Литейная форма для изготовления отливок из стали
Номер патента: U 3453
Опубликовано: 30.04.2007
Авторы: Дешук Николай Александрович, Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Галкина Алла Владиславовна, Дудецкая Лариса Романовна, Кравченко Виктор Иванович
Текст
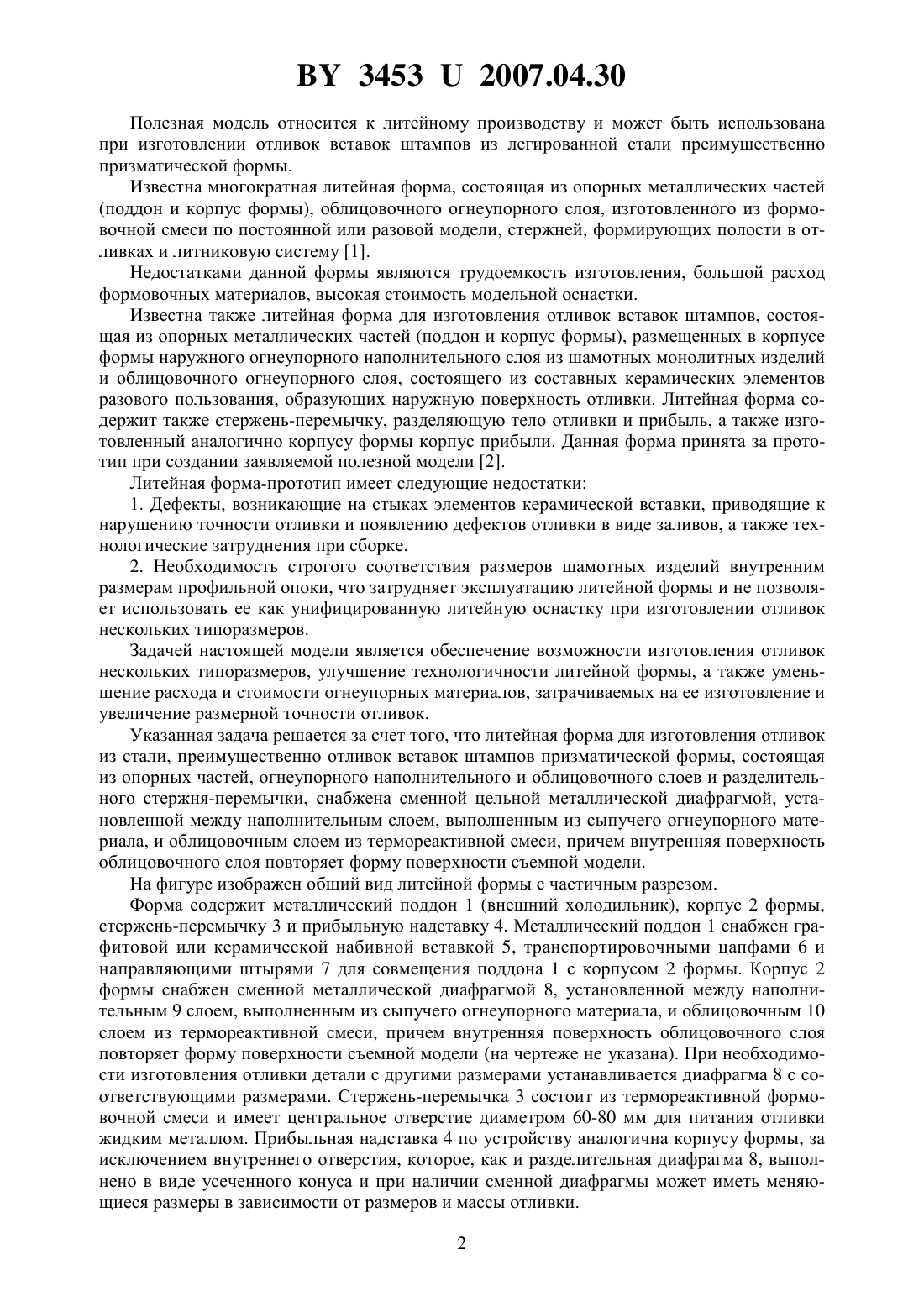
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Кравченко Виктор Иванович Костюкович Геннадий Александрович Дешук Николай Александрович Галкина Алла Владиславовна(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(57) Литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящая из опорных частей, огнеупорного наполнительного и облицовочного слоев, разделительного стержня-перемычки и прибыльной надставки, отличающаяся тем, что литейная форма снабжена сменной цельной металлической диафрагмой, установленной между наполнительным слоем из сыпучего огнеупорного материала и облицовочным слоем из термореактивной смеси, причем внутренняя поверхность облицовочного слоя повторяет форму поверхности съемной модели. 34532007.04.30 Полезная модель относится к литейному производству и может быть использована при изготовлении отливок вставок штампов из легированной стали преимущественно призматической формы. Известна многократная литейная форма, состоящая из опорных металлических частей(поддон и корпус формы), облицовочного огнеупорного слоя, изготовленного из формовочной смеси по постоянной или разовой модели, стержней, формирующих полости в отливках и литниковую систему 1. Недостатками данной формы являются трудоемкость изготовления, большой расход формовочных материалов, высокая стоимость модельной оснастки. Известна также литейная форма для изготовления отливок вставок штампов, состоящая из опорных металлических частей (поддон и корпус формы), размещенных в корпусе формы наружного огнеупорного наполнительного слоя из шамотных монолитных изделий и облицовочного огнеупорного слоя, состоящего из составных керамических элементов разового пользования, образующих наружную поверхность отливки. Литейная форма содержит также стержень-перемычку, разделяющую тело отливки и прибыль, а также изготовленный аналогично корпусу