Литейный сплав для седла клапана двигателя внутреннего сгорания и способ изготовления седла клапана
Номер патента: 5509
Опубликовано: 30.09.2003
Авторы: Ласковнев Александр Петрович, Волочко Александр Тихонович, Дудецкая Лариса Романовна, Комаров Олег Сидорович, Комаров Дмитрий Олегович, Жданович Олег Егорович
Текст
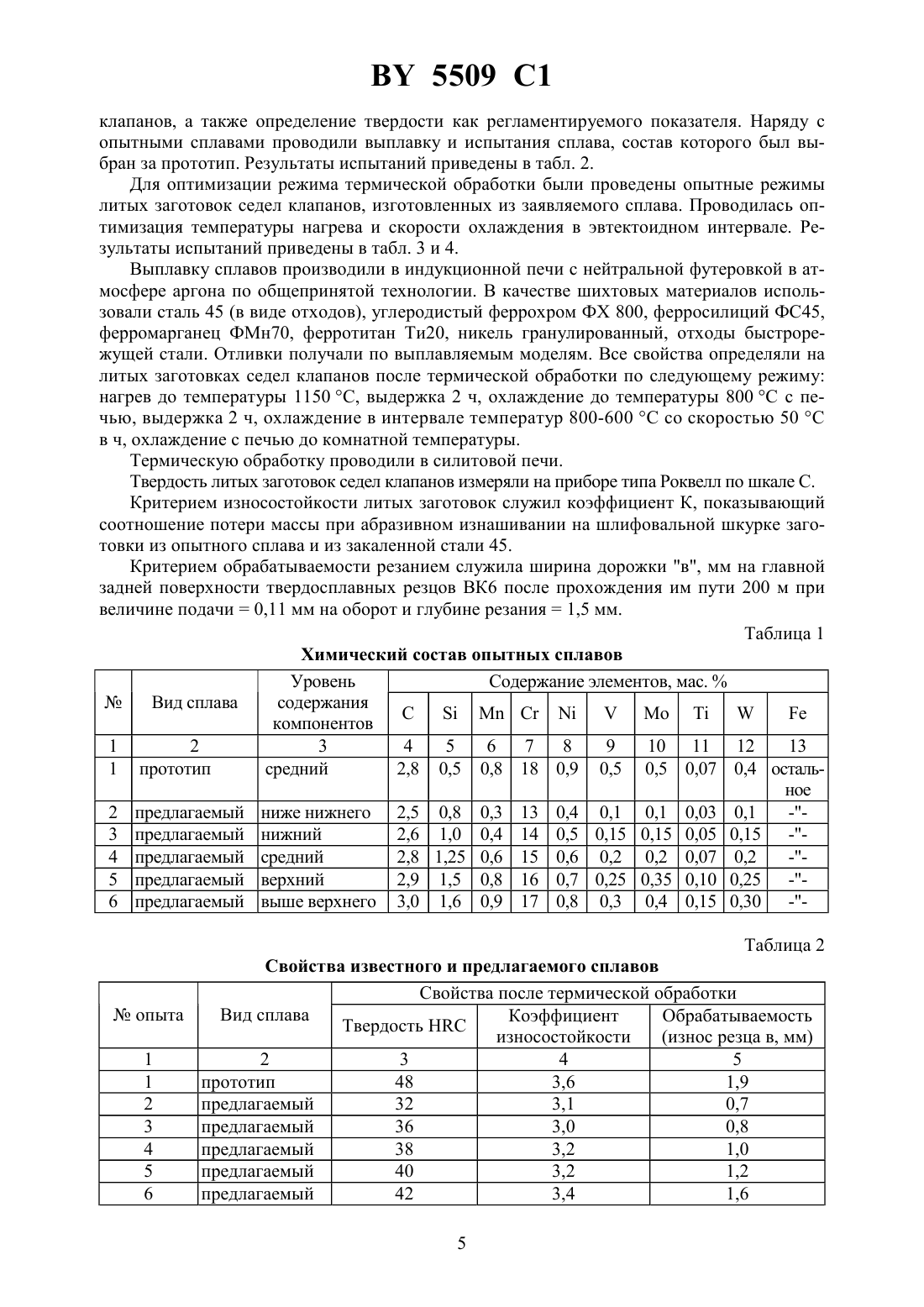
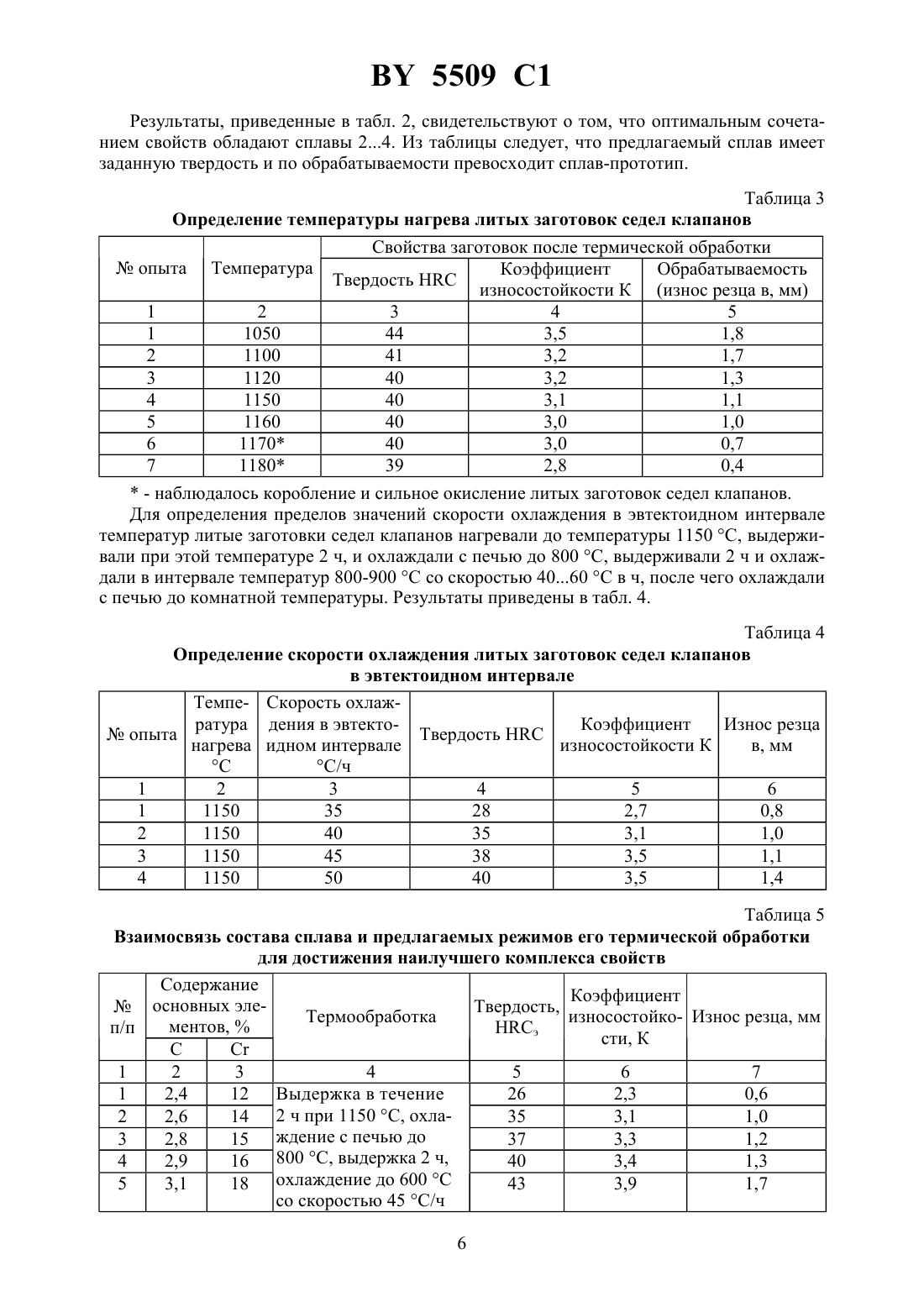
21 5/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНЫЙ СПЛАВ ДЛЯ СЕДЛА КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СЕДЛА КЛАПАНА(71) Заявители Жданович Олег Егорович Комаров Олег Сидорович Дудецкая Лариса Романовна Ласковнев Александр Петрович Волочко Александр Тихонович Комаров Дмитрий Олегович(72) Авторы Жданович Олег Егорович Комаров Олег Сидорович Дудецкая Лариса Романовна Ласковнев Александр Петрович Волочко Александр Тихонович Комаров Дмитрий Олегович(73) Патентообладатели Жданович Олег Егорович Комаров Олег Сидорович Дудецкая Лариса Романовна Ласковнев Александр Петрович Волочко Александр Тихонович Комаров Дмитрий Олегович(57) 1. Литейный сплав для седла клапана двигателя внутреннего сгорания, содержащий углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо и примеси, отличающийся тем, что содержит компоненты при следующем соотношении,мас. углерод кремний марганец хром никель ванадий молибден вольфрам титан железо и примеси 2. Способ изготовления седла клапана двигателя внутреннего сгорания, включающий получение литой заготовки, ее термическую и механическую обработку, отличающийся тем, что для получения литой заготовки используют литейный сплав по п. 1, при термической обработке литую заготовку нагревают до температуры 11201160 , выдерживают при этой температуре 2 ч, охлаждают до температуры 800 с печью, выдерживают 2 ч, а затем охлаждают до комнатной температуры, причем до температуры 600 охлаждение ведут со скоростью 4045 в ч.(56)1382 1, 1996.51-29693, 1976.0181570 1, 1986.0659895 2, 1995.2248454 , 1992.03158444 , 1991.08134607 , 1996.10280099 , 1998.4836848, 1989. Изобретение относится к области машиностроения, а именно к литейным сплавам для седел клапанов двигателей внутреннего сгорания (ДВС) и способам их обработки. Изобретение может быть использовано при изготовлении износостойких деталей, обрабатываемых резанием. Материалы, предназначенные для изготовления седел клапанов ДВС, должны удовлетворять определенным требованиям, а именно обладать высокой износостойкостью и в то же время иметь удовлетворительную обрабатываемость лезвийным инструментом. Их твердость не должна быть слишком высокой, чтобы не происходил преждевременный износ клапана. Оптимальное состояние твердости, износостойкости и обрабатываемости обеспечивается за счет состава применяемого материала и термической обработки седел. Широко известны литейные сплавы для седел клапанов ДВС, содержащие до 35 хрома и до 45 никеля 1-3. Сложный состав и широкие пределы концентрации компонентов затрудняют использование этих сплавов на производстве. Высокое содержание в них молибдена, никеля, кобальта обусловливают высокую стоимость деталей. В связи с этим в последнее время разработаны сплавы с пониженным содержанием указанных элементов, особенно никеля. Наиболее близкими из них по технической сущности является литейный сплав следующего состава, мас.4 углерод 2,62,9 кремний 0,30,8 марганец 0,51,0 хром 1719 никель 0,81,0 ванадий 0,40,6 молибден 0,40,6 вольфрам 0,30,5 титан 0,050,1 железо и примеси остальное. Приведенный сплав имеет следующие недостатки присутствие в структуре стабильного аустенита, обусловленное повышенным содержанием никеля и марганца, снижает износостойкость. Кроме того,изамедляют сфероидизацию карбидов при термической обработке, в результате чего удлиняется режим термической обработки и ухудшается обрабатываемость резанием деталей. Вышеописанный сплав был выбран авторами в качестве прототипа при разработке изобретения. В литом состоянии сплавы с высокой концентрацией хрома имеют высокую износостойкость, однако обладают низкой обрабатываемостью лезвийным инструментом. Острые кромки эвтектических карбидов, присутствующих в большом количестве в структуре высокохромистых сплавов, вызывают повышенный износ инструмента и клапанов в процессе эксплуатации. 