Литейная форма для изготовления отливок из стали
Номер патента: U 3454
Опубликовано: 30.04.2007
Авторы: Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Дешук Николай Александрович, Кравченко Виктор Иванович, Галкина Алла Владиславовна
Текст
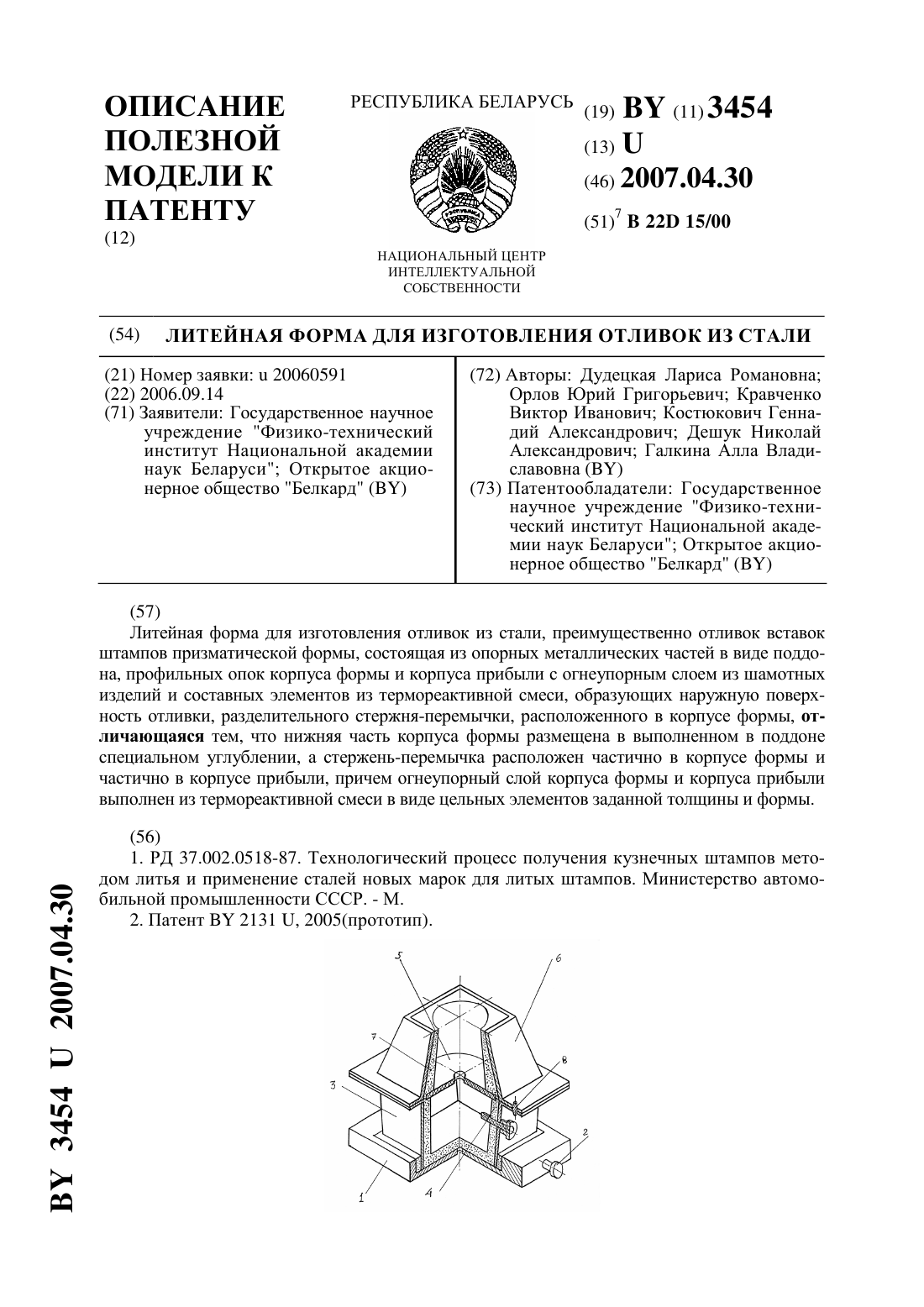
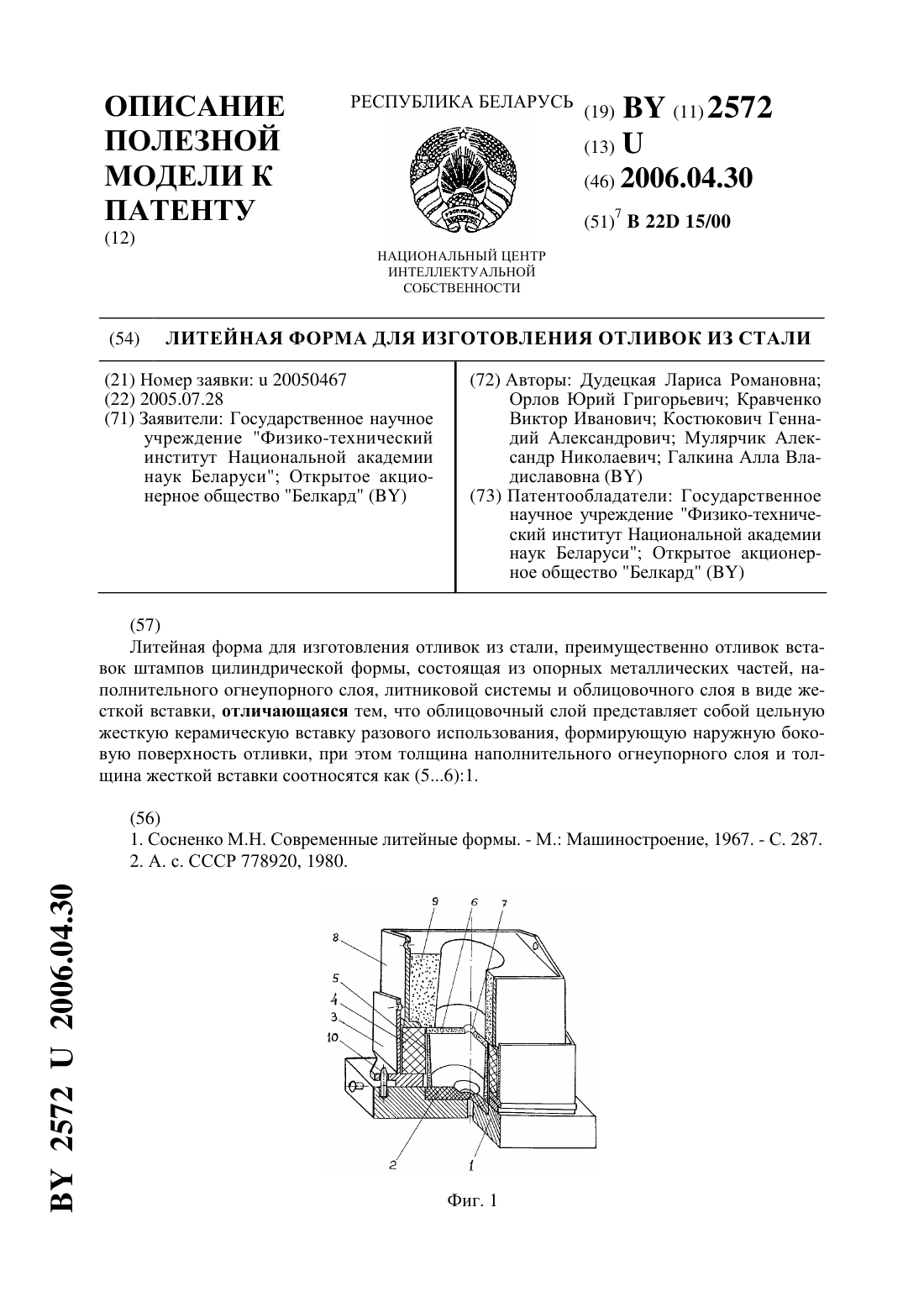
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Кравченко Виктор Иванович Костюкович Геннадий Александрович Дешук Николай Александрович Галкина Алла Владиславовна(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(57) Литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящая из опорных металлических частей в виде поддона, профильных опок корпуса формы и корпуса прибыли с огнеупорным слоем из шамотных изделий и составных элементов из термореактивной смеси, образующих наружную поверхность отливки, разделительного стержня-перемычки, расположенного в корпусе формы, отличающаяся тем, что нижняя часть корпуса формы размещена в выполненном в поддоне специальном углублении, а стержень-перемычка расположен частично в корпусе формы и частично в корпусе прибыли, причем огнеупорный слой корпуса формы и корпуса прибыли выполнен из термореактивной смеси в виде цельных элементов заданной толщины и формы.(56) 1. РД 37.002.0518-87. Технологический процесс получения кузнечных штампов методом литья и применение сталей новых марок для литых штампов. Министерство автомобильной промышленности СССР. - М. 2. Патент 2131 , 2005(прототип). 34542007.04.30 Полезная модель относится к литейному производству и может быть использована при изготовлении отливок вставок штампов из легированной стали преимущественно призматической формы. В современном производстве отливок вставок штампов наиболее распространенным материалом для изготовления литейных форм является формовочная смесь на основе цирконового концентрата и термореактивной смолы, обладающая высокими огнеупорными свойствами и обеспечивающая получение литых заготовок вставок штампов с высокой чистотой поверхности. Известна однократная литейная форма, состоящая из корпуса формы, стержня-перемычки и