Алмазный шлифовальный инструмент
Номер патента: U 4514
Опубликовано: 30.08.2008
Авторы: Кузей Анатолий Михайлович, Францкевич Алла Владимировна
Текст
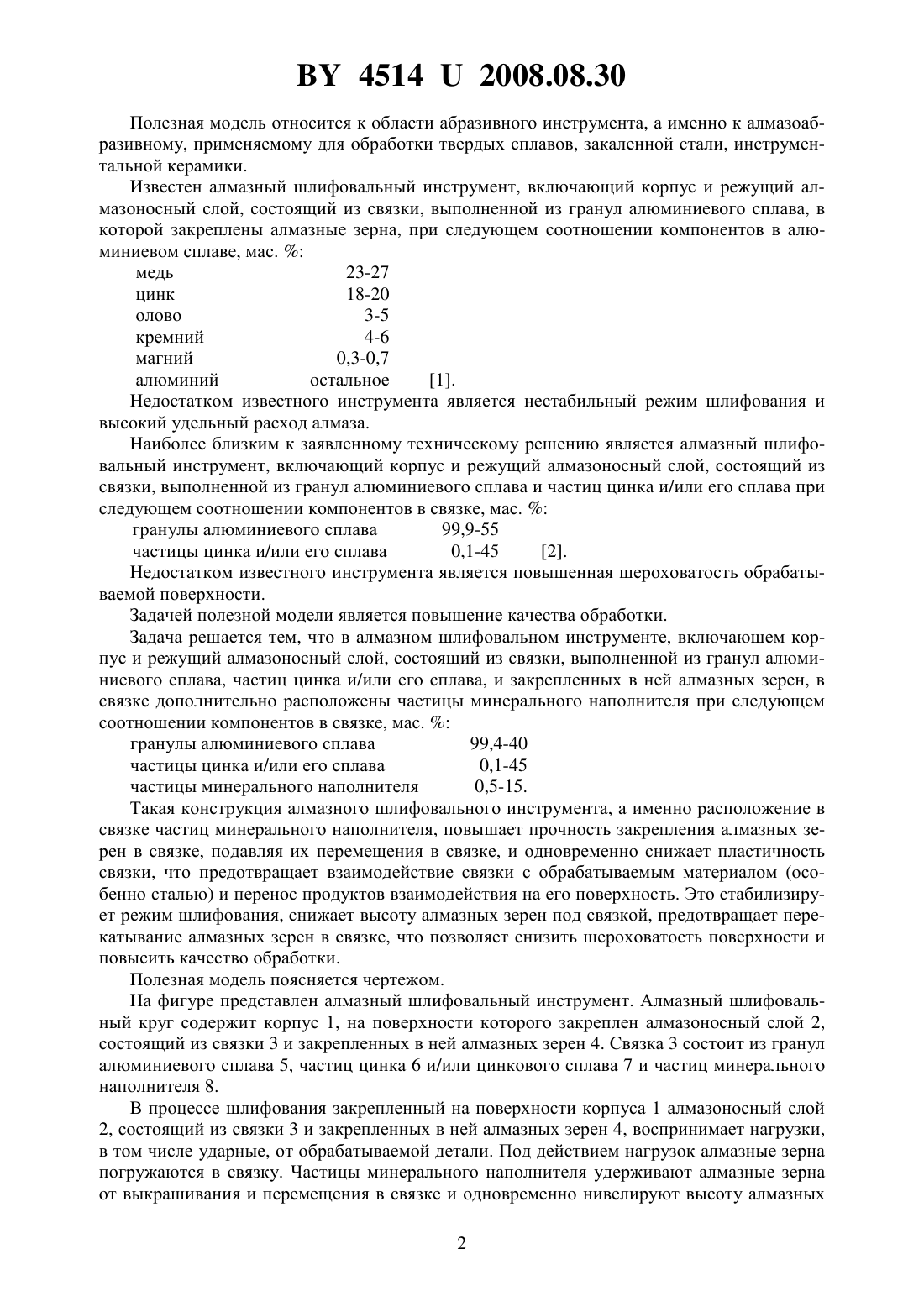
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Кузей Анатолий Михайлович Францкевич Алла Владимировна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Алмазный шлифовальный инструмент, включающий корпус и режущий алмазоносный слой, состоящий из связки, выполненной из гранул алюминиевого сплава и частиц цинка и/или цинкового сплава и закрепленных в ней алмазных зерен, отличающийся тем,что в связке дополнительно расположены частицы минерального наполнителя при следующем соотношении компонентов в связке, мас.гранулы алюминиевого сплава 99,4-40 частицы цинка и/или его сплава 0,1-45 частицы минерального наполнителя 0,5-15. 45142008.08.30 Полезная модель относится к области абразивного инструмента, а именно к алмазоабразивному, применяемому для обработки твердых сплавов, закаленной стали, инструментальной керамики. Известен алмазный шлифовальный инструмент, включающий корпус и режущий алмазоносный слой, состоящий из связки, выполненной из гранул алюминиевого сплава, в которой закреплены алмазные зерна, при следующем соотношении компонентов в алюминиевом сплаве, мас.