Литейная форма и устройство для обработки жидкого чугуна присадками
Номер патента: U 2467
Опубликовано: 28.02.2006
Авторы: Писаренко Леонид Зотович, Марков Александр Михайлович, Хацкевич Владимир Анатольевич, Филипчик Виктор Константинович, Лукашевич Сергей Федорович
Текст
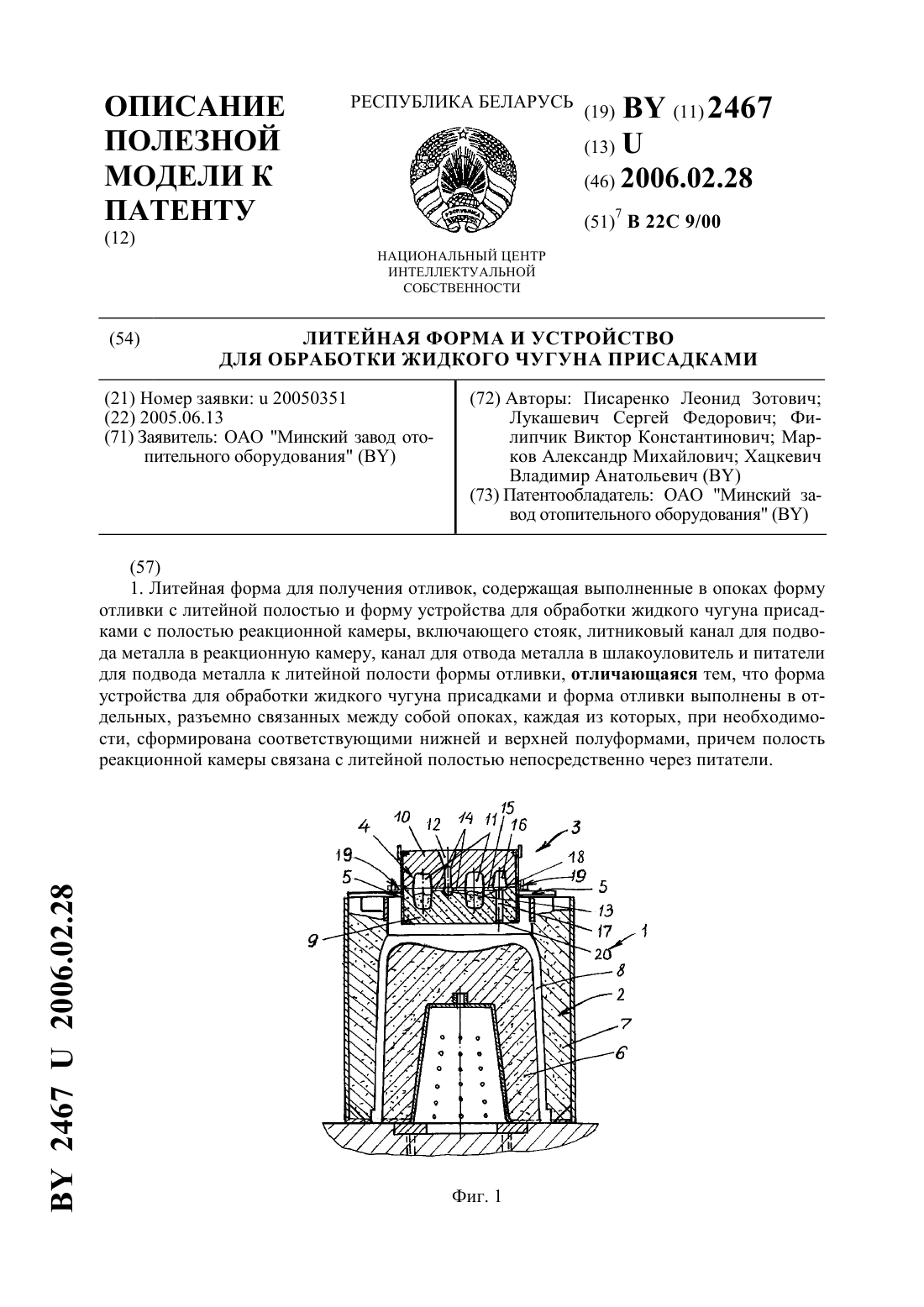
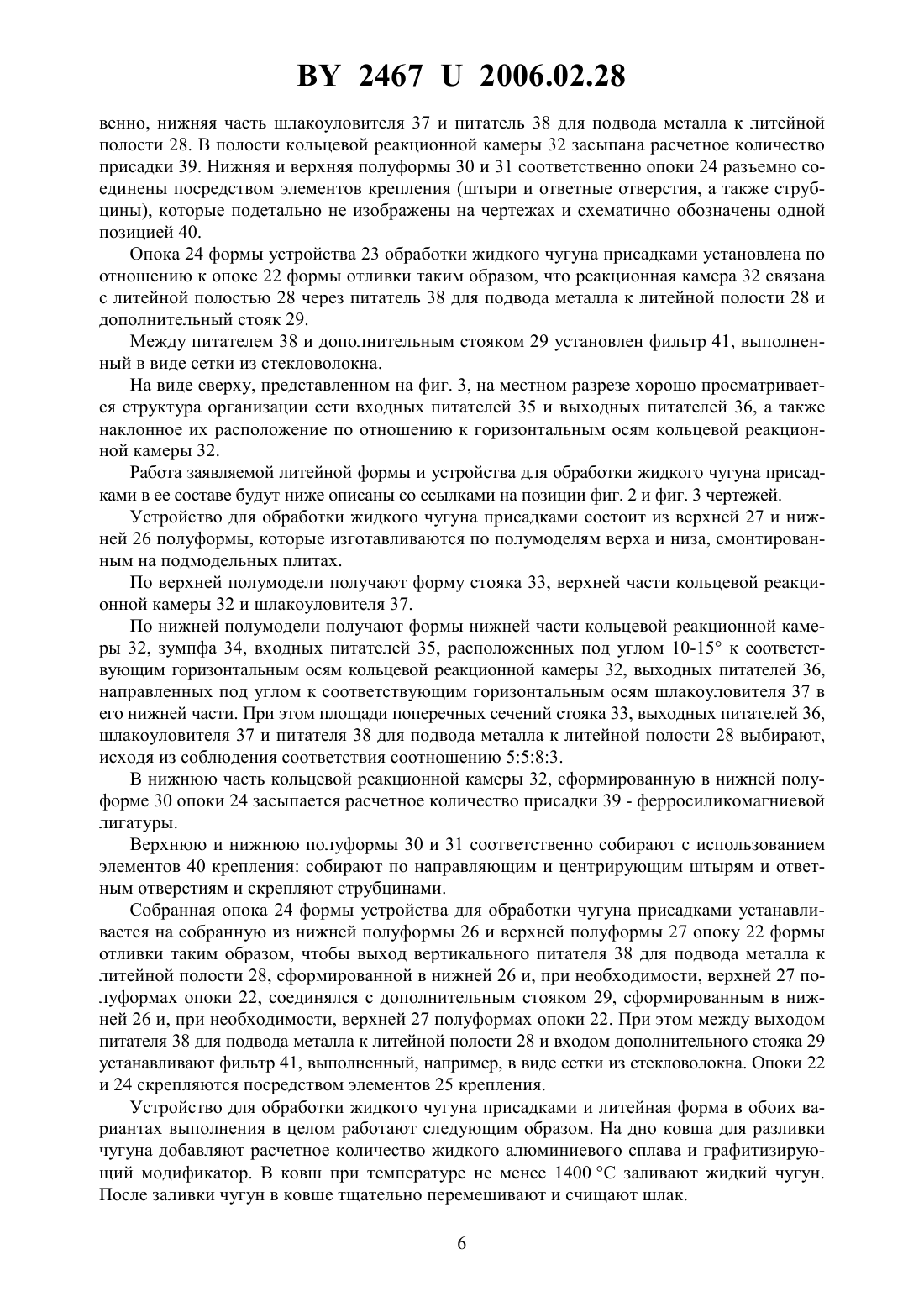
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО ЧУГУНА ПРИСАДКАМИ(71) Заявитель ОАО Минский завод отопительного оборудования(72) Авторы Писаренко Леонид Зотович Лукашевич Сергей Федорович Филипчик Виктор Константинович Марков Александр Михайлович Хацкевич Владимир Анатольевич(73) Патентообладатель ОАО Минский завод отопительного оборудования(57) 1. Литейная форма для получения отливок, содержащая выполненные в опоках форму отливки с литейной полостью и форму устройства для обработки жидкого чугуна присадками с полостью реакционной камеры, включающего стояк, литниковый канал для подвода металла в реакционную камеру, канал для отвода металла в шлакоуловитель и питатели для подвода металла к литейной полости формы отливки, отличающаяся тем, что форма устройства для обработки жидкого чугуна присадками и форма отливки выполнены в отдельных, разъемно связанных между собой опоках, каждая из которых, при необходимости, сформирована соответствующими нижней и верхней полуформами, причем полость реакционной камеры связана с литейной полостью непосредственно через питатели. 24672006.02.28 2. Литейная форма для получения отливок, содержащая выполненные в опоках форму отливки с литейной полостью и форму устройства для обработки жидкого чугуна присадками с полостью реакционной камеры, включающего стояк, литниковый канал для подвода металла в реакционную камеру, канал для отвода металла в шлакоуловитель и питатели для подвода металла к литейной полости формы отливки, отличающаяся тем, что форма устройства для обработки жидкого чугуна присадками и форма отливки выполнены в отдельных, разъемно связанных между собой опоках, каждая из которых, при необходимости, сформирована соответствующими нижней и верхней полуформами, причем полость реакционной камеры связана с литейной полостью через дополнительный стояк, связанный с питателями и сформированный в верхней и, при необходимости, в нижней полуформах опоки формы отливки. 3. Форма по любому из п. 1 или 2, отличающаяся тем, что между полостью реакционной камеры и литейной полостью установлен фильтр, предпочтительно из стекловолокна. 4. Форма по любому из пп. 1-3, отличающаяся тем, что опоки верхних и нижних полуформ отливки и устройства для обработки жидкого чугуна присадками снабжены соответствующими направляющими и центрирующими элементами, выполненными предпочтительно в виде штырей и ответных отверстий и скреплены между собой струбцинами. 5. Устройство для обработки жидкого чугуна присадками, сформированное разъемно связанными между собой верхней и нижней полуформами, содержащее последовательно связанные стояк, входной канал, реакционную камеру и выходной канал со шлакоуловителем и питатели для подвода металла к литейной полости формы отливки, отличающееся тем, что реакционная камера выполнена в виде кольца, входной канал содержит зумпф,расположенный соосно вертикальной оси камеры и, по меньшей мере, два входных питателя, расположенных горизонтально под углом 10-15 к соответствующей горизонтальной оси реакционной камеры со стороны ее внутреннего диаметра, выходной канал содержит,по меньшей мере, два выходных питателя, каждый из которых связан с реакционной камерой со стороны ее внешнего диаметра и со шлакоуловителем. 