корпуса прибыли, причем все части формы изготовлены из термореактивной смеси 1. Недостатками данной литейной формы являются большой расход формовочных дорогих и токсичных формовочных материалов, а также значительные трудозатраты на переработку использованных формовочных материалов для их последующего частичного применения. К числу недостатков данной литейной формы можно отнести также отсутствие направленной кристаллизации отливки в связи с однородным составом материала различных частей формы. Известна также литейная форма для изготовления отливок вставок штампов, состоящая из опорных металлических частей в виде поддона, профильных опок для изготовления корпуса формы и корпуса прибыли, огнеупорного слоя из шамотных изделий и составных керамических элементов разового использования из термореактивной смеси,образующих наружную поверхность отливки, а также стержня-перемычки, расположенного в верхней части корпуса формы и отделяющего отливку от прибыли. Данная литейная форма принята за прототип при создании заявляемой полезной модели 2. Литейная форма-прототип имеет следующие недостатки 1. Возникновение дефектов в виде заливов на стыках керамических элементов при заливке металла, приводящих к нарушению размерной точности отливок вставок штампов. 2. Необходимость строгого соответствия размеров шамотных изделий внутренним размерам профильной опоки корпуса формы, что не позволяет использовать его для изготовления отливок нескольких типоразмеров. 3. В связи с тем, что нижняя плоскость корпуса прибыли совпадает с верхней плоскостью поддона, а верхняя плоскость стержня-перемычки совпадает с верхней плоскостью корпуса формы, при заливке литейной формы возможен уход металла по ее разъемам. Задачей настоящей модели является обеспечение возможности изготовления отливок нескольких типоразмеров в одной литейной форме, улучшение ее технологичности, уменьшение расхода огнеупорных материалов, затрачиваемых на ее изготовление, увеличение размерной точности отливок. Указанная задача решается за счет того, что в литейной форме для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящей