Индуктор для нагрева плоских поверхностей
Номер патента: U 2246
Опубликовано: 30.12.2005
Авторы: Гордиенко Анатолий Илларионович, Тарарук Аркадий Иванович, Ивашко Виктор Викторович, Вегера Иван Иванович
Текст
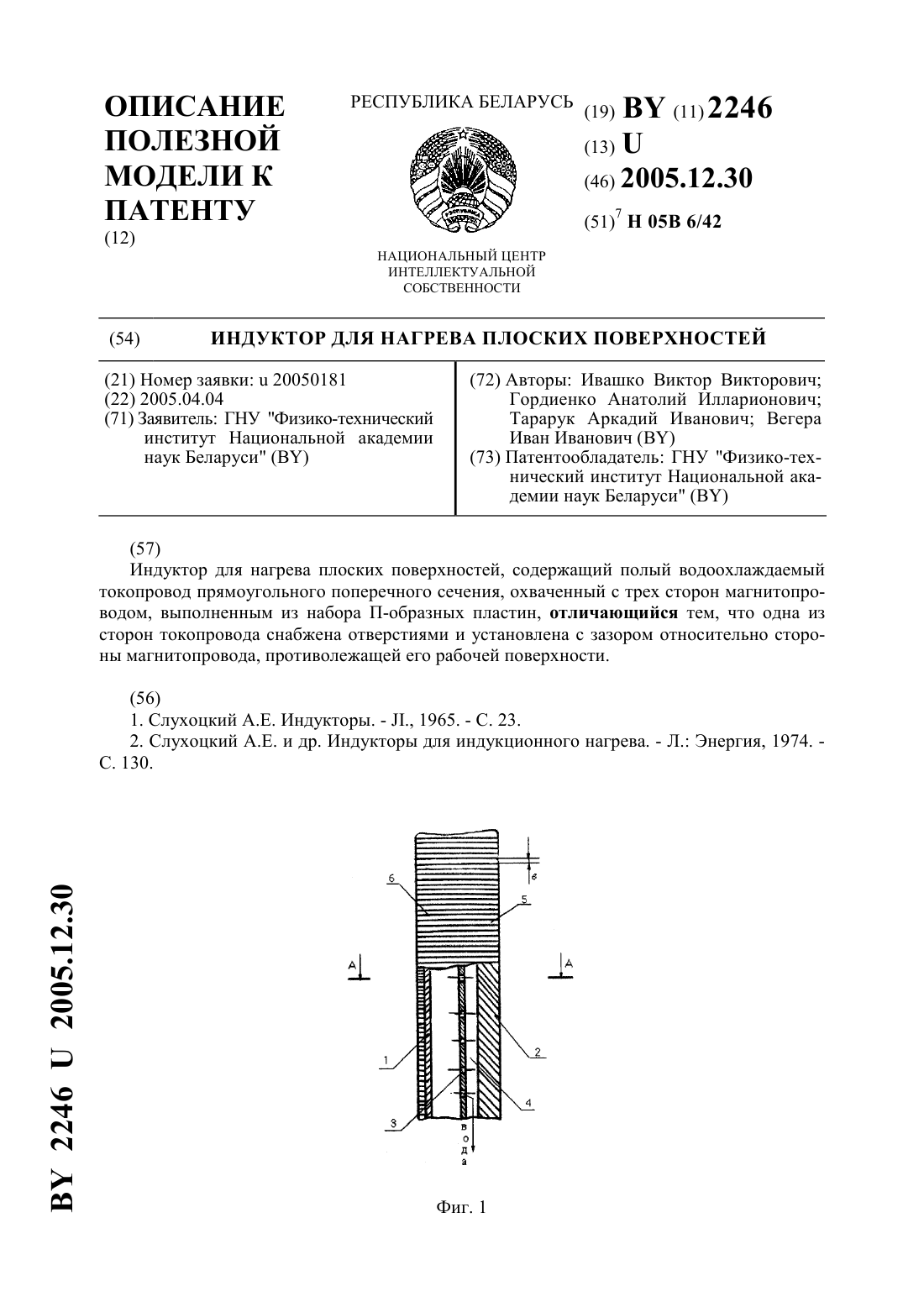
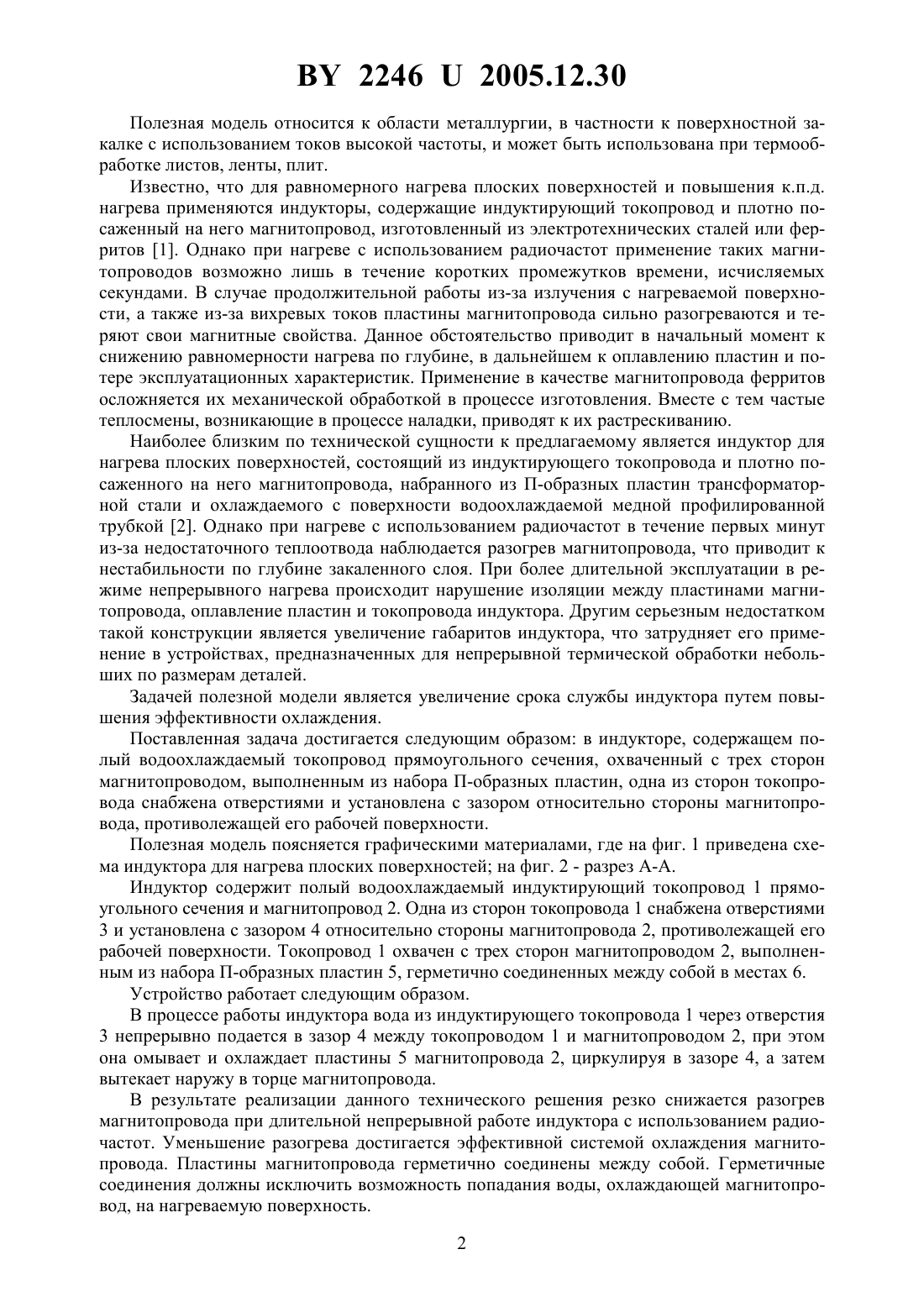
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель ГНУ Физико-технический институт Национальной академии наук Беларуси(72) Авторы Ивашко Виктор Викторович Гордиенко Анатолий Илларионович Тарарук Аркадий Иванович Вегера Иван Иванович(73) Патентообладатель ГНУ Физико-технический институт Национальной академии наук Беларуси(57) Индуктор для нагрева плоских поверхностей, содержащий полый водоохлаждаемый токопровод прямоугольного поперечного сечения, охваченный с трех сторон магнитопроводом, выполненным из набора П-образных пластин, отличающийся тем, что одна из сторон токопровода снабжена отверстиями и установлена с зазором относительно стороны магнитопровода, противолежащей его рабочей поверхности.(56) 1. Слухоцкий А.Е. Индукторы. - ., 1965. - С. 23. 2. Слухоцкий А.Е. и др. Индукторы для индукционного нагрева. - Л. Энергия, 1974. С. 130. 22462005.12.30 Полезная модель относится к области металлургии, в частности к поверхностной закалке с использованием токов высокой частоты, и может быть использована при термообработке листов, ленты, плит. Известно, что для равномерного нагрева плоских поверхностей и повышения к.п.д. нагрева применяются индукторы, содержащие индуктирующий токопровод и плотно посаженный на него магнитопровод, изготовленный из электротехнических сталей или ферритов 1. Однако при нагреве с использованием радиочастот применение таких магнитопроводов возможно лишь в течение коротких промежутков времени, исчисляемых секундами. В случае продолжительной работы из-за излучения с нагреваемой поверхности, а также из-за вихревых токов пластины магнитопровода сильно разогреваются и теряют свои магнитные свойства. Данное обстоятельство приводит в начальный момент к снижению равномерности нагрева по глубине, в дальнейшем к оплавлению пластин и потере эксплуатационных характеристик. Применение в качестве магнитопровода ферритов осложняется их механической обработкой в процессе изготовления. Вместе с тем частые теплосмены, возникающие в процессе наладки, приводят к их растрескиванию. Наиболее близким по технической сущности к предлагаемому является индуктор для нагрева плоских поверхностей, состоящий из индуктирующего токопровода и плотно посаженного на него магнитопровода, набранного из П-образных пластин трансформаторной стали и охлаждаемого с поверхности водоохлаждаемой медной профилированной трубкой 2. Однако при нагреве с использованием радиочастот в течение первых минут из-за недостаточного теплоотвода наблюдается разогрев магнитопровода, что приводит к нестабильности