Способ ультразвукового шаржирования режущего инструмента и устройство для его осуществления
Номер патента: 8046
Опубликовано: 30.04.2006
Авторы: Степаненко Дмитрий Александрович, Киселев Михаил Григорьевич
Текст
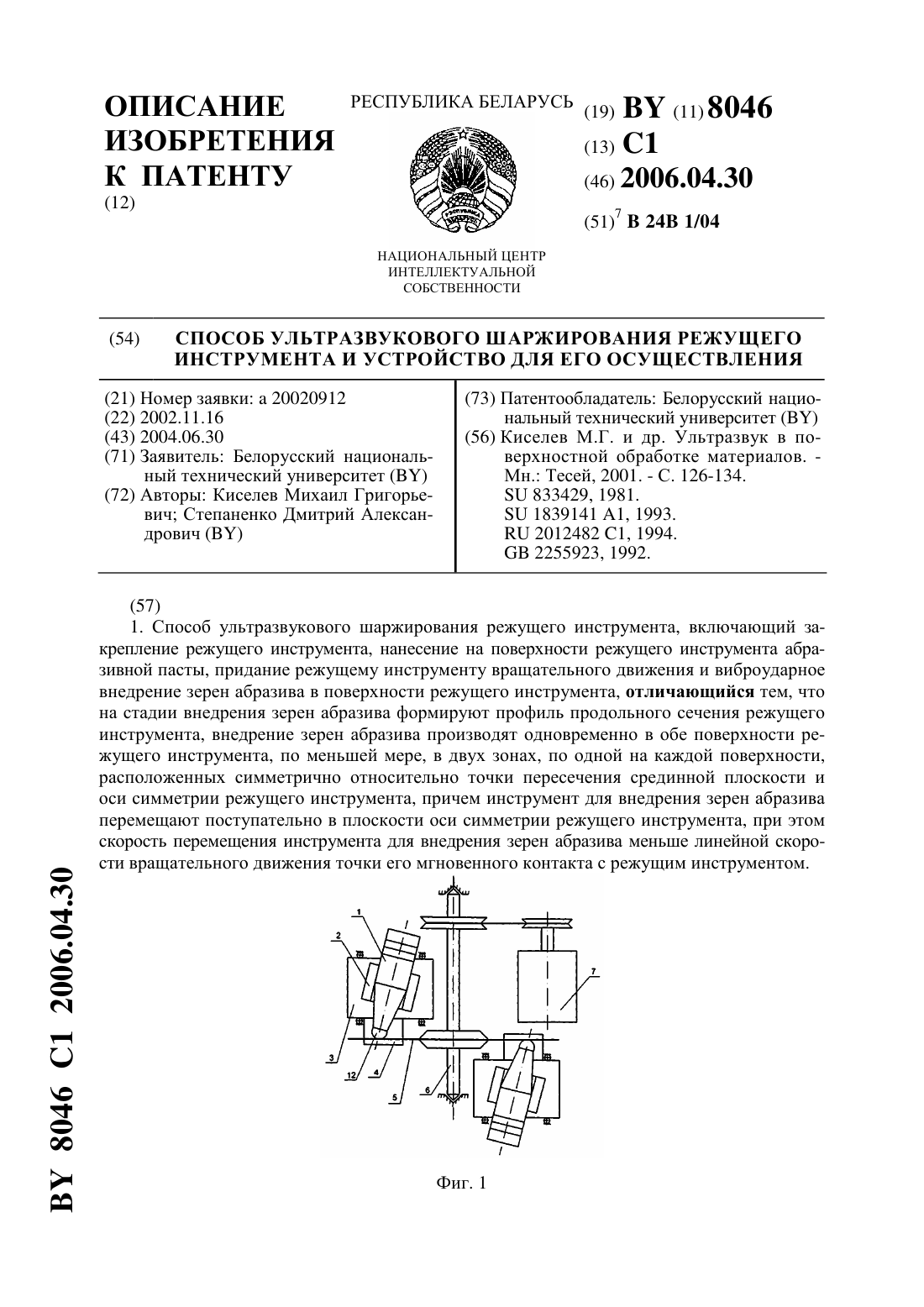
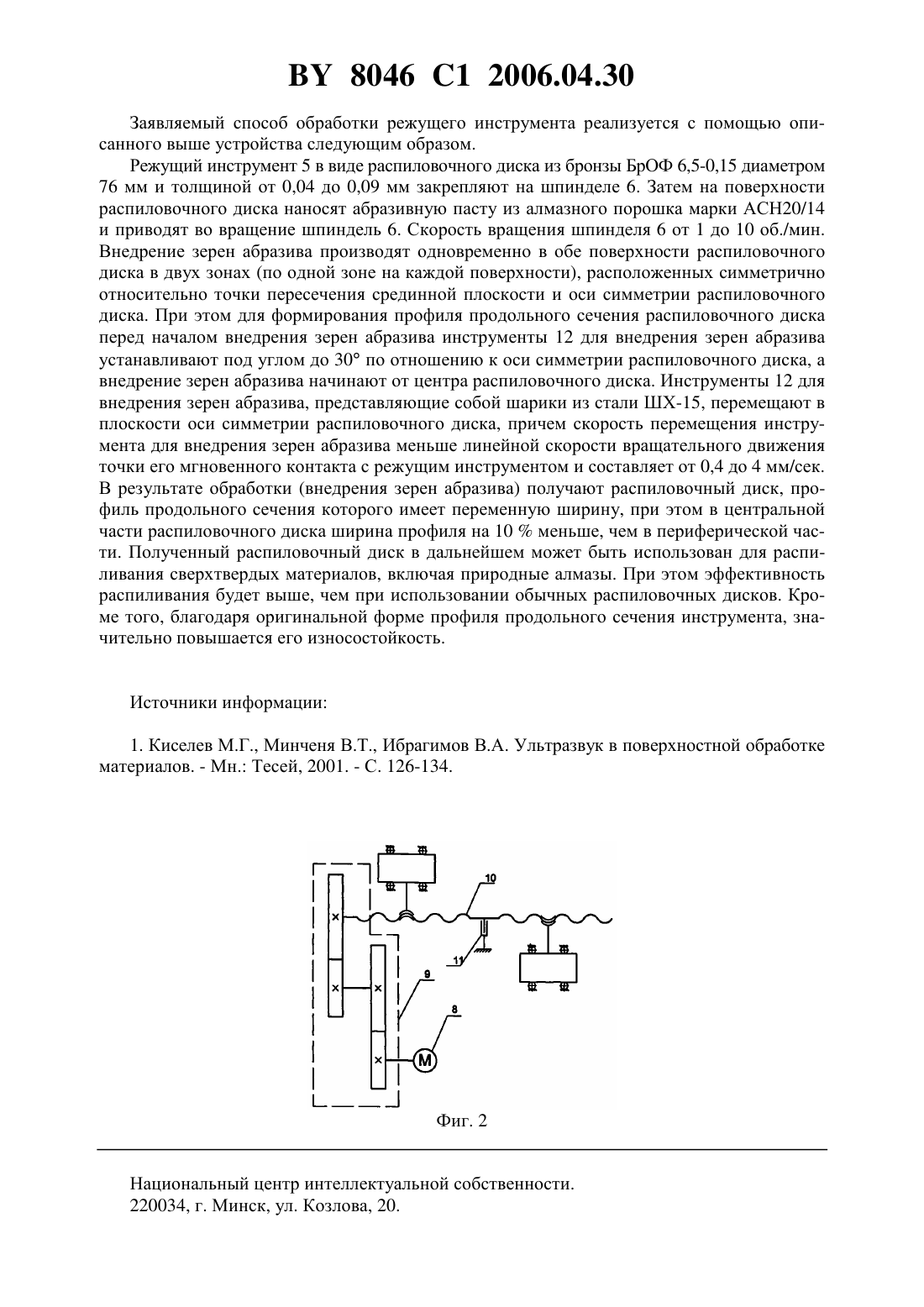
(51)24 1/04 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УЛЬТРАЗВУКОВОГО ШАРЖИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Степаненко Дмитрий Александрович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ ультразвукового шаржирования режущего инструмента, включающий закрепление режущего инструмента, нанесение на поверхности режущего инструмента абразивной пасты, придание режущему инструменту вращательного движения и виброударное внедрение зерен абразива в поверхности режущего инструмента, отличающийся тем, что на стадии внедрения зерен абразива формируют профиль продольного сечения режущего инструмента, внедрение зерен абразива производят одновременно в обе поверхности режущего инструмента, по меньшей мере, в двух зонах, по одной на каждой поверхности,расположенных симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, причем инструмент для внедрения зерен абразива перемещают поступательно в плоскости оси симметрии режущего инструмента, при этом скорость перемещения инструмента для внедрения зерен абразива меньше линейной скорости вращательного движения точки его мгновенного контакта с режущим инструментом. 8046 1 2006.04.30 2. Способ по п. 1, отличающийся тем, что для формирования профиля продольного сечения режущего инструмента создают направленное течение пластически деформированного материала режущего инструмента. 3. Способ по п. 2, отличающийся тем, что ось инструмента для внедрения зерен абразива располагают под углом к оси симметрии режущего инструмента. 4. Способ по п. 1, отличающийся тем, что для формирования профиля продольного сечения режущего инструмента изменяют величину статической нагрузки на инструмент для внедрения зерен абразива. 5. Устройство для ультразвукового шаржирования режущего инструмента, содержащее две акустические колебательные системы, выполненные с возможностью перемещения вдоль своих осей, устройства для установки акустических колебательных систем,промежуточные инструменты для внедрения зерен абразива, размещенные между торцом соответствующей акустической колебательной системы и соответствующей поверхностью режущего инструмента с возможностью совершения колебательных движений в виброударном режиме, и устройство для закрепления режущего инструмента, отличающееся тем, что содержит устройство перемещения акустических колебательных систем и, по меньшей мере, одно устройство изменения углового положения акустической колебательной системы, причем акустические колебательные системы расположены симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, а на устройствах для установки акустических колебательных систем размещены элементы ограничения изгибных деформаций режущего инструмента. 