из опорных металлических частей в виде поддона, профильных опок для изготовления корпуса формы и корпуса прибыли, огнеупорного слоя из шамотных изделий и керамических элементов разового использования из термореактивной смеси, образующих наружную поверхность отливки, а также разделительного стержня-перемычки, нижняя часть корпуса формы размещена в выполненном в поддоне специальном углублении, а стержень-перемычка расположен частично в корпусе формы и частично в корпусе прибыли, причем огнеупорный слой корпуса формы и корпуса прибыли выполнен из термореактивной смеси в виде цельных элементов заданной толщины и формы. На фигуре изображен общий вид заявляемой литейной формы с частичным разрезом. Форма содержит металлический поддон (внешний холодильник), корпус формы, стержень-перемычку и корпус прибыли. Металлический поддон включает стальной корпус 1,транспортировочные цапфы 2 и центровочные элементы для фиксации положения корпуса формы на поддоне (на фигуре не показаны). В центральной части поддона имеется уг 2 34542007.04.30 лубление для размещения в нем корпуса формы. Корпус формы представляет собой профилированную металлическую опоку 3 с облицовочным огнеупорным слоем 4 из термореактивной смеси. Стержень-перемычка 5 из термореактивной смеси имеет толщину, позволяющую разместить его одновременно в корпусе формы и корпусе прибыли. Стержень-перемычка 5 имеет центральное отверстие диаметром 60-80 мм для питания отливки жидким металлом. Корпус прибыли представляет собой профилированную стальную опоку 6 с облицовочным огнеупорным слоем 7 из термореактивной смеси и имеет центровочные элементы 8 для фиксации положения корпуса прибыли на корпусе формы. Изготовление литейной формы для получения стальной отливки вставки штампа призматической формы включает выполнение следующих операций 1.транспортере проходной нагревательной печи устанавливают нижнюю подмодельную плиту с профильной опокой 3 корпуса формы. 