Литейная форма для изготовления отливок из стали
Номер патента: U 4801
Опубликовано: 30.10.2008
Авторы: Галкина Алла Владиславовна, Орлов Юрий Григорьевич, Костюкович Геннадий Александрович, Дешук Николай Александрович, Кравченко Виктор Иванович, Дудецкая Лариса Романовна
Текст
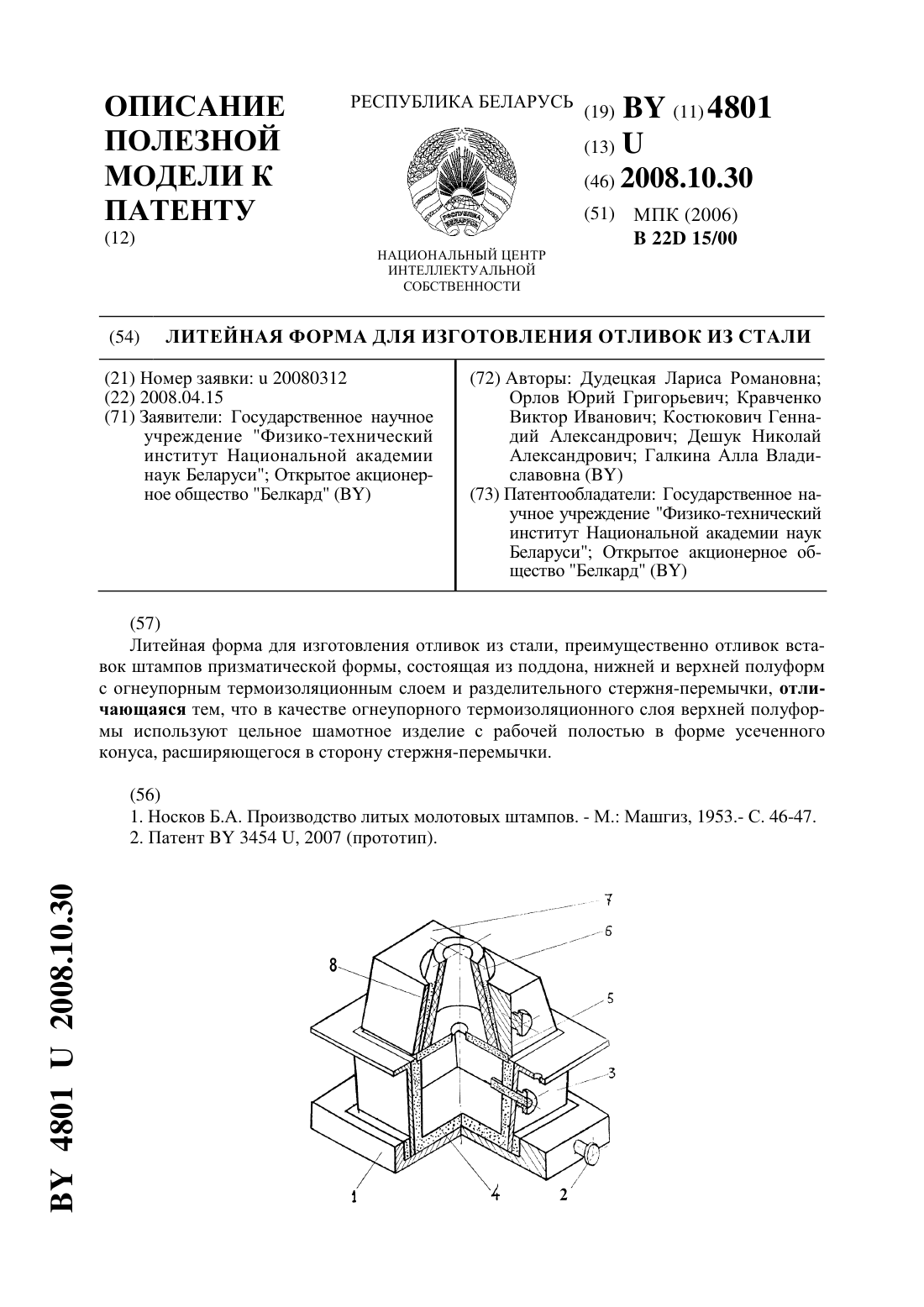
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Кравченко Виктор Иванович Костюкович Геннадий Александрович Дешук Николай Александрович Галкина Алла Владиславовна(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(57) Литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящая из поддона, нижней и верхней полуформ с огнеупорным термоизоляционным слоем и разделительного стержня-перемычки, отличающаяся тем, что в качестве огнеупорного термоизоляционного слоя верхней полуформы используют цельное шамотное изделие с рабочей полостью в форме усеченного конуса, расширяющегося в сторону стержня-перемычки.(56) 1. Носков Б.А. Производство литых молотовых штампов. - М. Машгиз, 1953.- С. 46-47. 2. Патент 3454 , 2007 (прототип). 48012008.10.30 Полезная модель относится к литейному производству и может быть использована при изготовлении отливок вставок штампов из легированной стали преимущественно призматической формы. В современном производстве отливок вставок штампов наиболее распространенным материалом для изготовления литейных форм является формовочная смесь из циркониевого концентрата и термореактивной смолы (термореактивная смесь), обладающая высокими огнеупорными свойствами и обеспечивающая получение литых заготовок вставок штампов с высокой чистотой поверхности. Известна заливаемая сверху постоянная литейная форма, состоящая из металлического корпуса, шамотной утеплительной вставки с толщиной стенок примерно 30 мм и промежуточной перемычки (диафрагмы) диафрагмы толщиной порядка 15-20 мм 1. Недостатком данной литейной формы является необходимость нанесения на рабочую поверхность корпуса формы краски или смазки для предотвращения приваривания отливки к стенкам металлической формы. Это приводит к образованию в поверхностном слое отливки газовых раковин и не способствует снижению теплоотвода от боковой поверхности отливки. Известна также литейная форма для изготовления отливок