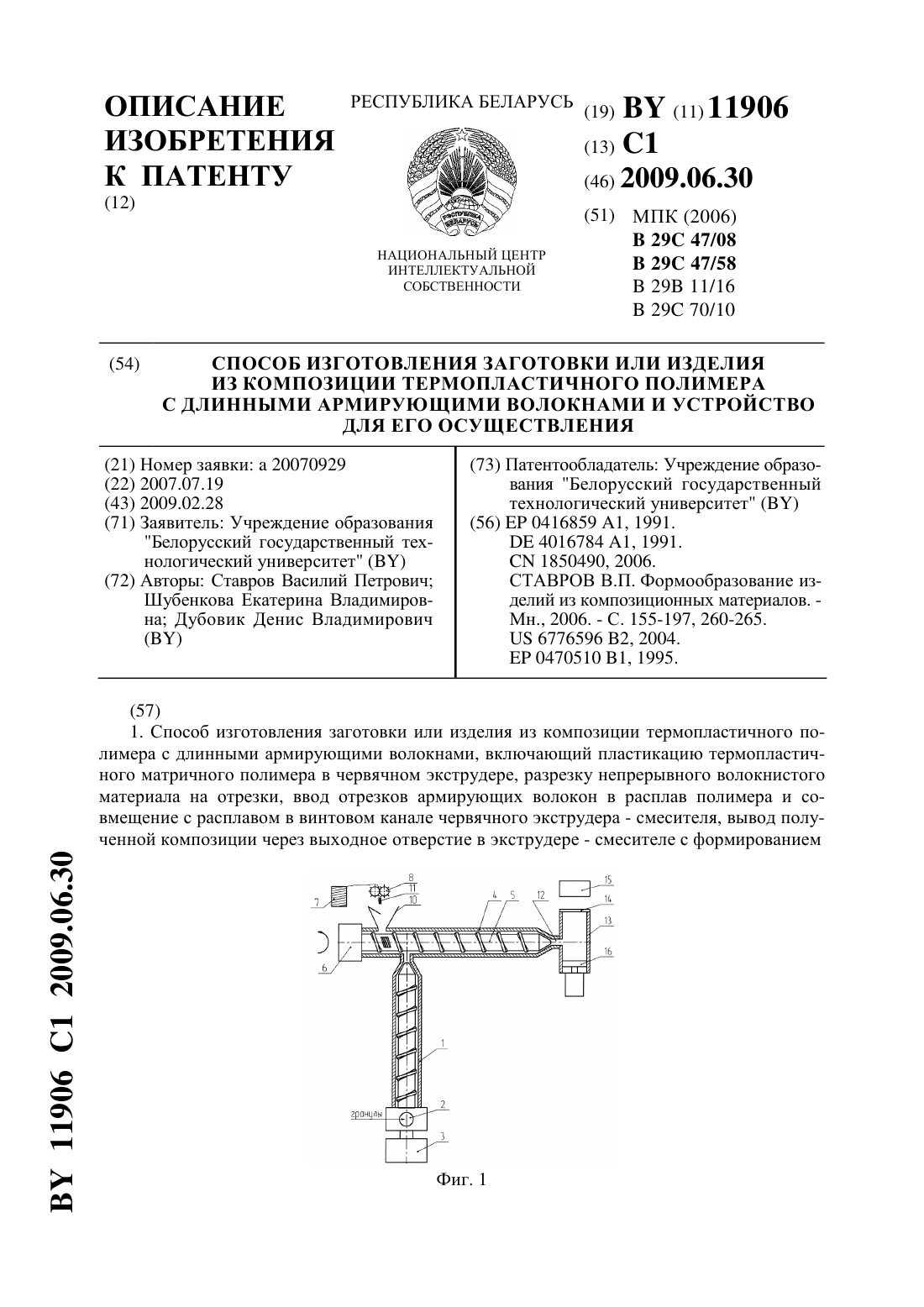
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО НЕОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА,АРМИРОВАННОГО НЕПРЕРЫВНЫМИ ВОЛОКНАМИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Ставров Василий Петрович Наркевич Анна Леонидовна(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(56)19852159 1, 2000.3145122 1, 1983. СТАВРОВ В.П. Формообразование изделий из композиционных материалов. Минск, 2006. - С. 280-298.2089444 С 1, 1997.4408637 1, 1995.516538, 1977.(57) Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами, включающий получение расплава термопластичного полимера в генераторе расплава, протягивание непрерывного волокнистого наполнителя через пропиточное устройство, связанное с генератором расплава, формирование полуфабриката и укладку полуфабриката в расплавленном состоянии матричного полимера на перемещаемую с заданной скоростью оправку, воспроизводящую контур изделия, отличающийся тем, что оправку перемещают, вращая вокруг оси с заданной скоростью ведущее, преимущественно цилиндрическое, звено, находящееся в зацеплении с поверхностью ведомого звена, связанного с оправкой таким образом, что указанная поверхность эквидистантна формообразующей поверхности оправки. 14156 1 2011.04.30 Изобретение относится к технике формообразования изделий из волокнистых композиционных материалов с полимерной матрицей, а именно к способам получения изделий намоткой. Намотка волокнистых наполнителей, пропитанных полимерным связующим веществом, на оправку, воспроизводящую контур изделия, с консолидацией материала на оправке относится к распространенным методам формообразования изделий из волокнистых композитов. Известны различные способы осуществления данного процесса с использованием в качестве матрицы как термореактивных, так и термопластичных полимеров. Получение изделий из волокнистых композитов с термопластичной матрицей включает две основные стадии получение полуфабриката (препрега) путем пропитки волокнистого наполнителя раствором или расплавом термопластичного полимера и формообразование из этого полуфабриката изделия на оправке с одновременной консолидацией слоев материала 1, с. 300-311. Эти стадии могут быть осуществлены раздельно по времени и месту или выполнены по совмещенной технологии на одном технологическом агрегате без дополнительного нагрева полуфабриката перед формообразованием и консолидацией. Совмещенная технология характеризуется высокой гибкостью в отношении применяемых компонентов и формы изделий, более высокой производительностью и низкой энергоемкостью, однако требует согласования режимов осуществления отдельных стадий 1, с. 310-311. Так, для получения осесимметричного изделия по известному способу 2 волокнистый наполнитель в виде нитей или ровингов раскладывают в относительно тонкий слой и наматывают на вращающуюся оправку. Непосредственно на оправке на этот слой наносят расплав термопластичного полимера, генерируемый червячным экструдером, прикатывают роликом для пропитки расплавом волокнистого слоя, придания формы и консолидации слоев. Существенный недостаток этого способа - неудовлетворительное качество пропитки высоковязким расплавом натянутого и прижатого к оправке волокнистого слоя, поэтому получаемое изделие имеет низкую прочность при