2. Оснастку перемещают в печь и нагревают до температуры 200-300 С. 3. Нагретую оснастку выкатывают из печи и засыпают термореактивной смесью, после чего производят виброуплотнение смеси в течение 5-6 с. 4. Корпус формы спекают в нагревательной печи в течение 15-20 мин, после чего снимают его с подмодельной плиты и транспортируют к месту сборки форм. 5. По описанной схеме изготавливают корпус прибыли. Сборку и заливку литейной формы осуществляют следующим образом корпус формы по фиксирующим штырям (не показаны) устанавливают в углубление поддона 1 устанавливают стержень-перемычку 5 в углубление в верхней части корпуса формы. При этом с корпусом формы совмещается только половина высоты стержня-перемычки 5 устанавливают на корпус формы корпус прибыли с использованием центровочных элементов 8. При этом вторая половина высоты стержня-перемычки 5 оказывается в нижней части корпуса прибыли, образуя защитный замок, препятствующий при заливке формы возможному уходу металла из формы, а цельный облицовочный слой формирует отливку высокой точности - литейную форму в сборе транспортируют на заливочную площадку. Заливку металла осуществляют через центральное отверстие в стержне-перемычке 5. После заливки и выдержки отливки в форме выполняют следующие операции снятие корпуса прибыли, снятие с поддона корпуса формы с отливкой, медленное охлаждение ее под охладительным кожухом, извлечение отливки из корпуса формы, отделение прибыли от отливки. Предложенная литейная форма обеспечивает существенное уменьшение расхода термореактивной формовочной смеси за счет небольшой (30-50 мм) толщины облицовочного слоя разового использования. Жесткая цельная конструкция оболочки огнеупорного слоя обеспечивает точность размеров отливки, отсутствие заливов по ее вертикальным ребрам и исключает необходимость использования наполнительного огнеупорного слоя. Таким образом, значительно упрощается технология изготовления литейной формы. Расположение формы в углублении массивного металлического поддона ускоряет теплоотвод от нижней части формы, улучшая структуру рабочей части вставки штампа. Организация направленного теплоотвода способствует уменьшению расхода металла на прибыль. Регулируя толщину облицовочного слоя, можно осуществлять изготовление