вставок штампов, состоящая из опорных металлических частей в виде поддона, профильных опок корпуса формы и корпуса прибыли с огнеупорным слоем из термореактивной смеси, а также стержняперемычки, разделяющего корпус формы и корпус прибыли. Данная форма принята за прототип при создании заявляемой полезной модели 2. Литейная форма-прототип имеет следующие недостатки 1. Весь огнеупорный слой корпуса прибыли и корпуса литейной формы выполнен из термореактивной смеси, что приводит к повышенному расходу дорогостоящих и экологически вредных материалов. 2. Использование термореактивной формовочной смеси, обладающей высокой теплопроводностью, для прибыльной части литейной формы приводит к ускоренному затвердеванию металлического расплава. Поэтому для предотвращения образования усадочной раковины и пористости в теле отливки приходится увеличивать соотношение массы прибыли и массы отливки, т.е. снижать выход годного металла. 3. Трудоемкость изготовления литейной формы повышается за счет необходимости изготовления формы прибыли. Задачей настоящей полезной модели является снижение расхода термореактивной формовочной смеси, уменьшение массы прибыли, снижение трудоемкости изготовления литейной формы. Указанная задача решается за счет того, что в литейной форме для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящей из поддона, нижней и верхней полуформ с огнеупорным термоизоляционным слоем и разделительного стержня-перемычки, в качестве огнеупорного термоизоляционного слоя верхней полуформы используют цельное шамотное изделие с рабочей полостью в форме усеченного конуса, расширяющегося в сторону стержня-перемычки. На фигуре изображен общий вид заявляемой литейной формы с частичным разрезом. Форма содержит металлический поддон, нижнюю полуформу, стержень-перемычку,верхнюю полуформу. Металлический поддон 1 имеет углубление для фиксации формы и транспортировочные цапфы 2. Нижняя полуформа представляет собой профильную металлическую опоку 3 с облицовочным огнеупорным слоем 4 из термореактивной формовочной смеси. Стержень-перемычка 5, изготовленная из термореактивной формовочной смеси, имеет конфигурацию, позволяющую фиксировать ее в нижней полуформе, на 510 мм выступает над нижней полуформой и имеет