Способ получения полуфабрикатов из графитизированных силуминов
Номер патента: 7708
Опубликовано: 28.02.2006
Авторы: Овчинников Владимир Васильевич, Волочко Александр Тихонович, Макарова Жанна Евгеньевна, Жданович Олег Егорович, Ласковнев Александр Петрович
Текст
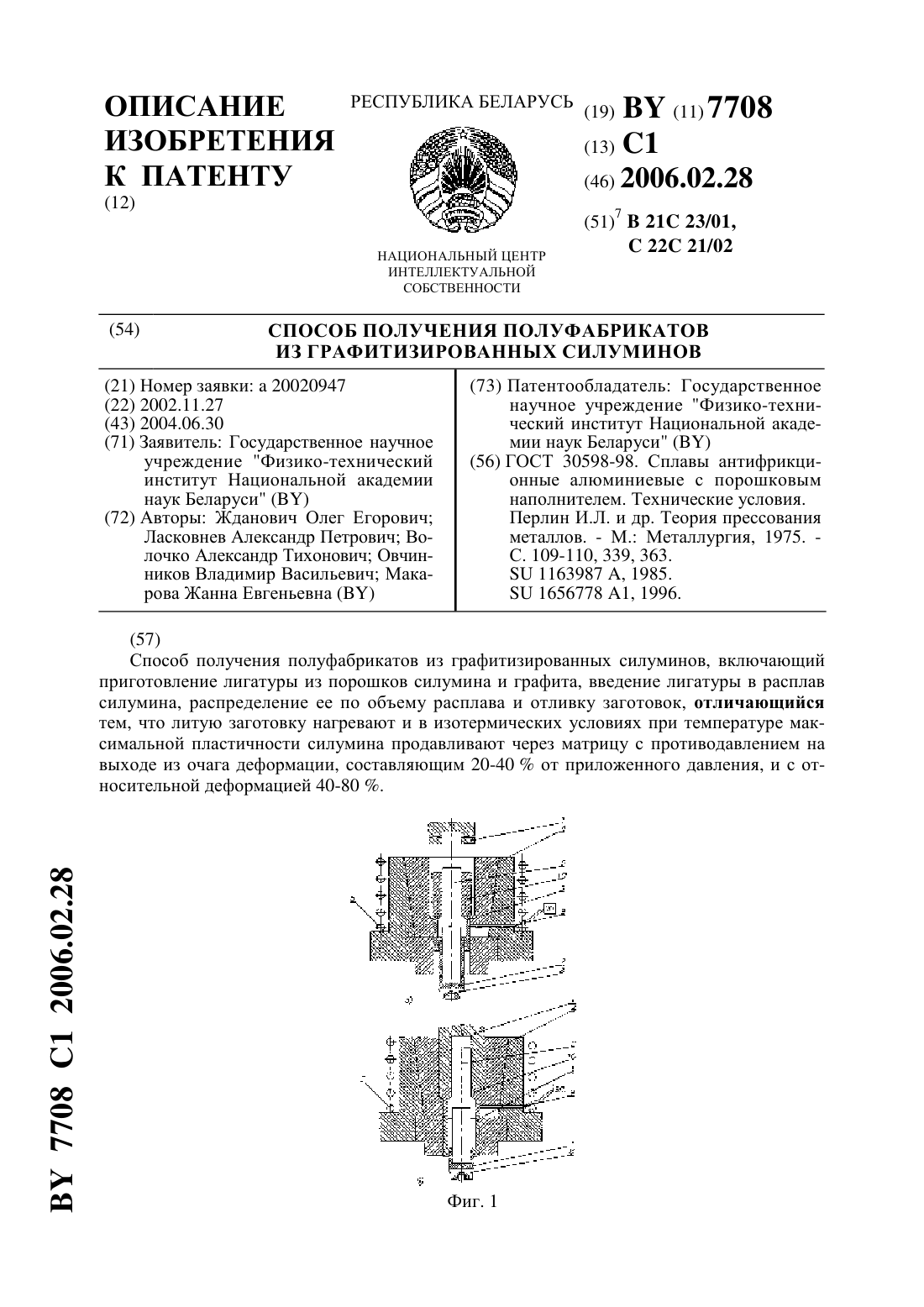
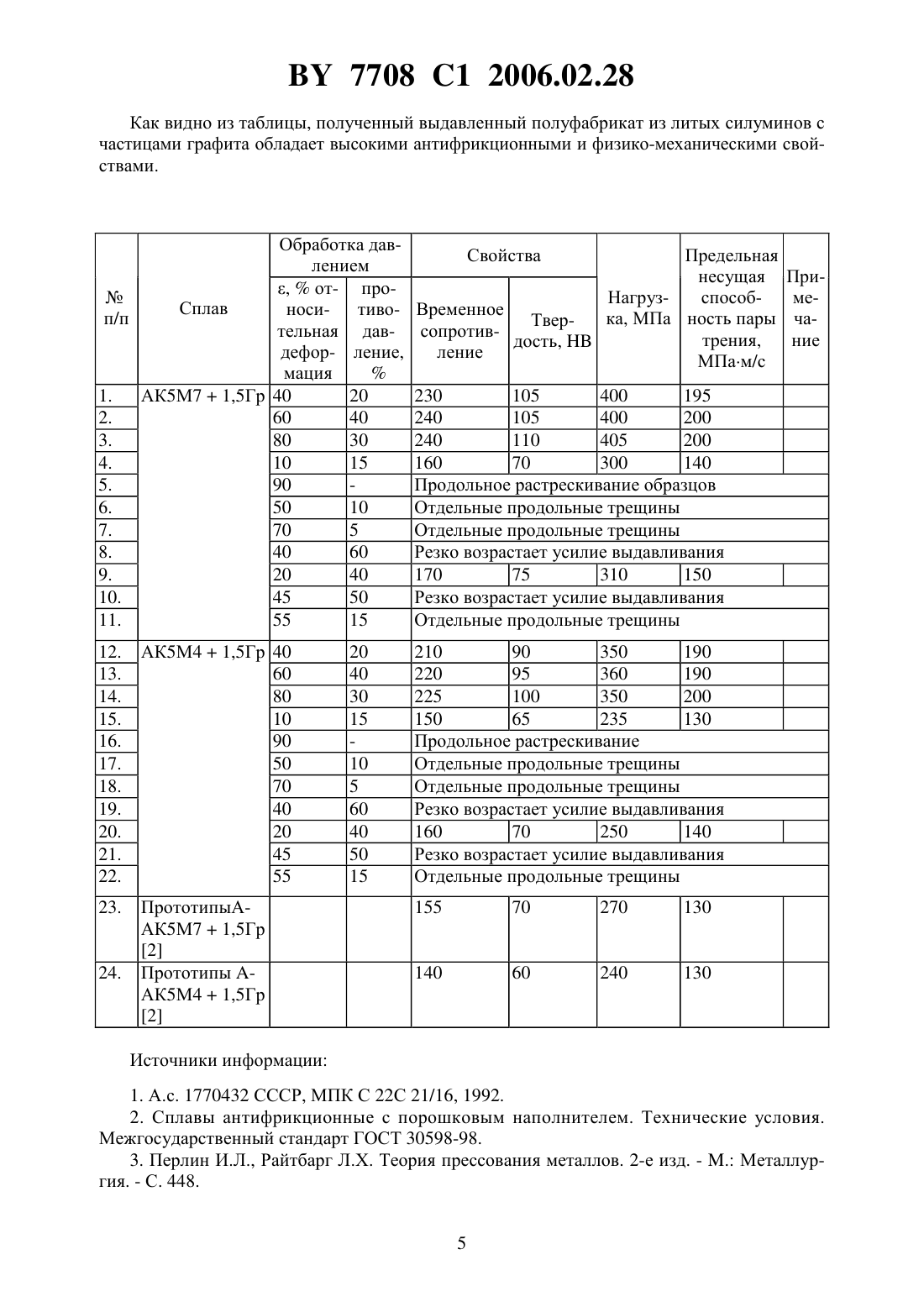
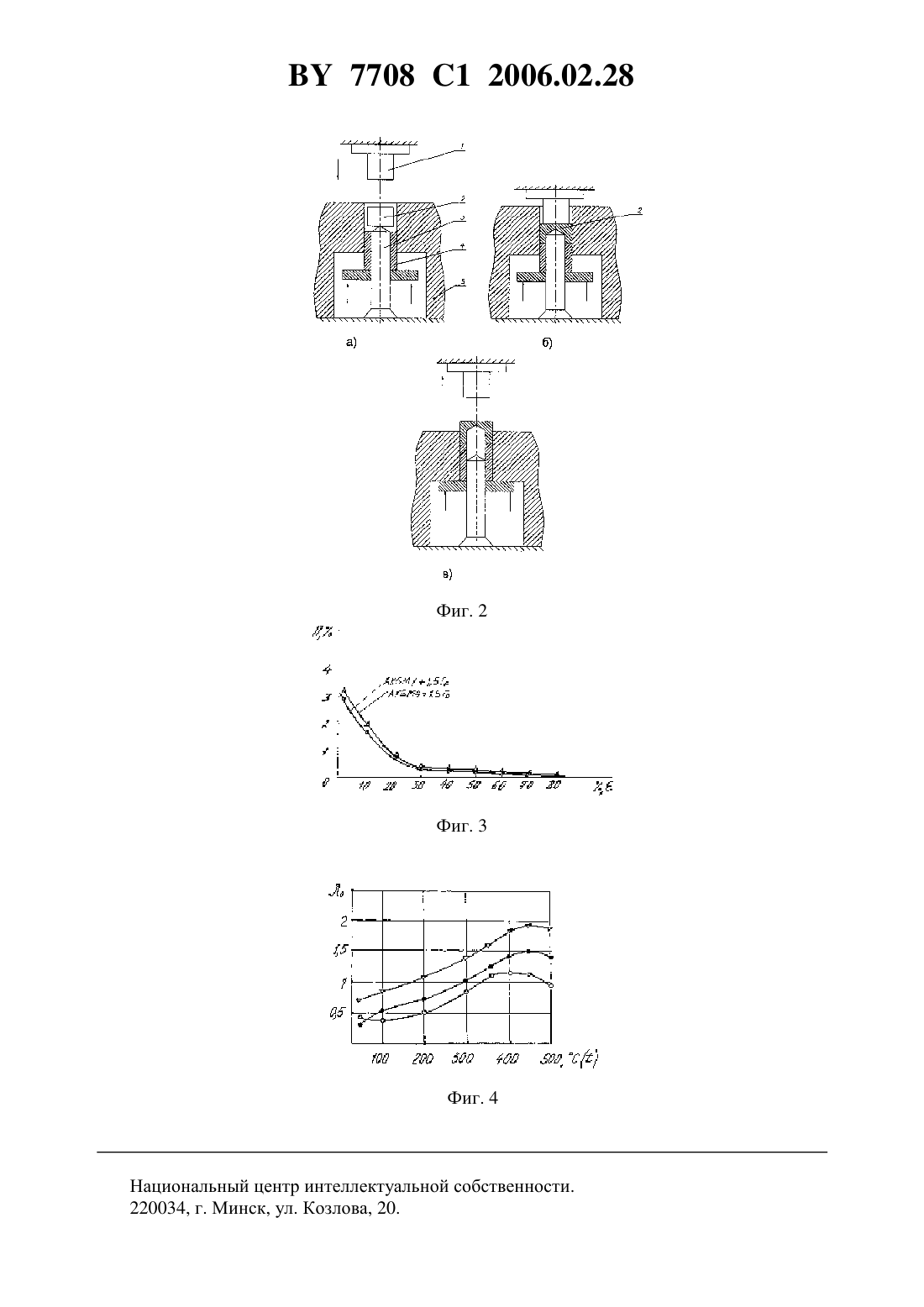
СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ГРАФИТИЗИРОВАННЫХ СИЛУМИНОВ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Жданович Олег Егорович Ласковнев Александр Петрович Волочко Александр Тихонович Овчинников Владимир Васильевич Макарова Жанна Евгеньевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(56) ГОСТ 30598-98. Сплавы антифрикционные алюминиевые с порошковым наполнителем. Технические условия. Перлин И.Л. и др. Теория прессования металлов. - М. Металлургия, 1975. С. 109-110, 339, 363.1163987 , 1985.1656778 1, 1996.(57) Способ получения полуфабрикатов из графитизированных силуминов, включающий приготовление лигатуры из порошков силумина и графита, введение лигатуры в расплав силумина, распределение ее по объему расплава и отливку заготовок, отличающийся тем, что литую заготовку нагревают и в изотермических условиях при температуре максимальной пластичности силумина продавливают через матрицу с противодавлением на выходе из очага деформации, составляющим 20-40 от приложенного давления, и с относительной деформацией 40-80 . 7708 1 2006.02.28 Изобретение относится к порошковой металлургии алюминия и его сплавов, в частности к получению полуфабрикатов из малопластичных алюминиевых сплавов с дисперсными частицами графита, и может применяться при получении втулок скольжения,обрабатываемых лезвийным инструментом для получения деталей узлов трения. Материалы, предназначенные для изготовления втулок скольжения, должны сочетать высокую износостойкость механические свойства, низкий коэффициент трения, удовлетворительную обрабатываемость резанием. Известны антифрикционные алюминий-графитовые материалы, полученные с применением процессов порошковой металлургии и обработки давлением. При этом вначале порошки алюминиевого сплава и графита смешивают в необходимых соотношениях, а затем после холодного брикетирования - экструдируют брикет при температуре 400-550 с коэффициентом вытяжки более 8 1. Однако при брикетировании благодаря высокой пластичности алюминия наружные поры заготовки закрываются и внутри брикета воздух запрессовывается в закрытых порах под давлением, равными давлению прессования. В дальнейшем получить из такого брикета высококачественный полуфабрикат практически невозможно, даже