6. Устройство по п. 5, отличающееся тем, что дополнительно содержит четное число акустических колебательных систем, расположенных попарно симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, и соответствующее число устройств для установки акустических колебательных систем, промежуточных инструментов для внедрения зерен абразива и элементов ограничения изгибных деформаций режущего инструмента. Изобретение относится к способу изготовления абразивного режущего инструмента с использованием вибраций, в частности ультразвуковых колебаний, и устройству для осуществления данного способа. Одним из известных способов изготовления абразивного режущего инструмента является шаржирование. Процесс шаржирования применяется для обеспечения возможности обработки материалов высокой твердости и состоит во внедрении в поверхность режущего инструмента зерен абразива. Известны одно- и двусторонние схемы шаржирования режущего инструмента. При шаржировании по односторонней схеме внедрение абразива в боковые поверхности режущего инструмента производится последовательно, а при шаржировании по двусторонней схеме - параллельно. Шаржирование режущего инструмента по односторонней схеме обладает рядом недостатков в частности, требуются дополнительные затраты времени и ручного труда на смену положения шаржируемого инструмента, и зерна абразива, внедренные в одну из боковых поверхностей режущего инструмента, выбиваются при шаржировании другой боковой поверхности. В связи с указанными недостатками широкое применение нашли способы шаржирования режущего инструмента по двусторонней схеме. Наиболее близким к заявляемому способу является способ шаржирования режущего инструмента по двусторонней схеме, описанный в 1. Данный способ состоит из следующих операций закрепление режущего инструмента нанесение на поверхности режущего инструмента абразивной пасты придание режущему инструменту вращательного движения виброударное внедрение зерен абразива в поверхности режущего инструмента. 2 8046 1 2006.04.30 Внедрение зерен в поверхности режущего инструмента в данном способе осуществляют инструментами, совершающими колебательное движение в виброударном режиме вдоль своих осей симметрии, перпендикулярных поверхностям режущего инструмента, и вращательное движение вокруг тех же осей. Внедрение зерен осуществляют одновременно в обе поверхности режущего инструмента, причем оси вращения инструментов для внедрения зерен абразива совпадают. Недостатком описанного способа является то, что шаржирование режущего инструмента происходит в узкой кольцевой зоне вследствие отсутствия радиального перемещения инструмента для внедрения зерен абразива. Наиболее