медь 23-27 цинк 18-20 олово 3-5 кремний 4-6 магний 0,3-0,7 алюминий остальное 1. Недостатком известного инструмента является нестабильный режим шлифования и высокий удельный расход алмаза. Наиболее близким к заявленному техническому решению является алмазный шлифовальный инструмент, включающий корпус и режущий алмазоносный слой, состоящий из связки, выполненной из гранул алюминиевого сплава и частиц цинка и/или его сплава при следующем соотношении компонентов в связке, мас.гранулы алюминиевого сплава 99,9-55 частицы цинка и/или его сплава 0,1-45 2. Недостатком известного инструмента является повышенная шероховатость обрабатываемой поверхности. Задачей полезной модели является повышение качества обработки. Задача решается тем, что в алмазном шлифовальном инструменте, включающем корпус и режущий алмазоносный слой, состоящий из связки, выполненной из гранул алюминиевого сплава, частиц цинка и/или его сплава, и закрепленных в ней алмазных зерен, в связке дополнительно расположены частицы минерального наполнителя при следующем соотношении компонентов в связке, мас.гранулы алюминиевого сплава 99,4-40 частицы цинка и/или его сплава 0,1-45 частицы минерального наполнителя 0,5-15. Такая конструкция алмазного шлифовального инструмента, а именно расположение в связке частиц минерального наполнителя, повышает прочность закрепления алмазных зерен в связке, подавляя их перемещения в связке, и одновременно снижает пластичность связки, что предотвращает взаимодействие связки с обрабатываемым