Способ изготовления биметаллической заготовки концевого режущего инструмента
Номер патента: 14659
Опубликовано: 30.08.2011
Авторы: Алифанов Александр Викторович, Милюкова Анна Михайловна, Кантин Владимир Григорьевич
Текст
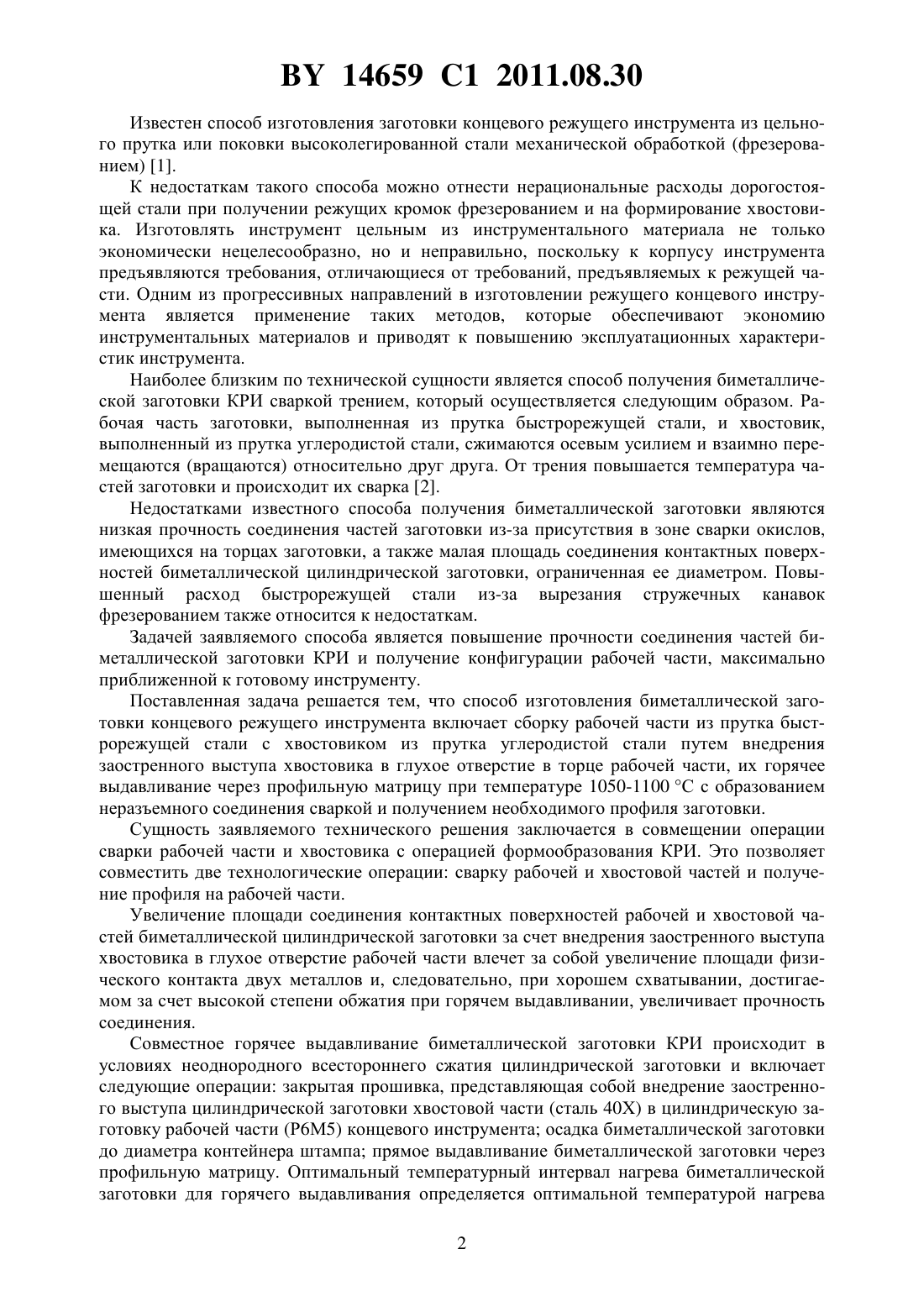
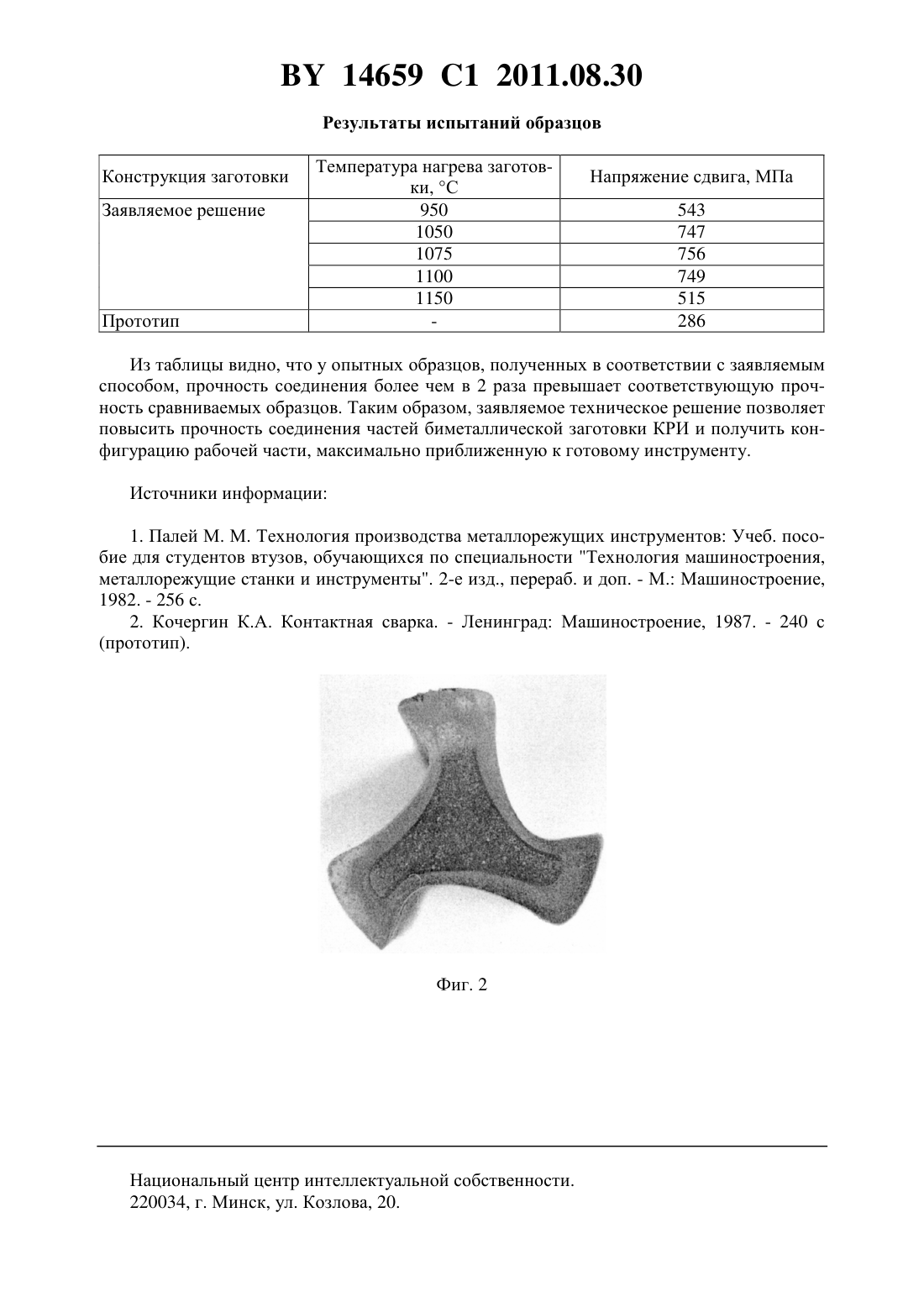
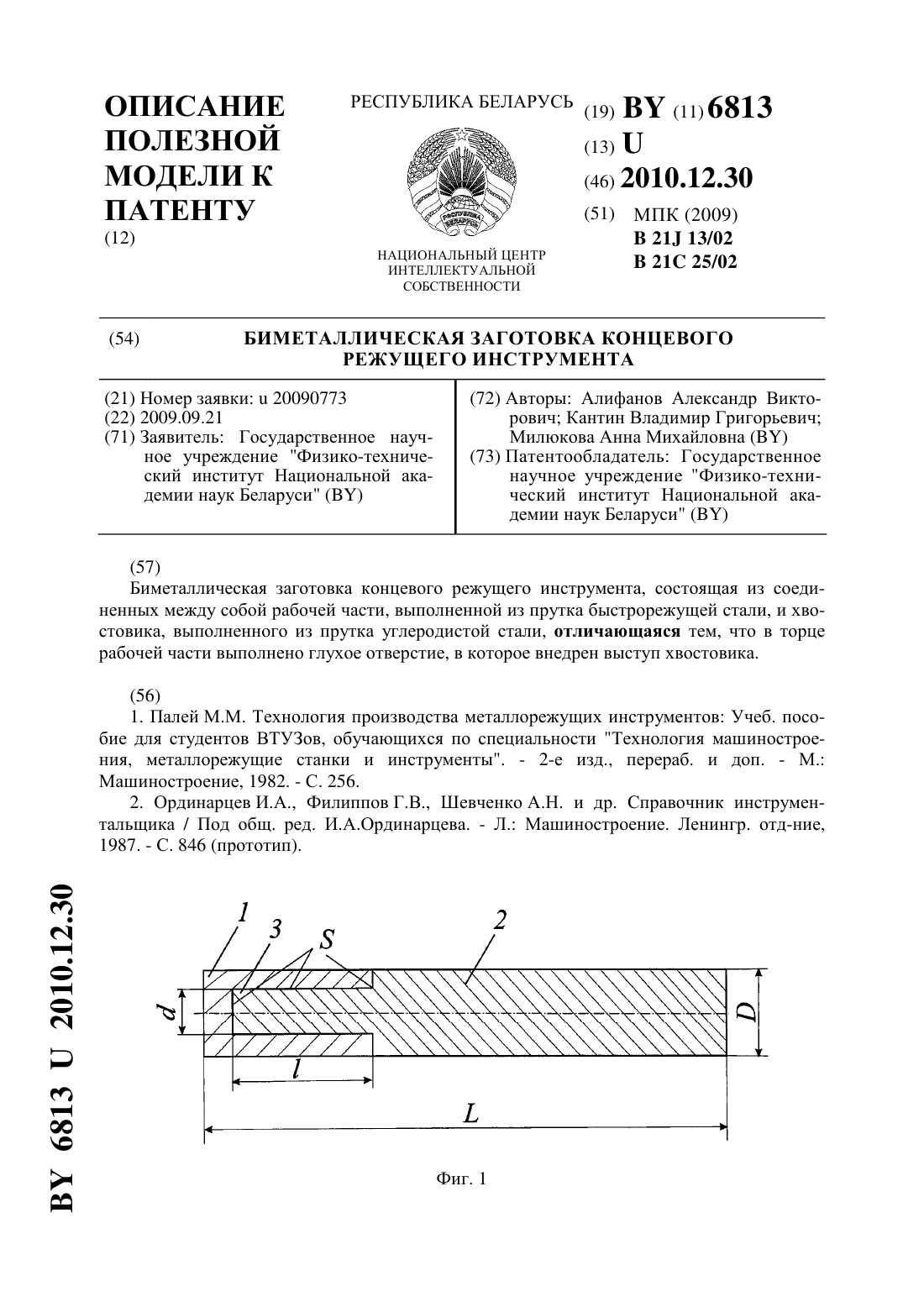
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ КОНЦЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Алифанов Александр Викторович Кантин Владимир Григорьевич Милюкова Анна Михайловна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления биметаллической заготовки концевого режущего инструмента,включающий сборку рабочей части из прутка быстрорежущей стали с хвостовиком из прутка углеродистой стали путем внедрения заостренного выступа хвостовика в глухое отверстие в торце рабочей части, их горячее выдавливание через профильную матрицу при температуре 1050-1100 С с образованием неразъемного соединения сваркой и получением необходимого профиля заготовки. Изобретение относится к области металлообработки и может быть использовано при изготовлении концевого режущего инструмента (далее КРИ). 14659 1 2011.08.30 Известен способ изготовления заготовки концевого режущего инструмента из цельного прутка или поковки высоколегированной стали механической обработкой (фрезерованием) 1. К недостаткам такого способа можно отнести нерациональные расходы дорогостоящей стали при получении режущих кромок фрезерованием и на формирование хвостовика. Изготовлять инструмент цельным из инструментального материала не только экономически нецелесообразно, но и неправильно, поскольку к корпусу инструмента предъявляются требования, отличающиеся от требований, предъявляемых к режущей части. Одним из прогрессивных направлений в изготовлении режущего концевого инструмента является применение таких методов, которые обеспечивают экономию инструментальных материалов и приводят к повышению эксплуатационных характеристик инструмента. Наиболее близким по технической