изгибе, кручении и растяжении вдоль оси. Наиболее близкий к заявляемому - способ изготовления полого осесимметричного или неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами 3, включает получение расплава термопластичного полимера, например в червячном экструдере, протягивание непрерывного волокнистого наполнителя через пропиточное устройство, связанное с генератором расплава, формирование полуфабриката, в частности в виде ленты, укладку полуфабриката в расплавленном состоянии матричного полимера на перемещаемую с заданной скоростью, в частности на вращающуюся оправку, воспроизводящую контур изделия. При изготовлении изделий по данному способу скорость протягивания непрерывного волокнистого наполнителя через пропиточное устройство, от которой зависят качество пропитки, положение и натяжение полуфабриката на оправке и условия его консолидации, определяются скоростью перемещения оправки. В случае изготовления неосесимметричного изделия скорость перемещения полуфабриката и положение точки его касания с оправкой, вращающейся с постоянной скоростью, изменяются по мере изменения положения оправки. Следовательно, изменяются условия пропитки волокнистого наполнителя и условия консолидации материала на оправке. В результате материал в изделии оказывается неоднородным. Различие скоростей перемещения полуфабриката, а значит, и неоднородность материала тем больше, чем больше различаются размеры изделия в плоскости укладки полуфабриката. 14156 1 2011.04.30 Задача предлагаемого технического решения - повышение однородности материала в неосесимметричном изделии, получаемом из термопластичного полимера, армированного непрерывными волокнами. Для решения указанной задачи при изготовлении полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами, включающий получение расплава термопластичного полимера в генераторе расплава, протягивание непрерывного волокнистого наполнителя через пропиточное устройство, связанное с генератором расплава, формирование полуфабриката и укладку полуфабриката в расплавленном состоянии матричного полимера на перемещаемую с заданной скоростью оправку,воспроизводящую контур изделия, оправку перемещают, вращая вокруг оси с заданной скоростью ведущее, преимущественно цилиндрическое, звено, находящееся в зацеплении с поверхностью ведомого звена, связанного с оправкой, причем указанная поверхность эквидистантна формообразующей поверхности оправки. Сущность предлагаемого способа состоит в создании условий, обеспечивающих постоянную скорость перемещения и натяжение полуфабриката и фиксированное положение точки касания его с формообразующей поверхностью оправки. Такие условия имеют место, если оправку при формообразовании изделия перемещают предлагаемым образом. На фигуре показана схема осуществления предлагаемого способа при изготовлении полого неосесимметричного изделия в виде эллиптического кольца. При изготовлении изделия 1 термопластичный полимер 2, преимущественно в виде гранул, вводят в генератор расплава 3, например в червячный экструдер. Расплав полимера из генератора 3 поступает в связанное с ним пропиточное устройство 4. Через это устройство протягивают разложенный в относительно тонкий слой непрерывный волокнистый наполнитель 5, например стеклоровинг, сматываемый с паковки 6. В устройстве 4 волокнистый наполнитель