6. Устройство по п. 5, отличающееся тем, что в верхней полуформе сформированы стояк, верхняя часть кольцевой реакционной камеры и верхняя часть шлакоуловителя, а в нижней полуформе сформированы нижняя часть кольцевой реакционной камеры, зумпф,входные и выходные питатели, нижняя часть шлакоуловителя и питатели для подвода металла к литейной полости формы отливки. 7. Устройство по любому из п. 5 или 6, отличающееся тем, что площадь сечения стояка,суммарная площадь сечений выходных питателей, площадь сечения шлакоуловителя и суммарная площадь сечений питателей для подвода металла к литейной полости формы отливки связаны в соотношении соответственно 5583 и образуют тормозящую литниковую систему. 8. Устройство по любому из пп. 5-7, отличающееся тем, что верхние и нижние полуформы опок снабжены соответствующими направляющими и центрирующими элементами, выполненными предпочтительно в виде штырей и ответных отверстий и скреплены между собой струбцинами.(56) 1. Патент РБ 647, МПК В 22 41/00, 2002. 2. А.с. СССР 622557, МПК В 22 С 9/08, 1977. Полезная модель относится к области литейного производства, в частности к устройствам для обработки жидкого чугуна присадками и литейным формам, содержащим такие устройства. Известен ковш для модифицирования и разливки чугуна, содержащий футерованный корпус, днище, на котором расположена огнеупорная перегородка, заливочное устройство, крышку для загрузки модификатора 1. 2 24672006.02.28 Недостатком такого ковша является большой расход магнийсодержащих лигатур, особенно при обработке чугуна с повышенным содержанием серы, наличие пироэффекта, а также возможность попадания в форму и отливку продуктов реакции и шлака при неудовлетворительной очистке зеркала металла после окончания процесса модифицирования. Известна также, принятая в качестве прототипа для заявляемой литейной формы, литейная форма, содержащая выполненные в опоках форму отливки с литейной полостью и форму реакционной камеры для обработки жидкого чугуна ферросиликомагниевой лигатурой, а также стояк, литниковый канал для подвода металла в реакционную камеру, канал для отвода металла в шлакоуловитель и питатели для подвода металла к литейной полости формы отливки 2. Описанная литейная форма включает в себя, в том числе, и реакционную камеру для обработки жидкого чугуна ферросиликомагниевой лигатурой,стояк, литниковый канал для подвода металла в реакционную камеру, канал для отвода металла в шлакоуловитель и питатели для подвода металла к литейной полости формы отливки, формирующие, по сути, устройство для обработки жидкого чугуна ферросиликомагниевой лигатурой, которое по совокупности существенных признаков также является наиболее близким к заявляемому устройству. Такая литейная форма с устройством для обработки жидкого чугуна ферросиликомагниевой лигатурой в ее составе наиболее полно удовлетворяют требованиям массового производства при металлоемкости форм до 100 кг (Инмолд-процесс). Однако, недостатком таких литейных форм является снижение на 2-3 количества отливок в литейной форме вследствие более разветвленной, из-за наличия реакционной камеры, литниковой системы, жесткие требования по низкому содержанию серы, стабильному составу лигатур. Конструкция известного устройства для обработки жидкого чугуна присадками имеет также тот недостаток, что движение жидкого чугуна по поверхности присадок происходит в одной плоскости