центральное отверстие диаметром 6080 мм для заполнения нижней полуформы и питания отливки жидким металлом в процессе ее кристаллизации. Верхняя полуформа представляет собой конструкцию из профиль 2 48012008.10.30 ной опоки 7 и цельного шамотного изделия 6 с рабочей полостью в форме усеченного конуса. Зазор 8 между цельным шамотным изделием и профильной опокой 7 заполняется сыпучим огнеупорным материалом. Литейная форма для получения стальной отливки вставки штампа призматической формы работает следующим образом 1.транспортере проходной нагревательной печи устанавливают подмодельную плиту с профильной опокой 3 нижней полуформы. 2. Оснастку помещают в печь и нагревают до температуры 200300 С. 3. Нагретую оснастку выкатывают из печи и заполняют термореактивной формовочной смесью, после чего производят виброуплотнение смеси в течение 5-6 секунд. 4. Нижнюю полуформу спекают в нагревательной печи в течение 15-20 минут, после чего снимают ее с подмодельной плиты и транспортируют к месту сборки формы. 5. На транспортировочный поддон устанавливают поддон 1 литейной формы. 6. Устанавливают нижнюю полуформу 3 в выемку поддона 1. 7. Устанавливают стержень-перемычку 5 на нижнюю полуформу. 8. Извлекают из проходной нагревательной печи нагретое до 300-400 С цельное шамотное изделие 6 с рабочей полостью в форме усеченного конуса и устанавливают его строго по центру на стержень-перемычку 5, добиваясь совпадения осей воронки и отверстия стержня-перемычки. 9. Устанавливают профильную опоку 7 верхней полуформы, добиваясь плотного контакта нижней поверхности опоки с поверхностью стержня-перемычки 5. 10. Заполняют зазор 8 между профильной опокой 7 и цельным шамотным изделием 6 с рабочей полостью в форме усеченного конуса кварцевым песком или шамотным порошком. 11. Транспортируют поддон с литейной формой к месту заливки. Масса верхней профильной опоки должна превышать массу металла в прибыли не менее чем на 20 для предотвращения вытекания металла по разъему формы при ее заливке. Заливку металла осуществляют сверху через центральное отверстие в стержнеперемычке 5. При этом масса прибыли составляет 115 кг, а расход термореактивной формовочной смеси на изготовление верхней полуформы составляет 140 кг. Заявляемая