Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Галкина Алла Владиславовна, Белый Леонид Степанович, Кравченко Виктор Иванович, Костюкович Геннадий Александрович, Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Мулярчик Александр Николаевич
Текст
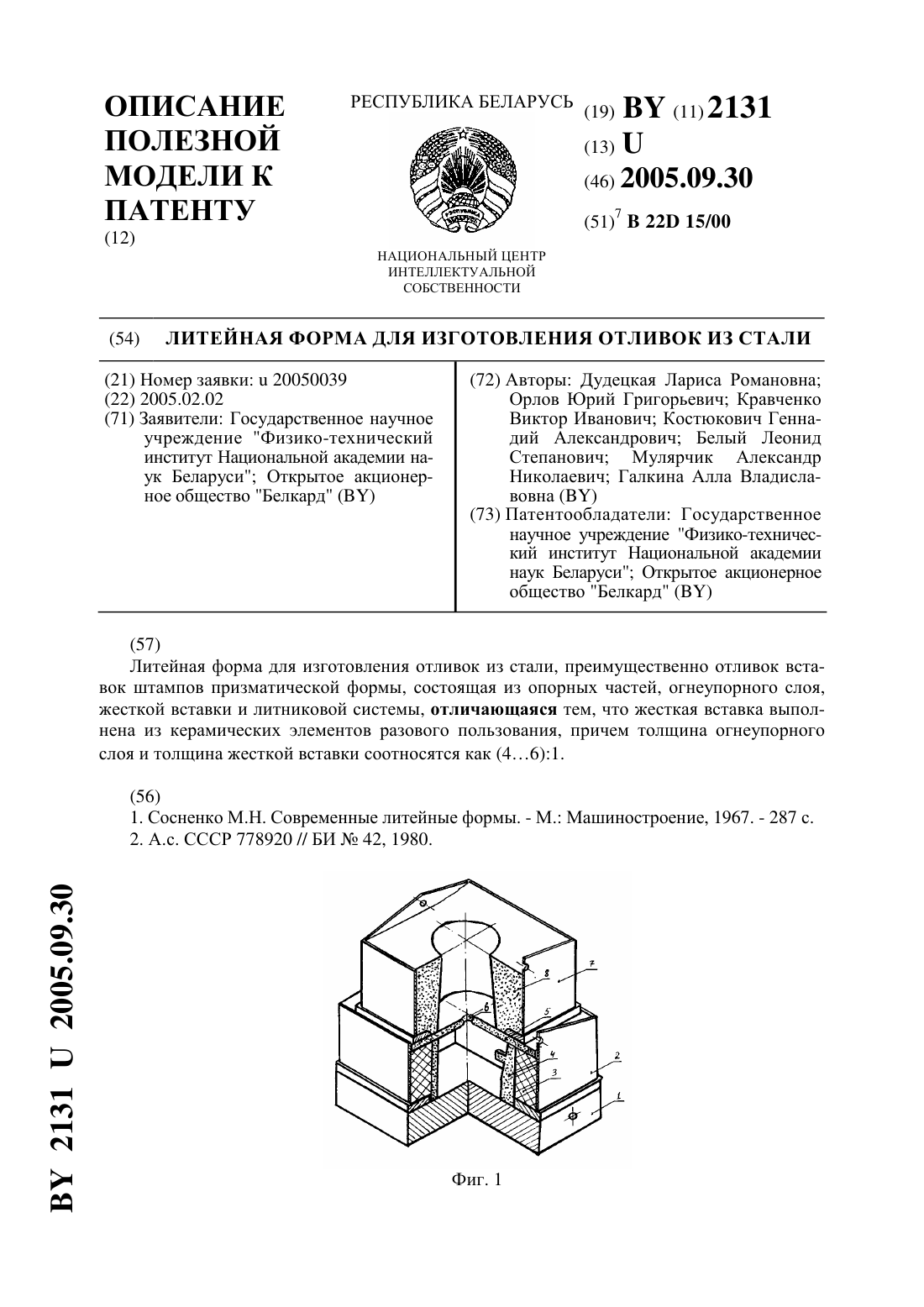
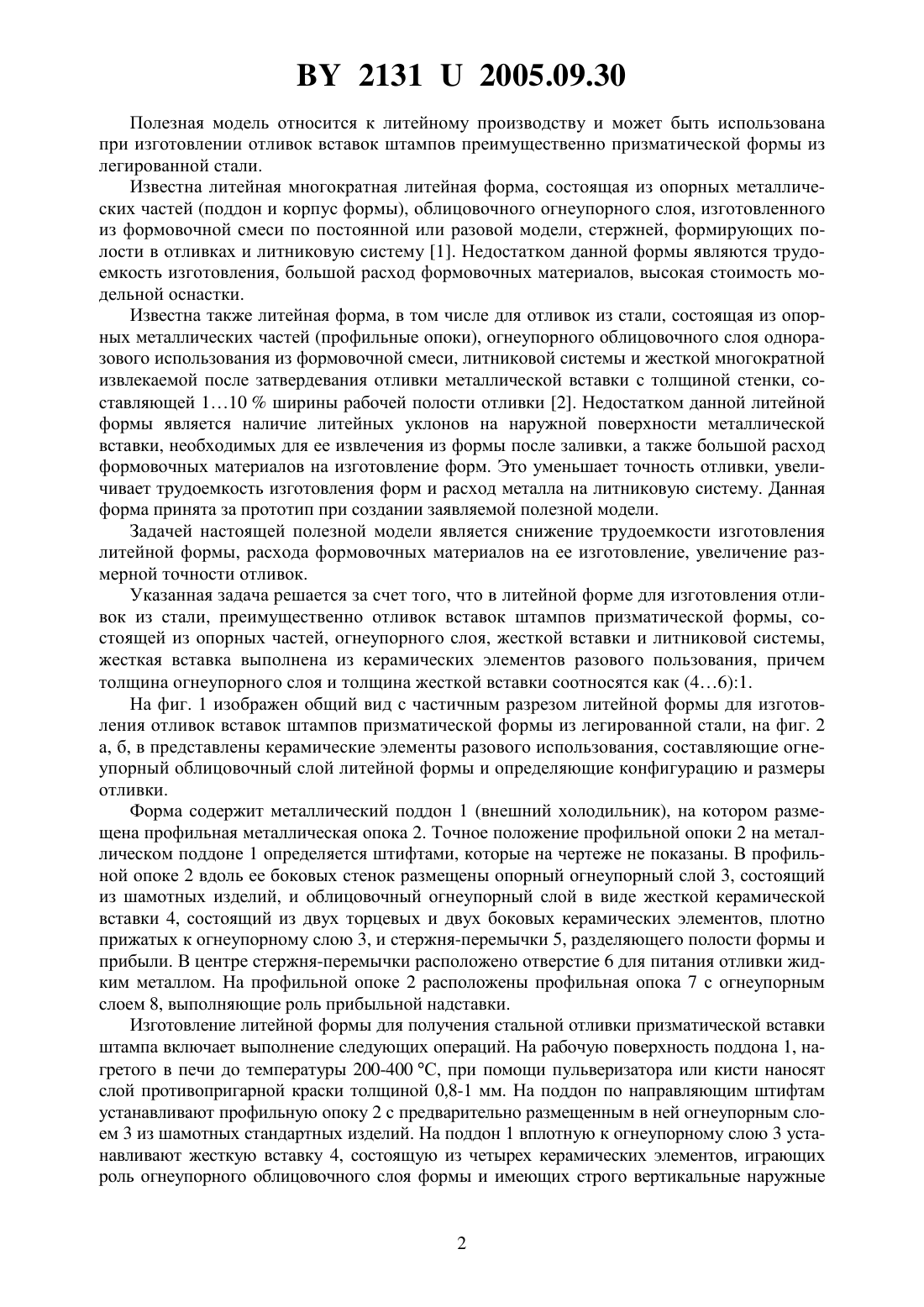
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Кравченко Виктор Иванович Костюкович Геннадий Александрович Белый Леонид Степанович Мулярчик Александр Николаевич Галкина Алла Владиславовна(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард(57) Литейная форма для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящая из опорных частей, огнеупорного слоя,жесткой вставки и литниковой системы, отличающаяся тем, что жесткая вставка выполнена из керамических элементов разового пользования, причем толщина огнеупорного слоя и толщина жесткой вставки соотносятся как (46)1. 21312005.09.30 Полезная модель относится к литейному производству и может быть использована при изготовлении отливок вставок штампов преимущественно призматической формы из легированной стали. Известна литейная многократная литейная форма, состоящая из опорных металлических частей (поддон и корпус формы), облицовочного огнеупорного слоя, изготовленного из формовочной смеси по постоянной