применяя обработку давлением с высоким коэффициентом вытяжки. Изготовленная из экструдированного полуфабриката деталь узла трения может коробиться даже при незначительном изменении температур в узле трения. При получении композиционных втулок на основе алюминия 2 литьем под давлением в жидко-твердом состоянии с частицами твердой смазки (графит) сохраняются высокие антифрикционные свойства материала. Указанный материал выбран нами в качестве прототипа при создании изобретения. В известном способе лигатура приготавливается из смеси порошков алюминия и графита в соотношении 101, затем из нее холодным прессованием получают брикеты, которые продавливают на пруток при температурах 400-550 ,при этом частицы графита и алюминия прочно механически сцепляются. После получения прутков их распределяют по объему приготовленного для литья заготовок расплава, при этом расплав находится в твердо-жидком (тиксолитье) состоянии. Далее, из расплава литьем под давлением отливают заготовки втулок скольжения. Данный литой силумин имеет низкие механические свойства, отлитые из него втулки под действием температур могут изменять форму, ухудшая условия трения в паре вал-втулка скольжения. К тому же,применение втулок скольжения в тяжелонагруженных парах трения затруднено из-за склонности алюминия к ползучести при повышенных температурах эксплуатации. В литом состоянии литейные алюминиевые сплавы (силумины) с частицами графита обладают высокой хрупкостью, склонностью к образованию трещин при механической обработке и эксплуатации, а также, благодаря распределенным частицам оксида алюминия по объему материала и плохой обрабатываемостью лезвийным инструментом. Для получения оптимальной структуры и качественной рабочей поверхности необходимо проводить обработку давлением полуфабриката. Однако выход готового полуфабриката конечных размеров из очага деформации сопровождается растрескиванием материала заготовки, так как наличие в материале кремния, меди, никеля и др. растворенных элементов усложняет операцию обработки давлением, а введение в расплав частиц твердых смазок (графита) не имеющих химических соединений с материалами матрицы, а просто равномерно распределенными по объему полуфабриката ослабляют деталь. Задачей данного изобретения является повышения износостойкости материала, его механических свойств, улучшения обрабатываемости за счет гарантированного обеспечения стабильности структуры и свойств. Поставленная задача заключается в том, что в способе получения полуфабрикатов из графитизированных силуминов, включающем приготовление лигатуры из порошков силумина и графита, введение лигатуры в расплав силумина, распределение ее по объему расплава и отливку заготовок, литую заготовку нагревают и в изотермических условиях при температуре максимальной пластичности силумина продавливают через матрицу с противодавлением на выходе из очага деформации, составляющим 20-40 от приложенного давления, и с относительной деформацией 40-80 . 