литейная форма была использована в производственных условиях при изготовлении отливок вставок штампов призматической формы с габаритными размерами 398352230 мм, массой 235 кг. При изготовлении отливки вставки штампа в заявляемой форме для получения прибыли использовали цельное шамотное изделие 91(ГОСТ 11586-2005) с рабочей полостью в форме усеченного конуса. Масса прибыли при изготовлении опытной отливки составила 45 кг, усадочная раковина в отливке отсутствовала. На основании вышеизложенного видно, что при использовании предложенной литейной формы расход термореактивной формовочной смеси уменьшается на 140 кг, масса прибыли - на 70 кг. Таким образом, предложенная литейная форма обеспечивает уменьшение расхода термореактивной формовочной смеси за счет ее замены в верхней полуформе стандартным шамотным изделием, существенное уменьшение расхода штамповой стали на образование прибыли, снижение расхода электроэнергии на выплавку стали и изготовление формы,снижение трудозатрат на изготовление формы. Заявляемую полезную модель предлагается использовать в качестве унифицированной литейной оснастки на ОАО Белкард (г. Гродно) при изготовлении отливок вставок штампов из легированной стали для кузнечных горячештамповочных прессов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/00
Метки: отливок, литейная, изготовления, стали, форма
Код ссылки
<a href="https://by.patents.su/3-u4801-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 3454
Опубликовано: 30.04.2007
Авторы: Дешук Николай Александрович, Галкина Алла Владиславовна, Кравченко Виктор Иванович, Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Костюкович Геннадий Александрович
МПК: B22D 15/00
Метки: литейная, отливок, стали, форма, изготовления
Текст:
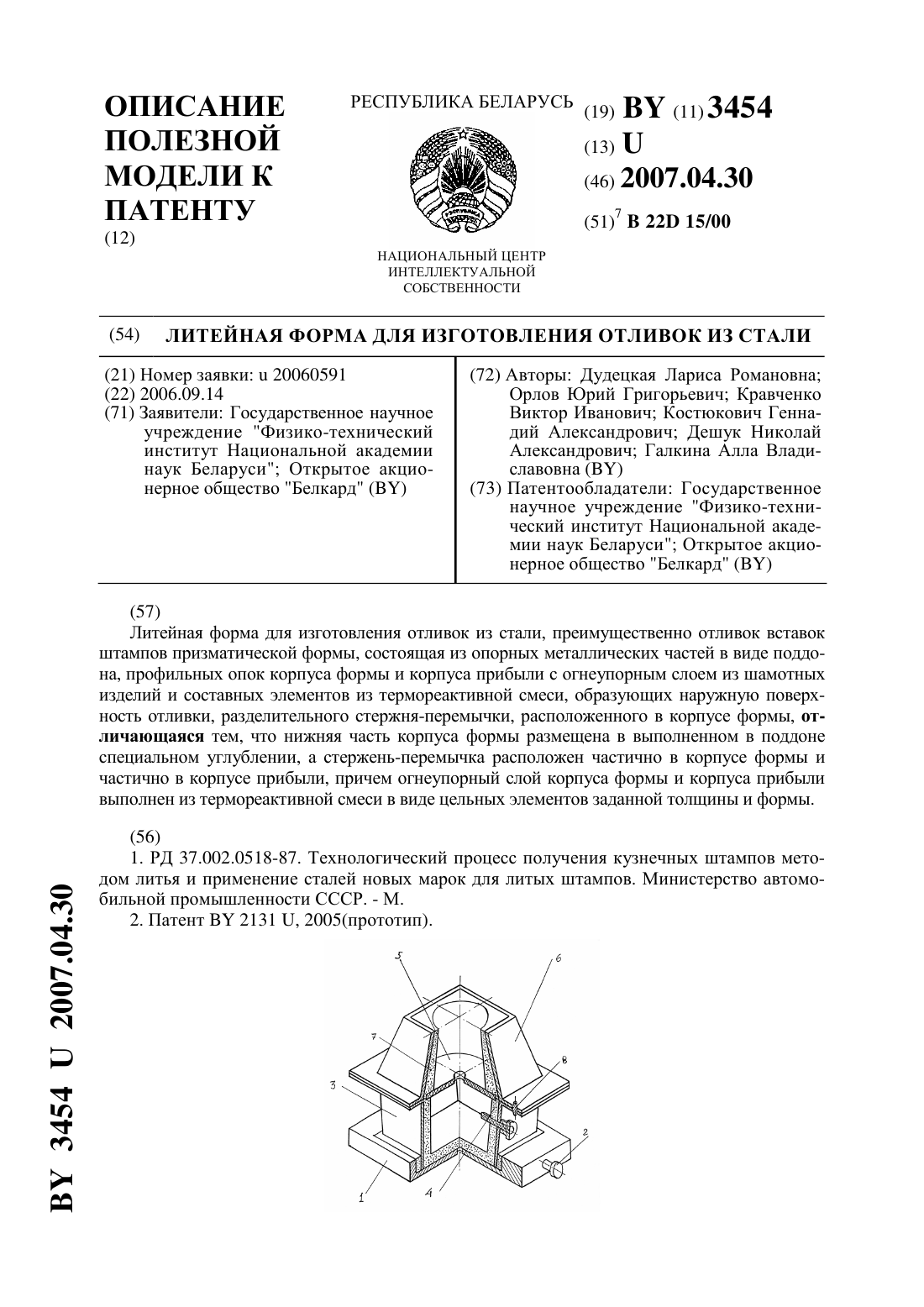
...преимущественно отливок вставок штампов призматической формы, состоящей из опорных металлических частей в виде поддона, профильных опок для изготовления корпуса формы и корпуса прибыли, огнеупорного слоя из шамотных изделий и керамических элементов разового использования из термореактивной смеси, образующих наружную поверхность отливки, а также разделительного стержня-перемычки, нижняя часть корпуса формы размещена в выполненном в поддоне...