сущности является способ получения биметаллической заготовки КРИ сваркой трением, который осуществляется следующим образом. Рабочая часть заготовки, выполненная из прутка быстрорежущей стали, и хвостовик,выполненный из прутка углеродистой стали, сжимаются осевым усилием и взаимно перемещаются (вращаются) относительно друг друга. От трения повышается температура частей заготовки и происходит их сварка 2. Недостатками известного способа получения биметаллической заготовки являются низкая прочность соединения частей заготовки из-за присутствия в зоне сварки окислов,имеющихся на торцах заготовки, а также малая площадь соединения контактных поверхностей биметаллической цилиндрической заготовки, ограниченная ее диаметром. Повышенный расход быстрорежущей стали из-за вырезания стружечных канавок фрезерованием также относится к недостаткам. Задачей заявляемого способа является повышение прочности соединения частей биметаллической заготовки КРИ и получение конфигурации рабочей части, максимально приближенной к готовому инструменту. Поставленная задача решается тем, что способ изготовления биметаллической заготовки концевого режущего инструмента включает сборку рабочей части из прутка быстрорежущей стали с хвостовиком из прутка углеродистой стали путем внедрения заостренного выступа хвостовика в глухое отверстие в торце рабочей части, их горячее выдавливание через профильную матрицу при температуре 1050-1100 С с образованием неразъемного соединения сваркой и получением необходимого профиля заготовки. Сущность заявляемого технического решения заключается в совмещении операции сварки рабочей части и хвостовика с операцией формообразования КРИ. Это позволяет совместить две технологические операции сварку рабочей и хвостовой частей и получение профиля на рабочей части. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки за счет внедрения заостренного выступа хвостовика в глухое отверстие рабочей части влечет за собой увеличение площади физического контакта двух металлов и, следовательно, при хорошем схватывании, достигаемом за счет высокой степени обжатия при горячем выдавливании, увеличивает прочность соединения. Совместное горячее выдавливание биметаллической заготовки КРИ происходит в условиях неоднородного всестороннего сжатия цилиндрической заготовки и включает следующие операции закрытая прошивка, представляющая собой внедрение заостренного выступа цилиндрической заготовки хвостовой части (сталь 40 Х) в цилиндрическую заготовку рабочей части (Р 6 М 5) концевого инструмента осадка биметаллической заготовки до диаметра контейнера штампа прямое выдавливание биметаллической заготовки через профильную матрицу. Оптимальный температурный интервал нагрева биметаллической заготовки для горячего выдавливания определяется оптимальной температурой нагрева 2 14659 1 2011.08.30 быстрорежущей стали (1050-1100 С). При температуре меньше 1050 С, например 950 С, получается неоднородная структура металлов, снижающая прочностные свойства изделия, и при температуре больше 1100 С (например 1150 С), происходит перекаливание металла и образование крупных зерен, что также ухудшает прочностные свойства изделия. Сущность заявляемого технического решения поясняется фиг. 1-2. На фиг. 1 показана схема горячего выдавливания заготовки КРИ в начале (а) и конце(б) процесса, где 1 - хвостовик, 2 - контейнер, 3 - заготовка рабочей части, 4 - профильная матрица. На фиг. 2 показан поперечный разрез биметаллической заготовки после одновременного формирования соединения частей заготовки и профиля на рабочей части, где хорошо видны три стружечные канавки и биметаллическая структура заготовки. В процессе эксплуатации КРИ, например метчик, подвергается воздействию крутящего момента и напряжения сдвига при нарезании резьбы. Стойкость инструмента к воздействию этих нагрузок определяется, как правило, прочностью соединения рабочей части и хвостовика. Ее можно увеличить, если повысить прочность соединения хвостовой и рабочей частей биметаллического инструмента. В заявляемом изобретении контактная площадь соединения