2 5509 1 Для получения оптимальной структуры и удовлетворительной обрабатываемости резанием литые заготовки седел клапанов подвергают термической обработке. Известные способы обработки седел клапанов включают термическую обработку литой заготовки в виде сфероидизирующего отжига для получения твердости в пределах 3040 и механическую обработку. Детали из высокохромистых сплавов нагревают до температуры 950970 С, выдерживают при этой температуре и охлаждают с регулируемой скоростью до комнатной температуры либо проводят двукратный отжиг при 860 С 5. Наиболее близким к заявляемому способу обработки заготовок седел клапанов из литейного сплава является способ получения седла клапана, включающий отливку заготовки, ее термическую обработку по режиму нагрев до температуры 860900 С, медленное охлаждение для сфероидизации карбидов, повторный нагрев до температуры 9801050 С,закалку в масле, отпуск при температуре 6006506. Недостатком известного способа является многостадийность термической обработки,невозможность скругления кромок эвтектических карбидов, из-за недостаточно высокой температуры нагрева, что приводит к повышенному износу клапанов и снижает стойкость инструмента при обработке заготовки седла резанием. Задачей настоящего изобретения является улучшение обрабатываемости резанием литых заготовок седел клапанов при высокой износостойкости деталей и обеспечение твердости в пределах 3540 НРС, а также упрощение режима термической обработки литых заготовок седел клапанов. Поставленная задача решалась за счет того, что в известном литейном сплаве, содержащем компоненты в следующем соотношении (мас. ) углерод 2,62,9 кремний 0,30,8 марганец 0,51,0 хром 1719 никель 0,81,0 ванадий 0,40,6 молибден 0,40,6 вольфрам 0,30,5 титан 0,050,1 железо и примеси остальное,компонентный состав изменен следующим образом (ма. ) углерод 2,62,9 кремний 1,01,5 марганец 0,50,8 хром 1416 никель 0,50,7 ванадий 0,150,25 молибден 0,150,35 вольфрам 0,150,25 титан 0,050,1 железо и примеси остальное. Приведенные соотношения компонентов обеспечивают совокупность заданной твердости и удовлетворительной обрабатываемости при сохранении высокой износостойкости седел клапанов ДВС после термической обработки. Сопоставительный анализ с прототипом показывает, что заявляемый сплав отличается от известного содержанием следующих компонентов кремния, хрома, никеля, ванадия,молибдена, вольфрама. Выбранные пределы концентрации хрома обеспечивают образование при кристаллизации в структуре сплавов карбидной фазы С 7 С 3 в виде эвтектической составляющей. При концентрации хрома менее 14 в присутствии других карбидообразующих элементов (ванадий, титан, вольфрам) возможно появление хрупкой цементитной составляющей,3 5509 1 что резко снижает износостойкость и ухудшает обрабатываемость резанием. При концентрации хрома более 16 затрудняется коагуляция карбидов при термической обработке. Изменение концентрации кремния в сторону увеличения связано с необходимостью улучшить литейные свойства сплава для получения тонкостенных отливок седел клапанов, а также для ускорения протекания эвтектоидного распада аустенита при термообработке. При концентрации кремния более 1,5 усиливается склонность сплава к образованию трещин, а при концентрации менее 1 влияние данного элемента на эвтектоидное превращение проявляется слабо. Ванадий и вольфрам способствуют измельчению карбидов и облегчают их коагуляцию при термической обработке. Однако с повышением концентрации этих элементов твердость карбидной фазы