Литейная форма для изготовления отливок из стали
Номер патента: U 3453
Опубликовано: 30.04.2007
Авторы: Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Дешук Николай Александрович, Галкина Алла Владиславовна, Дудецкая Лариса Романовна, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: стали, отливок, литейная, форма, изготовления
Текст:
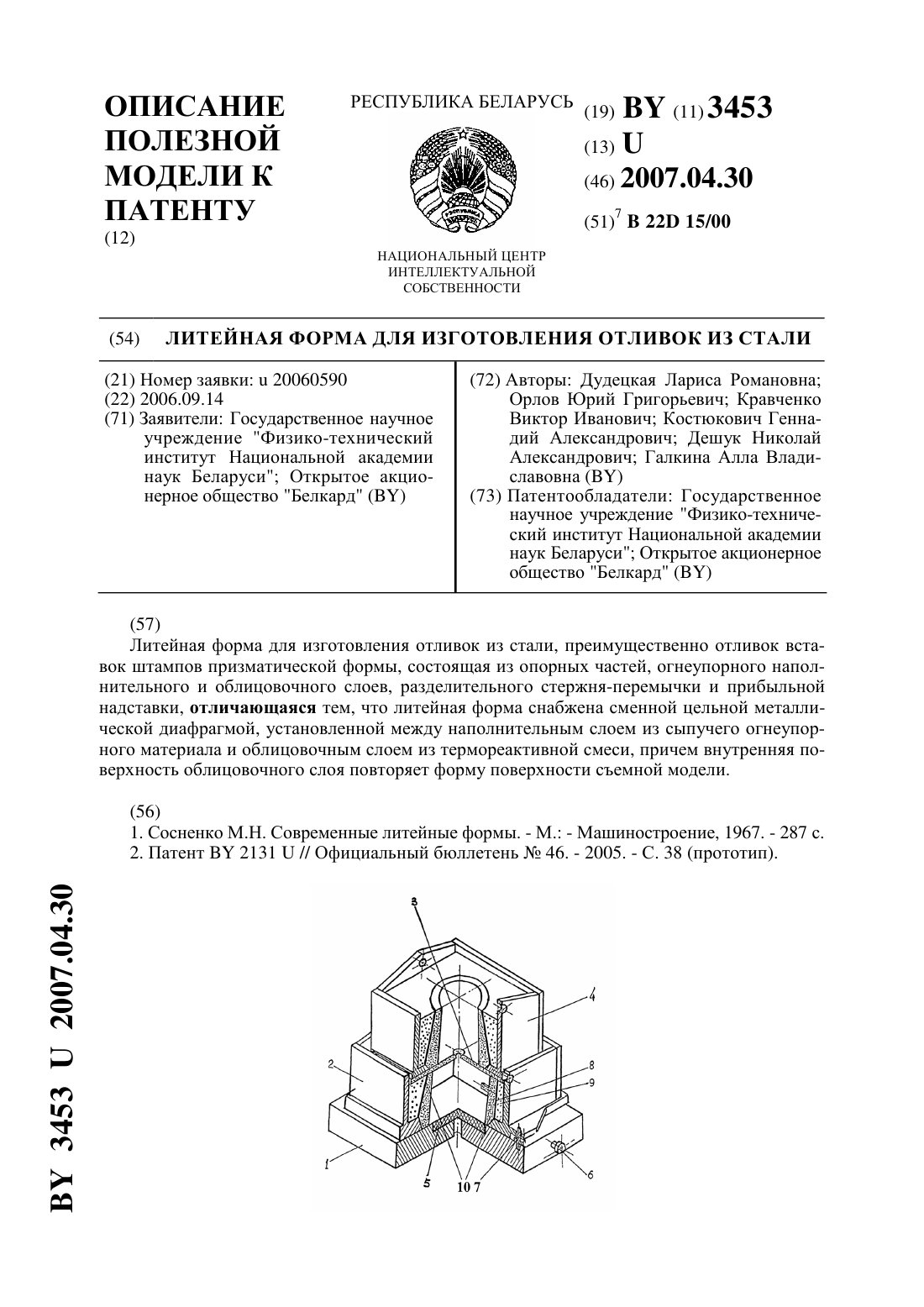
...вид литейной формы с частичным разрезом. Форма содержит металлический поддон 1 (внешний холодильник), корпус 2 формы,стержень-перемычку 3 и прибыльную надставку 4. Металлический поддон 1 снабжен графитовой или керамической набивной вставкой 5, транспортировочными цапфами 6 и направляющими штырями 7 для совмещения поддона 1 с корпусом 2 формы. Корпус 2 формы снабжен сменной металлической диафрагмой 8, установленной между наполнительным 9...