с одной осью вращения потока. Такое вихревое движение металла и присадки может вызвать образование застойных зон и повышенный расход модификаторов. Недостатком известных литейных форм и устройств обработки жидкого чугуна присадками в их составе является также то, что при получении массивной отливки (до 1 т) в одной форме дополнительное размещение устройства для обработки чугуна возможно реализовать за счет увеличения площади опоки, что приводит к увеличению расхода формовочной смеси, повышение трудоемкости изготовления форм при ручной формовке,снижению производительности труда и удорожания производства. Таким образом, задачей настоящей полезной модели является создание литейной формы и устройства для обработки жидкого чугуна присадками в ее составе, которые обеспечивали бы значительное сокращение расхода формовочной смеси, уменьшение трудоемкости изготовления форм при ручной формовке, отсутствие пироэффекта при заливке формы, снижение расхода модификаторов, улучшение структуры и свойств чугуна, исключение черных пятен и шлаковых включений в верхней части отливки. Поставленная задача решается заявляемой литейной формой для получения отливок, содержащей выполненные в опоках форму отливки с литейной полостью и форму устройства для обработки жидкого чугуна присадками с полостью реакционной камеры, включающего стояк, литниковый канал для подвода металла в реакционную камеру, канал для отвода металла в шлакоуловитель и питатели для подвода металла к литейной полости формы отливки за счет того, что форма устройства для обработки жидкого чугуна присадками и форма отливки выполнены в отдельных, разъемно связанных между собой опоках, каждая из которых,при необходимости, сформирована соответствующими нижней и верхней полуформами, причем полость реакционной камеры связана с литейной полостью либо непосредственно через питатели (для первого варианта выполнения литейной формы), либо (для второго варианта выполнения литейной формы) через дополнительный стояк, связанный с питателями и сформированный в верхней и, при необходимости, в нижней полуформах отливки. 3 24672006.02.28 Оба варианта обеспечивают достижение всех заявленных технических результатов, прежде всего, за счет оригинальности выполнения устройства для обработки жидкого чугуна присадками. Фактически, устройство для обработки жидкого чугуна присадками выполнено в виде отдельной конструктивной единицы, размеры которой выбираются минимальными возможными, и может быть легко установлено в литейной форме любой конструкции независимо от размеров отливаемых изделий. Таким образом, благодаря минимизации размеров, такая конструкция устройства для обработки жидкого чугуна присадками обеспечивает снижение трудоемкости изготовления литейных форм и уменьшение расхода формовочной смеси. В предпочтительных формах реализации обоих вариантов заявляемой литейной формы между полостью реакционной камеры и литейной полостью может быть установлен фильтр, выполненный предпочтительно из стекловолокна. Опоки верхних и нижних полуформ отливки и устройства, как правило, снабжены соответствующими направляющими и центрирующими элементами, выполненными, предпочтительно, в виде штырей и ответных отверстий и могут быть скреплены между собой струбцинами. Достижение указанных выше технических результатов, характеризующих расход материалов, течение процесса отливки и физико-химические характеристики получаемых модифицированных чугунов (снижение расхода модификаторов, исключение пироэффекта, появления