или разовой модели, стержней, формирующих полости в отливках и литниковую систему 1. Недостатком данной формы являются трудоемкость изготовления, большой расход формовочных материалов, высокая стоимость модельной оснастки. Известна также литейная форма, в том числе для отливок из стали, состоящая из опорных металлических частей (профильные опоки), огнеупорного облицовочного слоя одноразового использования из формовочной смеси, литниковой системы и жесткой многократной извлекаемой после затвердевания отливки металлической вставки с толщиной стенки, составляющей 110 ширины рабочей полости отливки 2. Недостатком данной литейной формы является наличие литейных уклонов на наружной поверхности металлической вставки, необходимых для ее извлечения из формы после заливки, а также большой расход формовочных материалов на изготовление форм. Это уменьшает точность отливки, увеличивает трудоемкость изготовления форм и расход металла на литниковую систему. Данная форма принята за прототип при создании заявляемой полезной модели. Задачей настоящей полезной модели является снижение трудоемкости изготовления литейной формы, расхода формовочных материалов на ее изготовление, увеличение размерной точности отливок. Указанная задача решается за счет того, что в литейной форме для изготовления отливок из стали, преимущественно отливок вставок штампов призматической формы, состоящей из опорных частей, огнеупорного слоя, жесткой вставки и литниковой системы,жесткая вставка выполнена из керамических элементов разового пользования, причем толщина огнеупорного слоя и толщина жесткой вставки соотносятся как (46)1. На фиг. 1 изображен общий вид с частичным разрезом литейной формы для изготовления отливок вставок штампов призматической формы из легированной стали, на фиг. 2 а, б, в представлены керамические элементы разового использования, составляющие огнеупорный облицовочный слой литейной формы и определяющие конфигурацию и размеры отливки. Форма содержит металлический поддон 1 (внешний холодильник), на котором размещена профильная металлическая опока 2. Точное положение профильной опоки 2 на металлическом поддоне 1 определяется штифтами, которые на чертеже не показаны. В профильной опоке 2 вдоль ее боковых стенок размещены опорный огнеупорный слой 3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие роль прибыльной надставки. Изготовление литейной формы для получения стальной отливки призматической вставки штампа включает выполнение следующих операций. На рабочую поверхность поддона 1, нагретого в печи до температуры 200-400 С, при помощи пульверизатора или кисти наносят слой противопригарной краски