материалом (особенно сталью) и перенос продуктов взаимодействия на его поверхность. Это стабилизирует режим шлифования, снижает высоту алмазных зерен под связкой, предотвращает перекатывание алмазных зерен в связке, что позволяет снизить шероховатость поверхности и повысить качество обработки. Полезная модель поясняется чертежом. На фигуре представлен алмазный шлифовальный инструмент. Алмазный шлифовальный круг содержит корпус 1, на поверхности которого закреплен алмазоносный слой 2,состоящий из связки 3 и закрепленных в ней алмазных зерен 4. Связка 3 состоит из гранул алюминиевого сплава 5, частиц цинка 6 и/или цинкового сплава 7 и частиц минерального наполнителя 8. В процессе шлифования закрепленный на поверхности корпуса 1 алмазоносный слой 2, состоящий из связки 3 и закрепленных в ней алмазных зерен 4, воспринимает нагрузки,в том числе ударные, от обрабатываемой детали. Под действием нагрузок алмазные зерна погружаются в связку. Частицы минерального наполнителя удерживают алмазные зерна от выкрашивания и перемещения в связке и одновременно нивелируют высоту алмазных 2 45142008.08.30 зерен под связкой. Частицы цинка (или его сплава) снижают тепловыделение в зоне резания, что повышает алмазоудержание. В результате алмазные зерна не выкрашиваются из связки и участвуют в процессе резания до полного разрушения. Частицы минерального наполнителя под воздействием