нескольких типоразмеров отливок вставок штампов в одной литейной форме, меняя размеры модельной оснастки для изготовления корпуса формы. Заявляемую полезную модель предполагается использовать в качестве унифицированной литейной оснастки на ОАО Белкард (г. Гродно) при изготовлении отливок вставок штампов из легированной стали для кузнечных горячештамповочных прессов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/00
Метки: литейная, изготовления, стали, форма, отливок
Код ссылки
<a href="https://by.patents.su/3-u3454-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 3453
Опубликовано: 30.04.2007
Авторы: Кравченко Виктор Иванович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Дешук Николай Александрович
МПК: B22D 15/00
Метки: стали, форма, изготовления, литейная, отливок
Текст:
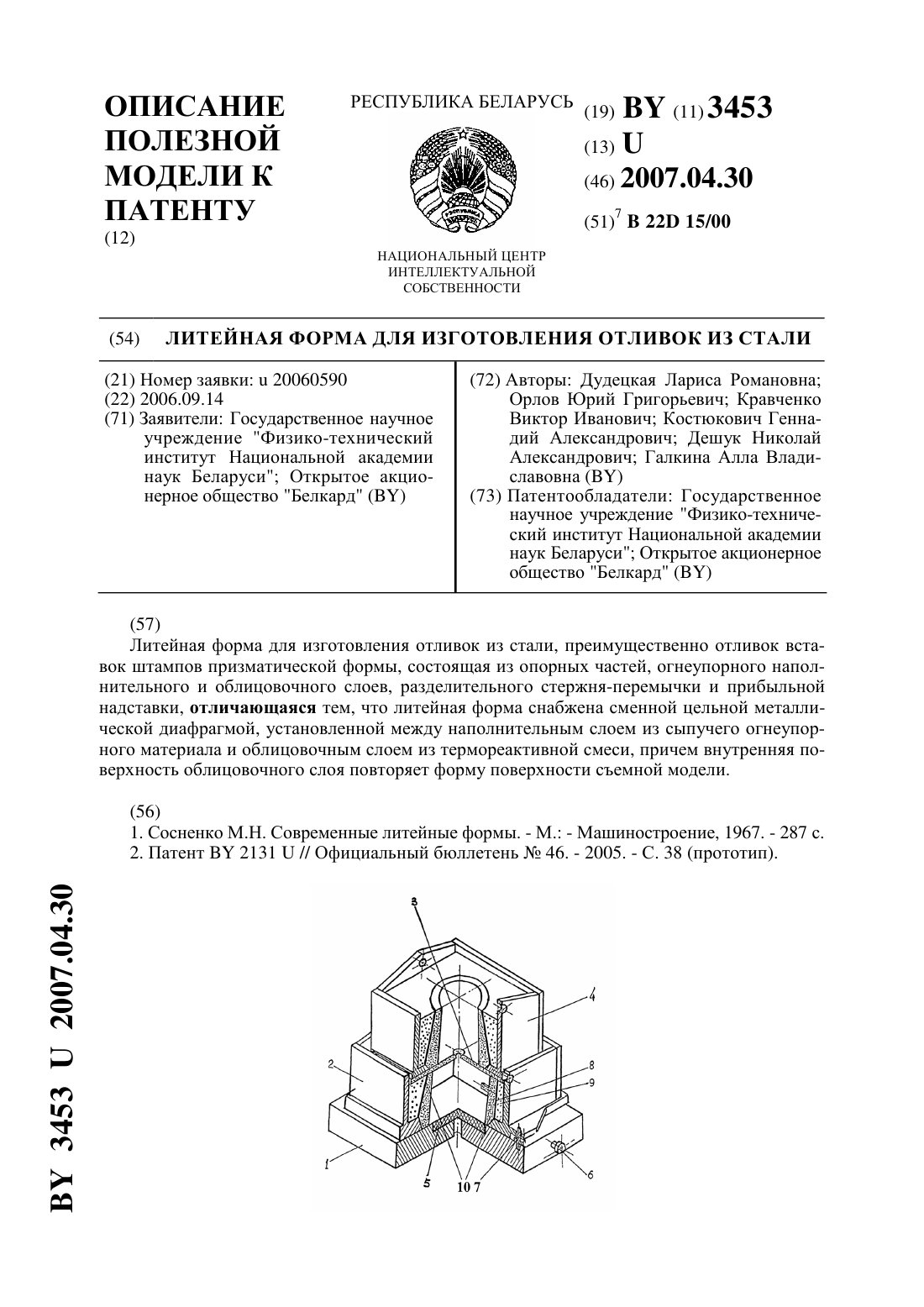
...вид литейной формы с частичным разрезом. Форма содержит металлический поддон 1 (внешний холодильник), корпус 2 формы,стержень-перемычку 3 и прибыльную надставку 4. Металлический поддон 1 снабжен графитовой или керамической набивной вставкой 5, транспортировочными цапфами 6 и направляющими штырями 7 для совмещения поддона 1 с корпусом 2 формы. Корпус 2 формы снабжен сменной металлической диафрагмой 8, установленной между наполнительным 9...
Литейная форма для изготовления отливок из стали
Номер патента: U 2572
Опубликовано: 30.04.2006
Авторы: Галкина Алла Владиславовна, Орлов Юрий Григорьевич, Костюкович Геннадий Александрович, Кравченко Виктор Иванович, Мулярчик Александр Николаевич, Дудецкая Лариса Романовна
МПК: B22D 15/00
Метки: изготовления, форма, литейная, стали, отливок
Текст:
...составляющая огнеупорный облицовочный слой литейной формы и определяющая конфигурацию и размеры отливки. Форма содержит металлический поддон 1 с графитовой вставкой 2, на котором размещена профильная металлическая опока 3. Точное положение профильной опоки 3 на металлическом поддоне 1 определяется двумя штырями 10. В профильной опоке 3 вдоль ее боковых стенок размещены огнеупорный наполнительный слой 4 многократного использования, состоящий...