близким к заявляемому устройству является устройство для осуществления способа, описанного выше. Устройство состоит из двух частей, каждая из которых включает акустическую колебательную систему, выполненную с возможностью перемещения вдоль своей оси, устройство для установки колебательной системы, промежуточный инструмент для внедрения зерен абразива, размещенный между торцом колебательной системы и поверхностью режущего инструмента с возможностью совершения колебательных движений в виброударном режиме, а также устройство для закрепления режущего инструмента. Акустические колебательные системы в данном устройстве расположены соосно торцами концентраторов навстречу друг другу. Оси симметрии концентраторов располагаются перпендикулярно поверхности режущего инструмента. Для возбуждения колебательных систем применяются пьезокерамические преобразователи. Питание обоих преобразователей осуществляется от одного генератора с помощью токосъемных устройств. Корпуса преобразователей с помощью шарикоподшипников монтируются на устройствах для установки колебательных систем, выполненных в виде кареток, установленных на направляющих качения, допускающих их перемещение вдоль общей оси. На корпусах преобразователей жестко закреплены шкивы, с помощью которых вращение от электродвигателя через промежуточный вал и систему клиноременных передач сообщается преобразователям. При этом оба преобразователя вращаются в одном направлении с одинаковой частотой. Внедрение зерен в поверхности режущего инструмента осуществляются при помощи инструментов, выполненных в виде спиленных шариков, связанных с концентраторами колебаний. Инструмент для внедрения зерен абразива совершает вращательное движение вместе с концентратором, что достигается путем их сопряжения при помощи штифта. Штифт сопрягается с отверстием инструмента для внедрения зерен абразива с гарантированным зазором, что обеспечивает возможность перемещения инструмента для внедрения зерен абразива в осевом направлении. Режущий инструмент закрепляется на устройстве для закрепления режущего инструмента, выполненном в виде шпинделя, которому посредством ременной передачи сообщается вращение от электродвигателя. Создание осевой статической нагрузки на преобразователи обеспечивается аттестованными грузами с применением трособлочной системы. Описанное устройство не обеспечивает радиального перемещения инструмента для внедрения зерен абразива и изменения углового положения колебательных систем, что является необходимым для реализации прелагаемого способа. Задачами изобретения являются обеспечение равномерного шаржирования всей поверхности режущего инструмента и получение режущего инструмента с заданным профилем продольного сечения. Это представляет интерес в связи с тем, что, как показывает практика, наиболее подвержена износу