Литейная форма для изготовления отливок из стали
Номер патента: U 2572
Опубликовано: 30.04.2006
Авторы: Кравченко Виктор Иванович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Мулярчик Александр Николаевич, Галкина Алла Владиславовна, Костюкович Геннадий Александрович
МПК: B22D 15/00
Метки: изготовления, отливок, форма, стали, литейная
Текст:
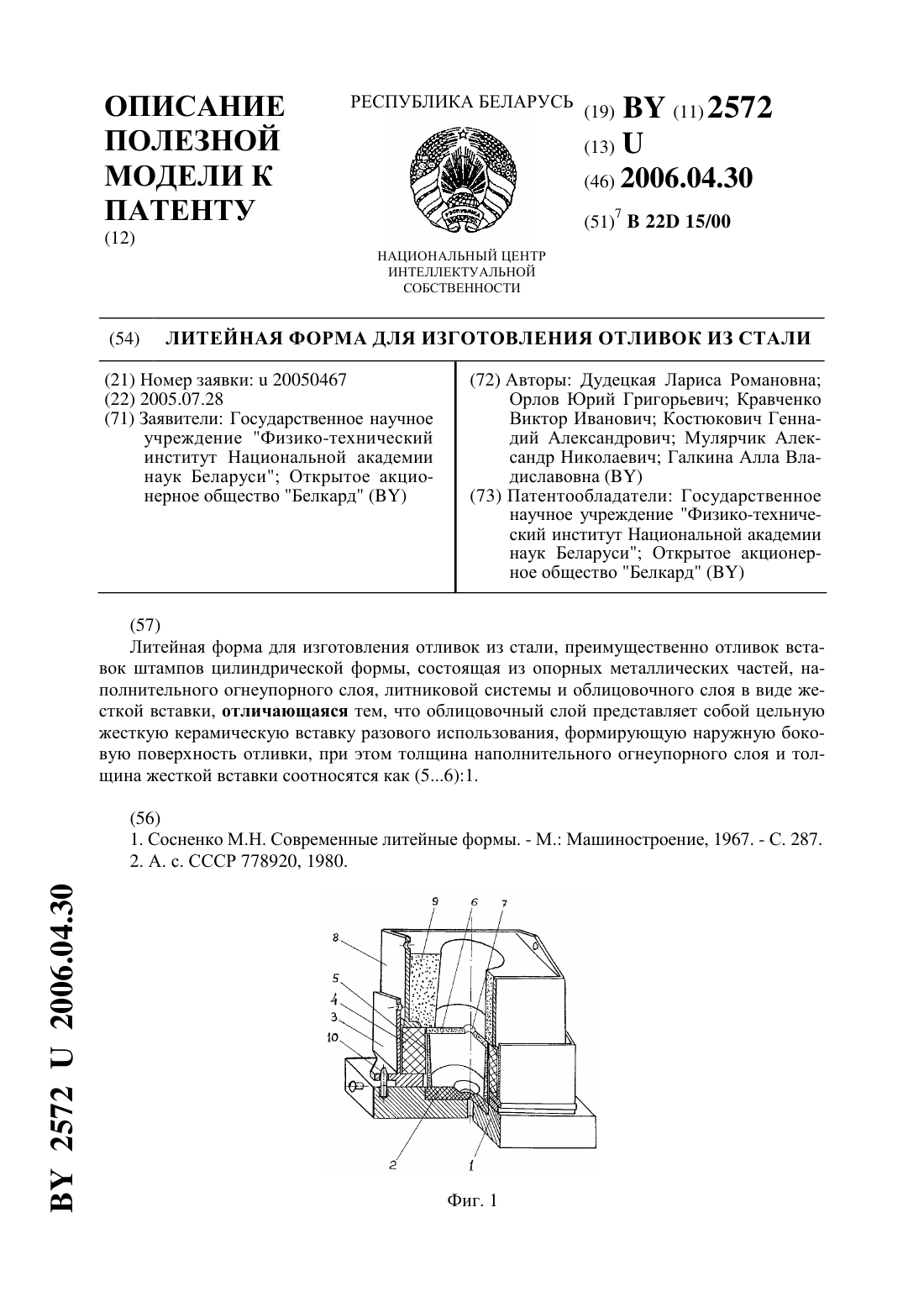
...составляющая огнеупорный облицовочный слой литейной формы и определяющая конфигурацию и размеры отливки. Форма содержит металлический поддон 1 с графитовой вставкой 2, на котором размещена профильная металлическая опока 3. Точное положение профильной опоки 3 на металлическом поддоне 1 определяется двумя штырями 10. В профильной опоке 3 вдоль ее боковых стенок размещены огнеупорный наполнительный слой 4 многократного использования, состоящий...