по глубине закаленного слоя. При более длительной эксплуатации в режиме непрерывного нагрева происходит нарушение изоляции между пластинами магнитопровода, оплавление пластин и токопровода индуктора. Другим серьезным недостатком такой конструкции является увеличение габаритов индуктора, что затрудняет его применение в устройствах, предназначенных для непрерывной термической обработки небольших по размерам деталей. Задачей полезной модели является увеличение срока службы индуктора путем повышения эффективности охлаждения. Поставленная задача достигается следующим образом в индукторе, содержащем полый водоохлаждаемый токопровод прямоугольного сечения, охваченный с трех сторон магнитопроводом, выполненным из набора П-образных пластин, одна из сторон токопровода снабжена отверстиями и установлена с зазором относительно стороны магнитопровода, противолежащей его рабочей поверхности. Полезная модель поясняется графическими материалами, где на фиг. 1 приведена схема индуктора для нагрева плоских поверхностей на фиг. 2 - разрез -. Индуктор содержит полый водоохлаждаемый индуктирующий токопровод 1 прямоугольного сечения и магнитопровод 2. Одна из сторон токопровода 1 снабжена отверстиями 3 и установлена с зазором 4 относительно стороны магнитопровода 2, противолежащей его рабочей поверхности. Токопровод 1 охвачен с трех сторон магнитопроводом 2, выполненным из набора П-образных пластин 5, герметично соединенных между собой в местах 6. Устройство работает следующим образом. В процессе работы индуктора вода из индуктирующего токопровода 1 через отверстия 3 непрерывно подается в зазор 4 между токопроводом 1 и магнитопроводом 2, при этом она омывает и охлаждает пластины 5 магнитопровода 2, циркулируя в зазоре 4, а затем вытекает наружу в торце магнитопровода. В результате реализации данного технического решения резко снижается разогрев магнитопровода при длительной непрерывной работе индуктора с использованием радиочастот. Уменьшение разогрева достигается эффективной системой охлаждения магнитопровода. Пластины магнитопровода герметично соединены между собой. Герметичные соединения должны исключить возможность попадания воды, охлаждающей магнитопровод, на нагреваемую поверхность. 2 22462005.12.30 Спроектирована и изготовлена установка для непрерывной поверхностной закалки металлических пластин и индуктор. Индуктирующий токопровод индуктора представляет собой полый водоохлаждаемый квадратный профиль сечением 1010 мм. Магнитопровод набран из П-образных пластин пермалоя 50 толщиной (в) 0,05 мм, склеенных между собой эпоксидным клеем. Магнитопровод посажен на индуктирующий токопровод и приклеен к нему эпоксидным клеем. Между тыльной стороной индуктирующего токопровода и магнитопроводом установлен зазор (с), глубина которого составляет 0,1-0,3 ширины (а) токопровода. Установка