2 7708 1 2006.02.28 Задача может осуществляться при выполнении следующих схем обработки давлением. На фиг. 1 приведен пример устройства реализующего схему деформирования при прямом выдавливании а) - исходное положение, б) - положение устройства в конце выдавливания. В состав устройства входят нажимной пуансон 1, формирующий пуансон 2, противодавящая втулка 3, контейнер-матрица 4, индуктор 5, противодавящие толкатели 7, пневмомаркет-выталкиватель 8, контрольно-регулирующий блок с термопарой 9. В исходном положении (фиг. 1) противодавящая втулка 3 верхним торцом расположена в зоне деформации и на втулку устанавливают литую заготовку 10, после включения рабочего хода ползун пресса опускается, и пуансон 1 продавливает заготовку 10 через зону деформации, образуемую контейнером-матрицей 4 и деформирующим пуансоном 2(фиг. 1 б.). При этом втулка 3 создает сопротивление деформации РПР, направленное противоположно давлению деформации (РДЕФ). Величина давления деформации определяется механическими свойствами материала, технологическими условиями (температурой штампа,составом смазки), степенью деформации и преодолевается усилием пресса. Противодавление РПР создается пневмомаркетом-выталкивателем 8 и через толкатели 7 передается на втулку 3. Таким образом, прессу приходится преодолевать не только сопротивление деформации, но и противодавление, а заготовка деформируется в условиях всестороннего неравномерного сжатия. Тем самым она предохраняется от растрескивания, а структура материала приобретает максимальную плотность. Индуктор 5, встроенный непосредственно в штамп, обеспечивает индукционный разогрев оснастки до температуры 725 К,обеспечивающей условия выдавливания, близкие к изотермическим. Контроль температуры штампа производится встроенной термопарой 9, включение и выключение индуктора выполняется автоматически электронным потенциометром. На фиг. 2 представлена схема получения композиционных материалов по схеме обратного выдавливания 1-верхний пуансон 2-заготовка 3-нижний пуансон 4-втулка противодавления 5-корпус контейнера. Нагретая до температуры обработки заготовка 2, объем которой равен объему выдавленной поковки, помещается в контейнер (матрицу) 5 и устанавливается на нижний пуансон 3, неподвижно укрепленный на столе пресса (фиг. 2 а). При движении ползуна пресса