формы корпус прибыли. Данная форма принята за прототип при создании заявляемой полезной модели 2. Литейная форма-прототип имеет следующие недостатки 1. Дефекты, возникающие на стыках элементов керамической вставки, приводящие к нарушению точности отливки и появлению дефектов отливки в виде заливов, а также технологические затруднения при сборке. 2. Необходимость строгого соответствия размеров шамотных изделий внутренним размерам профильной опоки, что затрудняет эксплуатацию литейной формы и не позволяет использовать ее как унифицированную литейную оснастку при изготовлении отливок нескольких типоразмеров. Задачей настоящей модели является обеспечение возможности изготовления отливок нескольких типоразмеров, улучшение технологичности литейной формы, а также уменьшение расхода и стоимости огнеупорных материалов, затрачиваемых на ее изготовление и увеличение размерной точности отливок. Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящая из опорных частей, огнеупорного наполнительного и облицовочного слоев и разделительного стержня-перемычки, снабжена сменной цельной металлической диафрагмой, установленной между наполнительным слоем, выполненным из сыпучего огнеупорного материала, и облицовочным слоем из термореактивной смеси, причем внутренняя поверхность облицовочного слоя повторяет форму поверхности съемной модели. На фигуре изображен общий вид литейной формы с частичным разрезом. Форма содержит металлический поддон 1 (внешний холодильник), корпус 2 формы,стержень-перемычку 3 и прибыльную надставку 4. Металлический поддон 1 снабжен графитовой или керамической набивной вставкой 5, транспортировочными цапфами 6 и направляющими штырями 7 для совмещения поддона 1 с корпусом 2 формы. Корпус 2 формы снабжен сменной металлической диафрагмой 8, установленной между наполнительным 9 слоем, выполненным из сыпучего огнеупорного материала, и облицовочным 10 слоем из термореактивной смеси, причем внутренняя поверхность облицовочного слоя повторяет форму поверхности съемной модели (на чертеже не указана). При необходимости изготовления отливки детали с другими размерами устанавливается диафрагма 8 с соответствующими