частей биметаллической заготовки увеличена на величину площади цилиндрического заостренного выступа, внедренного в рабочую часть заготовки. При условии равных усилий сцепления заготовок прочность их соединения зависит от площади соединения чем больше площадь физического контакта заготовок, тем выше прочность соединения. Кроме того, в процессе последующего формообразования рабочей части инструмента методом горячего выдавливания площадь контакта увеличивается дополнительно за счет изменения формы рабочей части, что отчетливо видно на фиг. 2. В результате площадь соединения и его прочность значительно возрастают. Процесс горячего выдавливания позволяет одновременно производить операции схватывания соединяемых металлов и формообразования рабочей части. Заявляемый способ реализовали следующим образом. Изготавливали рабочую часть биметаллической заготовки из прутка быстрорежущей стали Р 6 М 5 с глухим отверстием. Хвостовик изготавливали из прутка углеродистой стали,например 40 Х, с заостренным выступом меньшего диаметра, соответствующим диаметру глухого отверстия рабочей части. Заготовку собирали при помощи пневматического пресса усилием 500 кгс, подогревали до температуры, указанной в таблице, проводили горячее выдавливание через профильную матрицу, подогретую до температуры 300-350 С, на прессе К 2130 усилием 100 тс. Затем заготовки отправляли в электропечь на термообработку в защитной среде. Это обеспечивает их прочное соединение за счет схватывания металлов по всей контактной поверхности соединения, одновременное получение профиля стружечных канавок (фиг. 2) и позволяет уменьшить расход быстрорежущей стали на 50-70 на одно изделие. Очистка соединяемых поверхностей от окислов происходит на предварительной операции внедрения заостренного выступа хвостовика в глухое отверстие в цилиндрической заготовке рабочей части. Для исследования прочности соединения частей в биметаллической заготовке были проведены сравнительные испытания на кручение образцов (по 10 шт. в каждой партии),изготовленных в соответствии с заявленным способом и прототипом. Результаты испытаний на кручение приведены в таблице. 