позволяет проводить поверхностную закалку с использованием генератора ВЧГ 60/0,066 в непрерывном режиме. Пластины подаются в зону нагрева непрерывно друг за другом. Долговечность индуктора предлагаемой конструкции при непрерывной двухсменной работе составляет 3500-4500 часов. Предлагаемый индуктор обладает дополнительным преимуществом, заключающимся в том, что габариты его значительно меньше ранее известных, это позволяет использовать его в конструкциях нагревательных устройств, предназначенных для непрерывной поверхностной закалки небольших по размерам деталей. В ходе проведенных работ экспериментально установлено, что глубина зазора должна составлять 0,1-0,3 ширины токопровода. При установке зазора, составляющего менее 0,1 толщины токопровода, не достигается эффективное охлаждение магнитопровода из-за недостаточного количества проточной воды. Увеличение зазора более 0,3 толщины токопровода нецелесообразно, т.к. с увеличением зазора эффективность охлаждения магнитопровода при этом не улучшается и вместе с тем возникает опасность оплавления токопровода, поскольку резко снижается количество воды, подаваемой для его охлаждения. Срок службы индукторов, у которых величина зазора уменьшалась до 0,5 мм или увеличивалась до 4 мм, составил 5-40 часов, т.к. в первые часы работы вследствие разогрева магнитопровода нарушалась его герметичность и вода, попадая на нагреваемую поверхность, вызывала появление брака в процессе поверхностной закалки ТВЧ. Суммарная площадь сечения отверстий в токопроводе должна быть не меньше площади поперечного сечения канала, образуемого тыльной стороной токопровода и магнитопроводом. При уменьшении площади сечения отверстий магнитопровод может оплавиться, или вследствие разогрева нарушится герметичность между пластинами магнитопровода. В этом случае срок службы индуктора сокращается до 40-50 часов. Индуктор предполагается использовать для термической обработки плоских поверхностей в конструкциях нагревательных устройств, предназначенных для непрерывной поверхностной закалки листов, ленты, плит. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: H05B 6/42
Метки: нагрева, поверхностей, индуктор, плоских
Код ссылки
<a href="https://by.patents.su/3-u2246-induktor-dlya-nagreva-ploskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Индуктор для нагрева плоских поверхностей</a>
Способ очистки внутренних поверхностей нагрева паровых и водогрейных котлов от накипи и устройство для его реализации
Номер патента: 1894
Опубликовано: 30.12.1997
Автор: Федорович Элла Николаевна
МПК: F22B 37/48, F28G 7/00
Метки: паровых, нагрева, водогрейных, накипи, внутренних, реализации, котлов, устройство, очистки, поверхностей, способ
Текст:
...которых на величину равную например 1-5 мм меньше наружного диаметра трубы, что приводит к образованию заостренных кромок, на которых концентрируется магнитный поток. Имеется возможность упора кромок в зачищенную до металла поверхность трубы, что приводит к передаче на трубу как основного - сконцентрированного магнитного потока, так и потоков рассеяния на кромках. 1894 1 Сердечники заостренными кромками прижаты с усилием к поверхности...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 158
Опубликовано: 30.09.2000
Авторы: Меренков Владимир Владимирович, Ящук Олег Викторович, Минаков Анатолий Петрович
МПК: B24B 39/06
Метки: обработки, инструмент, плоских, поверхностей, пневмовибродинамической
Текст:
...элементы расходуют на соударения с деформирующими элементами вне зоны обработки, что увеличивает, к тому же, их износ. В связи с этим, относительно низкая скорость приводящих элементов не позволяет им развить значительную центробежную силу и, соответственно, увеличить силу и частоту их ударов по деформирующим элементам. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/06
Метки: инструмент, плоских, поверхностей, пневмовибродинамической, обработки
Текст:
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Устройство для отделочной и упрочняющей обработки плоских поверхностей

Номер патента: U 1032
Опубликовано: 30.09.2003
Авторы: Варанец Ангелина Александровна, Пашкевич Виктор Михайлович, Пашкевич Михаил Федорович
МПК: B24B 39/00
Метки: отделочной, поверхностей, плоских, упрочняющей, обработки, устройство
Текст:
...обработки плоских поверхностей большим количеством одновременно работающих шариков 3, содержащий корпус, упруго соединенный с оправкой и хвостовиком, сепаратор с шариками,служащий для удержания последних от выпадания и свободно вращающийся на оправке. Здесь беговая дорожка образована коническими поверхностями двух колец, концентрично расположенных в корпусе. В таком устройстве 2 отсутствует скольжение шаров, т.е. отсутствует выглаживание...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 1373
Опубликовано: 30.06.2004
Авторы: Камчицкая Ирина Дмитриевна, Ящук Олег Викторович, Минаков Анатолий Петрович
МПК: B24B 39/06
Метки: обработки, поверхностей, инструмент, плоских, пневмовибродинамической
Текст:
...и деформирующих элементов 2. В рассматриваемом инструменте центры деформирующих элементов расположены на окружности, но их малая скорость также обусловлена преимущественно соударениями с приводящими элементами, что уменьшает, к тому же, скорость последних и приводит к снижению производительности обработки. Задачей настоящей полезной модели является повышение производительности обработки за счет повышения скорости деформирующих элементов....
Предыдущий патент: Модуль электротехнический безоболочный
Следующий патент: Установка для лазерной резки трубок из хрупких неметаллических материалов
Случайный патент: Устройство для магнитно-абразивной обработки зубчатых колёс