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Костюкович Геннадий Александрович, Галкина Алла Владиславовна, Кравченко Виктор Иванович, Мулярчик Александр Николаевич, Белый Леонид Степанович
МПК: B22D 15/00
Метки: форма, стали, отливок, изготовления, литейная
Текст:
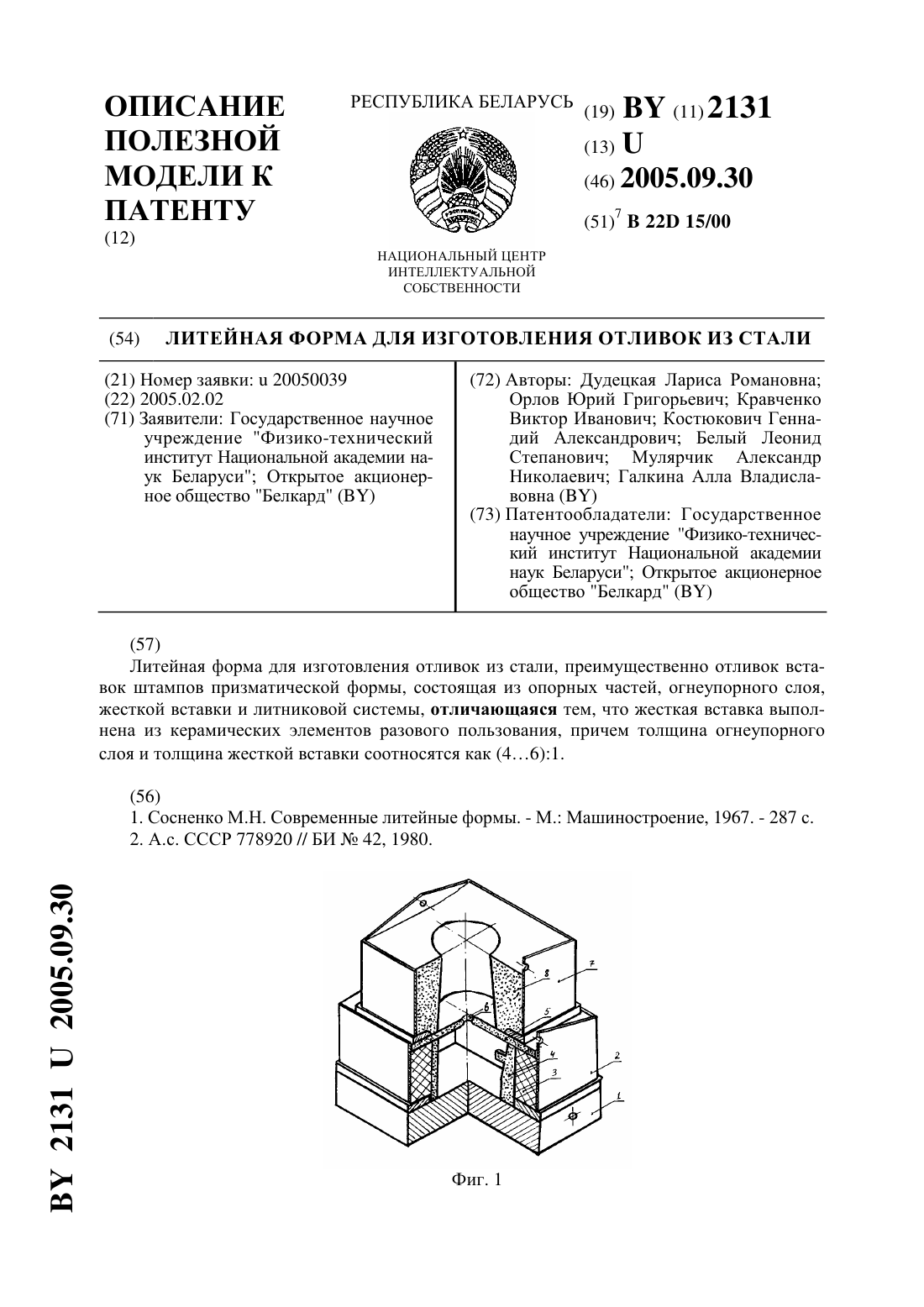
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Кравченко Виктор Иванович, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Дудецкая