14659 1 2011.08.30 Результаты испытаний образцов Конструкция заготовки Заявляемое решение Из таблицы видно, что у опытных образцов, полученных в соответствии с заявляемым способом, прочность соединения более чем в 2 раза превышает соответствующую прочность сравниваемых образцов. Таким образом, заявляемое техническое решение позволяет повысить прочность соединения частей биметаллической заготовки КРИ и получить конфигурацию рабочей части, максимально приближенную к готовому инструменту. Источники информации 1. Палей М. М. Технология производства металлорежущих инструментов Учеб. пособие для студентов втузов, обучающихся по специальности Технология машиностроения,металлорежущие станки и инструменты. 2-е изд., перераб. и доп. - М. Машиностроение,1982. - 256 с. 2. Кочергин К.А. Контактная сварка. - Ленинград Машиностроение, 1987. - 240 с Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21C 25/00
Метки: инструмента, способ, режущего, биметаллической, изготовления, заготовки, концевого
Код ссылки
<a href="https://by.patents.su/4-14659-sposob-izgotovleniya-bimetallicheskojj-zagotovki-koncevogo-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления биметаллической заготовки концевого режущего инструмента</a>
Биметаллическая заготовка концевого режущего инструмента
Номер патента: U 6813
Опубликовано: 30.12.2010
Авторы: Алифанов Александр Викторович, Милюкова Анна Михайловна, Кантин Владимир Григорьевич
МПК: B21J 13/02, B21C 25/02
Метки: режущего, инструмента, концевого, биметаллическая, заготовка
Текст:
...хвостовика в глухое отверстие, выполненное в торце рабочей части. Сущность заявленного технического решения заключается в увеличении контактной площади соединения двух частей биметаллической заготовки за счет внедрения выступа хвостовика с меньшим диаметром в рабочую часть заготовки. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки влечет за собой увеличение площади...