обрабатываемой поверхности разрушаются и одновременно разрушают пластичные частицы цинка (или его сплава) и гранулы алюминиевого сплава, обеспечивая равномерное выступание неизношенных алмазных зерен. Все это обеспечивает стабильный режим шлифования, одинаковую высоту алмазных зерен под связкой,формирование однородного рельефа и снижение его шероховатости. Пример 1. Алмазным шлифовальным инструментом (круг формы 1 А 1 20010576, АС-6 80/63 100 ) шлифовали твердый сплав Т 15 К 6. Производительность шлифования составляла 600 мм 3/мин. Соотношение компонентов в связке, мас.гранулы алюминиевого сплава 99,4 частицы цинка и/или его сплава 0,1 частицы минерального наполнителя (В 4 С) 0,5. Шероховатостьповерхности твердого сплава составила 0,32 мкм. При обработке твердого сплава известным инструментом шероховатость составила 0,18 мкм. Пример 2. Алмазным шлифовальным инструментом (круг формы 1 А 1 20010576, АС-6 80/63 100 ) шлифовали твердый сплав Т 15 К 6. Производительность шлифования составляла 600 мм 3/мин. Соотношение компонентов в связке, мас.гранулы алюминиевого сплава 72 частицы цинка и/или его сплава 20 частицы минерального наполнителя 8. Шероховатость поверхности твердого сплава составила 0,28 мкм. При обработке твердого сплава известным инструментом шероховатость составила 0,16 мкм. Пример 3. Алмазным шлифовальным инструментом (круг формы 1 А 1 20010576, АС-6 80/63 100 ) шлифовали твердый сплав Т 15 К 6. Производительность шлифования составляла 600 мм 3/мин. Соотношение компонентов в связке, мас.