вниз, укрепленный на нем верхний пуансон 1 деформирует заготовку 2, которая при пластическом течении в кольцевой зазор, образованный контейнером 5 и нижним пуансоном 3, заполняет эту полость, встречая противодавление втулки 4, установленной на пневмоцилиндре (на рис. показано условно стрелками). При достижении ползуном нижней мертвой точки пластическое формообразование заканчивается (фиг. 2 б) и заготовка 2, с помощью пневмоцилиндра через втулку 4 выталкивается из контейнера 5 и извлекается пинцетом(фиг. 2 в). После смазывания контейнера, верхнего и нижнего пуансонов, штамп готов для последующей работы. Следует отметить, что важнейшим моментом операции выдавливания являются подогрев контейнера и нижнего пуансона до температур 300-350 с целью уменьшения подстуживания заготовок в начальный момент деформации, а также нанесения слоя эффективной смазки на поверхности формообразующего инструмента. Выполнение этих условий обеспечивает надежный съем поковки с нижнего пуансона и высокую стойкость последнего при штамповке в эксплуатационных режимах производства. В литейно-деформационной технологии комплекс служебных свойств изделия обеспечивается, главным образом, двумя факторами составом материала, формируемым на стадии отливки заготовки, и режимами последующей пластической деформации. Эти факторы могут входить в противоречие между собой, поскольку высокопрочные алюминиевые сплавы, легированные в значительном количестве кремнием, медью, никелем и другими элементами, обладая оптимальным требованиям эксплуатации составом, имеют низкую технологическую пластичность и склонны к хрупкому разрушению при обработке давлением с использованием традиционных схем формообразования. Но смысл литейно 3 7708 1 2006.02.28 деформационной технологии как раз и заключается в том, чтобы пластическая деформация улучшила структуру литейного материала, залечила внутренние микро - и макродефекты и тем самым повысила уровень физико-механических свойств. Показатели степени деформации определялись соотношениями вытяжка 0 Минимальная относительная деформация 40 принимается с таким условием, чтобы обеспечить достаточную проработку и уплотнение материала. 80 деформации - это тот предел при котором происходит уплотнение материала без излишнего дробления графитовых включений, обеспечивающих гарантированные антифрикционные свойства материала, противодавление должно составлять 20 в связи с трудностью получения высокоплотную структуру с обеспечением заданной чистотой поверхности, не более 40 , так как резко падает скорость выдавливания, увеличивается интенсивность процессов разупрочнения, связанных с рекристаллизацией. На фиг. 