периферическая область режущего инструмента,так как она участвует во врезании инструмента в обрабатываемый материал. Поэтому наиболее рациональным является профиль продольного сечения режущего инструмента, расширяющийся к периферии. Поставленные задачи решаются тем, что в способе ультразвукового шаржирования режущего инструмента, включающем закрепление режущего инструмента, нанесение на поверхности режущего инструмента абразивной пасты, придание режущему инструменту вращательного движения и виброударное внедрение зерен абразива в поверхности режу 3 8046 1 2006.04.30 щего инструмента, на стадии внедрения зерен абразива формируют профиль продольного сечения режущего инструмента, а внедрение зерен абразива производят одновременно в обе поверхности режущего инструмента, по меньшей мере, в двух зонах, по одной на каждой поверхности, расположенных симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, причем инструмент для внедрения зерен абразива перемещают поступательно в плоскости оси симметрии режущего инструмента и скорость перемещения инструмента для внедрения зерен абразива меньше линейной скорости вращательного движения точки его мгновенного контакта с режущим инструментом. Операцию формирования профиля продольного сечения вводят с целью получения режущего инструмента с заданным профилем продольного сечения. В предпочтительном варианте реализации изобретения формирование профиля продольного сечения режущего инструмента осуществляют путем создания направленного течения пластически деформированного материала режущего инструмента. Один из возможных способов создания направленного течения пластически деформированного материала режущего инструмента на стадии внедрения зерен абразива состоит в том, что ось инструмента для внедрения зерен абразива располагают под углом к оси симметрии режущего инструмента. В другом предпочтительном варианте реализации изобретения формирование профиля продольного сечения режущего инструмента осуществляют путем изменения величины статической нагрузки на инструмент для внедрения зерен абразива. Сочетание линейного перемещения инструмента для внедрения зерен абразива в радиальном направлении и вращательного движения режущего инструмента соответствует перемещению точки контакта инструмента для внедрения зерен абразива и режущего инструмента по спирали Архимеда. Равномерное шаржирование всей поверхности режущего инструмента достигается при малом шаге спирали, что соответствует случаю, когда линейная скорость вращательного движения точки мгновенного контакта инструмента для внедрения зерен абразива и режущего инструмента значительно превышает скорость перемещения инструмента для внедрения зерен абразива. Поставленные задачи решаются также тем, что устройство для ультразвукового шаржирования, содержащее две акустические колебательные