гранулы алюминиевого сплава 40 частицы цинка и/или его сплава 45 частицы минерального наполнителя 15. Шероховатость поверхности твердого сплава составила 0,32 мкм. При обработке твердого сплава известным инструментом шероховатость составила 0,16 мкм. Таким образом, применение полезной модели позволяет повысить качество обработки поверхности. Область применения полезной модели - машиностроение. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24D 3/00
Метки: шлифовальный, инструмент, алмазный
Код ссылки
<a href="https://by.patents.su/3-u4514-almaznyjj-shlifovalnyjj-instrument.html" rel="bookmark" title="База патентов Беларуси">Алмазный шлифовальный инструмент</a>
Алмазный шлифовальный круг
Номер патента: U 4508
Опубликовано: 30.06.2008
Автор: Кузей Анатолий Михайлович
МПК: B24D 3/00
Метки: шлифовальный, круг, алмазный
Текст:
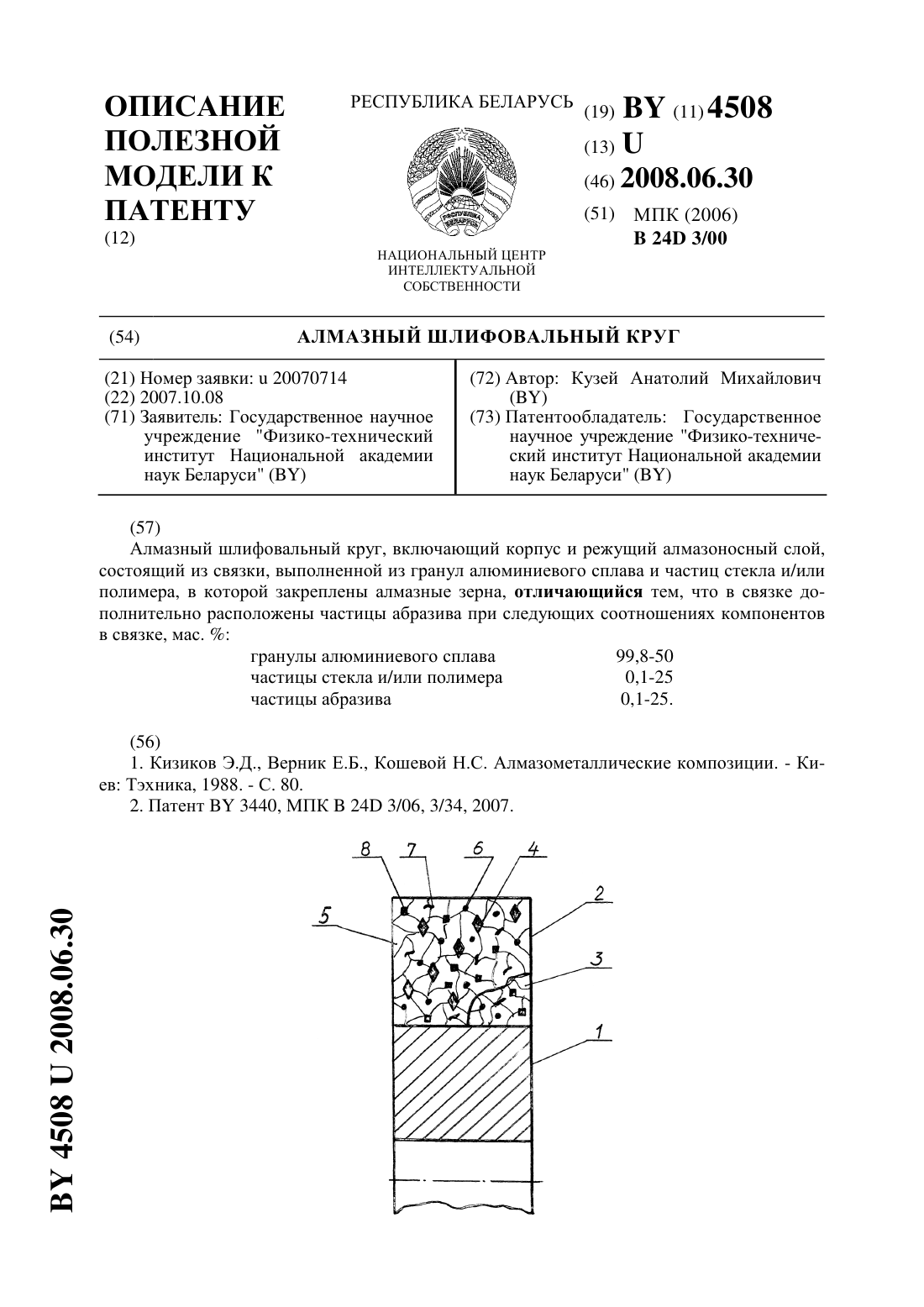
...в зоне резания. Частицы стекла и абразива повышают износостойкость и одновременно снижают пластичность связки, что обеспечивает ее разрушение и обнажение новых алмазных зерен. Частицы полимера заполняют поры между гранулами алюминиевого сплава и частицами абразива, предотвращая перемещение алмазных зерен по связке при воздействии ударных нагрузок. В результате высота алмазных зерен на поверхности, что приводит к снижению шероховатости...