3 представлены зависимости остаточной пористости литых образцов из сплавов АК 5 М 71,5 Гр и АК 5 М 41,5 Гр при выдавливании их по схеме всестороннего сжатия. Как видно из графика, при степени деформации 40-80 пористость становится минимальной. На фиг. 4 представлен график изменения пластичности сплава АК 5 М 7 в зависимости от температуры испытаний ( - АК 5 М 7 выдавленный,50 , без графита- АК 5 М 7 выдавленный,50 с 1,5 мас.графита- АК 5 М 7 - литая структура). Как видно из графика, графит отрицательно влияет на пластичность сплавов. Максимальные значения пластичности находятся для всех сплавов в интервале температур 450-500. Этот интервал может быть рекомендован при последующем формировании из них изделий методом пластической деформации. Данные конкретного примера выполнения сведены в таблицу 1. Пример конкретного выполнения Материалы получали с использованием лигатуры алюминий 10 графита, которая изготавливалась методом экструзии исходных компонентов порошков алюминия из размолотого сплава АК 5 М 7 и графита С-1. Лигатура вводилась в нагретый до температуры 725 расплав АК 5 М 7, после чего расплавленная масса перемешивалась в течение 0,4 часа и в жидко-твердом состоянии в машине литья под давлением были получены заготовки высотой 60 мм, внутренним диаметром 116,5 мм, толщиной стенки 11,6 мм. Затем по схеме прямого выдавливания с противодавлением на кривошипном прессе в изотермических условиях при температуре 470 при усилии 210 тс нагретую предварительно в камерной печи литую заготовку подвергали обработке давлением и получали втулку скольжения высотой 101 мм, внутренним диаметром 121 мм и толщиной стенки 6 мм. Усилие противодавления, обеспечиваемое пневмомаркетом-выталкивателем составляло от 42000 кгс до 62000 кгс. Возрастание усилия происходило в процессе выдавливания за счет сжатия воздуха в пневмомаркете. После выдавливания поковки охлаждались на воздухе и подвергались естественному старению. Метрологический и визуальный контроль показали полное соответствие всех поковок размерам и отсутствие трещин и других дефектов. Оценка антифрикционных свойств материала проводилась согласно 2. Данные конкретного примера выполнения сведены в таблицу. 4 7708 1 2006.02.28 Как видно из таблицы, полученный выдавленный полуфабрикат из литых силуминов с частицами графита обладает высокими антифрикционными и физико-механическими свойствами. Предельная несущая НагрузспособВременное ка, МПа ность пары Тверсопротивтрения,дость,ление МПам/с 230 105 400 195 240 105 400 200 240 110 405 200 160 70 300 140 Продольное растрескивание образцов Отдельные продольные трещины Отдельные продольные трещины Резко возрастает усилие выдавливания 170 75 310 150 Резко возрастает усилие выдавливания Отдельные продольные трещины 210 90 350 190 220 95 360 190 225 100 350 200 150 65 235 130 Продольное растрескивание Отдельные продольные трещины Отдельные продольные трещины Резко возрастает усилие выдавливания 160 70 250 140 Резко возрастает усилие выдавливания Отдельные продольные трещины 155 1. А.