размерами. Стержень-перемычка 3 состоит из термореактивной формовочной смеси и имеет центральное отверстие диаметром 60-80 мм для питания отливки жидким металлом. Прибыльная надставка 4 по устройству аналогична корпусу формы, за исключением внутреннего отверстия, которое, как и разделительная диафрагма 8, выполнено в виде усеченного конуса и при наличии сменной диафрагмы может иметь меняющиеся размеры в зависимости от размеров и массы отливки. 2 34532007.04.30 Изготовление литейной формы для получения стальной отливки призматической вставки штампа включает выполнение следующих операций 1. На транспортере проходной нагревательной печи осуществляют сборку поддона литейной формы. Сборка включает установку в углубление на поддоне 1 графитовой вставки 5 либо ее заполнение термореактивной смесью заподлицо с поверхностью поддона 1,а также установку направляющих штырей 7. Поддон 1 с установленной на нем моделью отливки (не показана) перемещают в нагревательную печь и после 20-30-минутной выдержки при температуре 250-300 С извлекают его из печи. 2. Осуществляют сборку корпуса формы 2. С этой целью заполняют пространство между диафрагмой 8 и внутренними стенками формы наполнительным слоем 9 сыпучего огнеупорного материала (кварцевый песок, шамотный порошок и т.п.), после чего свободное пространство между моделью и диафрагмой 8 заполняют облицовочным слоем 10 из термореактивной смеси, добиваясь совпадения верхнего уровня наполнительного и облицовочного слоев. После 10-минутной выдержки удаляют горячую модель из формы. 3. Устанавливают стержень-перемычку 3. 4. Аналогично п. 2 осуществляют сборку прибыльной надставки 4, используя вместо поддона монтировочную плиту (не показана). Готовую прибыльную надставку 4 устанавливают на стержень-перемычку 3 и транспортируют собранную форму на заливку. Заливку металла осуществляют через центральное отверстие в стержне-перемычке 3. 