Алмазный шлифовальный круг
Номер патента: U 3467
Опубликовано: 30.04.2007
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович
МПК: B24D 3/00
Метки: алмазный, шлифовальный, круг
Текст:
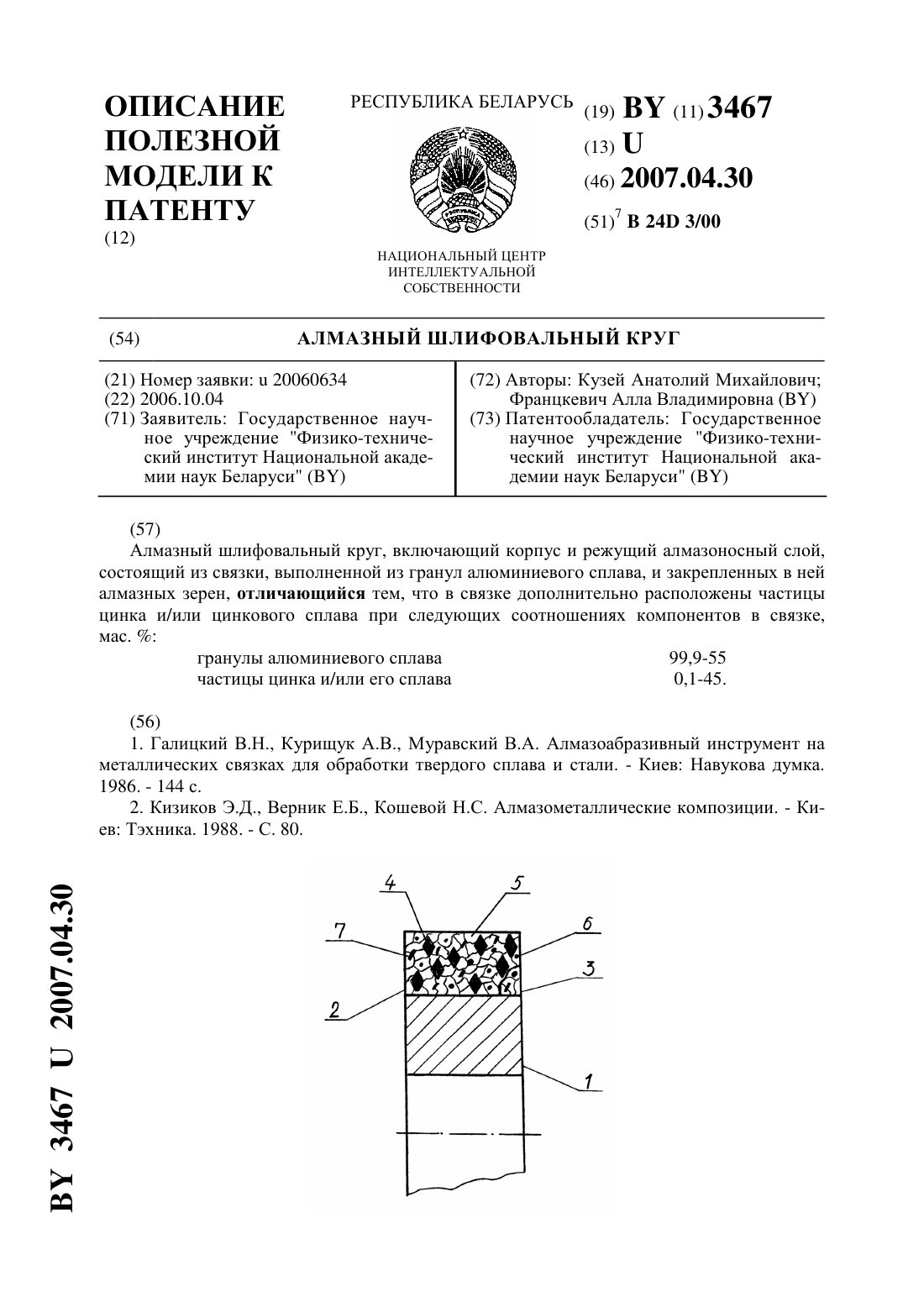
...шлифовального круга обеспечивает прочное закрепление алмазных зерен гранулами алюминиевого сплава вследствие заполнения пор частицами цинка и/или его сплава. Кроме того, частицы цинкового сплава снижают коэффициент трения связки с обрабатываемым материалом, особенно с закаленной сталью. Это позволяет снизить тепловыделение в зоне резания, повысить прочность закрепления зерен в связке и снизить удельный расход алмаза. Полезная модель...
Алмазный шлифовальный круг
Номер патента: U 3440
Опубликовано: 30.04.2007
Автор: Кузей Анатолий Михайлович
Метки: шлифовальный, круг, алмазный
Текст:
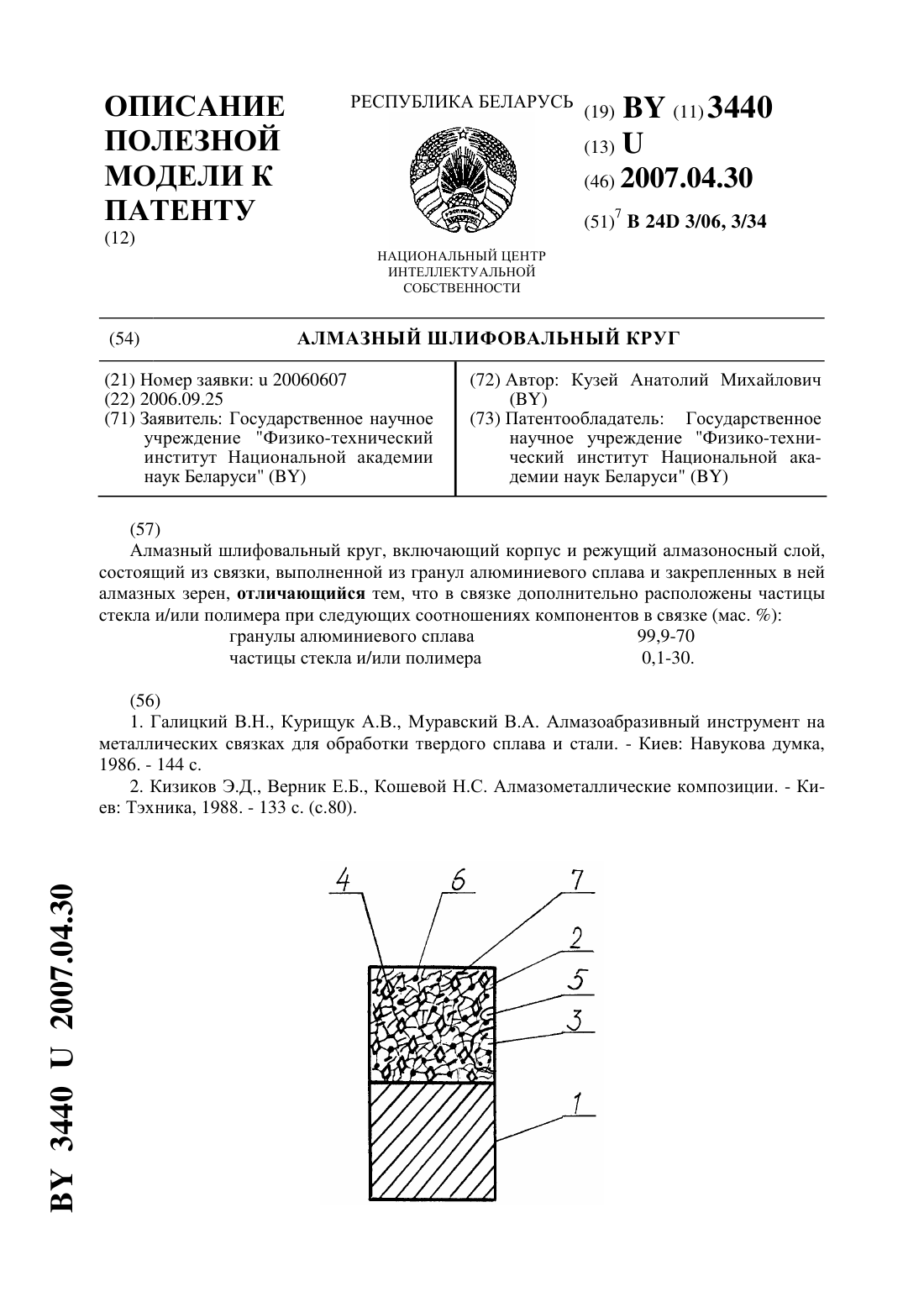
...шлифовального круга обеспечивает прочное закрепление алмазных зерен и одновременное снижение тепловыделения в зоне резания, что позволяет повысить производительность шлифования. Частицы стекла, расположенные в связке, повышают ее износостойкость, алмазоудержание и прочность за счет прочности сцепления частиц стекла с зернами алмаза и гранулами алюминиевого сплава. Частицы полимера заполняют поры между гранулами, гранулами и алмазными...