с. 1770432 СССР, МПК С 22 С 21/16, 1992. 2. Сплавы антифрикционные с порошковым наполнителем. Технические условия. Межгосударственный стандарт ГОСТ 30598-98. 3. Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. 2-е изд. - . Металлургия. - С. 448. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C22C 21/02, B21C 23/01
Метки: полуфабрикатов, силуминов, получения, способ, графитизированных
Код ссылки
<a href="https://by.patents.su/6-7708-sposob-polucheniya-polufabrikatov-iz-grafitizirovannyh-siluminov.html" rel="bookmark" title="База патентов Беларуси">Способ получения полуфабрикатов из графитизированных силуминов</a>
Способ получения жидкого чушкового чугуна или жидких полуфабрикатов стали
Номер патента: 5578
Опубликовано: 30.12.2003
Авторы: ВАЛЛНЕР, Феликс, КИМ, Юнг-Ха, ЛИ, Ил, Ок, КЕППЛИНГЕР, Леопольд, Вернер, ШЕНК Иоганнес, ПАРК, Мун, Дак
МПК: C21B 13/14
Метки: способ, получения, стали, чушкового, чугуна, жидкого, жидких, полуфабрикатов, или
Текст:
...в следующую секцию восстановления, а транспортировочные трубопроводы, выходящие из следующей секции восстановления в случае,если они образуют последнюю секцию восстановления, ведут отдельно в плавильногазификационный аппарат, за счет того, что транспортировочный трубопровод, выходящий из первой реакционной емкости последней секции восстановления, входит в плавильно-газификационный аппарат непосредственно, а транспортировочный...
Способ получения жидкого чугуна или жидких стальных полуфабрикатов и установка для его осуществления
Номер патента: 5252
Опубликовано: 30.06.2003
Авторы: Йоханнес ШЕНК, Дитер СИУКА, Вернер КЕППЛИНГЕР, Кристиан БЕМ, Панайиотис МАТЦАВРАКОС
МПК: C21B 11/00, C21B 13/14
Метки: получения, стальных, чугуна, жидких, или, полуфабрикатов, осуществления, способ, установка, жидкого
Текст:
...кислородсодержащего газа. В плавильном газификаторе 10 ниже зоны плавильной газификации, образованной твердым слоем 1, лежащим над ним слоемжидкого крупнозернистого кокса и лежащим поверх него слоеммелкозернистого кокса, с расположенным поверх них раскислительным пространством , собирается расплавленный чугун 13 и расплавленный шлак 14,которые по отдельности сливаются через отверстия 15, 16. В плавильном газификаторе 10 из носителей углерода...