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Мулярчик Александр Николаевич, Дудецкая Лариса Романовна, Галкина Алла Владиславовна, Белый Леонид Степанович, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: отливок, литейная, изготовления, форма, стали
Текст:
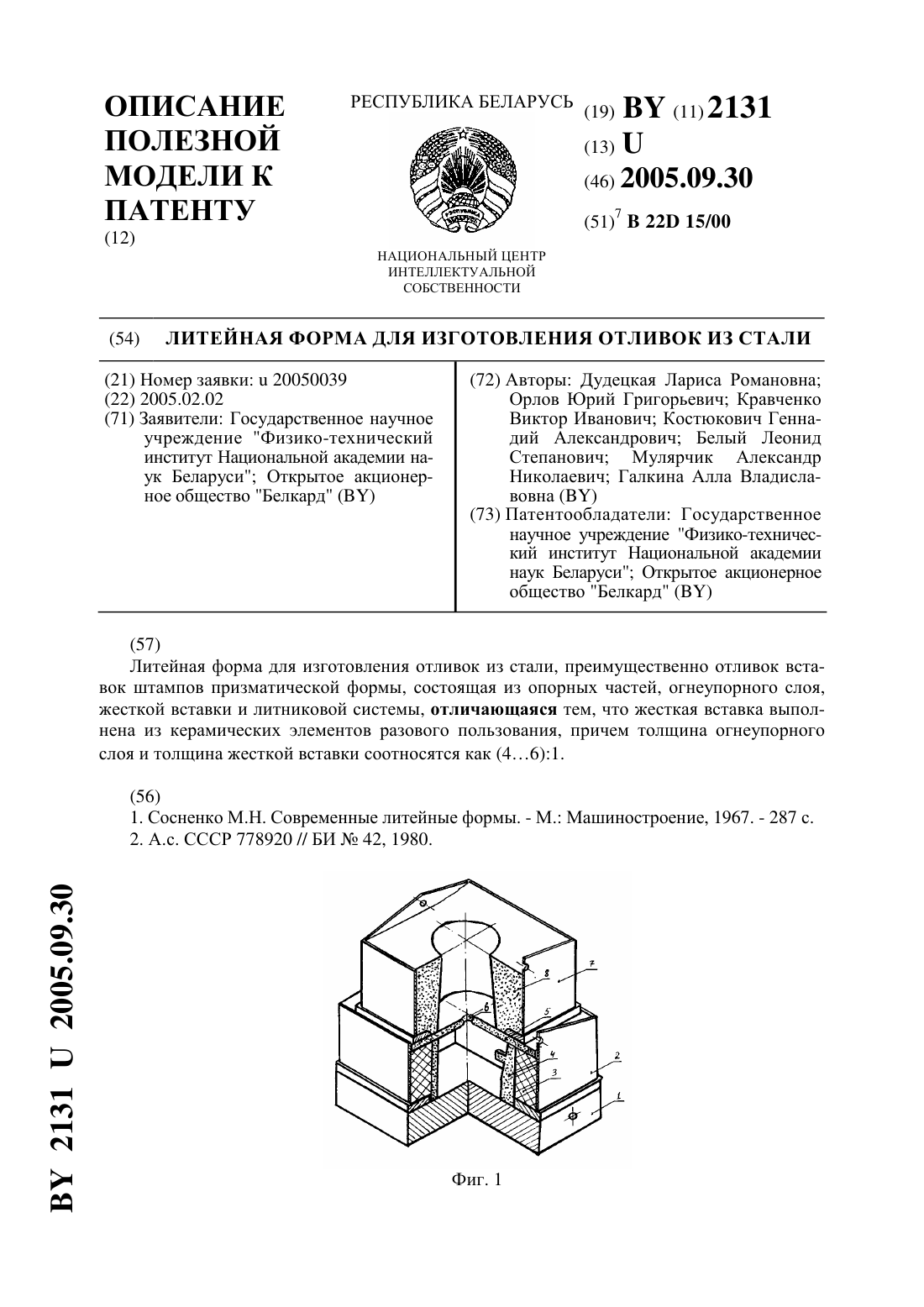
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Мулярчик Александр Николаевич, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Кравченко