Лариса Романовна, Белый Леонид Степанович, Мулярчик Александр Николаевич, Орлов Юрий Григорьевич
МПК: B22D 15/00
Метки: литейная, стали, отливок, форма, изготовления
Текст:
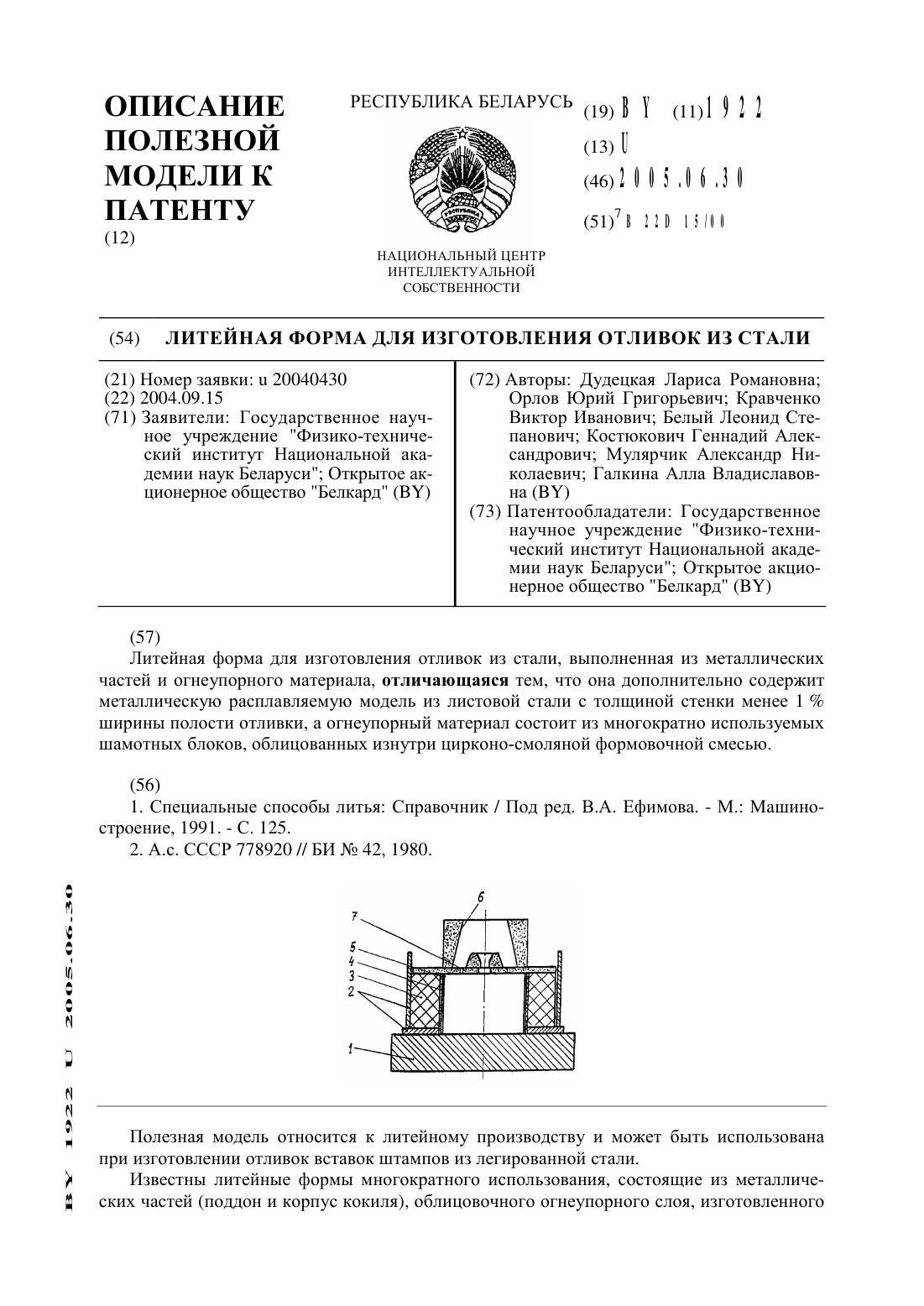
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Лукашевич Сергей Федорович, Писаренко Леонид Зотович, Вершинин Владимир Александрович, Марков Александр Михайлович, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: получения, форма, литейная, отливок
