Способ восстановления и упрочнения штамповой оснастки и режущего инструмента
Номер патента: 6787
Опубликовано: 30.03.2005
Авторы: Чигринов Вадим Витальевич, Чигринова Наталья Михайловна
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ШТАМПОВОЙ ОСНАСТКИ И РЕЖУЩЕГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Вадим Витальевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ восстановления и упрочнения штамповой оснастки и режущего инструмента,включающий восстановление и упрочнение поверхности электроискровым легированием с последующим ультразвуковым модифицированием, отличающийся тем, что предварительно на восстанавливаемой поверхности формируют барьерный слой толщиной не более 2-4 мкм методом ультразвукового легирования при 75-85 В, электроискровое легирование осуществляют при 110-130 В и 0,5-1,3 А, а ультразвуковое модифицирование осуществляют при 85-100 В.(56) Чигринова Н.М. и др. Материалы, технологии, инструменты. - 1997. -3. - С. 13-17.833424, 1981.2130368 1, 1999. Изобретение относится к металлообработке, в частности, к упрочнению штамповой оснастки и режущего инструмента. Известен способ упрочнения штамповой оснастки и инструмента наплавкой дисперсионно-твердеющих материалов 1, заключающийся в обработке рабочих поверхностей штампов плавящимися электродами типа ОЗИ-4, ОЗИ-5, ХАДИМ-1. Тип наплавленного металла Х 5 М 5 В 6 К 15 Ф (электрод ОЗИ-4), Х 2 М 10 В 1118 Ф (электрод Ози-5), 5 Х 12 В 8 МФ (электрод Хадим-1). Этот способ дорог, энергоемок и нетехнологичен, поскольку для наплавки используют электроды из дефицитных высоколегированных дорогостоящих сталей, после наплавки получают поверхность с низкой твердостью, не превышающей 30-40, что предполагает последующую термообработку, и очень низкой чистотой поверхности рабочей части,что требует обязательной мехобработки упрочненной поверхности. Известен также способ восстановления и упрочнения штампов посредством аргонодуговой наплавки, позволяющий получать слой износостойкого материала на рабочей поверхности 2. Однако данный способ связан с нагревом изделия перед наплавкой до 300350 С, а после наплавки изделие подвергают высокому отпуску при 650 С в течение 6787 1 2 часов, что существенно удорожает процесс повышения стойкости, а также приводит к разупрочнению материала штампа. Кроме того, перечисленные методы вследствие формирования на упрочняемой поверхности толстых напряженных покрытий, требующих трудоемкой мехобработки, пригодны для упрочнения и восстановления штамповой оснастки. Известен способ обработки стальных и чугунных поверхностей электроискровым методом с последующим нанесением упрочняющего покрытия газотермическим методом 3. К существенным недостаткам данного способа относятся высокая напряженность формируемых покрытий, малая адгезия с подложкой и обязательность последующей механической обработки вследствие разнотолщинности покрытия и его высокой шероховатости. Данный способ не может быть использован для восстановления и упрочнения жесткодопускных штампов, штампов и инструмента, работающих в условиях ударных нагрузок. Наиболее близким по технической сущности к предлагаемому является комбинированный способ электроискрового легирования с последующим ультразвуковым модифицированием, заключающийся в легировании поверхностного слоя металла изделия (катода) материалом электрода (анода) при искровом разряде в воздушной среде и пластическим течением материала при ультразвуковом воздействии 4. Однако данному методу также присущи недостатки невозможность формирования высококачественных покрытий толщиной более 10 мкм без несплошностей и микротрещин по причине появления прижогов на обрабатываемой поверхности, образования кратеров и микротрещин на стадии электроискрового легирования, невозможность создавать работоспособные покрытия на поверхности с исходной твердостью менее 40 ед. . Технической задачей изобретения является формирование на рабочих поверхностях штамповой оснастки и режущего инструмента восстанавливающе-упрочняющих покрытий требуемых толщин с высоким качеством