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23Q 11/10, B23D 59/02
Метки: режущего, лезвия, процессе, металлов, смазки, инструмента, способ, заготовки, обработки, устройство, охлаждения, резанием
Текст:
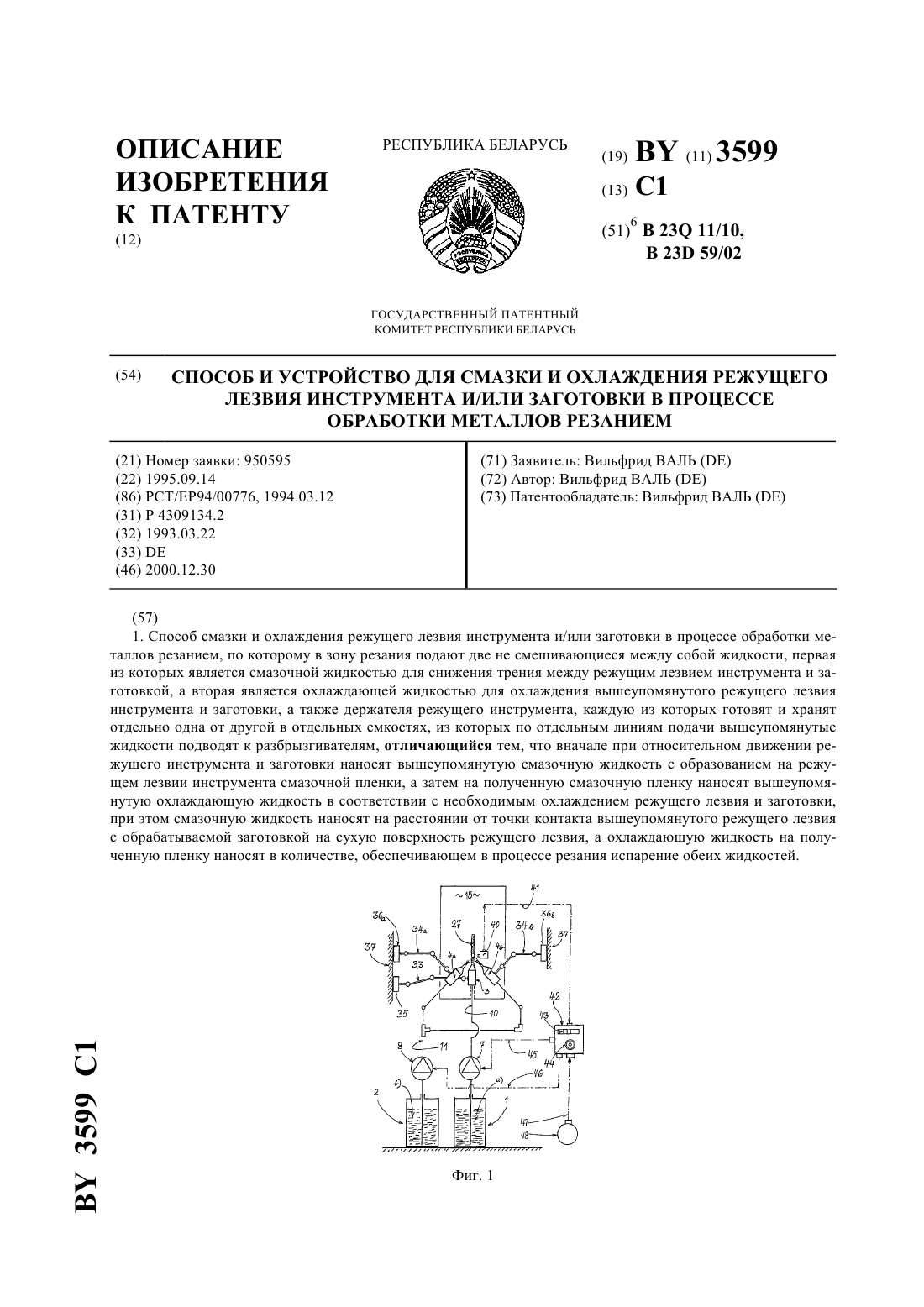
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
Способ ультразвукового шаржирования режущего инструмента и устройство для его осуществления
Номер патента: 8046
Опубликовано: 30.04.2006
Авторы: Киселев Михаил Григорьевич, Степаненко Дмитрий Александрович
МПК: B24B 1/04