Алмазный шлифовальный круг
Номер патента: U 3302
Опубликовано: 28.02.2007
Авторы: Кузей Анатолий Михайлович, Лебедев Владимир Яковлевич
МПК: B24D 3/34
Метки: шлифовальный, круг, алмазный
Текст:
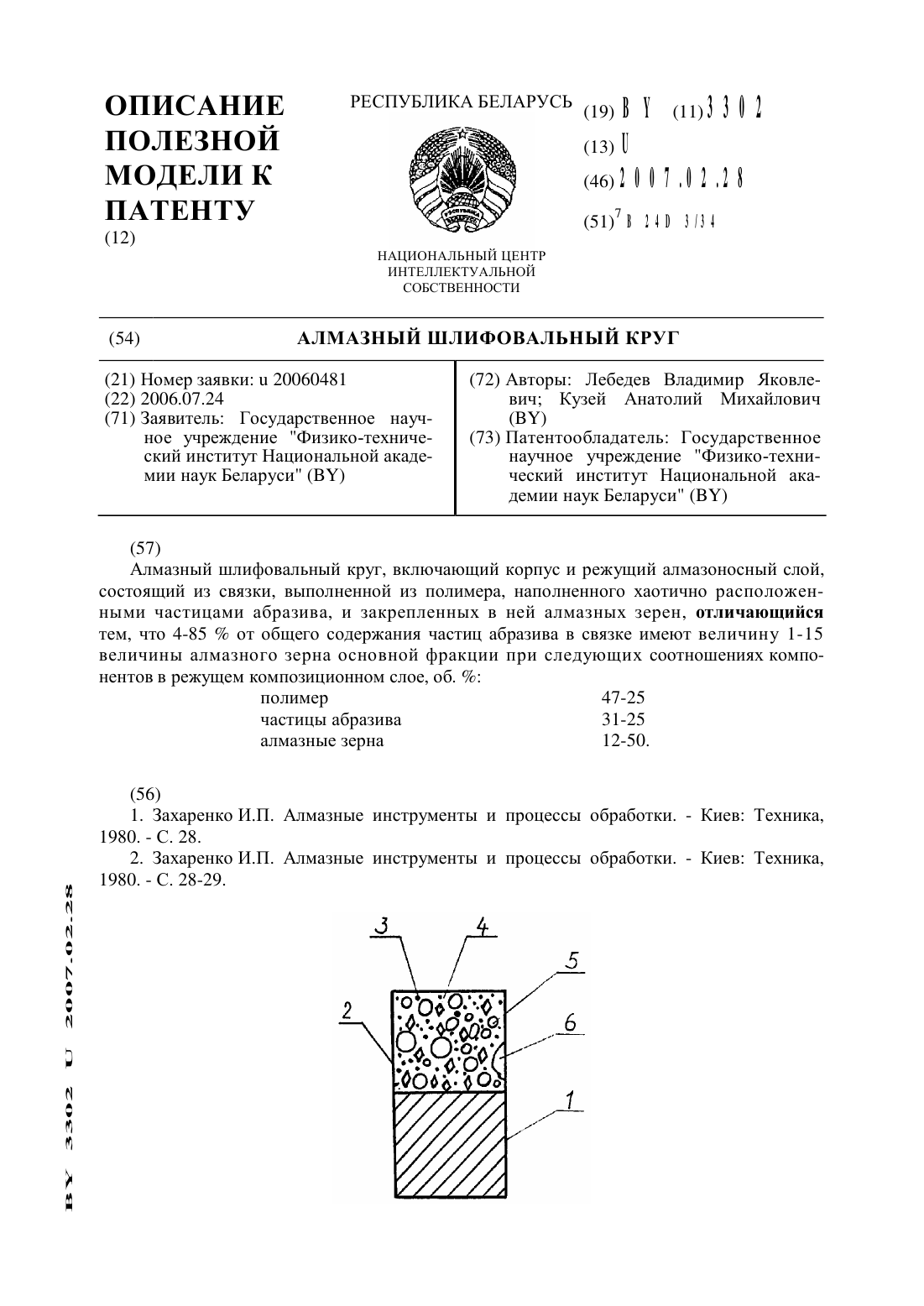
...что позволяет повысить производительность шлифования и стойкость инструмента и особенно в условиях прерывистого резания.На фигуре представлена схема алмазного шлифовального круга. Алмазный шлифовальный круг состоит из корпуса 1, на поверхности которого размещен режущий алмазоносный слой 2, выполненный из частиц абразива 3, величина которых меньше, чем величина алмазного зерна 4 основной фракции, частиц абразива 5, величина которых...