толщиной 0,8-1 мм. На поддон по направляющим штифтам устанавливают профильную опоку 2 с предварительно размещенным в ней огнеупорным слоем 3 из шамотных стандартных изделий. На поддон 1 вплотную к огнеупорному слою 3 устанавливают жесткую вставку 4, состоящую из четырех керамических элементов, играющих роль огнеупорного облицовочного слоя формы и имеющих строго вертикальные наружные 21312005.09.30 стенки. Место стыков боковых и торцевых керамических элементов жесткой вставки промазывают клеем из жидкого стекла и фенолформальдегидной смолы. После продувки полости формы сжатым воздухом устанавливают стержень-перемычку 5 и прибыльную надставку в виде профильной опоки 7 с огнеупорным слоем 8. Собранную форму устанавливают на транспортировочный поддон и перемещают на заливочную площадку. Заливка металла в форму осуществляется через центральное отверстие 6 в стержнеперемычке 5. После окончания заливки и выдержки отливки в форме выполняют следующие операции снятие прибыльной надставки 7, снятие с поддона 1 профильной опоки 2 с огнеупорным слоем 3 и с отливкой, медленное охлаждение ее в проходной печи, выбивка отливки из опоки и отделение прибыли от отливки. Предложенная литейная форма обеспечивает уменьшение расхода формовочных материалов за счет небольшой (10-15 мм) толщины керамической вставки разового