Метки: устройство, способ, режущего, инструмента, осуществления, шаржирования, ультразвукового
Текст:
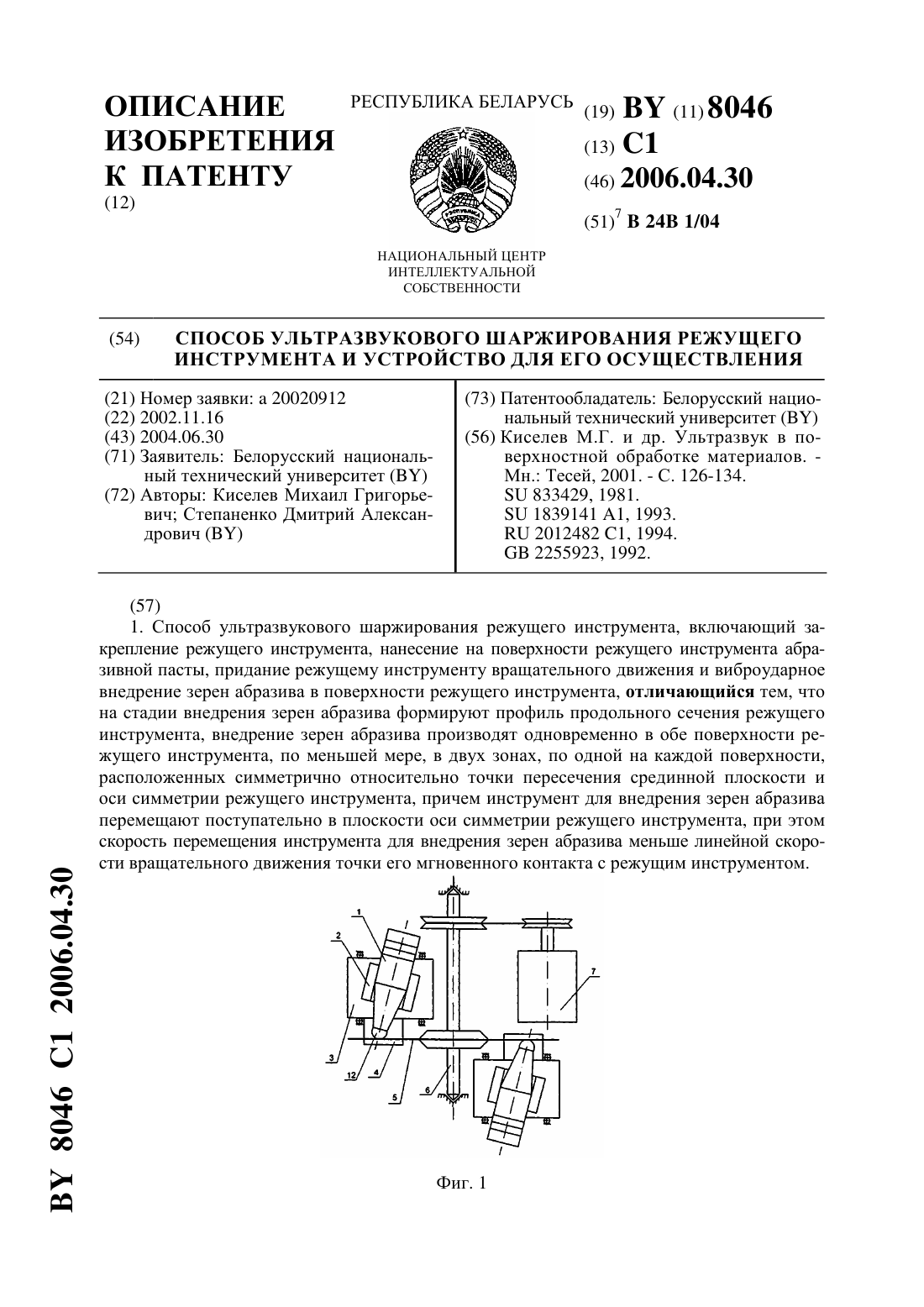
...относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, причем инструмент для внедрения зерен абразива перемещают поступательно в плоскости оси симметрии режущего инструмента и скорость перемещения инструмента для внедрения зерен абразива меньше линейной скорости вращательного движения точки его мгновенного контакта с режущим инструментом. Операцию формирования профиля продольного сечения вводят с целью...