упрочненной поверхности без прижогов и микротрещин. Поставленная техническая задача решается тем, что в способе восстановления и упрочнения штамповой оснастки и режущего инструмента, включающем восстановление и упрочнение поверхности электроискровым легированием с последующим ультразвуковым модифицированием, предварительно на восстанавливаемой поверхности формируют барьерный слой толщиной не более 2-4 мкм методом ультразвукового легирования при 75-85 В, электроискровое легирование осуществляют при 110-130 В и 0,5-1,3 А,а ультразвуковое модифицирование осуществляют при 85-100 В. Сформированное покрытие имеет требуемую толщину, высокую твердость и сплошность, минимальную пористость. При этом упрочненная поверхность не содержит прижогов, кратеров и микротрещин. Изделие, подвергнутое указанному восстановлению с упрочнением, не нуждается в последующей механической и термической обработке рабочих поверхностей. Процесс восстановления с упрочнением методом ЭИЛУЗМ осуществляется так 1. Предназначенные для упрочнения инструмент или штамповая оснастка тщательно обезжириваются и проходят визуальный контроль на наличие механических повреждений. Производится случайная выборка изделий каждого типоразмера для прецизионных замеров геометрических и размерных параметров обрабатываемой поверхности и сравнение их с требованиями чертежа, в результате чего определяются необходимые толщины формируемых восстанавливающе-упрочняющих покрытий. 2. Затем подлежащее обработке изделие закрепляется на металлической плите, подключенной к установке ультразвукового легирования, составляя катод. Восстанавливающий электрод из твердого сплава, марка которого определяется назначением и условиями эксплуатации изделия, является анодом. Создание тонкого защитного слоя предотвращает появление глубоких каверн и прожогов на обрабатываемой поверхности при ее последующем электроискровом легировании и подготавливает микроструктуру материала изделия к более жесткому энергетическому 2 6787 1 воздействию, способствуя тем самым получению на завершающем этапе покрытия с требуемыми уровнем качества и рабочих свойств. 3. Следующий этап - формирование собственно восстанавливающего или упрочняющего покрытия методом электроискрового легирования. Выбор схемы и режимов легирования, материала легирующего электрода обусловливаются величиной износа рабочей поверхности, ее исходной твердостью и шероховатостью. Обработка производится на воздухе, продолжительность определяется требуемой толщиной восстанавливающе-упрочняющего покрытия и технологическими параметрами процесса обработки. При электроискровом легировании происходит восстановление геометрии изношенной поверхности и формирование износостойкого покрытия требуемой толщины и твердости. 4. Последующее ультразвуковое модифицирование сформированного покрытия предназначено для доупрочнения обработанной поверхности и выравнивания градиента напряжений по обработанной поверхности. Особенностью ультразвукового модифицирования, определяющей целесообразность и эффективность ее использования на завершающем этапе упрочнения, является импульсный высокочастотный характер нагружения с малым временем контакта (до 10-5 с) и степенью (до 80 ) деформации в поверхностном слое при малых степенях общей деформации обрабатываемой детали. Такой вид воздействия позволяет управлять характером нагружения, а следовательно, и процессами пластического деформирования. Сущность изобретения поясняется следующими примерами. Пример 1. Восстановление с упрочнением штамповой оснастки, изготовленной из стали 12 ХМЮА, для производства еврогвоздей осуществлялось указанным методом на установках электроискрового легирования Элитрон-22 А и ультразвукового модифицирования УИЛ-2. Упрочняющие электроды - твердые сплавы группи . Схема восстановления а) замеряли величины износа рабочих поверхностей с определением необходимой толщины восстанавливающе-упрочняющего покрытия. Приборы - микрокатор, микрометр с ценой деления 0,2 мкм. б) формировали тонкий барьерный слой в процессе ультразвуковой