5. После заливки и выдержки отливки в форме выполняют следующие операции снятие прибыльной надставки 4, снятие с поддона корпуса 2 формы с огнеупорным наполнительным слоем и отливкой, медленное охлаждение ее в проходной печи, извлечение отливки из корпуса 2 формы, отделение прибыли от отливки. Предложенная литейная форма обеспечивает существенное уменьшение расхода формовочных материалов за счет небольшой (10-15 мм) толщины облицовочного слоя разового использования. Жесткая конструкция диафрагмы обеспечивает точность размеров отливки, отсутствие заливов по ее вертикальным ребрам. Использование в качестве наполнительного огнеупорного слоя сыпучих материалов облегчает сборку формы в результате отсутствия необходимости подгонки шамотных кирпичей по внутренним размерам профильной опоки. Кроме того, используемый в данной модели огнеупорный сыпучий материал обладает более низкой теплопроводностью, чем шамотный кирпич, что обеспечивает более длительное нахождение металла в форме в жидком состоянии и позволяет уменьшить объем питающей прибыли. Конструкция литейной формы позволяет осуществлять изготовление в ней нескольких типоразмеров отливок путем применения диафрагм различных размеров. Заявляемую полезную модель предполагается использовать в качестве унифицированной литейной оснастки на ОАО Белкард (г. Гродно) при изготовлении отливок вставок штампов из легированной стали для кузнечных горячештамповочных прессов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/00
Метки: изготовления, стали, форма, отливок, литейная
Код ссылки
<a href="https://by.patents.su/3-u3453-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 2572
Опубликовано: 30.04.2006
Авторы: Костюкович Геннадий Александрович, Кравченко Виктор Иванович, Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Галкина Алла Владиславовна, Мулярчик Александр Николаевич
МПК: B22D 15/00
Метки: изготовления, стали, литейная, отливок, форма
Текст:
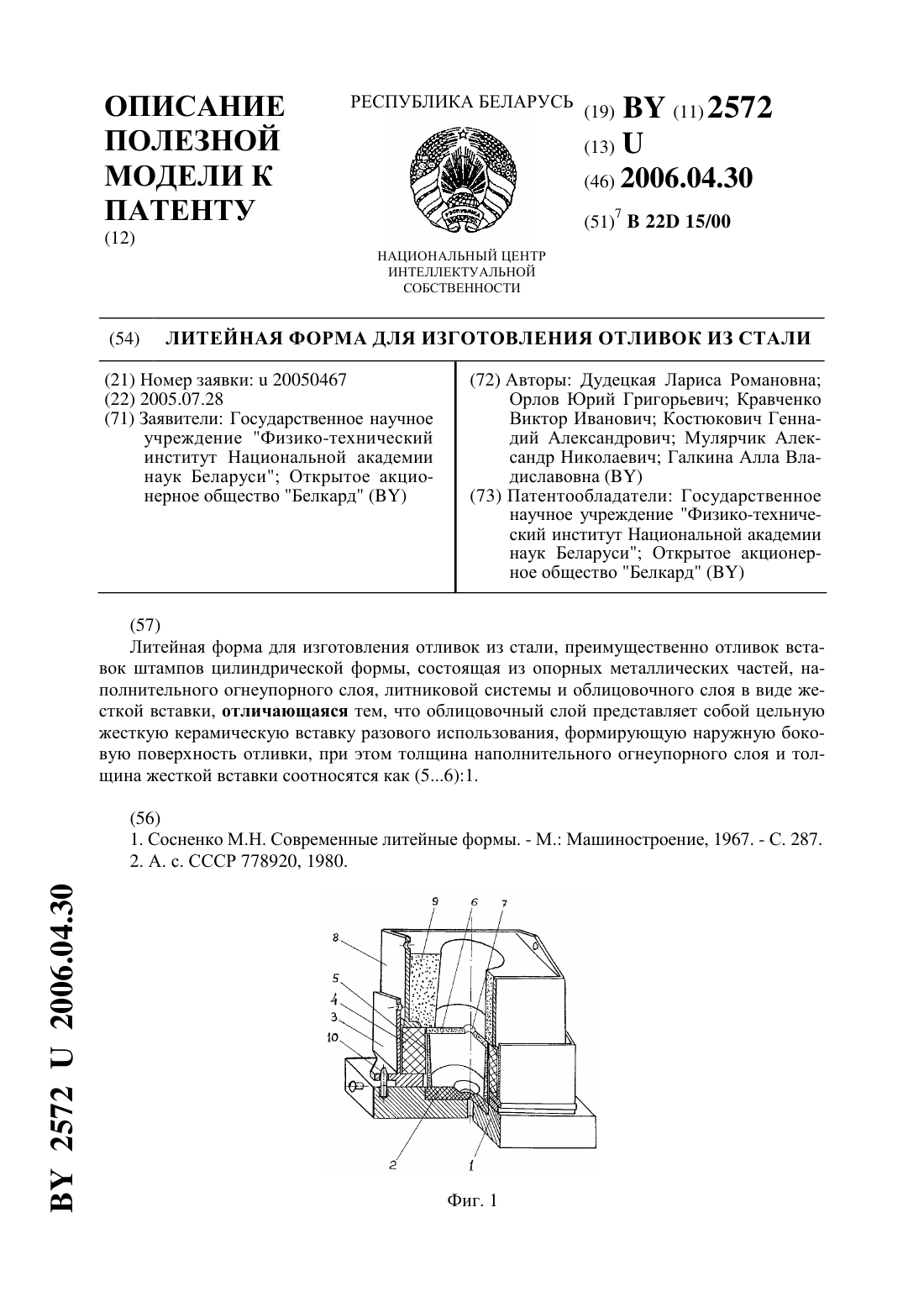
...составляющая огнеупорный облицовочный слой литейной формы и определяющая конфигурацию и размеры отливки. Форма содержит металлический поддон 1 с графитовой вставкой 2, на котором размещена профильная металлическая опока 3. Точное положение профильной опоки 3 на металлическом поддоне 1 определяется двумя штырями 10. В профильной опоке 3 вдоль ее боковых стенок размещены огнеупорный наполнительный слой 4 многократного использования, состоящий...