системы, выполненные с возможностью перемещения вдоль своих осей, устройства для установки акустических колебательных систем, промежуточные инструменты для внедрения зерен абразива,размещенные между торцом соответствующей акустической колебательной системы и соответствующей поверхностью режущего инструмента с возможностью совершения колебательных движений в виброударном режиме, и устройство для закрепления режущего инструмента, содержит устройство перемещения акустических колебательных систем и,по меньшей мере, одно устройство изменения углового положения акустической колебательной системы, причем акустические колебательные системы расположены симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, а на устройствах для установки акустических колебательных систем размещены элементы ограничения изгибных деформаций режущего инструмента. Один из вариантов реализации заявляемого устройства отличается тем, что дополнительно содержит четное число акустических колебательных систем, расположенных попарно симметрично относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, а также соответствующее число устройств для установки акустических колебательных систем, промежуточных инструментов для внедрения зерен абразива и элементов ограничения изгибных деформаций режущего инструмента. При этом все колебательные системы могут иметь общее устройство перемещения колебательных систем. Изменение углового положения колебательных систем может осуществляться как при помощи одного устройства изменения углового положения одновременно 4 8046 1 2006.04.30 для всех колебательных систем, так и при помощи нескольких устройств независимо для отдельных групп колебательных систем, в том числе для отдельных колебательных систем. При этом в заявляемом устройстве могут быть использованы любые известные колебательные системы, обеспечивающие его нормальную работу, а также устройства перемещения колебательных систем и устройства изменения углового положения колебательных систем, известные и доступные специалистам в данной области техники. Элементы ограничения изгибных деформаций режущего инструмента размещают на устройствах для установки колебательных систем для ограничения изгибных деформаций режущего инструмента под действием нормальной составляющей динамических усилий,возникающих в моменты контакта инструментов для внедрения зерен абразива с поверхностями режущего инструмента. Более подробно один из возможных вариантов реализации заявляемого способа с помощью заявляемого устройства будет рассмотрен ниже со ссылками на позиции чертежей. При этом следует учитывать, что данный вариант никоим образом не ограничивает притязаний заявителя, а предназначен только для более наглядной иллюстрации достоинств и преимуществ заявляемых способа и устройства по сравнению с существующим уровнем