Способ получения чугуна или жидких стальных полуфабрикатов из железорудного материала и установка для его осуществления
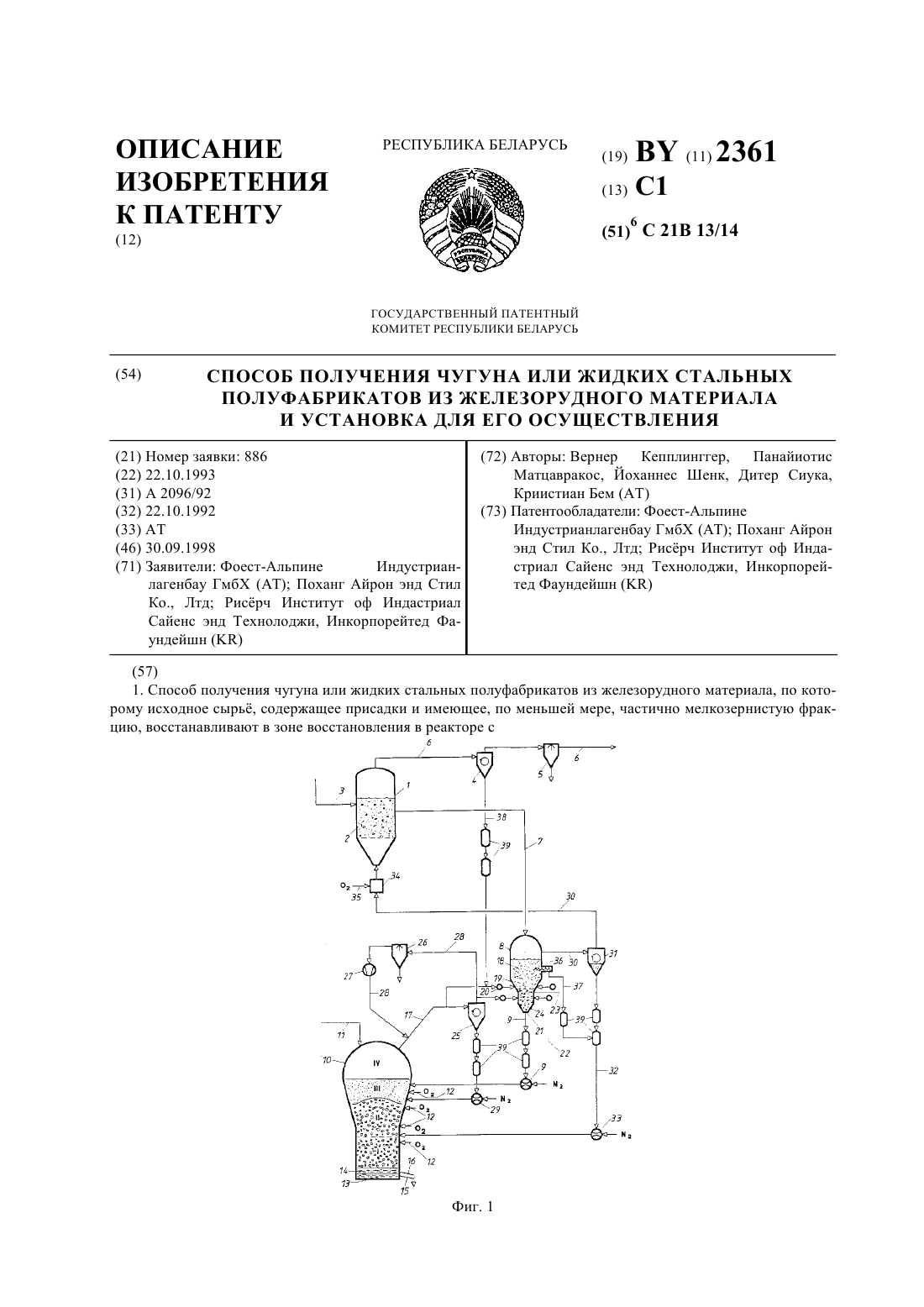
Номер патента: 2361
Опубликовано: 30.09.1998
Авторы: Вернер КЕППЛИНГЕР, Дитер СИУКА, Йоханнес ШЕНК, Панайиотис МАТЦАВРАКОС, Кристиан Бём
МПК: C21B 13/14
Метки: полуфабрикатов, стальных, установка, жидких, чугуна, получения, способ, осуществления, материала, или, железорудного
Текст:
...для проведения способа, содержащая один, по меньшей мере, восстановительный реактор, в который входит трубопровод для подачи исходного сырья, содержащего железную руду, и присадки, газопровод для газавосстановителя, а также трубопровод для подачи полученного в нем продукта восстановления, газопровод для готового к использованию газа и плавильный газификатор, в который входит трубопровод для продукта восстановления, отводимого из...