возрастает. Если концентрация ванадия и вольфрама превышает 0,25 , то при механической обработке возможно появление трещин, что особенно опасно для тонкостенных отливок седел клапанов. При концентрации указанных элементов ниже, чем 0,15 , снижается износостойкость деталей. Особую роль играет в износостойком сплаве никель, подавляющий эвтектоидное превращение и стабилизирующий аустенит в структуре отливок. Эта роль усиливается в присутствии марганца. При концентрации никеля в выбранных пределах в процессе затвердевания сплава образуется метастабильный аустенит, не ухудшающий механические свойства сплава и его обрабатываемость, но повышающий износостойкость при эксплуатации деталей за счет перехода в мартенсит в поверхностном слое, подвергающемся ударным воздействием. При концентрации никеля менее 0,5 возможен эвтектоидный распад аустенита в процессе охлаждения отливок, что отрицательно влияет на износостойкость. Из литературных данных известно, что молибден подавляет перлитное превращение в высокохромистых сплавах и не влияет на износостойкость Поэтому его повышенное содержание оправдано в массивных деталях. В связи с этим концентрация молибдена в заявляемом сплаве снижена по сравнению с известным сплавом до пределов, обеспечивающих измельчение карбидной фазы. При концентрации молибдена менее 0,15 этот эффект не достигается, а увеличение ее более чем 0,25 ведет к неоправданному удорожанию сплава. Для достижения высокой износостойкости седел клапанов ДВС при заданной твердости 3540 НКС и удовлетворительной обрабатываемости резанием предлагается в известном способе получения седел клапанов, включающем получение литой заготовки, из предлагаемого сплава, ее термическую и механическую обработку, при термической обработке литую заготовку нагревают до температуры 11201160 С, выдерживают при этой температуре 2 ч,охлаждают до температуры 800 С с печью, выдерживают 2 ч, а затем охлаждают до комнатной температуры, причем до температуры 600 С охлаждение ведут со скоростью 4045 С в ч. Предлагаемое техническое решение отличается от известного более высокой температурой нагрева и регламентируемой скоростью охлаждения в эвтектоидном интервале, а также отсутствием закалки и отпуска. Повышение температуры нагрева связано с необходимостью коагуляции эвтектических карбидов, которая обеспечивает уменьшение износа сопряженной с седлом детали (клапана), а также с уменьшением износа режущего инструмента при механической обработке литых заготовок седел клапанов. При температуре нагрева ниже 1120 этот эффект отсутствует, а при температуре выше 1160 С происходит окисление и коробление заготовки. Замедленное охлаждение в интервале температур 800600 С обеспечивает сфероидизацию карбидов, образующихся при распаде аустенита. Данный интервал определен методом дилатометрических исследований. Скорость охлаждения в этом интервале является определяющим фактором, контролирующим дисперсность продуктов распада аустенита и,следовательно, твердость заготовок седел клапанов. При скорости охлаждения свыше 55 С в ч твердость седел превышает интервал 3540 , а при скорости охлаждения менее 45 ухудшается износостойкость седла и удлиняется режим термической обработки. В качестве примера осуществлена выплавка сплавов, химический состав которых представлен в табл. 1. Проведены испытания износостойкости и обрабатываемости седел 4 5509 1 клапанов, а также определение твердости как регламентируемого показателя. Наряду с опытными сплавами проводили выплавку и испытания сплава, состав которого был выбран за прототип. Результаты испытаний приведены в табл. 2. Для оптимизации режима термической обработки были проведены опытные режимы литых заготовок седел клапанов, изготовленных из заявляемого сплава. Проводилась оптимизация температуры нагрева и скорости охлаждения в эвтектоидном интервале. Результаты испытаний приведены в табл. 3 и 4. Выплавку