пропитывается полимерным расплавом. Из пропиточного устройства выводится полуфабрикат 7 преимущественно в виде ленты. Протягивание волокнистого наполнителя через пропиточное устройство 4 осуществляется под действием сил натяжения, создаваемых при намотке полуфабриката 7 на перемещаемую оправку 8. Перемещение оправки 8 осуществляют, вращая вокруг оси с заданной скоростью ведущее, преимущественно цилиндрическое, звено 9 (привод его не показан),находящееся в зацеплении с ведомым звеном 10. Звенья 9 и 10 могут быть элементами зубчатой, фрикционной или цепной передачи. Ведомое звено 10 может быть зафиксировано в плоскости перемещения полуфабриката, как, например, в рассматриваемом частном случае, т.е. при изготовлении кольца, но при изготовлении оболочки его положение может изменяться за счет перемещения заданным образом в продольном направлении вместе с ведущим звеном и его приводом. Укладываемый на оправку 8 полуфабрикат прикатывают прижимным роликом 11, а для компенсации радиального усилия прижима используют опорный ролик 12. Поверхность ведомого звена 10, контактирующая (находящаяся в зацеплении) с ведущим звеном 9, эквидистантна формообразующей поверхности оправки 8. Расстояние между поверхностямизадают с учетом условий компоновки и (или) требуемого соотношения скоростей укладки полуфабриката на участки поверхности с различным радиусом кривизны. Если- радиус кривизны формообразующей поверхности изделий, 0 - необходимая скорость укладки полуфабриката, то скорость перемещения ведомого звена равна 0/. Ведущее звено 9, вращаясь вокруг оси, перемещает ведомое звено 10 и связанную с ним оправку 8 со скоростьюи таким образом, что точка касания К полуфабриката с формообразующей поверхностью оправки 8 не изменяет своего положения при любом положении оправки. Скорость перемещения формообразующей поверхности оправки, а потому скорость и натяжение укладываемого на нее полуфабриката остаются неизменными или изменяющимися в заданном узком диапазоне, зависящем от величины . За счет 3 14156 1 2011.04.30 этого пропитка волокнистого наполнителя, формообразование изделия и консолидация материала происходят при режимах, не зависящих от положения оправки, что обеспечивает стабильное качество получаемого материала. Таким образом, предлагаемый способ изготовления изделия обеспечивает решение поставленной технической задачи. Источники информации 1 Ставров В.П. Формообразование изделий из композиционных материалов Учебное пособие. - Минск БГТУ, 2006. - 482 с. 2.4408637 2, 1996. 3.19852159 1, 2000 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 53/00
Метки: изделия, полимера, непрерывными, способ, изготовления, волокнами, полого, термопластичного, неосесимметричного, армированного
Код ссылки
<a href="https://by.patents.su/4-14156-sposob-izgotovleniya-pologo-neosesimmetrichnogo-izdeliya-iz-termoplastichnogo-polimera-armirovannogo-nepreryvnymi-voloknami.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами</a>
Способ изготовления заготовки или изделия из композиции термопластичного полимера с длинными армирующими волокнами и устройство для его осуществления
Номер патента: 11906
Опубликовано: 30.06.2009
Авторы: Дубовик Денис Владимирович, Шубенкова Екатерина Владимировна, Ставров Василий Петрович
МПК: B29C 47/58, B29C 47/08, B29B 11/16...