использования. В результате разрушения вставки при заливке формы отливка может не иметь литейных уклонов, что повышает ее точность и облегчает механическую обработку. В результате использования отверстия 6 в стержне-перемычке 5 в качестве приемной воронки для заливки металла в предлагаемой форме отсутствуют такие элементы литниковопитающей системы, как стояк, шлакоуловитель и питатели. После заполнения формы отверстие 6 служит для питания металла в форме из прибыли. Такой способ заполнения формы и наличие массивного металлического поддона способствуют направленному и быстрому затвердеванию отливки, устраняют опасность возникновения в теле отливки усадочной раковины, улучшают ее структуру и уменьшают размер прибыли. По мере затвердевания металла в форме происходит выгорание синтетической смолы из жесткой вставки 4, в результате чего она разрушается, образуя зазор между отливкой и огнеупорным слоем 3. Для обеспечения необходимых технологических свойств жесткой вставки соотношение между толщиной ее элементов и огнеупорным слоем 3 литейной формы должно находиться в пределах (46)1. При большей величине данного соотношения не происходит своевременного разрушения вставки,при меньшей - вставка разрушается раньше образования закристаллизовавшегося слоя на боковой поверхности отливки, прибыли. За счет уменьшения расхода формовочных материалов на 30-40 в результате многократного использования огнеупорного слоя из шамотных изделий снижаются затраты на изготовление литейной формы. Направленное затвердевание отливки в форме способствует повышению эксплуатационной стойкости литой штамповой оснастки из легированной стали, а отсутствие традиционной литниковой системы увеличивает выход годных отливок. Данная полезная модель в настоящее время проходит опытнопромышленное опробование на ОАО Белкард (г. Гродно) при изготовлении отливок вставок штампов из легированной стали для кузнечных горячештамповочных прессов. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/00
Метки: отливок, форма, литейная, стали, изготовления
Код ссылки
<a href="https://by.patents.su/3-u2131-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Мулярчик Александр Николаевич, Галкина Алла Владиславовна, Белый Леонид Степанович, Костюкович Геннадий Александрович, Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: стали, отливок, изготовления, литейная, форма
Текст:
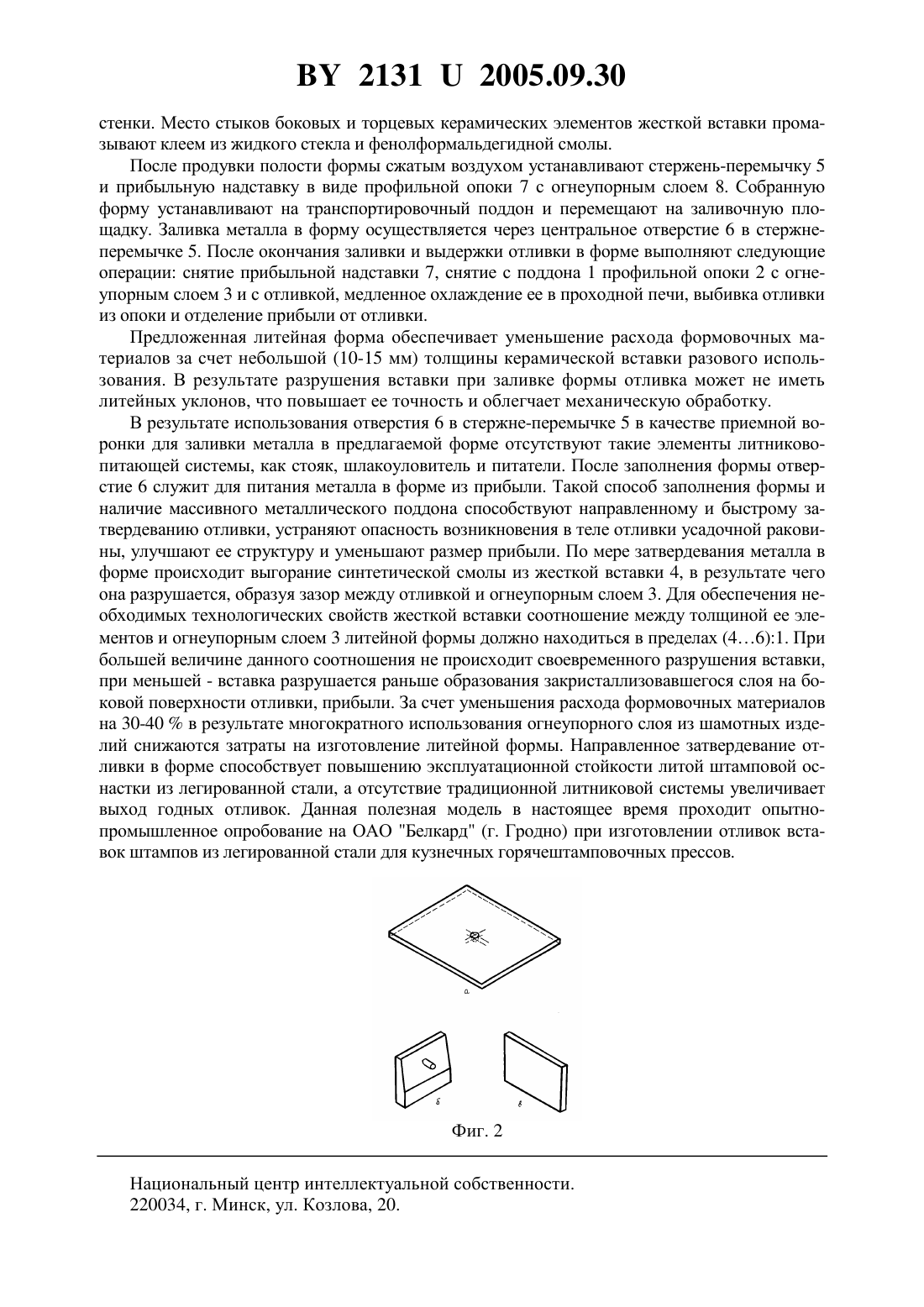
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Литейная форма для получения отливок
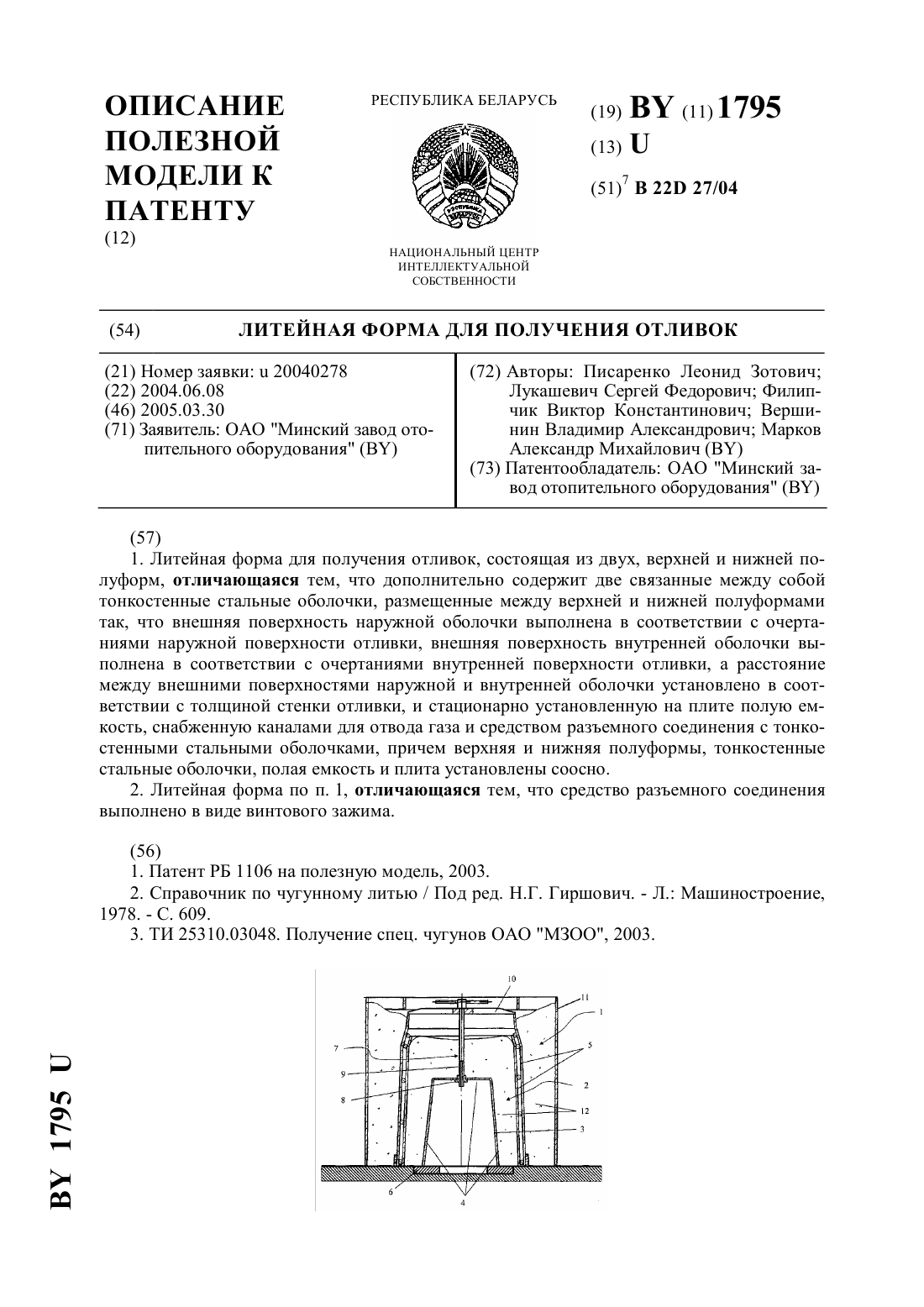