сплавов производили в индукционной печи с нейтральной футеровкой в атмосфере аргона по общепринятой технологии. В качестве шихтовых материалов использовали сталь 45 (в виде отходов), углеродистый феррохром ФХ 800, ферросилиций ФС 45,ферромарганец ФМн 70, ферротитан Ти 20, никель гранулированный, отходы быстрорежущей стали. Отливки получали по выплавляемым моделям. Все свойства определяли на литых заготовках седел клапанов после термической обработки по следующему режиму нагрев до температуры 1150 С, выдержка 2 ч, охлаждение до температуры 800 С с печью, выдержка 2 ч, охлаждение в интервале температур 800-600 С со скоростью 50 С в ч, охлаждение с печью до комнатной температуры. Термическую обработку проводили в силитовой печи. Твердость литых заготовок седел клапанов измеряли на приборе типа Роквелл по шкале С. Критерием износостойкости литых заготовок служил коэффициент К, показывающий соотношение потери массы при абразивном изнашивании на шлифовальной шкурке заготовки из опытного сплава и из закаленной стали 45. Критерием обрабатываемости резанием служила ширина дорожки в, мм на главной задней поверхности твердосплавных резцов ВК 6 после прохождения им пути 200 м при величине подачи 0,11 мм на оборот и глубине резания 1,5 мм. Таблица 1 Химический состав опытных сплавов Уровень Содержание элементов, мас. Вид сплава содержания СМ С компонентов 1 2 3 4 5 6 7 8 9 10 11 12 13 1 прототип средний 2,8 0,5 0,8 18 0,9 0,5 0,5 0,07 0,4 остальное 2 предлагаемый ниже нижнего 2,5 0,8 0,3 13 0,4 0,1 0,1 0,03 0,1-5 предлагаемый верхний 2,9 1,5 0,8 16 0,7 0,25 0,35 0,10 0,25 -6 предлагаемый выше верхнего 3,0 1,6 0,9 17 0,8 0,3 0,4 0,15 0,30 -Таблица 2 Свойства известного и предлагаемого сплавов Свойства после термической обработкиопыта Вид сплава Коэффициент Обрабатываемость Твердостьизносостойкости 5509 1 Результаты, приведенные в табл. 2, свидетельствуют о том, что оптимальным сочетанием свойств обладают сплавы 24. Из таблицы следует, что предлагаемый сплав имеет заданную твердость и по обрабатываемости превосходит сплав-прототип. Таблица 3 Определение температуры нагрева литых заготовок седел клапанов Свойства заготовок после термической обработкиопыта Температура Коэффициент Обрабатываемость Твердостьизносостойкости К (износ резца в, мм) 1 2 3 4 5 1 1050 44 3,5 1,8 2 1100 41 3,2 1,7 3 1120 40 3,2 1,3 4 1150 40 3,1 1,1 5 1160 40 3,0 1,0 6 1170 40 3,0 0,7 7 1180 39 2,8 0,4- наблюдалось коробление и сильное окисление литых заготовок седел клапанов. Для определения пределов значений скорости охлаждения в эвтектоидном интервале температур литые заготовки седел клапанов нагревали до температуры 1150 С, выдерживали при этой температуре 2 ч, и охлаждали с печью до 800 С, выдерживали 2 ч и охлаждали в интервале температур 800-900 С со скоростью 4060 С в ч, после чего охлаждали с печью до комнатной температуры. Результаты приведены в табл. 4. Таблица 4 Определение скорости охлаждения литых заготовок седел клапанов в эвтектоидном интервале Темпе- Скорость охлажратура дения в эвтектоКоэффициент Износ резцаопыта Твердостьнагрева идном интервале износостойкости К в, мм С/ч 1 2 3 4 5 6 1 1150 35 28 2,7 0,8 2 1150 40 35 3,1 1,0 3 1150 45 38 3,5 1,1 4 1150 50 40 3,5 1,4 Таблица 5 Взаимосвязь состава сплава и предлагаемых режимов его термической обработки для достижения наилучшего комплекса свойств Содержание Коэффициент основных эле Твердость,Термообработка износостойко- Износ резца, мм ментов,п/п э сти, К С С 1 2 3 4 5 6 7 1 2,4 12 Выдержка в течение 26 2,3 0,6 2 2,6 14 2 ч при 1150 С, охла 35 3,1 1,0 3 2,8 15 ждение с печью до 37 3,3 1,2 800 С, выдержка 2 ч,4 2,9 16 40 3,4 1,3 5 3,1 18 охлаждение до 600 С 43 3,9 1,7 со скоростью 45 С/ч 6 5509 1 Из приведенных в табл. 3 и 4 результатов видно, что температура нагрева оказывает существенное влияние на твердость заготовок седел клапанов и их технологические и эксплуатационные