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Галкина Алла Владиславовна, Мулярчик Александр Николаевич, Белый Леонид Степанович, Костюкович Геннадий Александрович, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: изготовления, форма, стали, отливок, литейная
Текст:
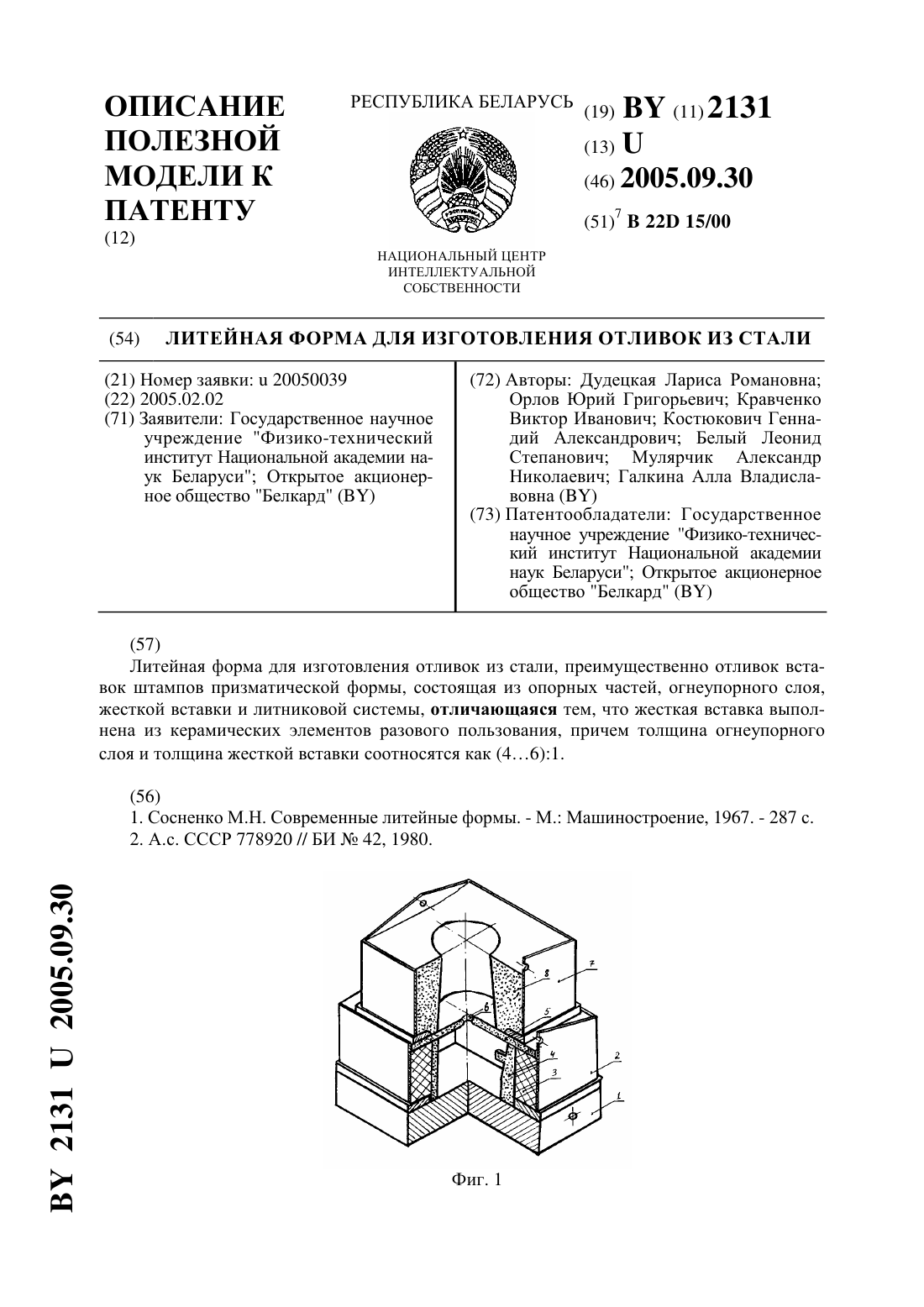
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Кравченко Виктор Иванович, Орлов Юрий Григорьевич, Мулярчик Александр Николаевич, Дудецкая Лариса Романовна, Белый Леонид Степанович