Метки: заготовки, армирующими, изделия, осуществления, термопластичного, изготовления, устройство, способ, композиции, длинными, или, полимера, волокнами
Текст:
...другой стенки так, что в ее заднем, относительно направления перемещения компаунда в экструдере, крайнем положении винтовой канал червяка в зоне входного отверстия в цилиндре открыт для волокнистого наполнителя, а в другом, переднем - перекрыт. Подвижная стенка бункера может быть выполнена в виде плоской пружины и находится в контакте с гребнем червяка на участке ее возвратно-поступательного перемещения относительно другой стенки...
Профильное изделие из термопластичного полимера, армированного волокнами
Номер патента: U 5230
Опубликовано: 30.04.2009
Авторы: Ставров Василий Петрович, Наркевич Анна Леонидовна
МПК: B29C 70/00
Метки: термопластичного, профильное, изделие, армированного, полимера, волокнами
Текст:
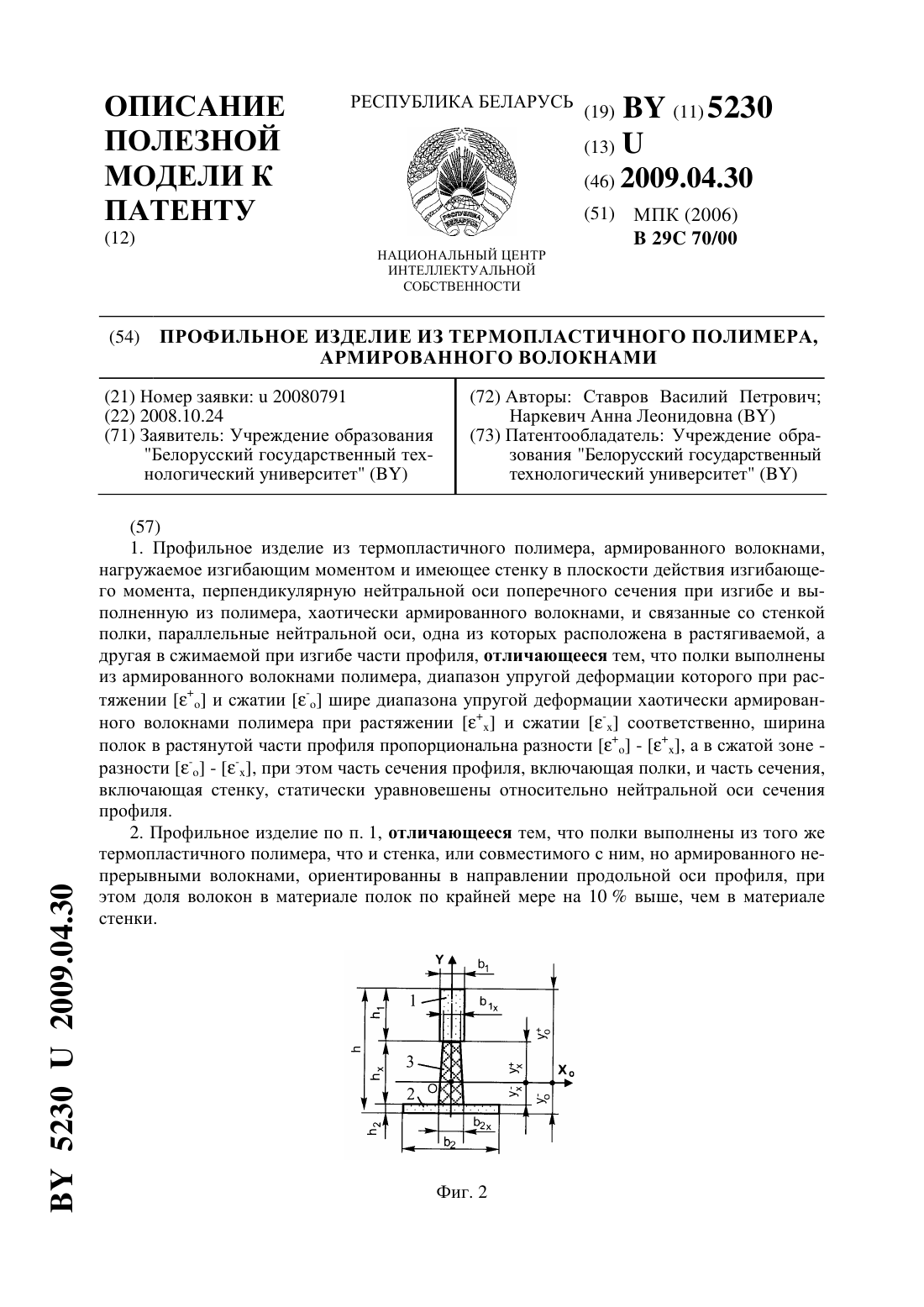
...армированного волокнами, нагружаемом изгибающим моментом и имеющим стенку в плоскости действия изгибающего момента, перпендикулярную нейтральной оси поперечного сечения при изгибе и выполненную из полимера, хаотически армированного волокнами, и связанные со стенкой полки, параллельные нейтральной оси, одна из которых расположена в растягиваемой, а другая в сжимаемой при изгибе части профиля, полки выполнены из армированного волокнами...