свойства. Оптимальным сочетанием необходимых свойств обладают заготовки опытов 35, подвергающиеся нагреву до температур 1120 1160 С. Нагрев до температур ниже 1120 С не обеспечивает заданной твердости и хорошей обрабатываемости резанием. При повышении температуры нагрева заготовок до 1170 наблюдается коробление и окисление деталей. Таким образом, в предлагаемом способе обработки литых заготовок седел клапанов температура нагрева была выбрана в интервале 11201160 С, как обеспечивающая наилучшее сочетание твердости, износостойкости и обрабатываемости резанием. Анализ данных табл. 4 показывает, что оптимальными скоростями охлаждения в эвтектоидном интервале являются скорости от 40 до 45 С/ч. При этом происходит сфероидизация эвтектоидных карбидов, которые располагаются в матрице из легированного феррита и метастабильного аустенита. В сочетании с округлыми включениями эвтектических карбидов, образующимися при высокотемпературном нагреве достигаются требуемые значения твердости, хорошая обрабатываемость резанием и высокая износостойкость. При скорости охлаждения, превышающей 45 С/ч, происходит увеличение твердости и ухудшается обрабатываемость резанием заготовок седел клапанов, при уменьшении ее до 35 С/ч падает износостойкость, снижается твердость и удлиняется режим термической обработки. С целью подтверждения тесной взаимосвязи между химическим составом предлагаемого сплава и предлагаемым режимом его термической обработки, обеспечивающим достижение наилучшего комплекса свойств (твердость, износостойкость, обрабатываемость резанием) были проведены дополнительные эксперименты, в ходе которых изменяли содержание основных элементов (углерода и хрома), определяющих свойства сплава, оставляя неизменной термическую обработку и среднее содержание остальных элементов ( , , , ). Результаты экспериментов приведены в табл. 5, из которой видно, что только сочетание оптимизированного состава и режима термической обработки позволяет обеспечить требуемый достижение требуемой твердости (3540 ), в сочетании с высокой износостойкостью и удовлетворительной обрабатываемостью резанием. Экономическая целесообразность изобретения заключается в удешевлении сплава и термической обработки седел клапанов. Источники информации 1. Заявка 51-8618, Япония, МПК С 22 С 38/44, 1976. 2. Заявка 53-46766, Япония, МПК С 22 С 38/60, 1978. 3. Патент 3925065, США, МПК С 22 С 38/30, 1975. 4. Заявка 19980981, Беларусь, МПК С 22 С 38/58, МПК С 21, 2000. 5. Гарбер М.Е. Отливки из белых износостойких чугунов. - М. Машиностроение, 1972. 6. Заявка 51-15491, Япония, МПК С 21 5/00, 1971. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C21D 5/00, C22C 38/58
Метки: сплав, седла, сгорания, двигателя, способ, внутреннего, изготовления, литейный, клапана
Код ссылки
<a href="https://by.patents.su/7-5509-litejjnyjj-splav-dlya-sedla-klapana-dvigatelya-vnutrennego-sgoraniya-i-sposob-izgotovleniya-sedla-klapana.html" rel="bookmark" title="База патентов Беларуси">Литейный сплав для седла клапана двигателя внутреннего сгорания и способ изготовления седла клапана</a>
Привод перепускного клапана в системе трубонаддува двигателя внутреннего сгорания
Номер патента: 2600
Опубликовано: 30.12.1998
Авторы: Клуссон Олег Евгеньевич, Жарнов Виктор Михайлович
МПК: F02B 37/12
Метки: перепускного, внутреннего, сгорания, клапана, двигателя, системе, привод, трубонаддува
Текст:
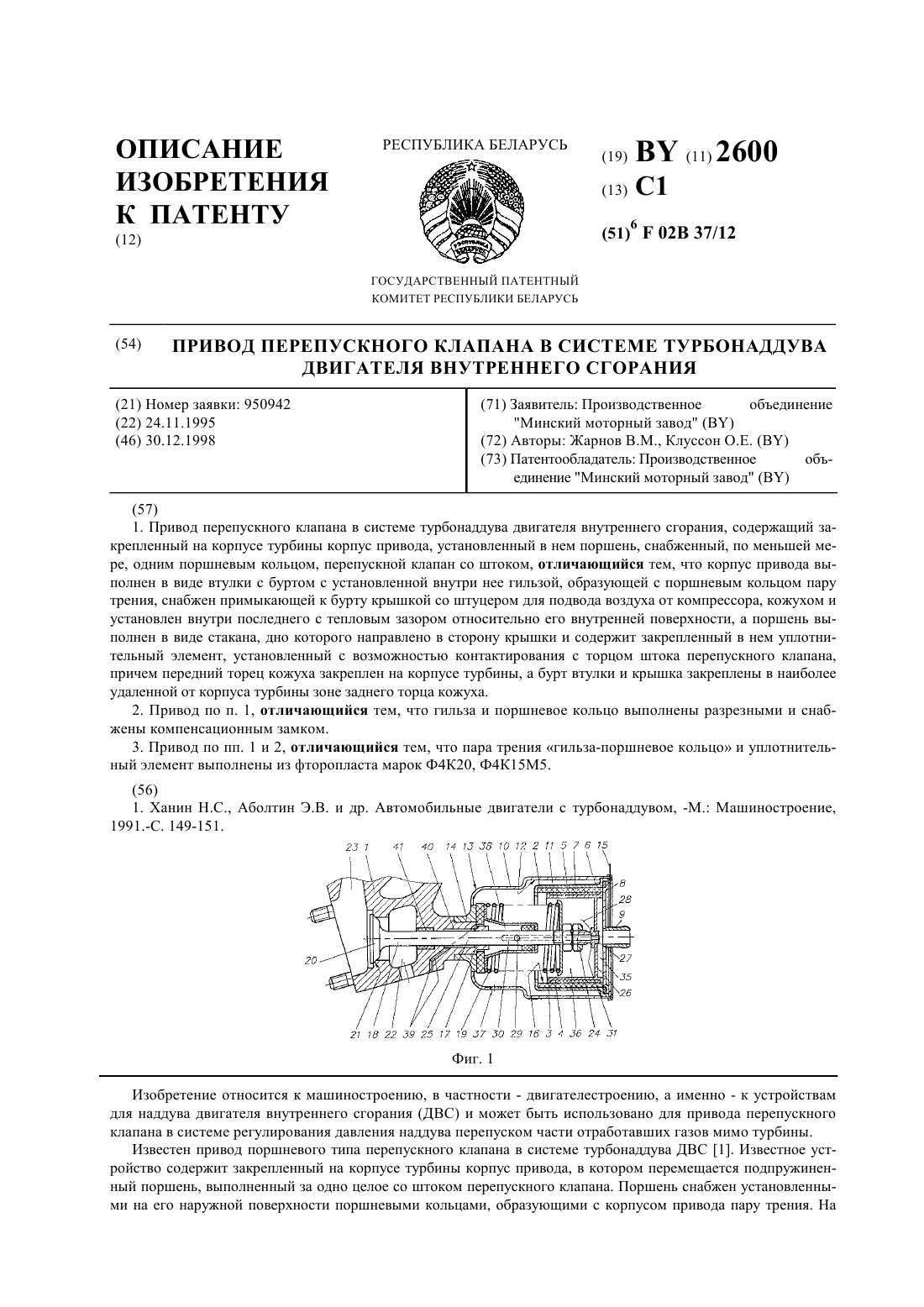
...втулке 14, закрепленной на корпусе 1 турбины. В наиболее удаленной от корпуса 1 турбины зоне заднего торца 15 кожуха 10 закреплены бурт 6 втулки 5 и крышка 8. Крепление может выполняться, например, путем установки стопорного кольца, сварки, завальцовки, или иным способом. Соосно с внутренней поверхностью 16 гильзы 7 установлен в посадочном отверстии 17 корпуса 1 турбины перепускной клапан 18, удерживаемый в исходном закрытом положении с...