Способ полученя расплава чушкового чугуна или расплава полуфабрикатов стали, а также губчатого железа, и установка для осуществления этого способа
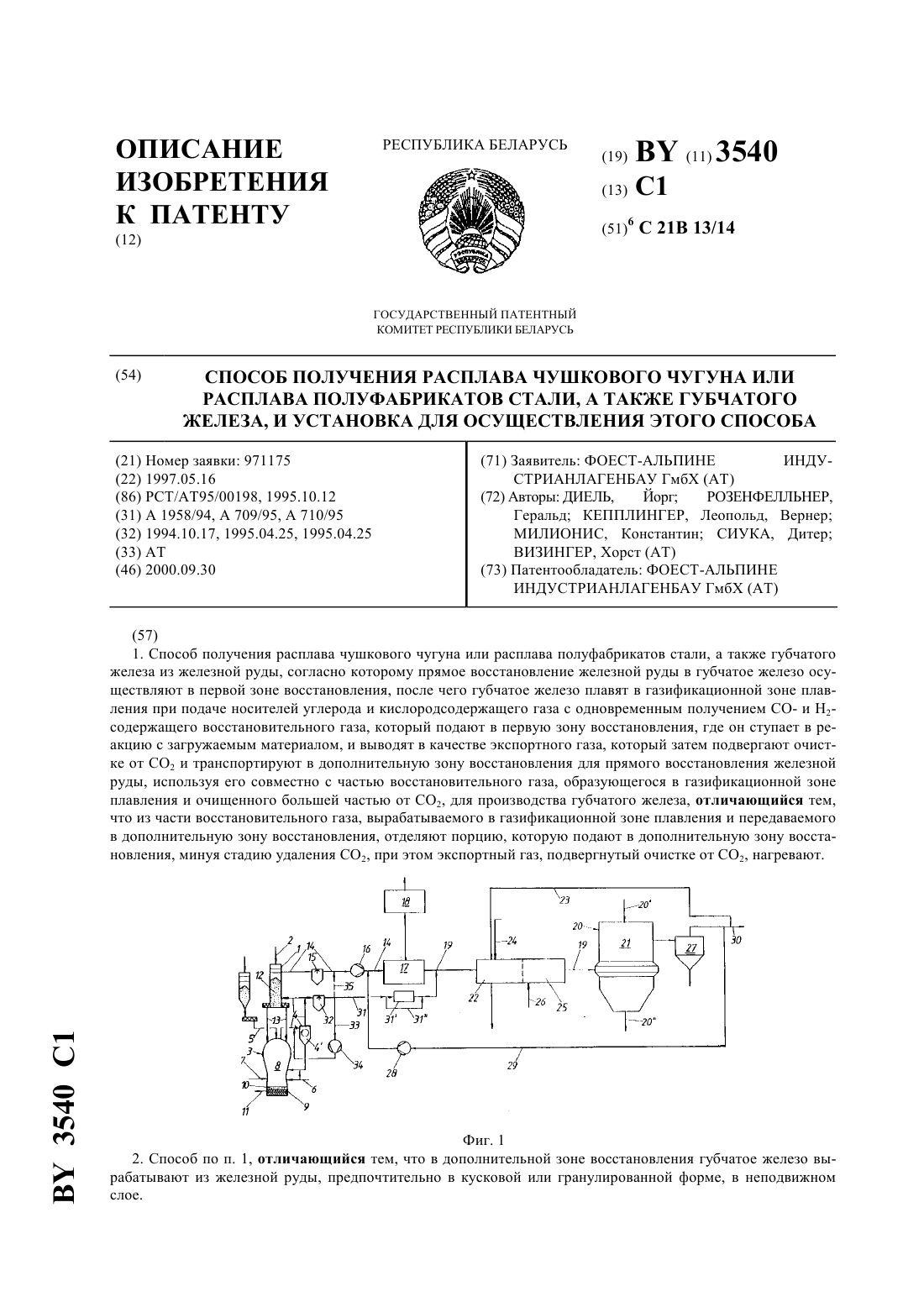
Номер патента: 3540
Опубликовано: 30.09.2000
Авторы: КЕППЛИНГЕР, Леопольд, Вернер, ВИЗИНГЕР, Хорст, МИЛИОНИС, Константин, РОЗЕНФЕЛЛЬНЕР, Геральд, СИУКА, Дитер, ДИЭЛЬ, Йорг
МПК: C21B 13/14
Метки: способа, способ, стали, полученя, этого, расплава, чушкового, губчатого, полуфабрикатов, осуществления, установка, чугуна, железа, или, также
Текст:
...меньший объем протекающего газа. Кроме того, благодаря тому, что отведенная часть восстановительного газа все еще имеет высокую температуру, экспортный газ может нагреваться до более низкой температуры. При смешивании с нагретым экспортным газом остаточное содержание пыли в отведенной части восстановительного газа разбавляется до такого количества, что совершенно не влияет на восстановление, осуществляемое в зоне прямого восстановления с...
Способ получения антифрикционного полиэфирного материала
Номер патента: 5343
Опубликовано: 30.09.2003
Авторы: Капустина Инна Борисовна, Якимцов Владимир Петрович
МПК: C08J 5/16, C08L 67/02
Метки: полиэфирного, получения, антифрикционного, материала, способ
Текст:
...контакта повышается температура и наблюдается значительный износ изделия. Задача изобретения - снижение усадки, повышение износостойкости изделия при сухом трении и упрощение технологии изготовления. Поставленная задача достигается тем, что в способе получения антифрикционного полиэфирного материала, включающем смешение полиэтилентерефталата и мелкодисперсного графита с частицами размером 5-15 мкм и последующее прессование полученной массы...
Предыдущий патент: Центробежный классификатор для разделения полидисперсных материалов
Следующий патент: Антифрикционная композиция
Случайный патент: Способ обработки поверхности изделий в вакууме в тлеющем разряде