Виктор Иванович, Белый Леонид Степанович
МПК: B22D 15/00
Метки: изготовления, форма, литейная, отливок, стали
Текст:
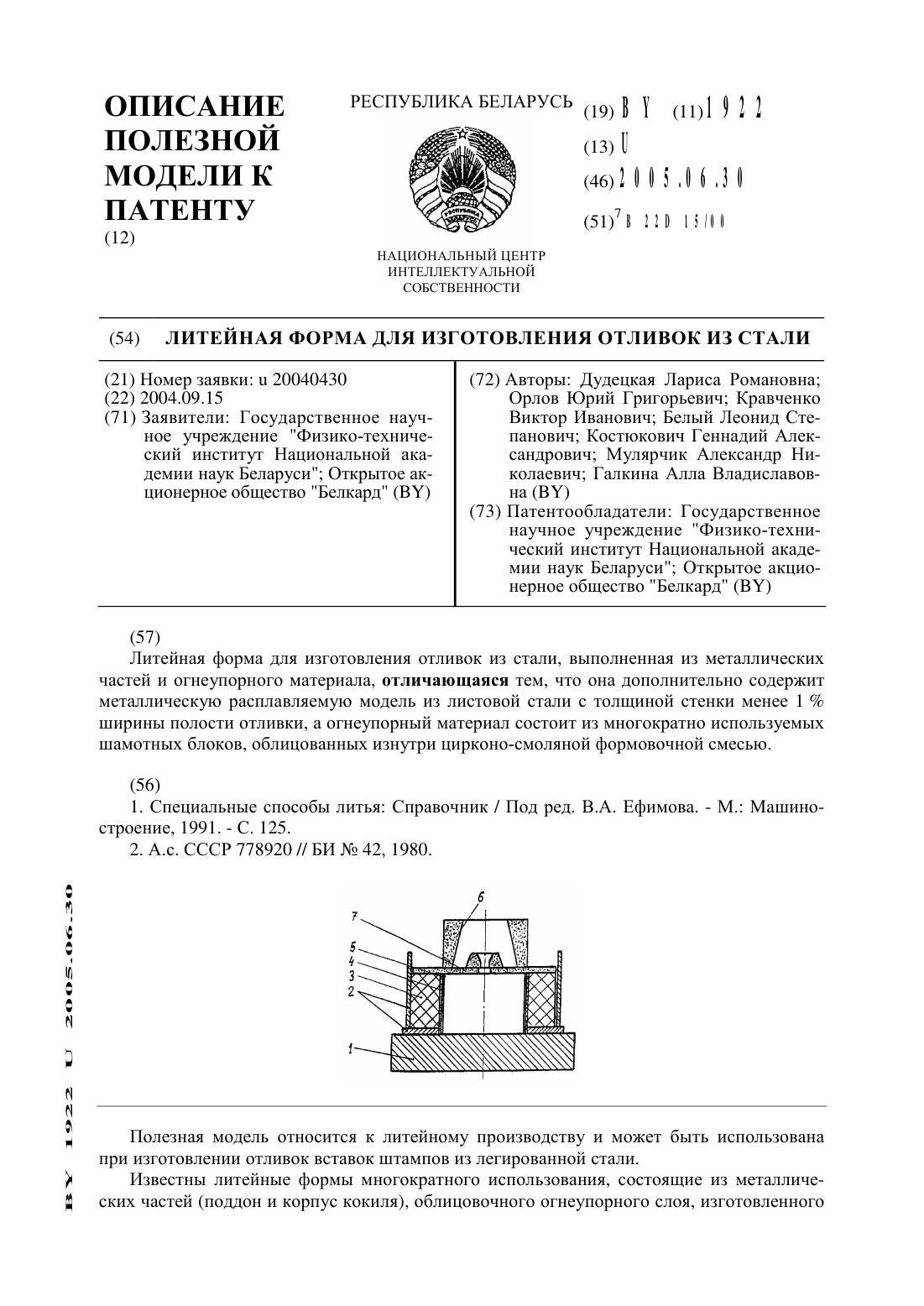
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Предыдущий патент: Электронная педаль
Следующий патент: Пресс-форма для изготовления алмазоабразивного инструмента
Случайный патент: Пневматическая машина для уборки фрезерного торфа