МПК: B22D 15/00
Метки: форма, литейная, стали, отливок, изготовления
Текст:
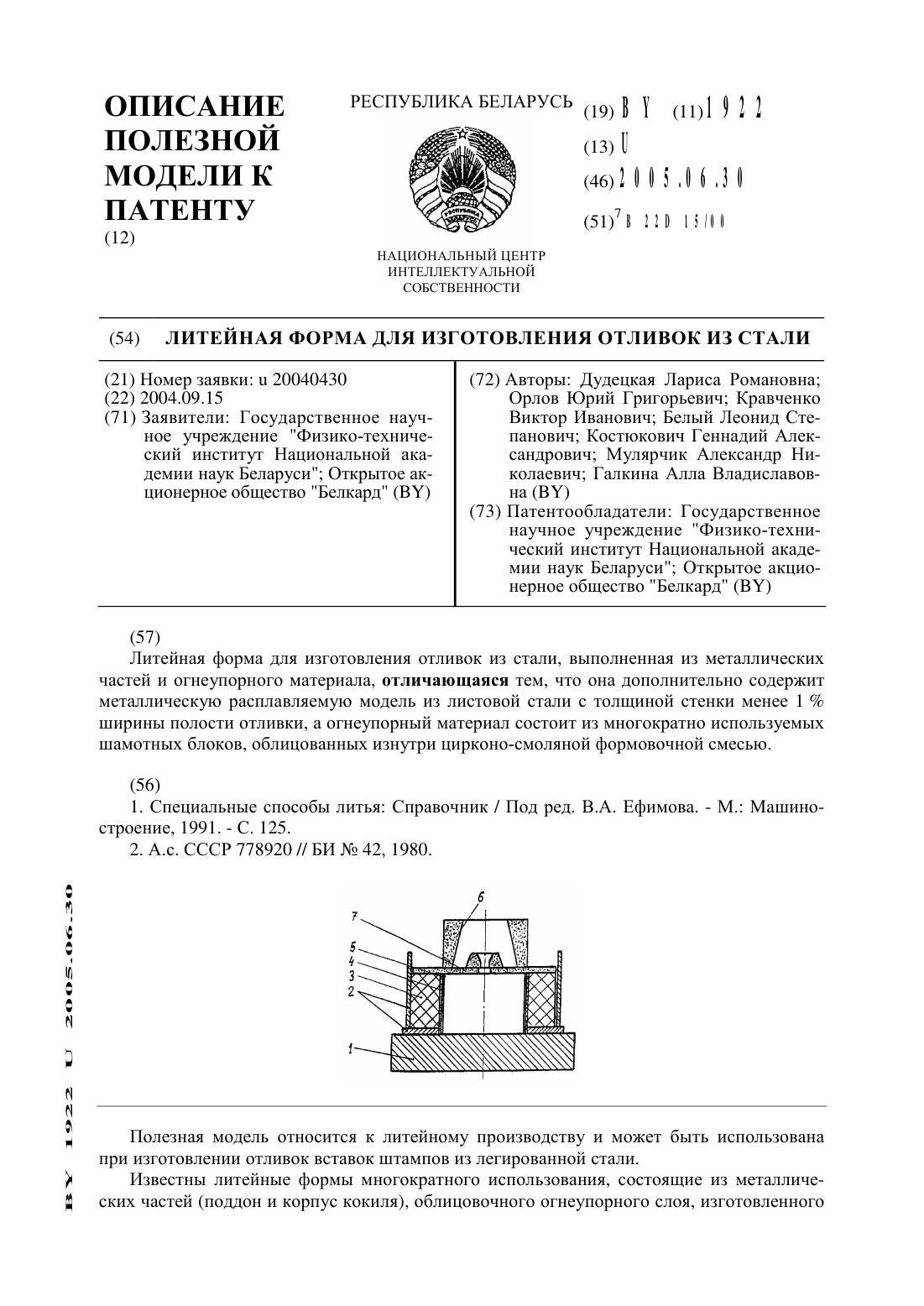
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Вершинин Владимир Александрович, Лукашевич Сергей Федорович, Писаренко Леонид Зотович, Марков Александр Михайлович, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: форма, отливок, получения, литейная
Текст:
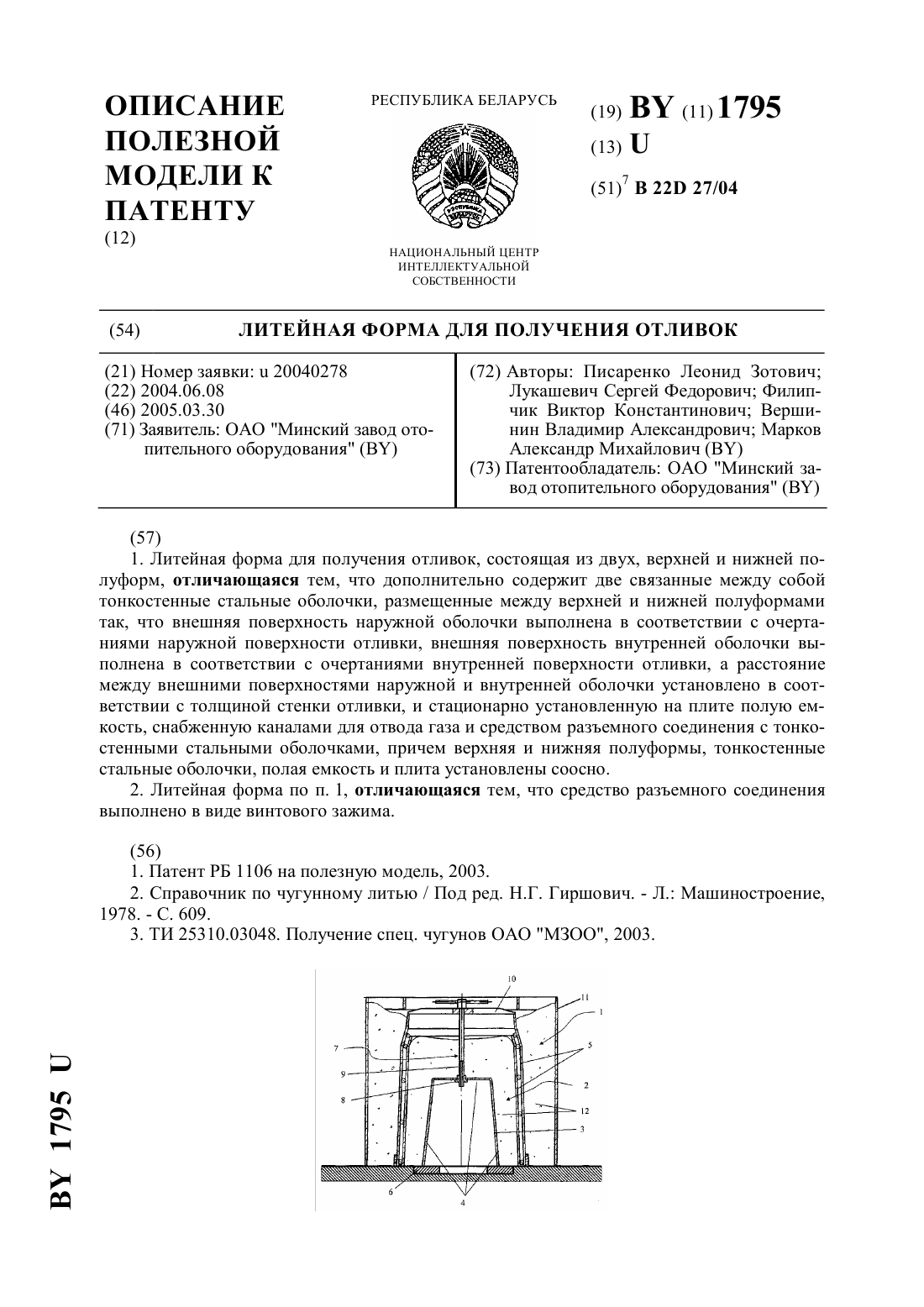
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Литейная форма и устройство для обработки жидкого чугуна присадками