техники. На чертежах изображены фиг. 1 - общий вид одного из возможных вариантов заявляемого устройства (схематично) фиг. 2 - один из возможных вариантов конструкции устройства перемещения колебательных систем (кинематическая схема). Один из вариантов заявляемого устройства схематично изображен на фиг. 1 и состоит из двух акустических колебательных систем 1, способных перемещаться в осевом направлении по направляющим устройств изменения углового положения колебательных систем 1,выполненных в виде поворотных суппортов 2. Суппорты 2 могут поворачиваться в плоскости чертежа с последующей фиксацией углового положения и перемещаться по направляющим станины (на чертеже не изображена) вместе с устройствами для установки колебательных систем, выполненными в виде кареток 3. Элементы ограничения изгибных деформаций режущего инструмента, выполненные в виде опор 4, связаны с каретками 3 и служат для предотвращения изгибания режущего инструмента 5 в процессе обработки. Режущий инструмент 5 устанавливается на устройстве для закрепления режущего инструмента, выполненном в виде шпинделя 6, связанном посредством клиноременной передачи с электродвигателем 7. Устройство также содержит устройство перемещения кареток,один из возможных вариантов конструкции которого приведен на фиг. 2. Электродвигатель 8 через редуктор 9 связан с ходовым винтом 10, на одном из концов которого выполнена правая резьба, а на другом - левая. Ходовой винт 10 зафиксирован от осевого перемещения при помощи вилки 11. В опорах 4, связанных с каретками 3, выполнена резьба, вследствие чего каретки 3 образуют с ходовым винтом 10 пару винт-гайка. Устройство работает следующим образом. Режущий инструмент 5, закрепленный на шпинделе 6, приводится во вращение от электродвигателя 7 через клиноременную передачу. Каретки 3 при передаче вращения от электродвигателя 8 на ходовой винт 10 начинают перемещаться поступательно вдоль оси ходового винта 10. Причем так как правая и левая каретки 3 имеют противоположное направление резьбы, то они перемещаются в противоположных направлениях. Колебательные системы 1 возбуждаются от генератора (на схеме не показан) и, вследствие наличия между их торцами и поверхностями режущего инструмента свободно колеблющихся инструментов 12 для внедрения зерен абразива, помимо ультразвуковых колебаний совершают низкочастотные колебания вдоль своих осей, как системы с сосредоточенными параметрами. Перед включением устройства устанавливается требуемое значение угла между осями колебательных систем 1 и осью симметрии режущего инструмента 5 путем поворота суппортов 2 с последующей фиксацией их углового положения. 