Способ получения армированного волокнами термопластичного материала
Номер патента: 6861
Опубликовано: 30.03.2005
Автор: Ставров Василий Петрович
МПК: B29C 70/48
Метки: способ, волокнами, материала, получения, термопластичного, армированного
Текст:
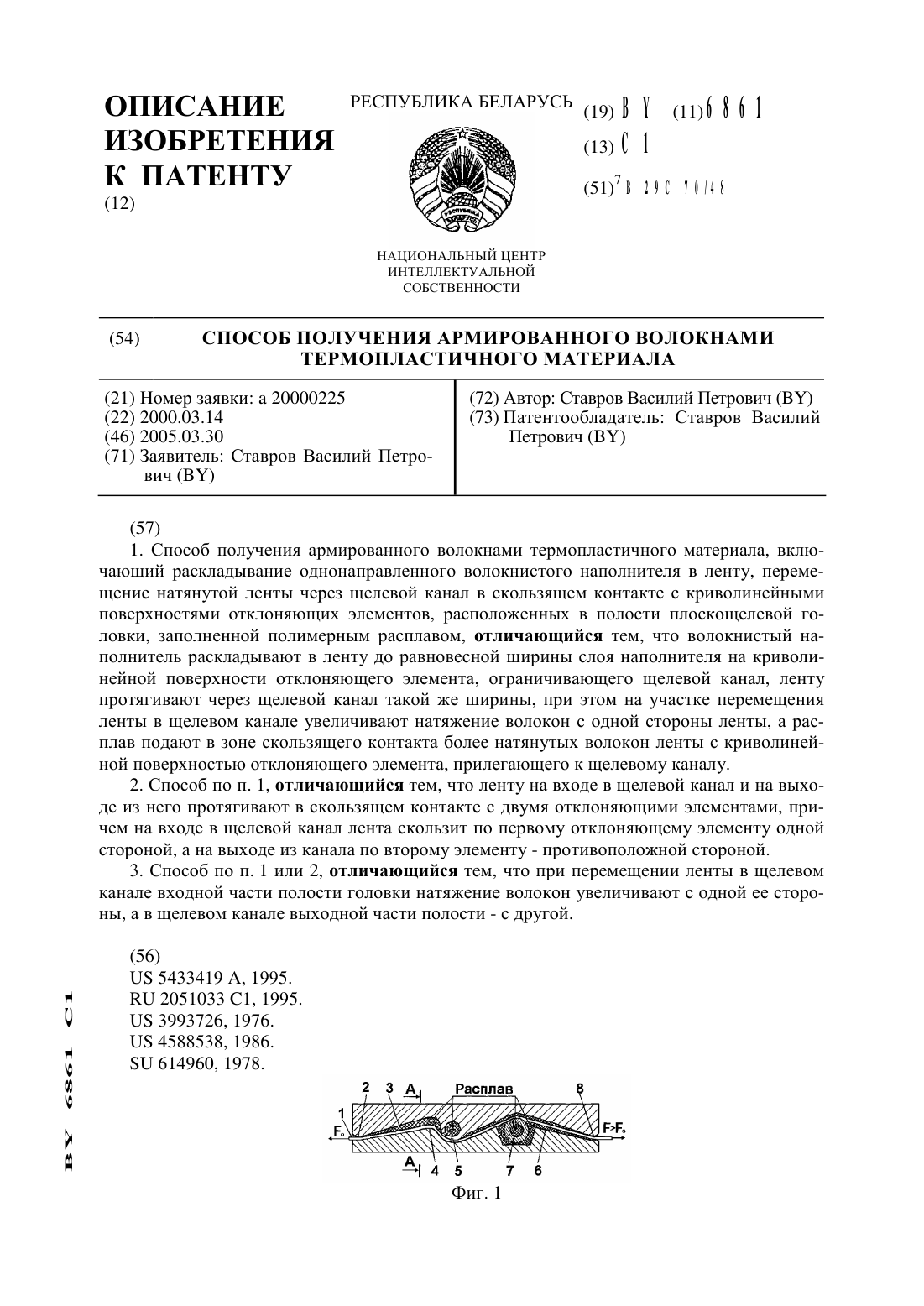
...в состоянии статического равновесия при нагрузке, соответствующей натяжению ленты в процессе пропитки. Значение равновесной щирины ленты устанавливают до начала изготовления материала путем прямого измерения щирины слоя, образуемого данным волокнистым напол ВУ 6861 С 1нителем при охватывании им отклоняющего элемента. После этого устанавливают щирину щелевого канала, используя, например, сменные вставки или регулируемые боковые...