неметаллических включений в чугуне в виде черных пятен, оксидов и сульфидов магния, образующихся в верхних частях отливки, повышение механических свойств чугуна) в большей степени проявляется в случае заявляемого устройства для обработки жидкого чугуна присадками. Таким образом, поставленная задача решается также устройством для обработки жидкого чугуна присадками, сформированным разъемно связанными между собой верхней и нижней полуформами, содержащим последовательно связанные стояк, входной канал, реакционную камеру и выходной канал со шлакоуловителем и питатели для подвода металла к литейной полости формы отливки, прежде всего, за счет того, что реакционная камера выполнена в виде кольца, входной канал содержит зумпф, расположенный соосно вертикальной оси камеры и, по меньшей мере, два входных питателя, расположенных горизонтально под углом 10-15 к соответствующей горизонтальной оси реакционной камеры со стороны ее внутреннего диаметра, выходной канал содержит, по меньшей мере,два выходных питателя, каждый из которых связан с реакционной камерой со стороны ее внешнего диаметра и со шлакоуловителем. При этом в предпочтительных формах реализации в верхней полуформе сформированы стояк, верхняя часть кольцевой реакционной камеры и верхняя часть шлакоуловителя,а в нижней полуформе сформированы нижняя часть кольцевой реакционной камеры,зумпф, входные и выходные питатели, нижняя часть шлакоуловителя и питатели для подвода металла к литейной полости формы отливки. Предпочтительными также являются те формы реализации, в которых площадь сечения стояка, суммарная площадь сечений выходных питателей, площадь сечения шлакоуловителя и суммарная площадь сечений питателей для подвода металла к литейной полости формы отливки связаны в соотношении соответственно 5583 и образуют тормозящую литниковую систему. Так же как и в случае литейной формы в целом, верхние и нижние полуформы опок предпочтительно должны быть снабжены соответствующими направляющими и центрирующими элементами, выполненными предпочтительно в виде штырей и ответных отверстий и скреплены между собой струбцинами. Заявляемая полезная модель далее будет подробно описана со ссылкой на позиции чертежей, на которых представлены примеры возможных форм реализации обоих вариантов заявляемой литейной формы, а также устройства для обработки жидкого чугуна присадками в их составе. 4 24672006.02.28 Фиг. 1 - схематично в разрезе заявляемая литейная форма с заявляемым устройством для обработки жидкого чугуна присадками в первом варианте выполнения (устройство для обработки жидкого чугуна присадками через питатели непосредственно связано с литейной полостью). Фиг. 2 - схематично в разрезе заявляемая литейная форма с заявляемым устройством для обработки жидкого чугуна присадками во втором варианте выполнения (устройство для обработки жидкого чугуна присадками связано с литейной полостью через питатели и дополнительный стояк). Фиг. 3 - вид сверху с местными разрезами литейной формы по фиг. 2. Обе рассматриваемые в качестве примера, а не в качестве ограничения, формы реализации, каждая из которых соответствует одному варианту выполнения, могут быть использованы, например, для получения отливок тиглей для плавки алюминия из жаростойкого высокопрочного алюминиевого чугуна. На фиг. 1 схематично в разрезе изображена литейная форма 1, включающая форму отливки, выполненную в опоке 2, и форму устройства 3 обработки жидкого чугуна присадками, выполненную в опоке 4. Опоки 2 и 4 