5 8046 1 2006.04.30 Заявляемый способ обработки режущего инструмента реализуется с помощью описанного выше устройства следующим образом. Режущий инструмент 5 в виде распиловочного диска из бронзы БрОФ 6,5-0,15 диаметром 76 мм и толщиной от 0,04 до 0,09 мм закрепляют на шпинделе 6. Затем на поверхности распиловочного диска наносят абразивную пасту из алмазного порошка марки АСН 20/14 и приводят во вращение шпиндель 6. Скорость вращения шпинделя 6 от 1 до 10 об./мин. Внедрение зерен абразива производят одновременно в обе поверхности распиловочного диска в двух зонах (по одной зоне на каждой поверхности), расположенных симметрично относительно точки пересечения срединной плоскости и оси симметрии распиловочного диска. При этом для формирования профиля продольного сечения распиловочного диска перед началом внедрения зерен абразива инструменты 12 для внедрения зерен абразива устанавливают под углом до 30 по отношению к оси симметрии распиловочного диска, а внедрение зерен абразива начинают от центра распиловочного диска. Инструменты 12 для внедрения зерен абразива, представляющие собой шарики из стали ШХ-15, перемещают в плоскости оси симметрии распиловочного диска, причем скорость перемещения инструмента для внедрения зерен абразива меньше линейной скорости вращательного движения точки его мгновенного контакта с режущим инструментом и составляет от 0,4 до 4 мм/сек. В результате обработки (внедрения зерен абразива) получают распиловочный диск, профиль продольного сечения которого имеет переменную ширину, при этом в центральной части распиловочного диска ширина профиля на 10 меньше, чем в периферической части. Полученный распиловочный диск в дальнейшем может быть использован для распиливания сверхтвердых материалов, включая природные алмазы. При этом эффективность распиливания будет выше, чем при использовании обычных распиловочных дисков. Кроме того, благодаря оригинальной форме профиля продольного сечения инструмента, значительно повышается его износостойкость. Источники информации 1. Киселев М.Г., Минченя В.Т., Ибрагимов В.А. Ультразвук в поверхностной обработке материалов. - Мн. Тесей, 2001. - С. 126-134. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 1/04
Метки: шаржирования, инструмента, способ, режущего, устройство, осуществления, ультразвукового
Код ссылки
<a href="https://by.patents.su/6-8046-sposob-ultrazvukovogo-sharzhirovaniya-rezhushhego-instrumenta-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ ультразвукового шаржирования режущего инструмента и устройство для его осуществления</a>
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23D 59/02, B23Q 11/10
Метки: процессе, способ, заготовки, охлаждения, резанием, смазки, обработки, инструмента, режущего, устройство, лезвия, металлов
Текст:
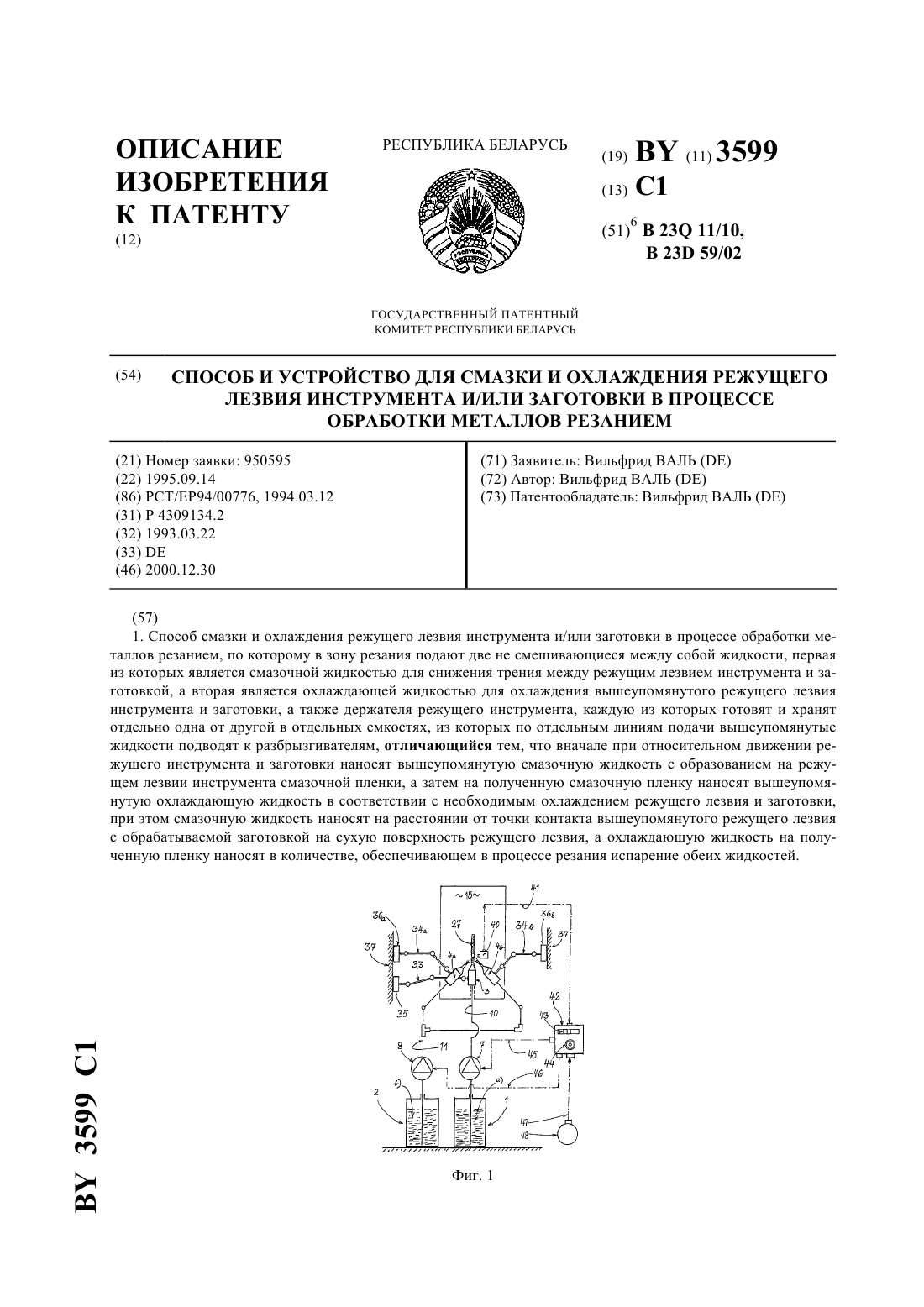
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
Наконечник с автоматическим микроузлом фиксации режущего инструмента
Номер патента: 4354
Опубликовано: 30.03.2002
Автор: Козлов Владимир Александрович