Номер патента: U 2467
Опубликовано: 28.02.2006
Авторы: Марков Александр Михайлович, Лукашевич Сергей Федорович, Филипчик Виктор Константинович, Хацкевич Владимир Анатольевич, Писаренко Леонид Зотович
МПК: B22C 9/00
Метки: литейная, чугуна, обработки, жидкого, форма, присадками, устройство
Текст:
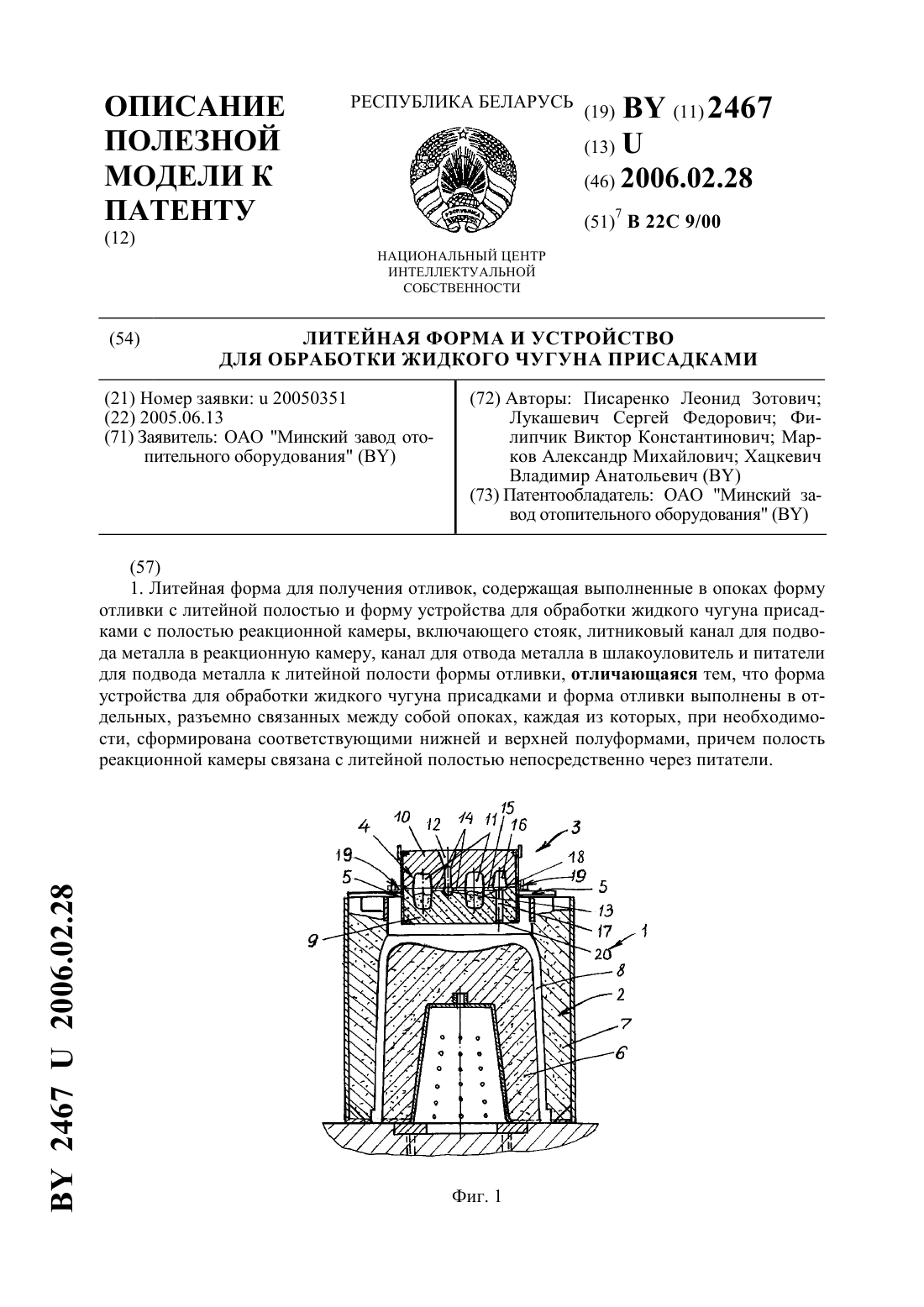
...металла к литейной полости формы отливки, прежде всего, за счет того, что реакционная камера выполнена в виде кольца, входной канал содержит зумпф, расположенный соосно вертикальной оси камеры и, по меньшей мере, два входных питателя, расположенных горизонтально под углом 10-15 к соответствующей горизонтальной оси реакционной камеры со стороны ее внутреннего диаметра, выходной канал содержит, по меньшей мере,два выходных питателя, каждый...
Предыдущий патент: Конструкция заготовки для изготовления поршневого кольца
Следующий патент: Литейная форма для изготовления отливок из стали
Случайный патент: Устройство измерения расхода топлива