обработки на приборе УИЛ-2. Параметры обработки -75 В С 5 мкф кратность 2 Среда - воздух. Толщина барьерного слоя - 4 мкм. Шероховатость поверхности на уровне исходной (до обработки). в) создавали восстанавливающе-упрочняющее покрытие требуемой толщины для устранения износа, восстановления геометрических и размерных параметров штампа и упрочнения его рабочих поверхностей методом электроискрового легирования на приборе Элитрон-22 А. Параметры обработки -1101,3 А 600 мкф. Среда - воздух. Максимально возможная толщина при данном виде обработки - 120-150 мкм. Шероховатость поверхности на 1 класс выше по сравнению с исходной. в) осуществляли доупрочнение, улучшение микрогеометрии, сплошности и плотности сформированного покрытия, гомогенизация микроструктурного состояния посредством ультразвуковой модификации на приборе УИЛ-2. Параметры обработки -100 В С 5 мкф кратность 4. Средавоздух. Толщина слоя - 5 мкм. Шероховатость поверхности улучшается на 1 класс и сохраняется на уровне исходной,что исключает необходимость механической обработки штампа перед его эксплуатацией. 3 6787 1 В результате обработки на рабочей поверхности формируется износостойкое высокоплотное покрытие, содержащее карбиды вольфрама, и большое разнообразие двойных и тройных карбидных систем в сферической форме 66 - до 51 ,- до 27 . Установлено, что в покрытии отсутствует гамма- и сигма-модификации железа, содержащиеся в стальной основе в количестве до 40 . Отмечено в 3 раза большее разнообразие и количество карбидов хрома, что является результатом интенсивной диффузии из основы к поверхности в процессе обработки методом ЭИЛУЗМ. Микротвердость сформированного покрытия находится в пределах 1200-1800 МПа,что соответствует твердости 72-74 ед, и позволяет исключить термическую обработку из упрочняющего рабочую поверхность цикла. Пористость сформированного восстнавливающе-упрочняющего покрытия после данного вида обработки не более 3-5 ,шероховатость - на уровне исходной. При такой обработке происходит как бы двойное упрочнение рабочей поверхности за счет образования диффузионной зоны, прилегающей к сформированному покрытию, и вследствие диффузии карбидов хрома к поверхности и их концентрации вдоль границы поверхностного слоя - подложки. Эффект двойного упрочнения самого материала подложки, а не только поверхностного слоя, значительно продлевает срок эксплуатации штампа. После упрочнения методом ЭИЛУЗМ штамп эксплуатировался в 3 раза дольше обычного, неупрочненного штампа вместо 25 тысяч еврогвоздей было изготовлено 87 тысяч, после чего производилось повторная обработка штампа ЭИЛУЗМ и возобновление его эксплуатации. Пример 2. Восстановление и упрочнение режущей кромки долбяков, червячных фрез, метчиков осуществлялось указанным методом на двух установках электроискрового легирования Элитрон и ультразвукового легирования УИЛ-2. Восстанавливающе-упрочняющие электроды - твердые сплавы группи комбинации твердосплавных электродов и углерода. Схема восстановления и упрочнения а) замеряли величину износа рабочих поверхностей и определяли необходимую толщину восстанавливающе-упрочняющего покрытия. Приборы - микрокатор, микрометр с ценой деления 0,2 мкм. б) активировали рабочую поверхность и создавали тонкий барьерный слой ультразвуковой обработкой на приборе УИЛ-2. Параметры обработки -75 В С 5 мкф кратность 2. Среда - воздух. Толщина барьерного слоя - 2 мкм. Шероховатость поверхности на уровне исходной (до обработки). в) формировали восстанавливающе-упрочняющее покрытие методом электроискрового легирования на приборе Элитрон. Параметры обработки -110 В 0,5600 мкф. Среда - воздух Толщина слоя - 10 мкм. г) осуществляли доупрочнение, доуплотнение и выравнивание шероховатости сформированного покрытия посредством ультразвуковой модификации на приборе УИЛ-2. Параметры обработки -852 мкф кратность 4. Среда - воздух. Толщина слоя - 3 мкм. Продолжительность безремонтной эксплуатации упрочненных данным способом долбяков возросла в 4,8 раза по сравнению с булатированными и в 5,4 раза по сравнению с необработанным инструментом. 