МПК: A61C 1/10
Метки: наконечник, режущего, фиксации, автоматическим, микроузлом, инструмента
Текст:
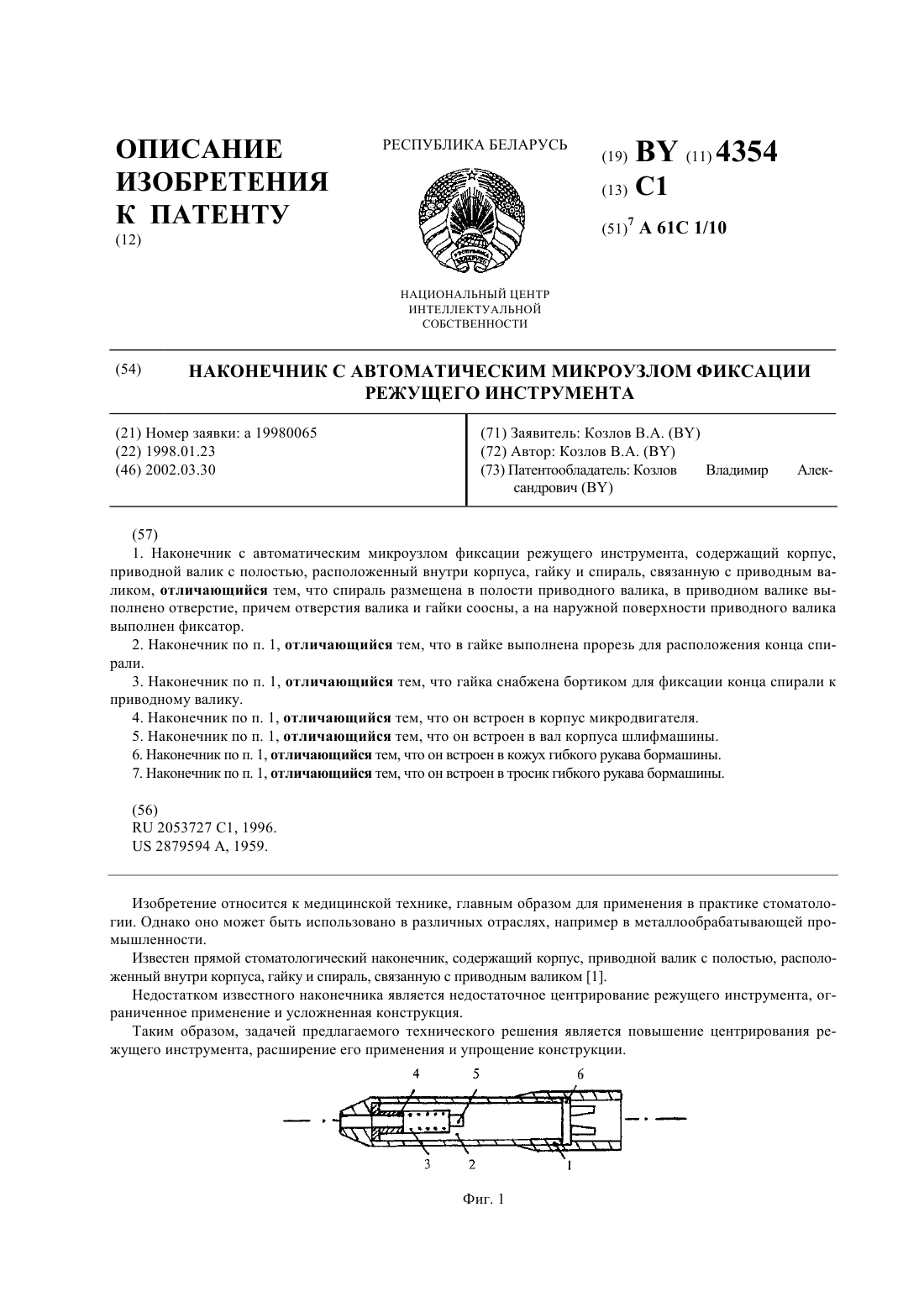
...приводного валика, в котором выполнено отверстие для вращающегося инструмента, причем отверстия валика и гайки соосны, а на наружной поверхности приводного валика выполнен фиксатор в гайке выполнена прорезь для расположения конца спирали гайка снабжена бортиком для фиксации конца спирали к приводному валику наконечник встроен в корпус микродвигателя наконечник встроен, например, внутри вала корпуса шлифмашины наконечник встроен в кожух...
Способ рекуперации алмазов из некондиционного абразивного и режущего инструмента на основе бронзовой связки
Номер патента: 2321
Опубликовано: 30.09.1998
Авторы: Жарский Иван Михайлович, Карпович Руслан Иосифович, Дроздович Валерий Брониславович, Курило Ирина Иосифовна
МПК: C01B 31/06
Метки: абразивного, связки, некондиционного, инструмента, основе, рекуперации, бронзовой, способ, режущего, алмазов
Текст:
...ионов меди позволяет катодно утилизировать медную составляющую матричного сплава в виде компактного осадка с выходом по току 80 - 98 при катодных плотностях тока 10 - 250 А/м 2. При этом исключены побочные процессы выделения агрессивных газообразных продуктов. Олово может быть выделено в виде метаоловянных кислот. При необходимости электролит корректируется по меди. В качестве катода используют титан с гладкой поверхностью, который...
Способ восстановления и упрочнения штамповой оснастки и режущего инструмента
Номер патента: 6787
Опубликовано: 30.03.2005
Авторы: Чигринов Вадим Витальевич, Чигринова Наталья Михайловна
МПК: B23P 6/00
Метки: восстановления, оснастки, упрочнения, способ, штамповой, инструмента, режущего
Текст:
...этапе упрочнения, является импульсный высокочастотный характер нагружения с малым временем контакта (до 10-5 с) и степенью (до 80 ) деформации в поверхностном слое при малых степенях общей деформации обрабатываемой детали. Такой вид воздействия позволяет управлять характером нагружения, а следовательно, и процессами пластического деформирования. Сущность изобретения поясняется следующими примерами. Пример 1. Восстановление с...
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Дроздович Валерий Брониславович, Курило Ирина Иосифовна, Карпович Руслан Иосифович
МПК: C01B 31/06, C25B 1/00
Метки: способ, отработанного, абразивного, режущего, производства, рекуперации, металлической, связке, или, инструмента, отходов, алмазов
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Предыдущий патент: Способ управления труднообрушаемой кровлей при разработке пологого калийного пласта сложного строения
Следующий патент: Устройство для лечения сгибательно-отводящих контрактур тазобедренного сустава
Случайный патент: Способ получения окисленного крахмала