разъемно связаны между собой посредством элементов крепления (штыри и ответные отверстия, а также струбцины), которые подетально не изображены на чертежах и схематично обозначены одной позицией 5. Опока 2 формы отливки состоит из нижней 6 и верхней 7 полуформ, формирующих литейную полость 8. Опока 4 формы устройства 3 обработки жидкого чугуна присадками состоит из нижней 9 и верхней 10 полуформ, формирующих кольцевую реакционную камеру 11, стояк 12, зумпф 13, входные питатели 14, выходные питатели 15, шлакоуловитель 16 и питатели 17 для подвода металла к литейной полости 8. При этом в верхней полуформе 10 сформированы стояк 12, верхняя часть кольцевой реакционной камеры 11 и верхняя часть шлакоуловителя 16, а в нижней полуформе 9 сформированы нижняя часть кольцевой реакционной камеры 11, зумпф 13, входные и выходные питатели 14 и 15 соответственно, нижняя часть шлакоуловителя 16 и питатель 17 для подвода металла к литейной полости 8. В полости кольцевой реакционной камеры 11 засыпана расчетное количество присадки 18. Нижняя и верхняя полуформы 9 и 10 соответственно опоки 4 разъемно соединены посредством элементов крепления (штыри и ответные отверстия, а также струбцины), которые подетально не изображены на чертежах и схематично обозначены одной позицией 19. Опока 4 формы устройства 3 обработки жидкого чугуна присадками установлена по отношению к опоке 2 формы отливки таким образом, что реакционная камера 11 через питатель 17 для подвода металла к литейной полости 8 непосредственно связана с литейной полостью 8. На выходе питателя 17 установлен фильтр 20. На фиг. 2 и фиг. 3 схематично, соответственно во фронтальном виде и виде сверху, изображена другая предпочтительная форма реализации литейной формы 21, включающей форму отливки, выполненную в опоке 22, и форму устройства 23 обработки жидкого чугуна присадками, выполненную в опоке 24. Опоки 22 и 24 разъемно связаны между собой посредством элементов крепления (штыри и ответные отверстия, а также струбцины), которые подетально не изображены на чертежах и схематично обозначены одной позицией 25. Опока 22 формы отливки состоит из нижней 26 и верхней 27 полуформ, формирующих литейную полость 28 и дополнительный стояк 29. Опока 24 формы устройства 23 обработки жидкого чугуна присадками состоит из нижней 30 и верхней 31 полуформ, формирующих кольцевую реакционную камеру 32,стояк 33, зумпф 34, входные питатели 35, выходные питатели 36, шлакоуловитель 37 и питатели 38 для подвода металла к литейной полости 28. При этом в верхней полуформе 31 сформированы стояк 33, верхняя часть кольцевой реакционной камеры 32 и верхняя часть шлакоуловителя 37, а в нижней полуформе 30 сформированы нижняя часть кольцевой реакционной камеры 32, зумпф 34, входные и выходные питатели 35 и 36 соответст 5 24672006.02.28 венно, нижняя часть шлакоуловителя 37 и питатель 38 для подвода металла к литейной полости 28. В полости кольцевой реакционной камеры 32 засыпана расчетное количество присадки 39. Нижняя и верхняя полуформы 30 и 31 соответственно опоки 24 разъемно соединены посредством элементов крепления (штыри и ответные отверстия, а также струбцины), которые подетально не изображены на чертежах и схематично обозначены одной позицией 40. Опока 24 формы устройства 23 обработки жидкого чугуна присадками установлена по отношению к опоке 22 формы отливки таким образом, что реакционная камера 32 связана с литейной полостью 28 через питатель 38 для подвода металла к литейной полости 28 и