4 6787 1 Срок безремонтной эксплуатации упрочненных методом ЭИЛУЗМ червячных фрез возрос в 2,8-3,2 раза по сравнению с необработанными. Стойкость упрочненных предложенным методом метчиков различных типоразмеров повысилась в 2,5-3,0 раза. Пример 3. Упрочнение штамповой оснастки из стали 12 для производства облицовочной керамической плитки методом ЭИЛУЗМ осуществлялось восстанавливающе-упрочняющие электроды - твердые сплавы группив комбинации с углеродом. Схема восстановления и упрочнения а) активировали рабочую поверхность и создавали тонкий барьерный слой методом ультразвукового легирования на приборе УИЛ-2. Параметры обработки -75 В С 5 мкф кратность 2. Средавоздух. Толщина барьерного слоя - 2 мкм. Шероховатость поверхности на уровне исходной (до обработки). б) Формировали износостойкое упрочняющее покрытие методом электроискрового легирования на приборе Элитрон. Параметры обработки -110 В 1,3600 мкф. Среда - воздух. Толщина слоя - 70 мкм. в) осуществляли доупрочнение, доуплотнение и выравнивание шероховатости сформированного покрытия посредством ультразвуковой модификации на приборе УИЛ-2. Параметры обработки -100 С 2 мкф кратность 4. Среда - воздух. Толщина слоя - 7 мкм. г) производили выглаживание сформированного покрытия и с одновременным снижением градиента внутренних напряжений посредством ультразвукового модифицирования на мягких режимах на приборе УИЛ-2. Параметры обработки -75 В С 2 мкф кратность 4. Среда - воздух. Толщина слоя - 2 мкм. Продолжительность безремонтной эксплуатации упрочненных данным способом штампов возросла в 2,35 раза. Указанная штамповая оснастка, упрочненная по способу-прототипу, выдержала меньший цикл испытаний, т.к. в процессе ударного выдавливания при производстве плитки происходило выкрашивание покрытия в местах наличия в нем микротрещин. Источники информации 1. Полевой С.Н., Евдокимов В.Д. Упрочнение металлов. - . Машиностроение, 1986. 2. Изготовление прессово-штампового инструмента, упрочненного наплавкой / Ю.А. Алимов, Н.А. Падун, В.А. Стражников, Н.Е. Скопенко // Технология и организация производства. - 1981. -3. - С. 33. 3. Лившиц М.И., Харламов Ю.А. Повышение стойкости матрицы гибочного штампа детонационно-газовым напылением // Технология и организация производства. - 1981.3. - С. 51. 4. Чигринова Н.М. и др. Материалы, технологии, инструменты. - 1997. -3. - С. 13-17. 5.833424, 1981. 6.2130368 1, 1999. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23P 6/00
Метки: восстановления, упрочнения, инструмента, способ, штамповой, оснастки, режущего
Код ссылки
<a href="https://by.patents.su/5-6787-sposob-vosstanovleniya-i-uprochneniya-shtampovojj-osnastki-i-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ восстановления и упрочнения штамповой оснастки и режущего инструмента</a>
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Карпович Руслан Иосифович, Дроздович Валерий Брониславович, Курило Ирина Иосифовна
МПК: C25B 1/00, C01B 31/06
Метки: отходов, производства, или, инструмента, способ, алмазов, абразивного, металлической, связке, рекуперации, режущего, отработанного
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Способ рекуперации алмазов из некондиционного абразивного и режущего инструмента на основе бронзовой связки
Номер патента: 2321
Опубликовано: 30.09.1998
Авторы: Дроздович Валерий Брониславович, Карпович Руслан Иосифович, Курило Ирина Иосифовна, Жарский Иван Михайлович
МПК: C01B 31/06
Метки: абразивного, основе, режущего, алмазов, некондиционного, способ, инструмента, связки, рекуперации, бронзовой
Текст:
...ионов меди позволяет катодно утилизировать медную составляющую матричного сплава в виде компактного осадка с выходом по току 80 - 98 при катодных плотностях тока 10 - 250 А/м 2. При этом исключены побочные процессы выделения агрессивных газообразных продуктов. Олово может быть выделено в виде метаоловянных кислот. При необходимости электролит корректируется по меди. В качестве катода используют титан с гладкой поверхностью, который...