Способ работы поршневого двигателя внутреннего сгорания и поршневой двигатель внутреннего сгорания
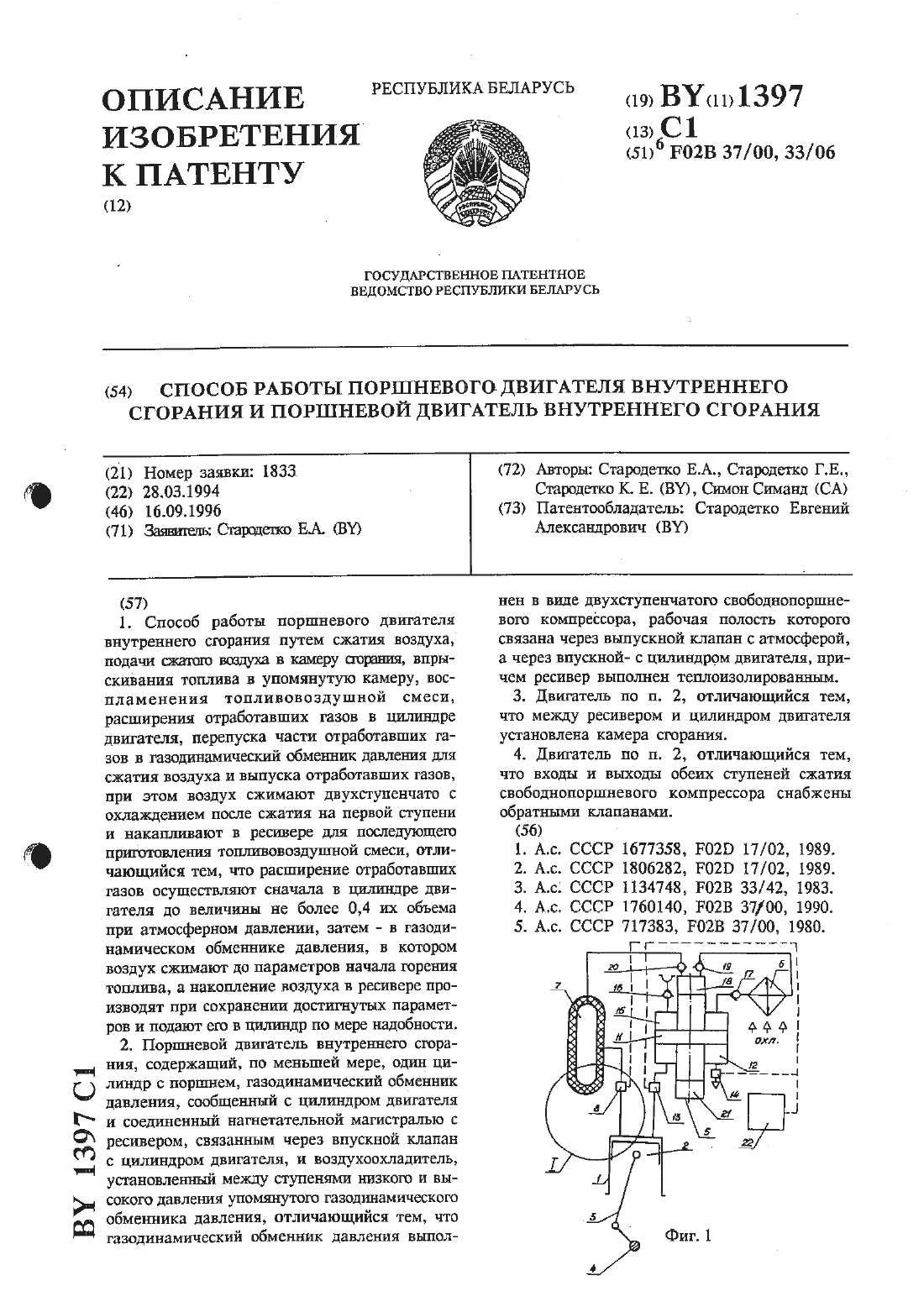
Номер патента: 1397
Опубликовано: 16.09.1996
Авторы: Стародетко Георгий Евгеньевич, Симон Симанд, Стародетко Евгений Александрович, Стародетко Константин Евгеньевич
МПК: F02B 33/06, F02B 37/00
Метки: двигатель, работы, поршневого, способ, двигателя, сгорания, поршневой, внутреннего
Текст:
...рабочих газов в газодинамический обменник давления для сжатия воздуха и выпуска отработавших газов, при этом воздух сжимают двухступенчато с охлаждением после сжатия на первой ступени и накапливают в ресивере для последующего приготовления тошшвовоздушной смеси, согласно изобретению, расширение рабочих газов осуществляют сначала в цилиндре двигателя до ведгичины не более 0,4 их объема при атмосферном давлении, а затем - в газоДИННМИЧЕСКОМ...