Алмазный шлифовальный круг
Номер патента: U 2555
Опубликовано: 30.04.2006
Авторы: Кузнецов Владимир Витальевич, Марцинкевич Эдуард Адамович, Горлач Александр Григорьевич, Кузей Анатолий Михайлович, Зайцев Валентин Алексеевич
МПК: B24D 3/00
Метки: алмазный, круг, шлифовальный
Текст:
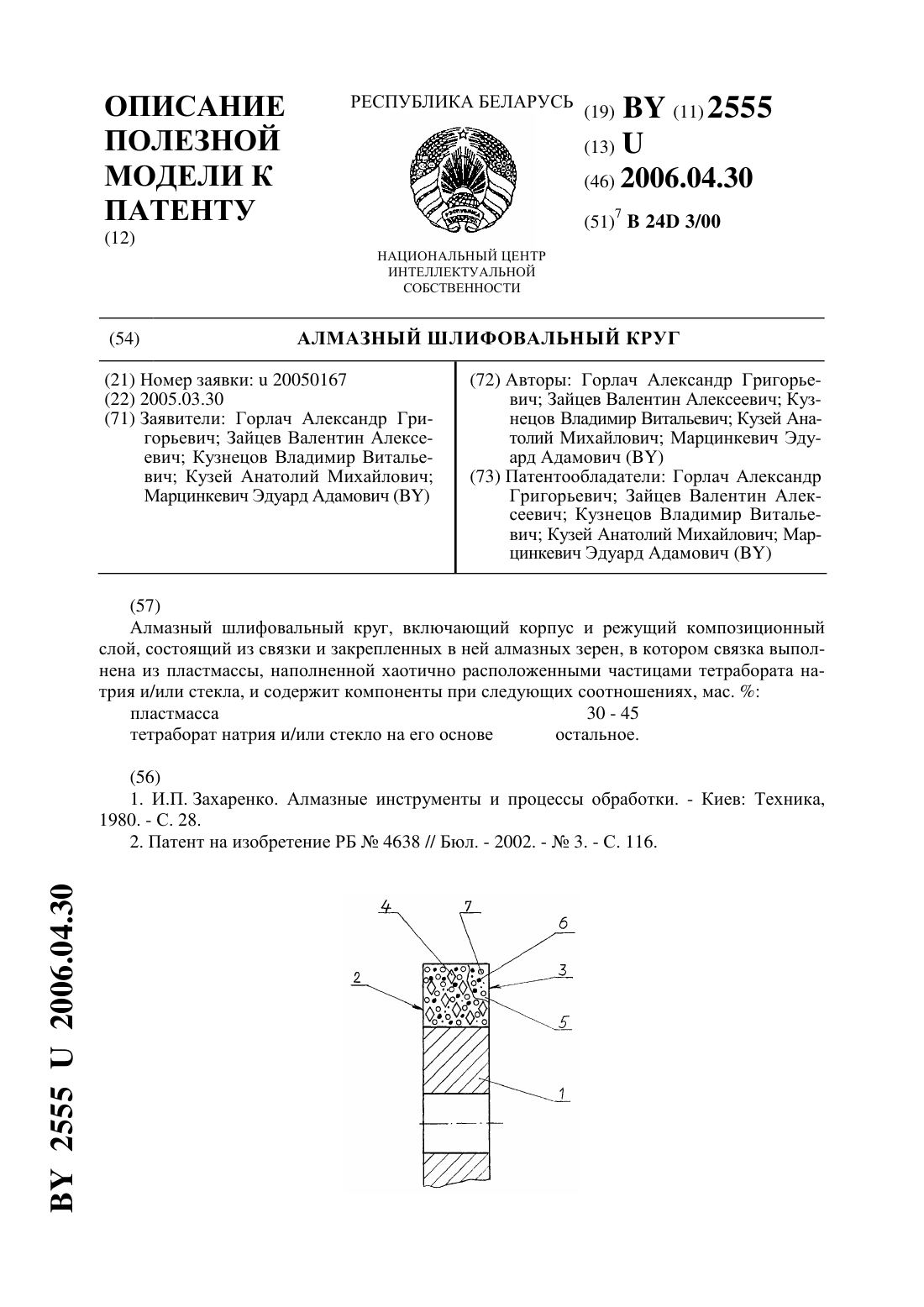
...и/или стекло на его основе остальное. В качестве пластмассы используются фенолформальдегидные, полиамидные, эпоксидные и т.д. смолы. Конструкция инструмента обеспечивает выравнивание давлений на отдельные алмазные зерна и обеспечивает более прочное их закрепление в связке, что позволяет увеличить давление материала на инструмент и повышает производительность шлифования. Полезная модель поясняется чертежом. На фигуре представлена схема...
Предыдущий патент: Кольцевая печь для нагрева заготовок под прошивку бесшовных труб
Следующий патент: Комбинированный агрегат для внутрипочвенного внесения пылевидных мелиорантов
Случайный патент: Способ планаризации микрорельефа при изготовлении интегральных схем