дополнительный стояк 29. Между питателем 38 и дополнительным стояком 29 установлен фильтр 41, выполненный в виде сетки из стекловолокна. На виде сверху, представленном на фиг. 3, на местном разрезе хорошо просматривается структура организации сети входных питателей 35 и выходных питателей 36, а также наклонное их расположение по отношению к горизонтальным осям кольцевой реакционной камеры 32. Работа заявляемой литейной формы и устройства для обработки жидкого чугуна присадками в ее составе будут ниже описаны со ссылками на позиции фиг. 2 и фиг. 3 чертежей. Устройство для обработки жидкого чугуна присадками состоит из верхней 27 и нижней 26 полуформы, которые изготавливаются по полумоделям верха и низа, смонтированным на подмодельных плитах. По верхней полумодели получают форму стояка 33, верхней части кольцевой реакционной камеры 32 и шлакоуловителя 37. По нижней полумодели получают формы нижней части кольцевой реакционной камеры 32, зумпфа 34, входных питателей 35, расположенных под углом 10-15 к соответствующим горизонтальным осям кольцевой реакционной камеры 32, выходных питателей 36,направленных под углом к соответствующим горизонтальным осям шлакоуловителя 37 в его нижней части. При этом площади поперечных сечений стояка 33, выходных питателей 36,шлакоуловителя 37 и питателя 38 для подвода металла к литейной полости 28 выбирают,исходя из соблюдения соответствия соотношению 5583. В нижнюю часть кольцевой реакционной камеры 32, сформированную в нижней полуформе 30 опоки 24 засыпается расчетное количество присадки 39 - ферросиликомагниевой лигатуры. Верхнюю и нижнюю полуформы 30 и 31 соответственно собирают с использованием элементов 40 крепления собирают по направляющим и центрирующим штырям и ответным отверстиям и скрепляют струбцинами. Собранная опока 24 формы устройства для обработки чугуна присадками устанавливается на собранную из нижней полуформы 26 и верхней полуформы 27 опоку 22 формы отливки таким образом, чтобы выход вертикального питателя 38 для подвода металла к литейной полости 28, сформированной в нижней 26 и, при необходимости, верхней 27 полуформах опоки 22, соединялся с дополнительным стояком 29, сформированным в нижней 26 и, при необходимости, верхней 27 полуформах опоки 22. При этом между выходом питателя 38 для подвода металла к литейной полости 28 и входом дополнительного стояка 29 устанавливают фильтр 41, выполненный, например, в виде сетки из стекловолокна. Опоки 22 и 24 скрепляются посредством элементов 25 крепления. Устройство для обработки жидкого чугуна присадками и литейная форма в обоих вариантах выполнения в целом работают следующим образом. На дно ковша для разливки чугуна добавляют расчетное количество жидкого алюминиевого сплава и графитизирующий модификатор. В ковш при температуре не менее 1400 С заливают жидкий чугун. После заливки чугун в ковше тщательно перемешивают и счищают шлак. 6 24672006.02.28 Затем производят заливку чугуна в литейную форму 21 (форму отливки тигля для плавки алюминия) через литниковую воронку устройства 23 для обработки жидкого чугуна присадками. Металл через стояк 33, зумпф 34 и входные питатели 35, расположенные под углом 10-15 к соответствующей горизонтальной оси кольцевой реакционной камеры 32, поступает в кольцевую реакционную камеру 32, где, благодаря расположению входных питателей 35, создается вращательное по кольцу движение металла. Кольцевое вращательное движение жидкого металла по кольцевой реакционной камере 32 в течение времени заливки