Способ работы четырехтактного двигателя внутреннего сгорания с регулируемой степенью сжатия и двигатель внутреннего сгорания с регулируемой степенью сжатия
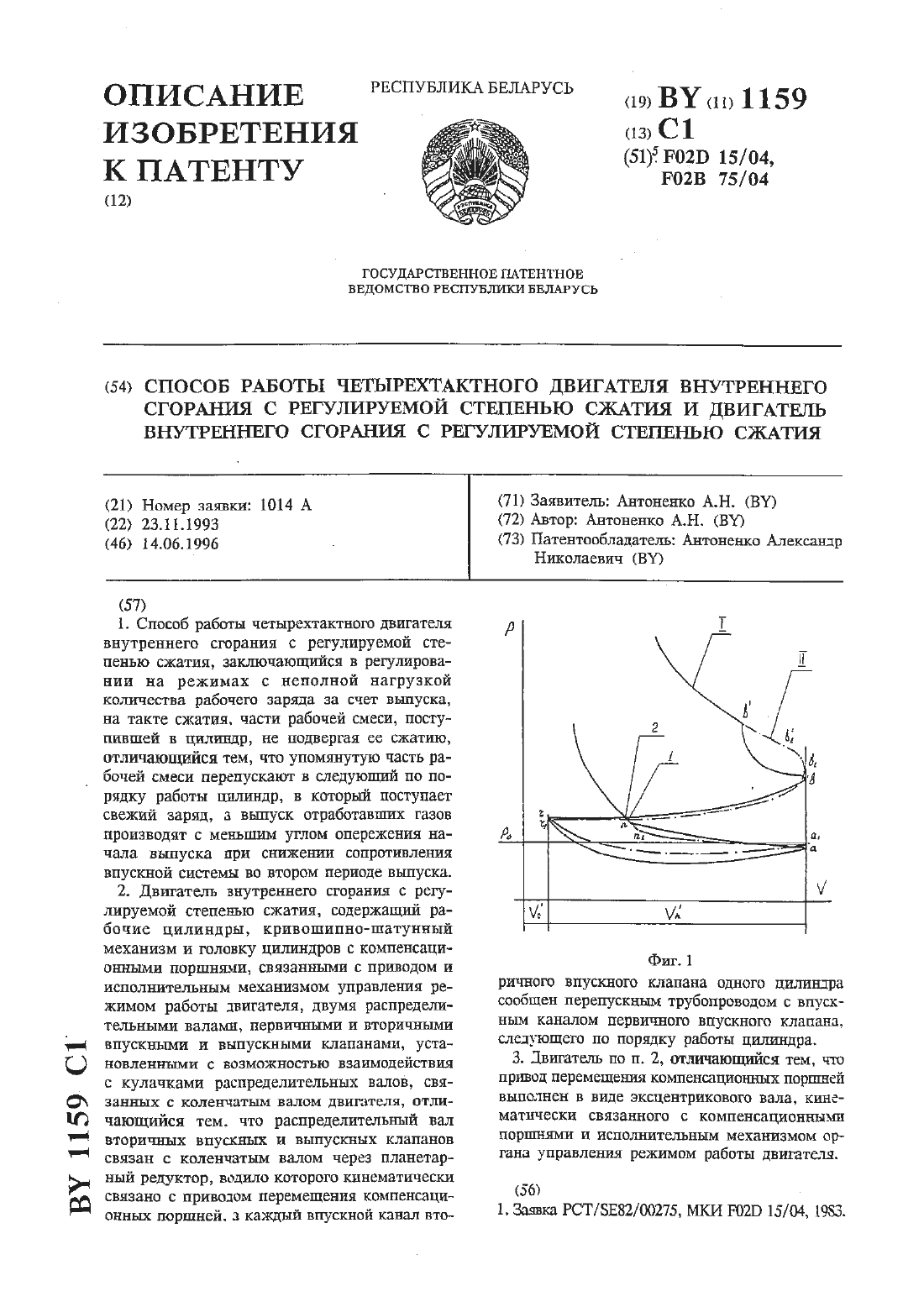
Номер патента: 1159
Опубликовано: 14.06.1996
Автор: Антоненко Александр Николаевич
МПК: F02D 15/04, F02B 75/04
Метки: степенью, внутреннего, регулируемой, двигателя, сжатия, способ, четырехтактного, двигатель, сгорания, работы
Текст:
...происходит с Меньшши разряжением в шршндре (участок п -а 1 расположен вьшзе, чем аналогичный участок г-а (ФИГ- 1) И снижается сопротивление при обратном выталкиванигг части рабочей смеси (участок а 1-п 1 расположен ниже участка а-п). Работа,затрачиваемая на процесс наполнения цилгшдра рабочим зарядом. соответствует площади, ограниченной контуром г 1 а 1111-1 КОТОРЗЯ МЕНЬШЕ площади г-а-п-З. а следовательно, уменьшаются и потери в...
Устройство вращающегося клапана для использования в двигателе внутреннего сгорания поршневого типа
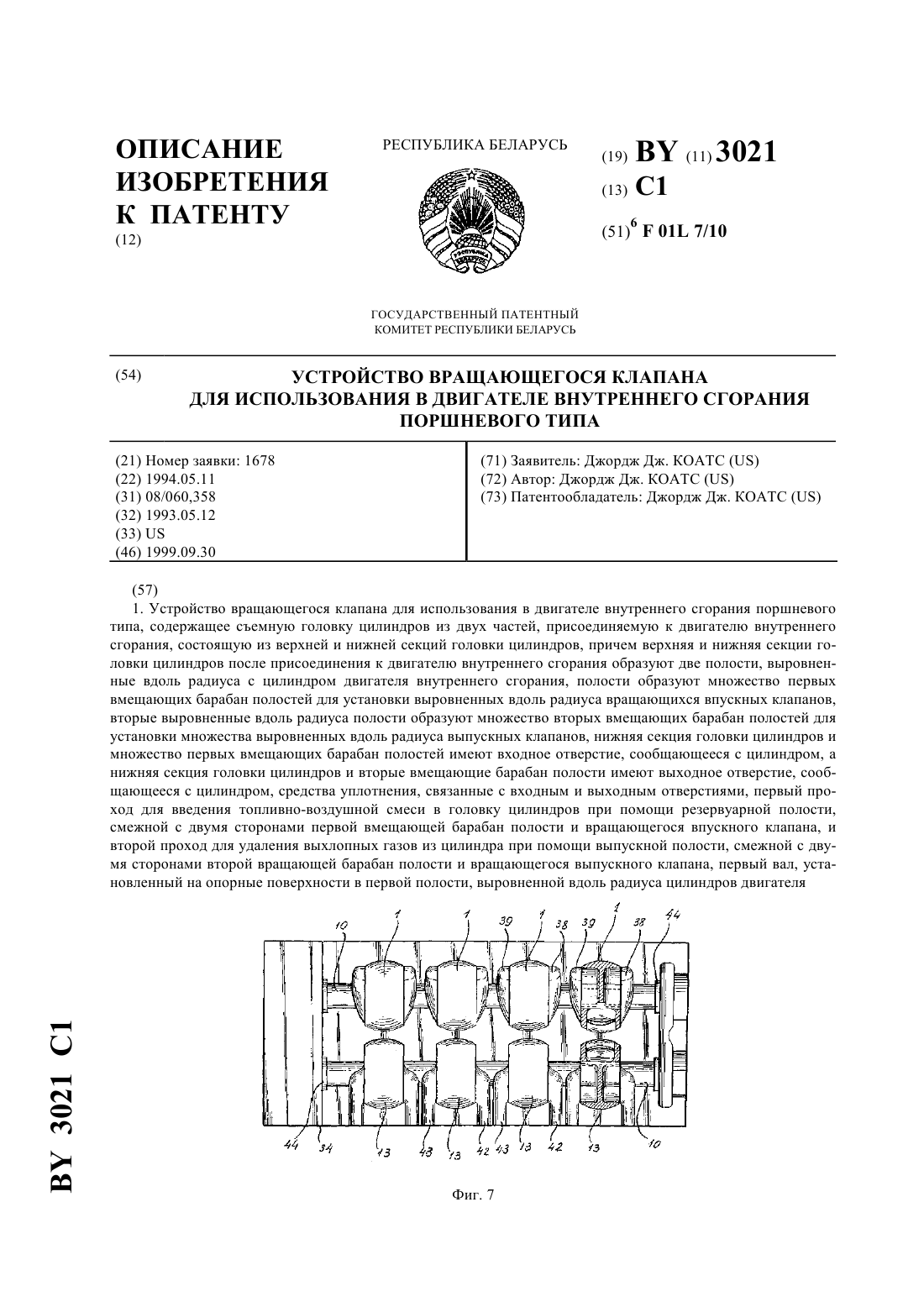
Номер патента: 3021
Опубликовано: 30.09.1999
Автор: Джордж Дж. КОАТС
МПК: F01L 7/10
Метки: клапана, сгорания, вращающегося, устройство, двигателе, типа, использования, внутреннего, поршневого
Текст:
...Во впускной сферический барабан 1 можно таким образом подавать топливно-воздушную смесь с двух сторон барабана. Проем 11 в сферической торцевой стенке 4 будет сообщаться с входным отверстием цилиндра двигателя внутреннего сгорания в результате вращения впускного сферического барабана 1 на валу 10. Впускной проем будет позволять топливно-воздушной смеси или воздушной смеси, в случае двигателя с впрыском топлива, проходить из тороидальной...