Способ получения армированного волокнами термопластичного материала
Номер патента: 13402
Опубликовано: 30.08.2010
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович
МПК: B29B 15/10
Метки: способ, термопластичного, материала, получения, волокнами, армированного
Текст:
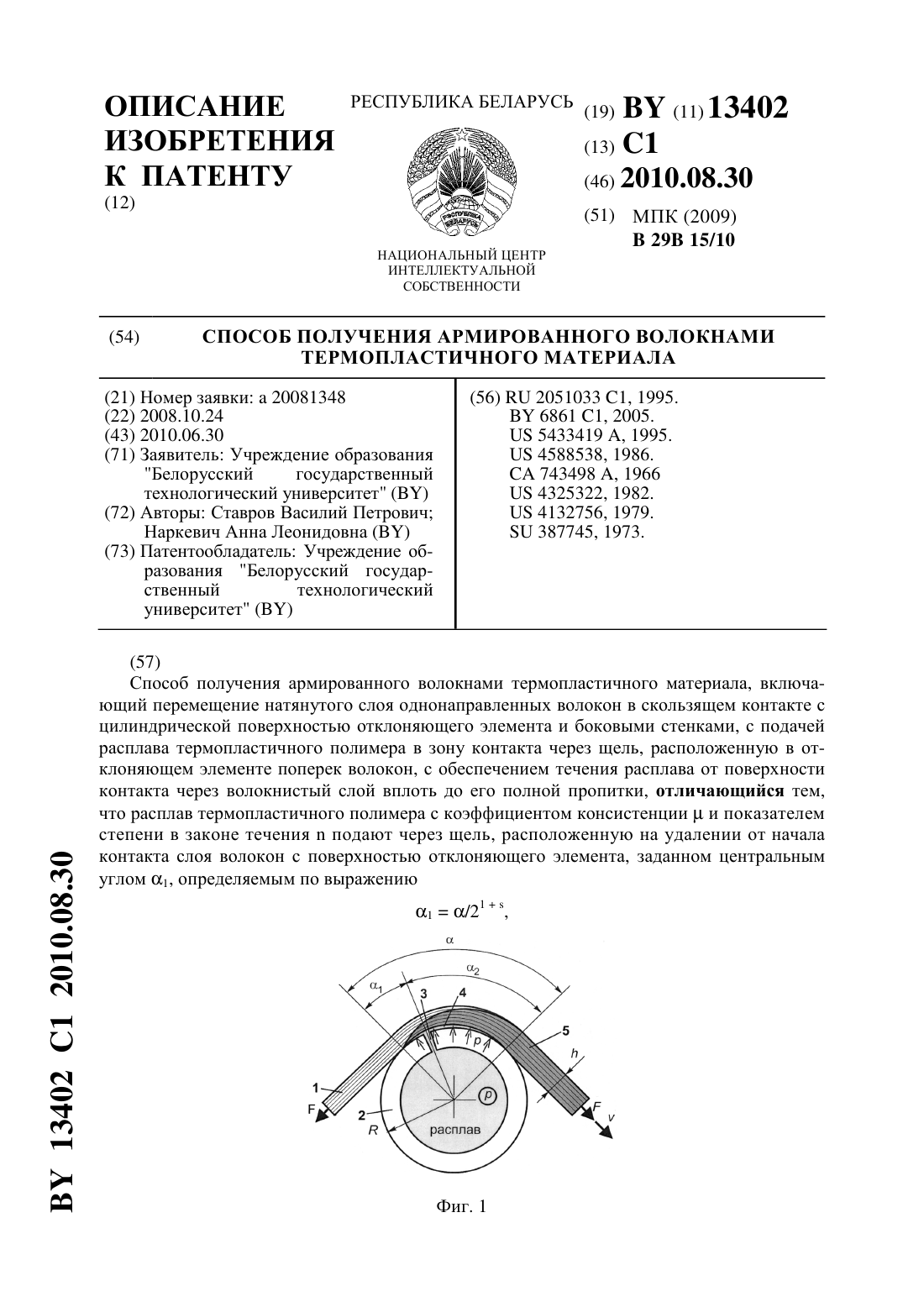
...и скорости перемещения волокнистого слоя в предлагаемом соотношении с натяжением волокнистого слоя и показателями вязкости расплава, подаваемого через щель и проникающего в волокнистый слой. Указанные соотношения основываются на установленных авторами закономерностях течения полимерного расплава со степенной зависимостью между касательными напря 4 13402 1 2010.08.30 жениями и скоростями сдвига в процессе пултрузионной пропитки натянутого слоя...
Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами
Номер патента: 6859
Опубликовано: 30.03.2005
Авторы: Марков Александр Владимирович, Ставров Василий Петрович
МПК: B29C 70/52
Метки: термопластичных, изделий, волокнами, полимеров, способ, однонаправленно, непрерывными, профильных, изготовления, армированных
Текст:
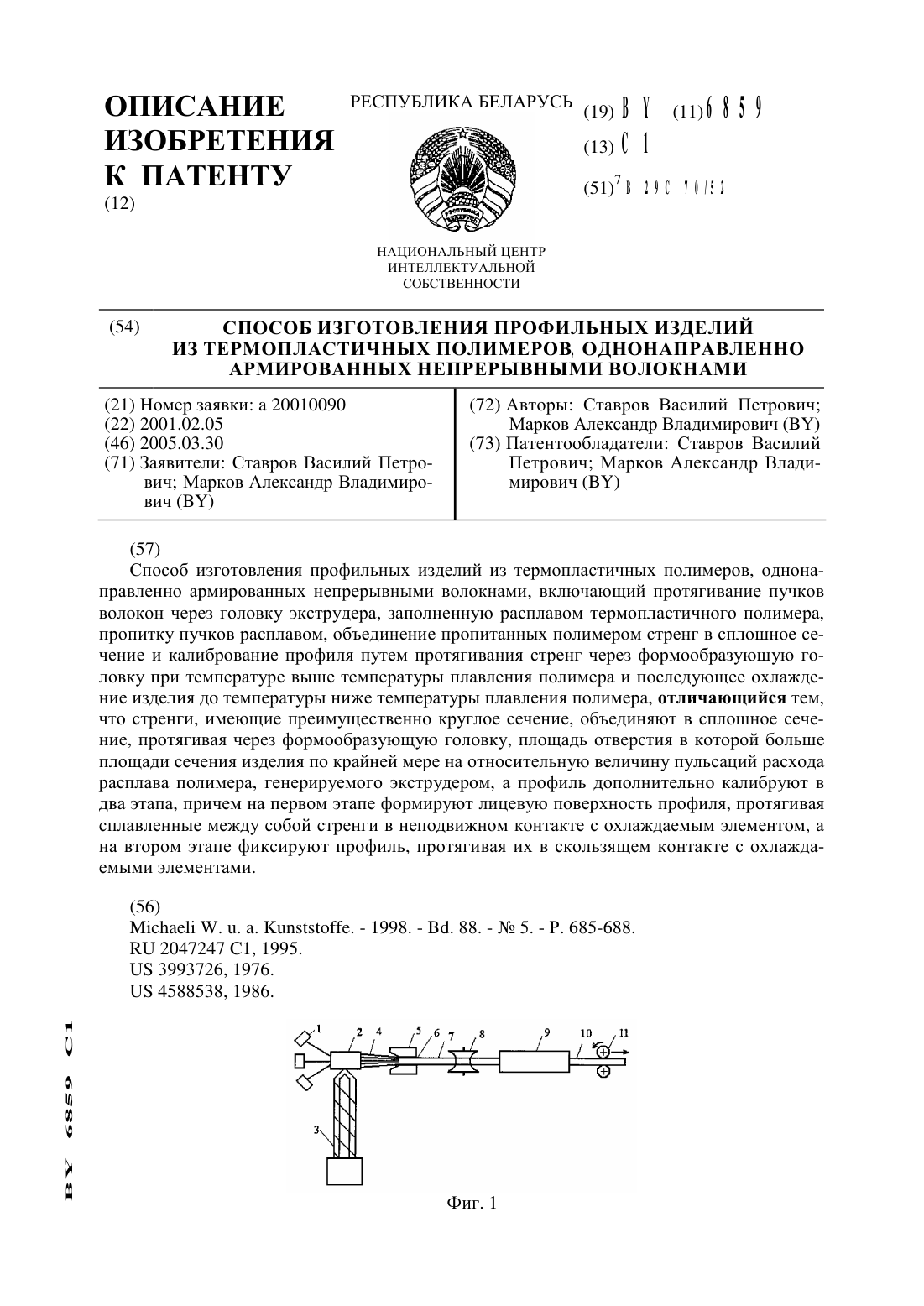
...при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера, стренги, имеющие преимущественно круглое сечение объединяют в сплошное сечение при температуре выше температуры плавления полимера, протягивая через матрицу, площадь отверстия в которой больше площади сечения изделия по крайней мере на относительную величину пульсаций расхода полимера, генерируемого...
Предыдущий патент: Рулевой привод транспортного средства
Следующий патент: Устройство для концентрации солнечной энергии и преобразования ее в электрическую
Случайный патент: Циркулятор