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Филипчик Виктор Константинович, Лукашевич Сергей Федорович, Марков Александр Михайлович, Вершинин Владимир Александрович, Писаренко Леонид Зотович
МПК: B22D 27/04
Метки: получения, форма, литейная, отливок
Текст:
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Устройство для получения отливок
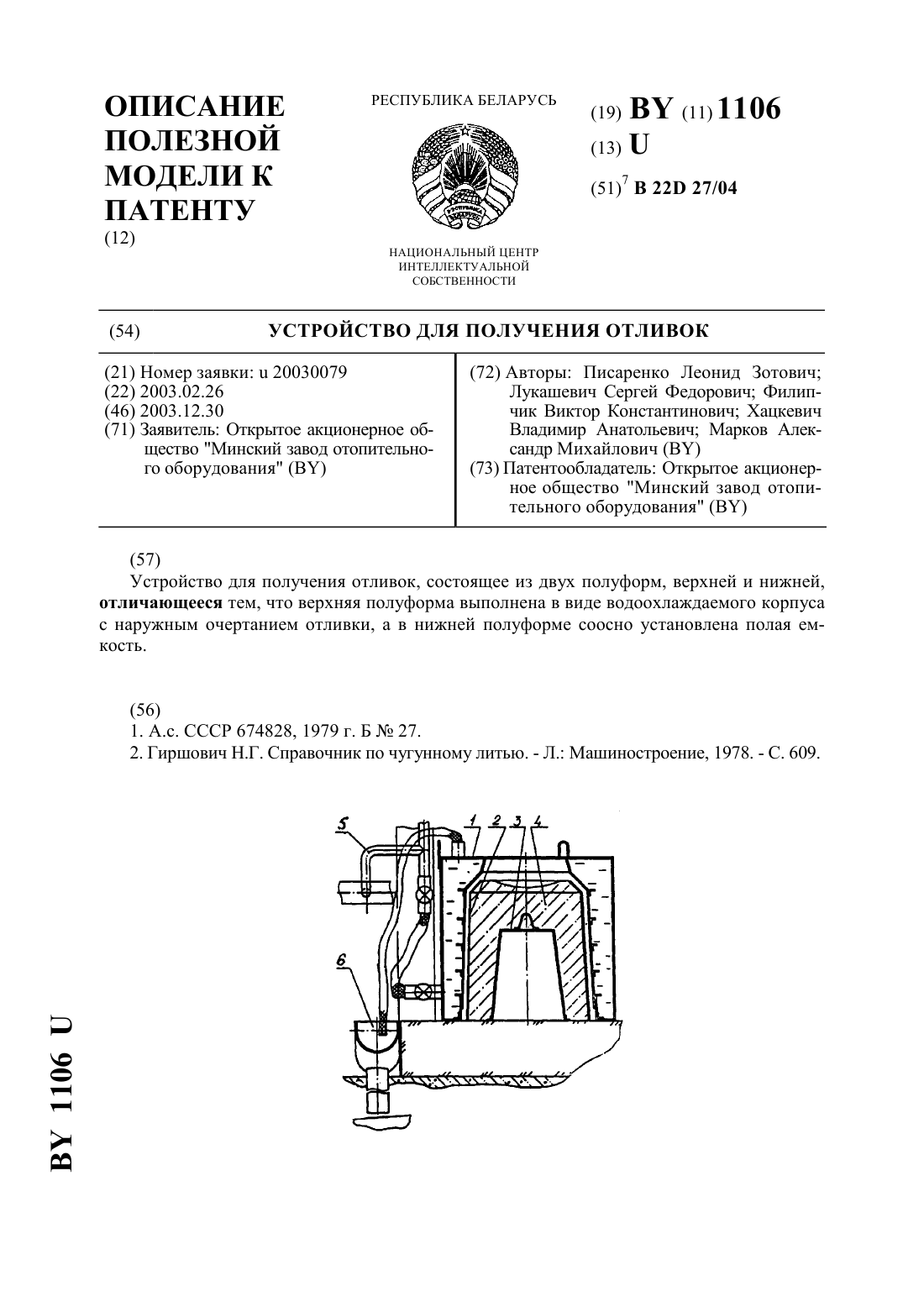
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Писаренко Леонид Зотович, Марков Александр Михайлович, Филипчик Виктор Константинович, Лукашевич Сергей Федорович, Хацкевич Владимир Анатольевич
МПК: B22D 27/04
Метки: устройство, отливок, получения
Текст:
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Разъемная форма для изготовления декоративных плит
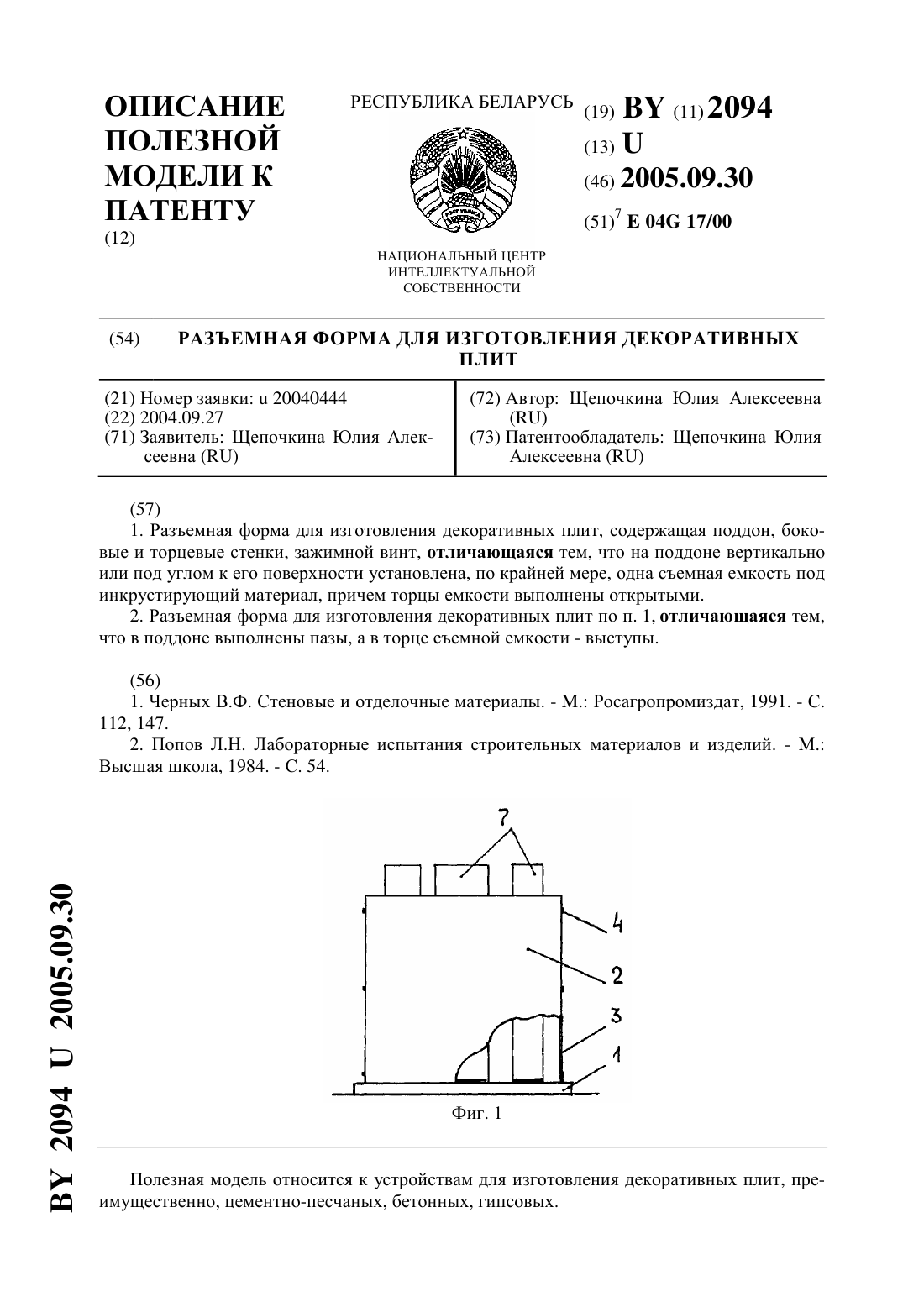
Номер патента: U 2094
Опубликовано: 30.09.2005
Автор: Щепочкина Юлия Алексеевна
МПК: E04G 17/00
Метки: декоративных, форма, плит, разъемная, изготовления
Текст:
...вертикально или под углом к его поверхности установлена, по крайней мере, одна съемная емкость под инкрустирующий материал, причем торцы емкости выполнены открытыми. В поддоне выполнены пазы, а в торце съемной емкости - выступы. На фиг. 1 показана разъемная форма для изготовления декоративных плит, вид сбоку на фиг. 2 - то же, что на фиг. 1, вид сверху на фиг 3 изображено крепление съемной емкости на поддоне. Форма содержит поддон 1,...
Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали
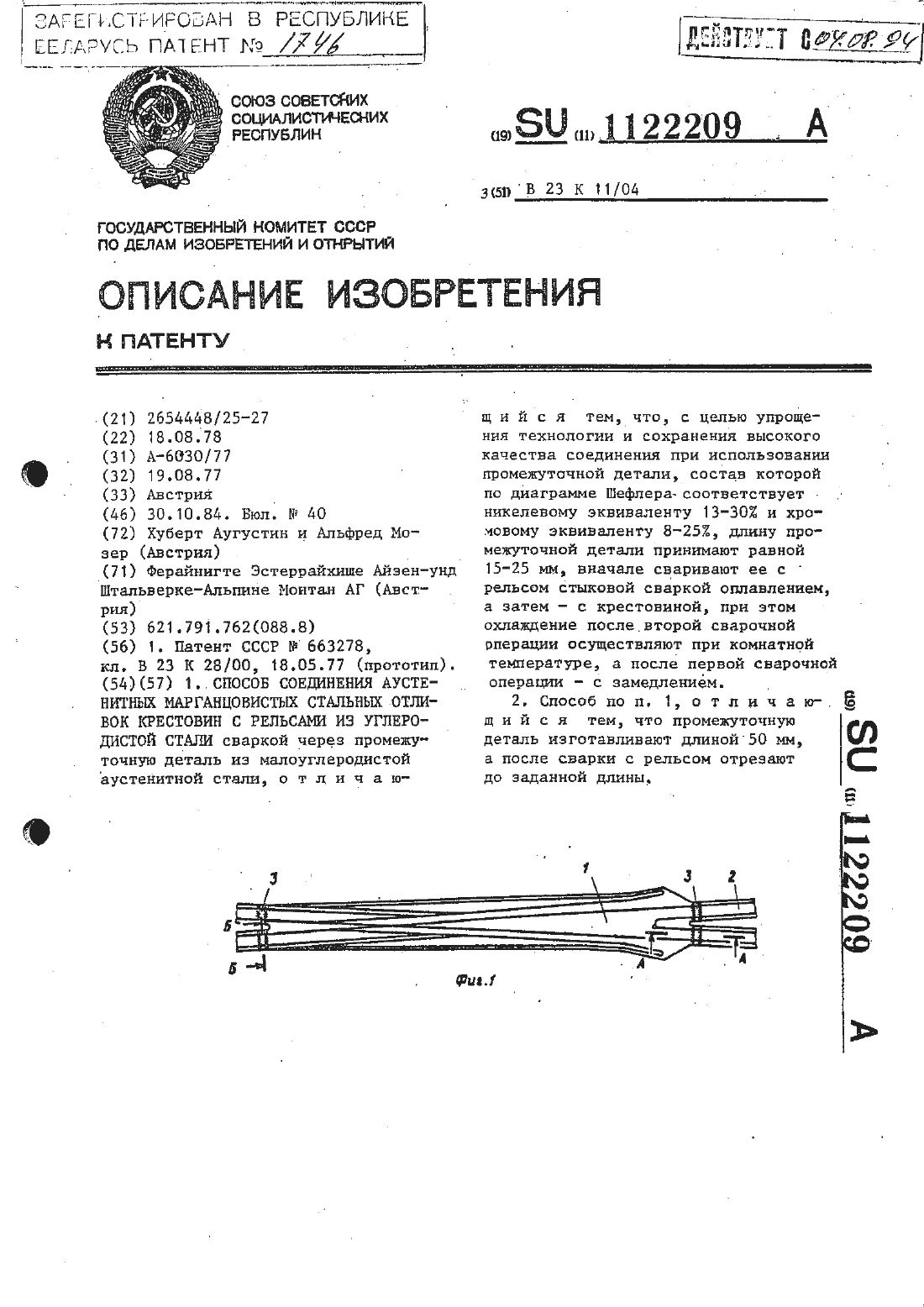
Номер патента: 1746
Опубликовано: 30.09.1997
Авторы: Хуберт Аугустин, Альфред Мозер
МПК: B23K 11/04
Метки: отливок, крестовин, стальных, аустенитных, способ, марганцовистых, стали, рельсами, углеродистой, соединения
Текст:
...поезд 3.- 11222 кн). Охлаждение после первой сварочной операции, в которой промежуточная деталь была приварена к крестовине, может без затрУднений осуществляться настолько медленно что избе 5 гается возникновение подкалки рельсовой стали, так как нет никакого влияния на крестовину. Если во второй сварочной операции крестовина сваривается с промежуточной деталью, 10 то при небольшой длине промежуточной детали лервы сварной шов между...
Предыдущий патент: Ножницы усиленные
Следующий патент: Многоканальная плоская прессованная труба
Случайный патент: Виброустойчивый интерферометр