Механизм газораспределения четырехтактного двигателя внутреннего сгорания
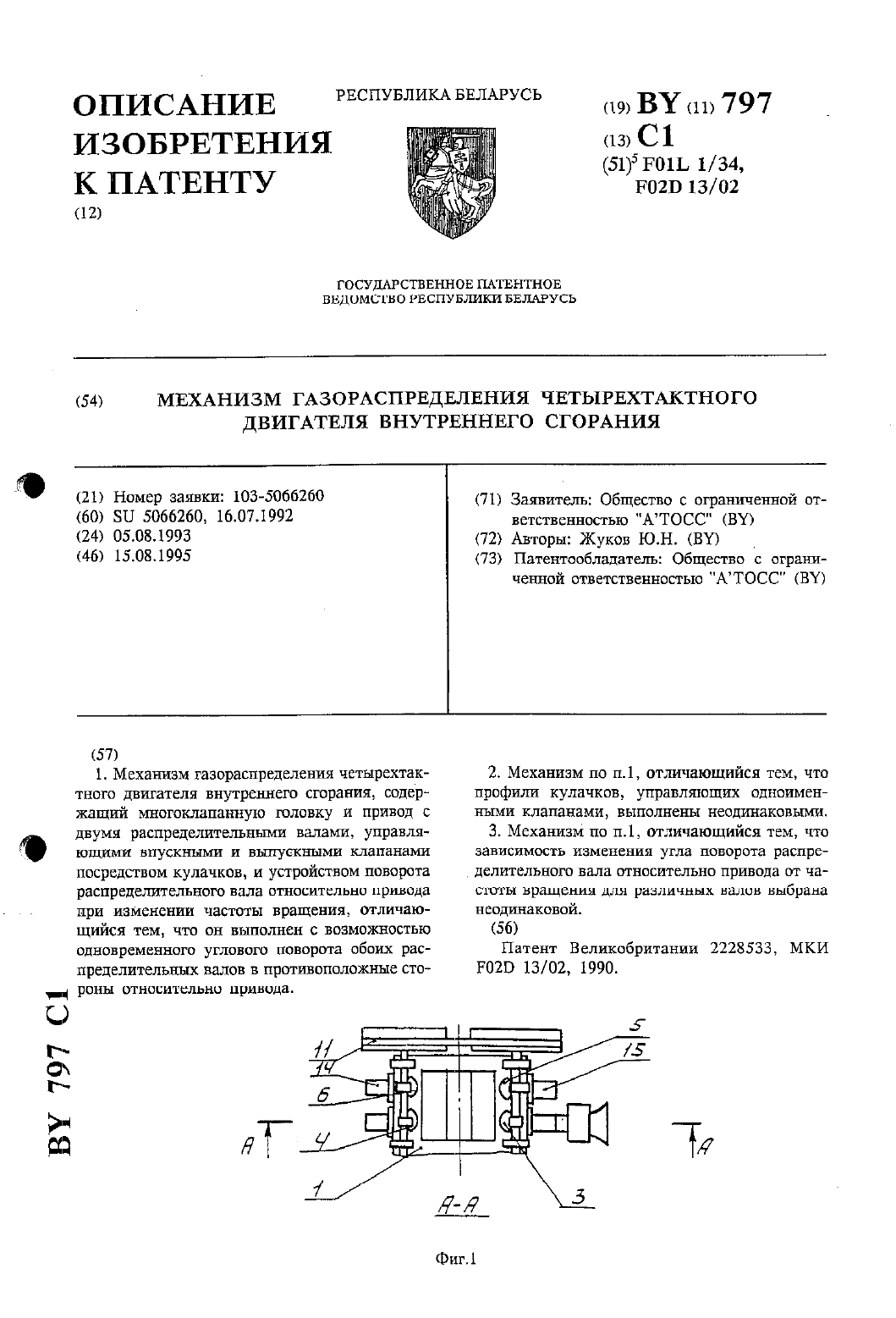
Номер патента: 797
Опубликовано: 15.08.1995
Автор: Жуков Ю. Н.
МПК: F01L 1/34, F02D 13/02
Метки: газораспределения, механизм, четырехтактного, двигателя, внутреннего, сгорания
Текст:
...угла поворота распределительного вала относительно привода от частотывращения для различных валов выбрана неодинаковой.Промежуточный элемент привода распредвалов может собойпрпменяющимся для привода топливных насосов высокого давления КАМАЗ 74 Ореагирующими на изменение скоростН 0 Горещимаувеличивать ДЛИТЕЛЬНОСТЬ ПЭРИОДЗ ОТКРЫТИЯ КЛЗПЭНОБ приУВЭЛНЧЭНИН ЧЭСТОТЫ вращения НОЛЭНБЗЛЗ. ЭТО ПРОИСХОДИТ за СЧЭТтого, что клапаны, как впускной, так...
Предыдущий патент: Способ моделирования никотинозависимости у животных
Следующий патент: Ворота с уравновешивающим устройством на винтовых пружинах
Случайный патент: Концентрат сухой напитка молочно-сывороточного