Наконечник с автоматическим микроузлом фиксации режущего инструмента
Номер патента: 4354
Опубликовано: 30.03.2002
Автор: Козлов Владимир Александрович
МПК: A61C 1/10
Метки: инструмента, микроузлом, фиксации, наконечник, автоматическим, режущего
Текст:
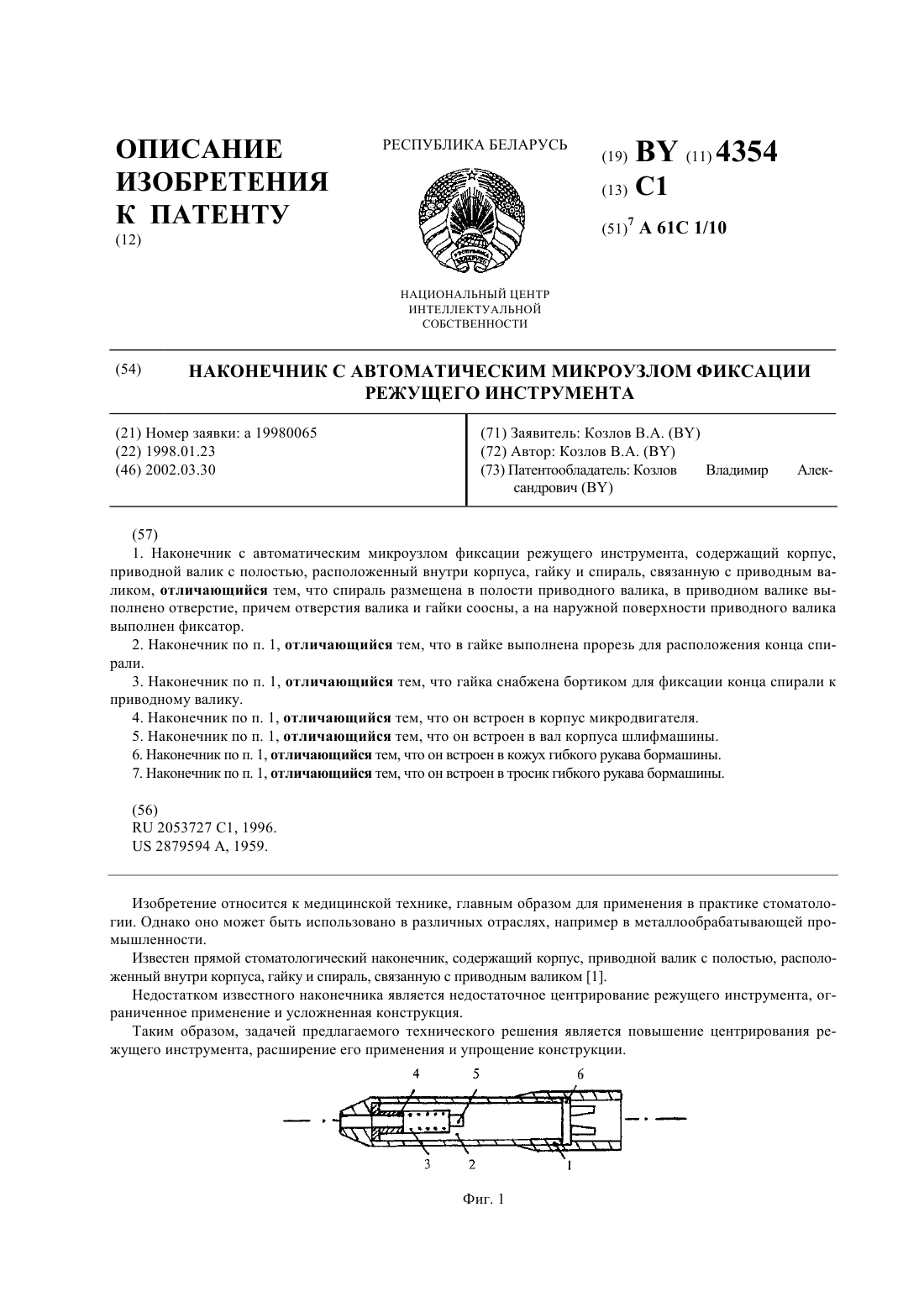
...приводного валика, в котором выполнено отверстие для вращающегося инструмента, причем отверстия валика и гайки соосны, а на наружной поверхности приводного валика выполнен фиксатор в гайке выполнена прорезь для расположения конца спирали гайка снабжена бортиком для фиксации конца спирали к приводному валику наконечник встроен в корпус микродвигателя наконечник встроен, например, внутри вала корпуса шлифмашины наконечник встроен в кожух...
Способ восстановления и упрочнения штамповой оснастки и режущего инструмента
Номер патента: 6787
Опубликовано: 30.03.2005
Авторы: Чигринов Вадим Витальевич, Чигринова Наталья Михайловна
МПК: B23P 6/00
Метки: упрочнения, восстановления, штамповой, инструмента, способ, оснастки, режущего
Текст:
...этапе упрочнения, является импульсный высокочастотный характер нагружения с малым временем контакта (до 10-5 с) и степенью (до 80 ) деформации в поверхностном слое при малых степенях общей деформации обрабатываемой детали. Такой вид воздействия позволяет управлять характером нагружения, а следовательно, и процессами пластического деформирования. Сущность изобретения поясняется следующими примерами. Пример 1. Восстановление с...
Предыдущий патент: Препарат для внесения в почву для выращивания рассады засухоустойчивой капусты белокочанной
Следующий патент: Способ получения адгезива
Случайный патент: Способ получения полуфабрикатов из графитизированных силуминов