обеспечивает полное послойное растворение присадки 39 - ферросиликомагниевой лигатуры - без образования застойных зон. Модифицированный чугун через выходные питатели 36, также расположенные под углом к соответствующей горизонтальной оси кольцевой реакционной камеры 32, попадает в шлакоуловитель 37 и далее через питатель 38 для подвода металла к литейной полости и через фильтр 41 из стеклоткани попадает в дополнительный стояк 29, сформированный в опоке 22 формы отливки, и далее в литейную полость 28. Заливка формы происходит практически без пироэффекта. После заливки формы, о чем свидетельствует появление металла в выпоре и окончание усадки металла, заливка прекращается. После остывания отливка извлекается из залитой формы. Практика показала, что при использовании устройства по прототипу, например, для получения отливок тиглей для плавки алюминия, потребуется, с учетом размещения устройства для обработки чугуна присадками в составе литейной формы в одной опоке, увеличение диаметра опоки до 1500 мм и расхода формовочной смеси в количестве 760 кг на одну отливку. При использовании же заявляемого устройства, диаметр опоки уменьшается до 1100 мм, а расход формовочной смеси уменьшается до 380 кг, т.е. вдвое. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22C 9/00
Метки: обработки, чугуна, жидкого, устройство, присадками, литейная, форма
Код ссылки
<a href="https://by.patents.su/7-u2467-litejjnaya-forma-i-ustrojjstvo-dlya-obrabotki-zhidkogo-chuguna-prisadkami.html" rel="bookmark" title="База патентов Беларуси">Литейная форма и устройство для обработки жидкого чугуна присадками</a>
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Орлов Юрий Григорьевич, Галкина Алла Владиславовна, Кравченко Виктор Иванович, Мулярчик Александр Николаевич, Белый Леонид Степанович, Дудецкая Лариса Романовна, Костюкович Геннадий Александрович
МПК: B22D 15/00
Метки: литейная, изготовления, форма, отливок, стали
Текст:
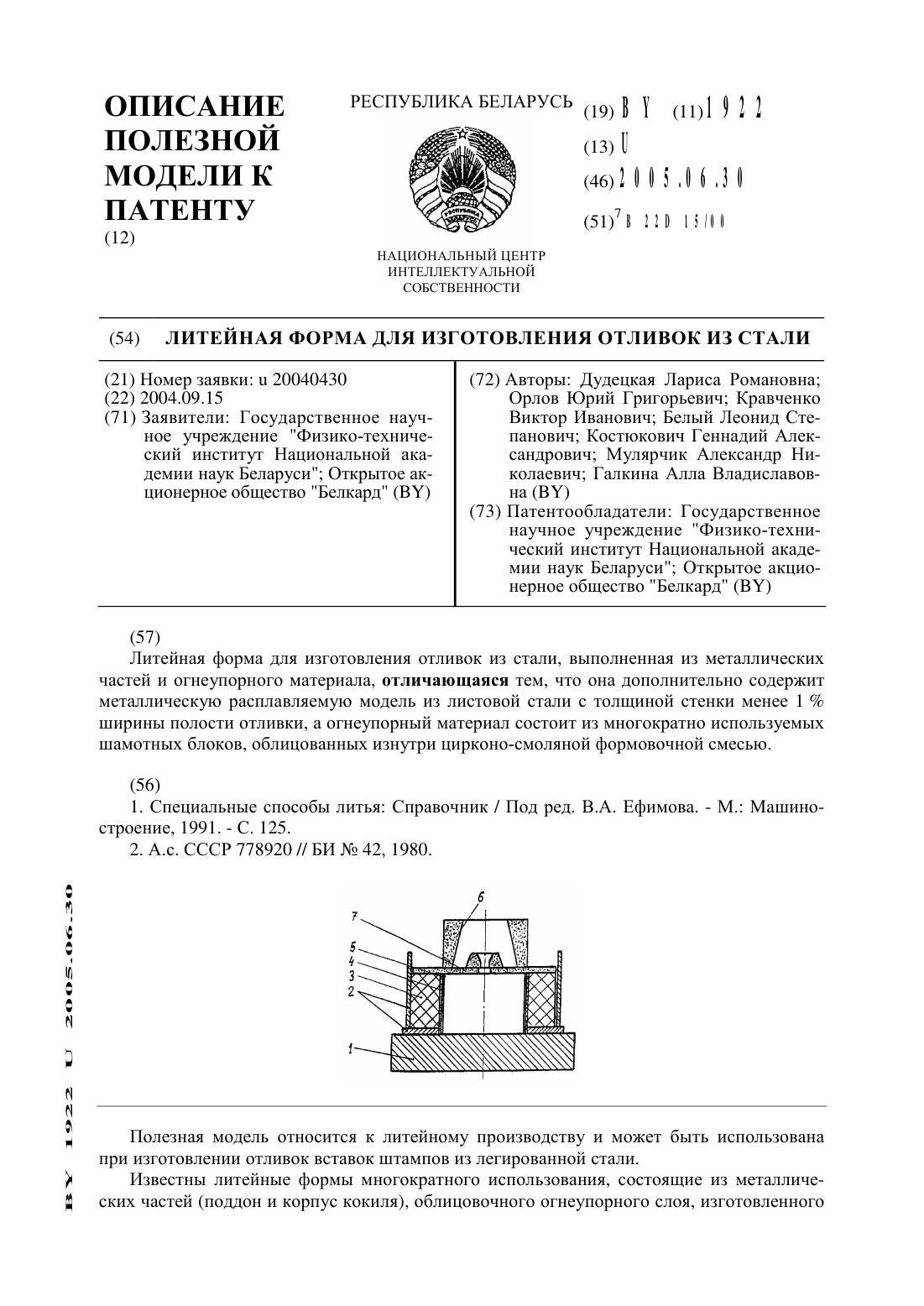
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Вершинин Владимир Александрович, Лукашевич Сергей Федорович, Марков Александр Михайлович, Писаренко Леонид Зотович, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: литейная, получения, отливок, форма
Текст:
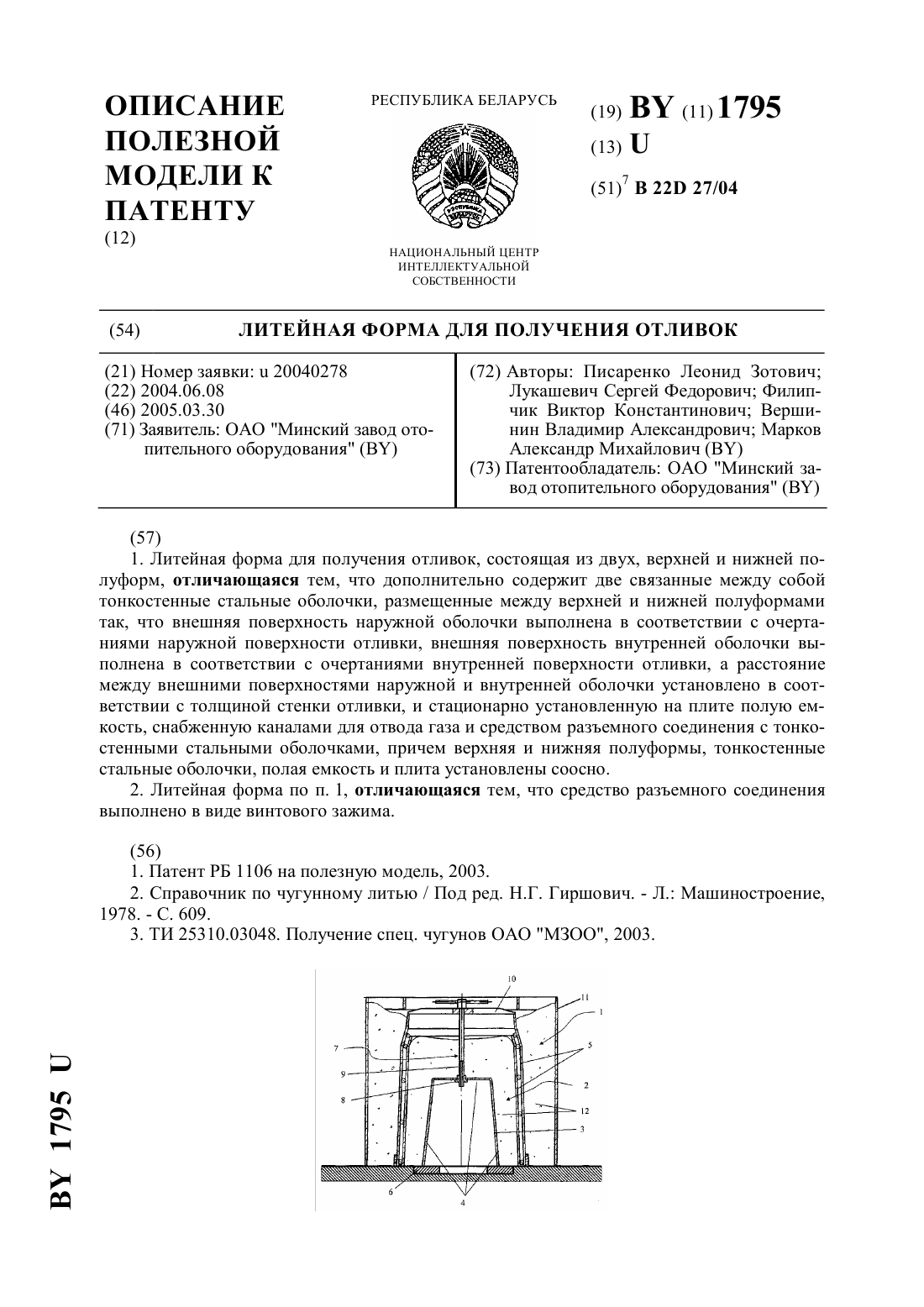
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Белый Леонид Степанович, Дудецкая Лариса Романовна, Костюкович Геннадий Александрович, Мулярчик Александр Николаевич, Орлов Юрий Григорьевич, Галкина Алла Владиславовна, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: форма, литейная, изготовления, отливок, стали
Текст:
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Способ получения жидкого чугуна или стального полупродукта и устройство для его осуществления
Номер патента: 154
Опубликовано: 30.09.1994
Авторы: Рольф Хаук, Вернер КЕППЛИНГЕР, Клаус Лангнер, Геро Папст, Леопольд Зайрленер, Михаэль Нагл
МПК: C21B 13/00
Метки: чугуна, получения, полупродукта, способ, устройство, стального, осуществления, жидкого, или
Текст:
...прямого восстановления. С цельюрегулировання работы горелок 8 и 9 к отводящему трубопроводу 7 для восстановительного неочищенного газа присоединено температурное измерительное устройство 19, которое электрически соединено к контуром регулирования 20, 21. С помощю этого- контура приводятся в действие венти ли 22 и 23 в эависиости от измеренной температуры, причем при слишком низкой температуреиагружаются горелки 9 верхней плоскости, а при...