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23Q 11/10, B23D 59/02
Метки: смазки, обработки, способ, процессе, резанием, металлов, устройство, лезвия, инструмента, охлаждения, заготовки, режущего
Текст:
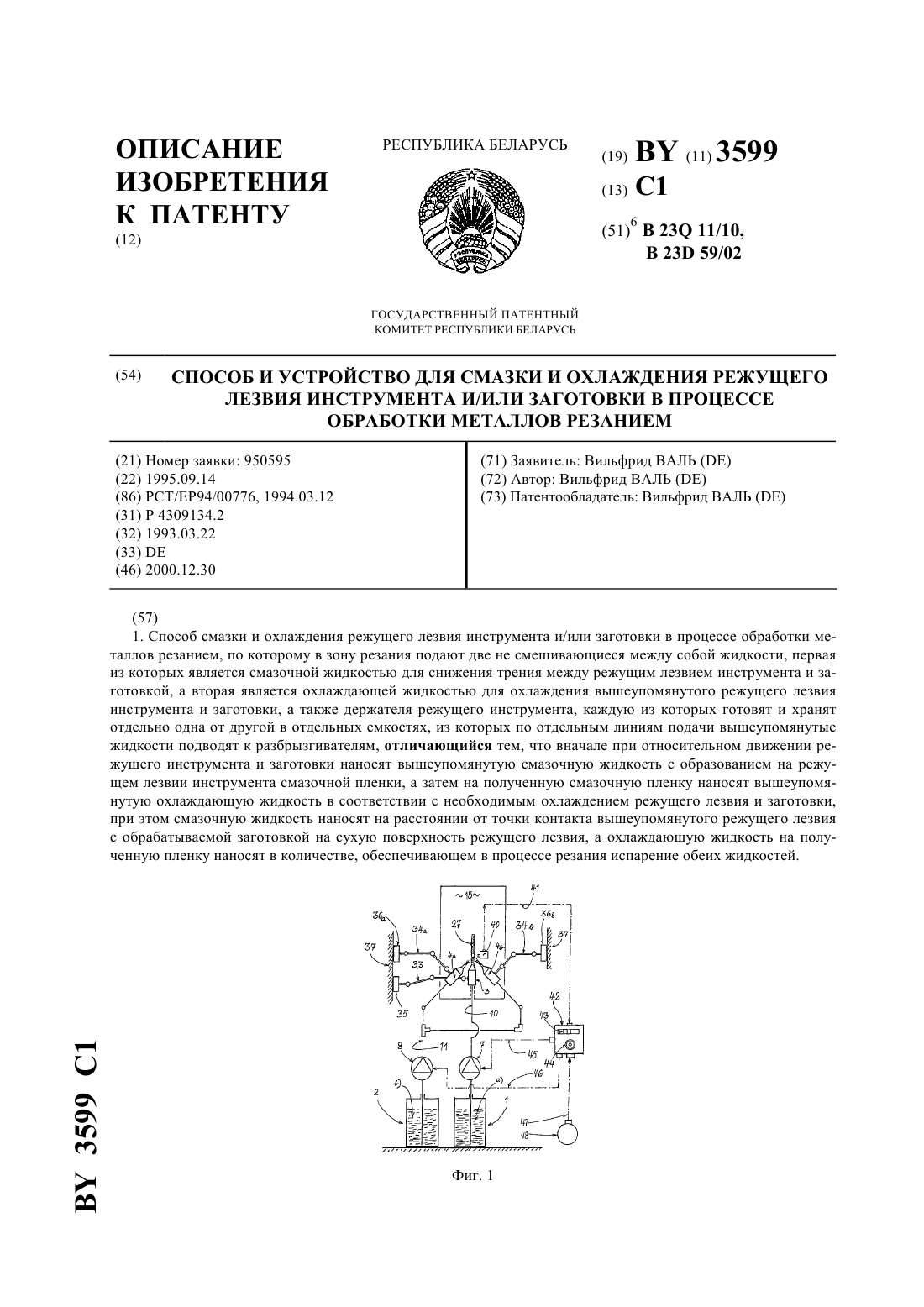
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
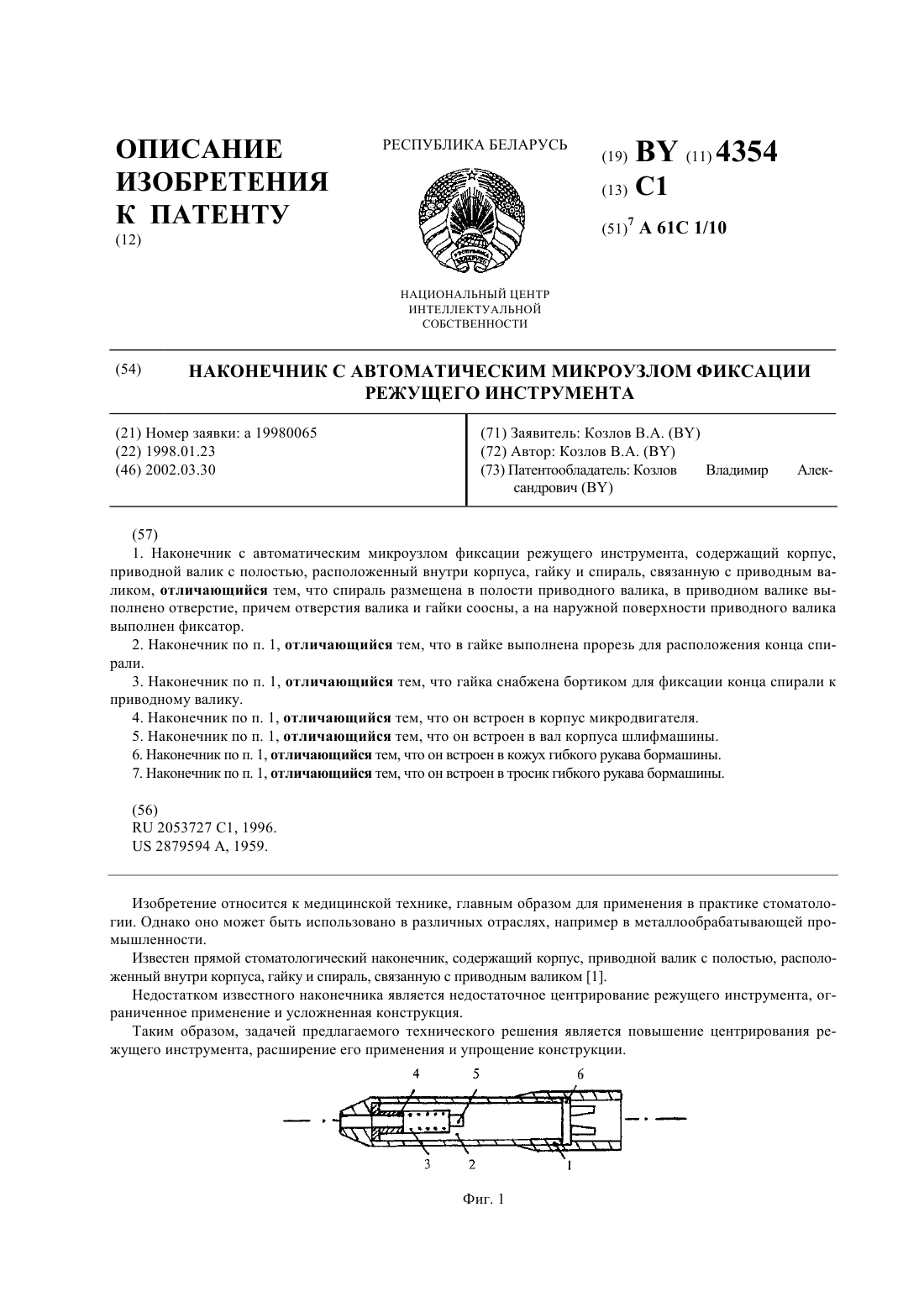
Наконечник с автоматическим микроузлом фиксации режущего инструмента
Номер патента: 4354
Опубликовано: 30.03.2002
Автор: Козлов Владимир Александрович
МПК: A61C 1/10
Метки: инструмента, автоматическим, режущего, фиксации, наконечник, микроузлом
Текст:
...приводного валика, в котором выполнено отверстие для вращающегося инструмента, причем отверстия валика и гайки соосны, а на наружной поверхности приводного валика выполнен фиксатор в гайке выполнена прорезь для расположения конца спирали гайка снабжена бортиком для фиксации конца спирали к приводному валику наконечник встроен в корпус микродвигателя наконечник встроен, например, внутри вала корпуса шлифмашины наконечник встроен в кожух...
Способ гуммирования технологической оснастки
Номер патента: 680
Опубликовано: 30.06.1995
Авторы: Сташкевич А. А., Коломайнен В. В., Широков М. Ф.
МПК: H01C 13/00
Метки: технологической, гуммирования, способ, оснастки
Текст:
...кассеты и его последующую вулканизацию, вышеуказанный технический результат достигается тем, что обезжиривание рабочих поверхностей кассеты производят путем ее промывки в ацетоне, в качестве клеевого адгезионного подслоя используют слой метил-З-ацетооксисилана, а укладку и прикатку резинового покрытия к рабочим поверхностям кассеты производят путем установки кассеты в металлическую форму и заливки в нее резиновой композиции на основе смеси...
Предыдущий патент: Гидродинамический кавитационный реактор
Следующий патент: Способ погружения сваи
Случайный патент: Способ выращивания обеззараженных личинок и молоди рыб в системе оборотного водоснабжения