Текст:
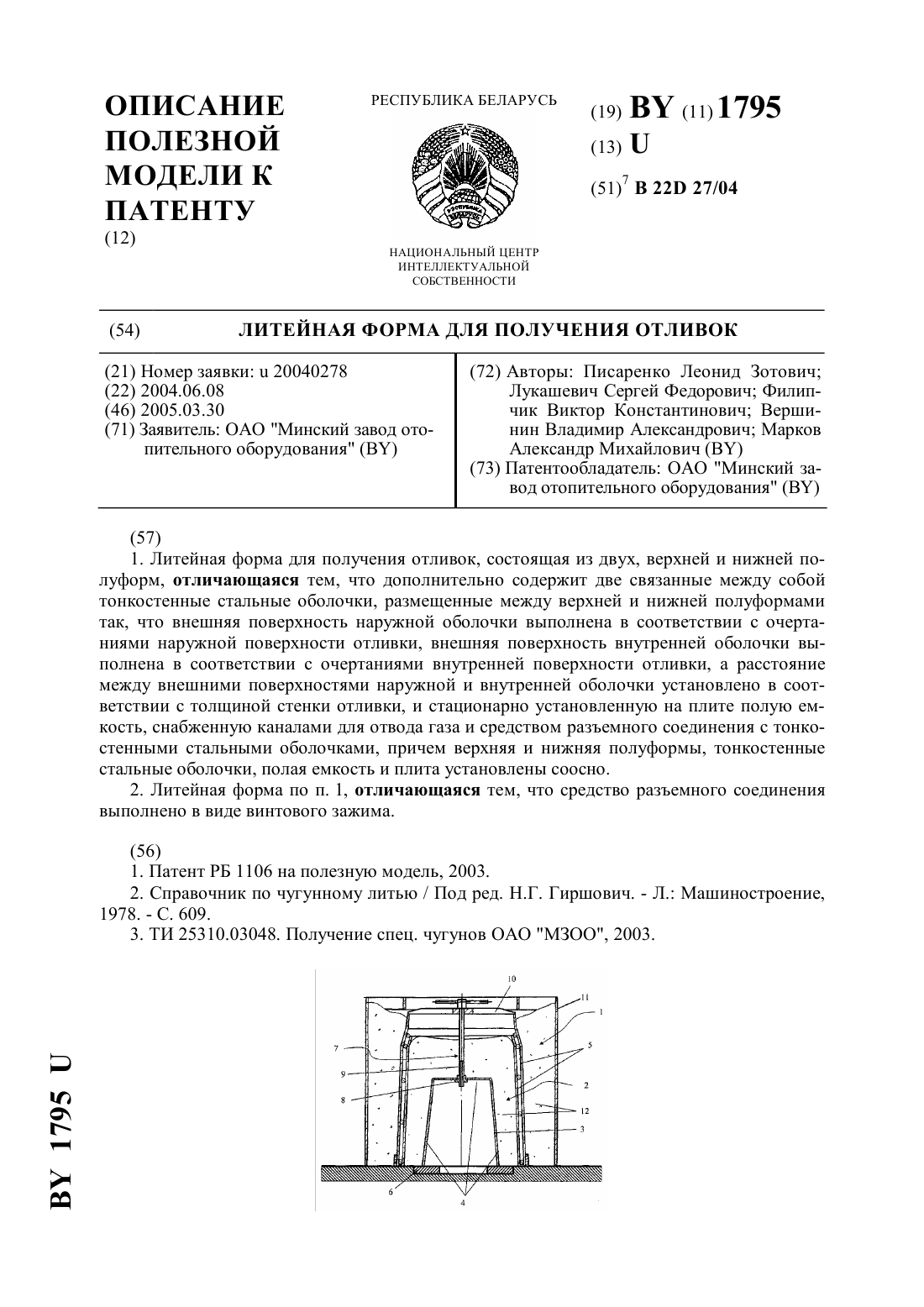
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Предыдущий патент: Литейная форма для изготовления отливок из стали
Следующий патент: Устройство для рыхления с одновременным внесением жидких органических удобрений
Случайный патент: Способ восстановления сгибания предплечья и движений плеча в сагиттальной плоскости при тотальном повреждении плечевого сплетения