Способ получения жидкого чугуна или стальных полупродуктов
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Рольф Хаук, Вернер КЕППЛИНГЕР
МПК: C21B 13/00
Метки: стальных, чугуна, или, способ, полупродуктов, получения, жидкого
Текст:
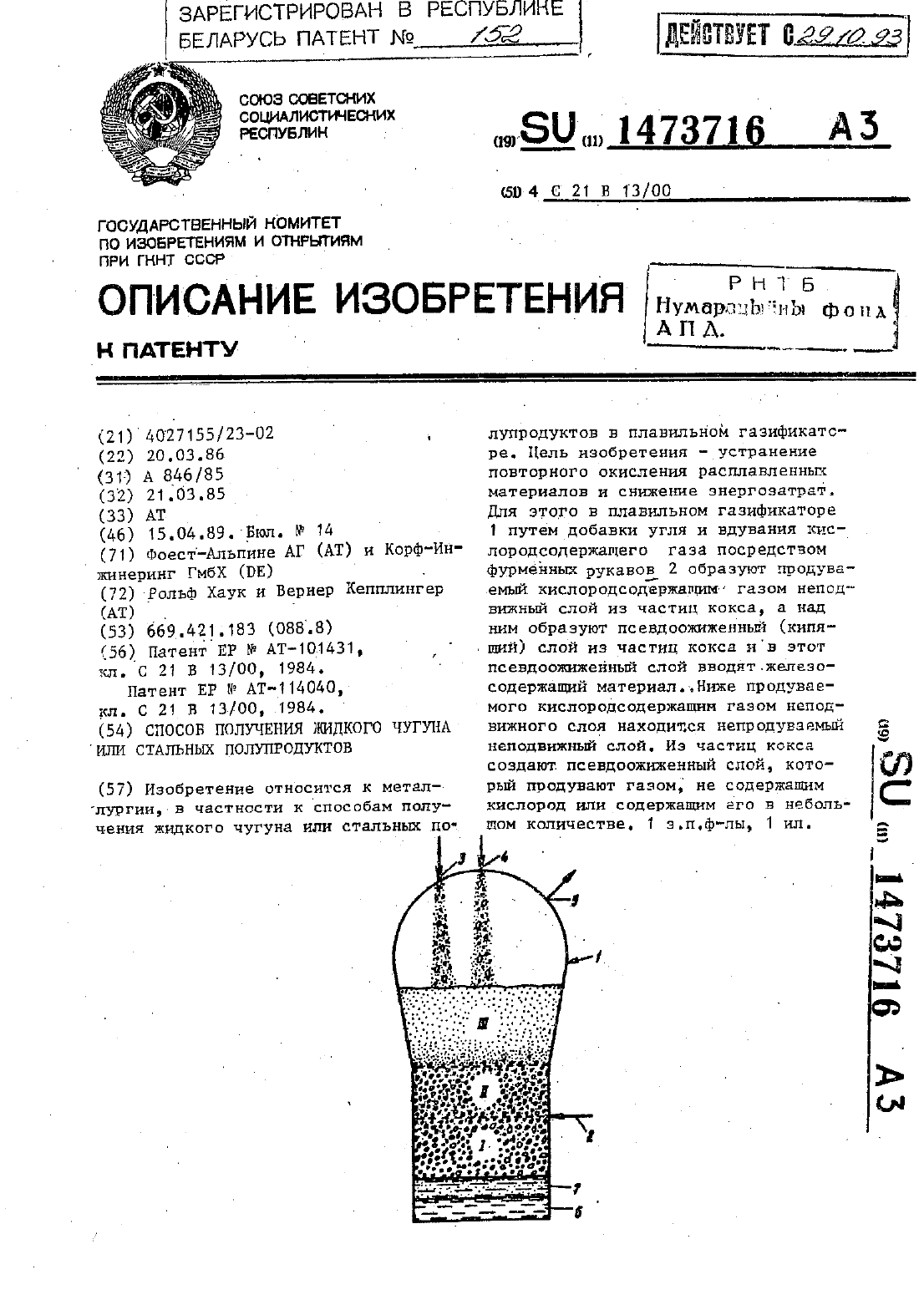
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Предыдущий патент: Устройство для очистки воздуха
Следующий патент: Ковш канатного скрепера для добычи сапропеля
Случайный патент: Тепло-массообменная колонна