Устройство для литья поршней
Номер патента: U 2211
Опубликовано: 30.09.2005
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович

Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОРШНЕЙ(71) Заявитель ГНУ Физико-технический институт Национальной академии наук Беларуси(72) Авторы Мачнев Вячеслав Петрович Бакаев Александр Григорьевич(73) Патентообладатель ГНУ Физико-технический институт Национальной академии наук Беларуси(57) Устройство для литья поршней, содержащее разъемный кокиль с полуматрицами,имеющий прибыльную и литниковую части, отличающееся тем, что последние объединены в одну систему, представляющую собой центральное отверстие, равное диаметру отливки поршня, образованное при смыкании полуматриц, при этом оно оснащено электродуговым плазменным резаком для переплавки металла поршня непосредственно в кокиле.(56) 1. А.с. СССР 1616772, МПК 22 18/00, 1990. 2. Ласковнев А.П. и др. Производство поршней для высокоформированных двигателей внутреннего сгорания, УП Экоперспектива. - Минск, 2004. - С. 104, рис. 2.35 (прототип). 3. Шалай , Куцын .А. Перспектива применения поршней с упрочнением кольцевых канавок переплавом // Двигателестроение. - 1990. -12. - С. 28-29. 22112005.09.30 Полезная модель относится к литейному производству и касается конструкций устройств для литья поршней двигателей внутреннего сгорания из сплавов алюминия, преимущественно силуминов. Известно устройство для литья поршней, включающее разъемный кокиль, дозирующее устройство, механизм подачи расплавленного металла под давлением в кокиль 1. Недостатком этого устройства является то, что поршни, отлитые с его помощью, имеют повышенную газовую пористость, которая снижает срок их эксплуатации. Наиболее близким к заявляемому является устройство для литья поршней, содержащее разъемный кокиль с полуматрицами, имеющий прибыльную и литниковую части,стержень для формирования отверстия в поршне под палец 2. Недостатком этого устройства является крупнозернистая структура отлитых с его помощью поршней, особенно при повышенном содержании кремния (более 20 ) в силумине, что отрицательно влияет на их прочность. Кроме того, в этом устройстве значительная часть силумина (до 15 ) расходуется на заполнение литниковой части, т.е. используется не по назначению. Технической задачей полезной модели является повышение качества отлитых поршней путем уменьшения кристаллической структуры литья при использовании силуминов с большим содержанием кремния (более 20 ). Для достижения поставленной технической задачи в устройстве для литья поршней,содержащем разъемный кокиль с полуматрицами, имеющий прибыльную и литниковую части, последние объединены в одну систему, представляющую собой центральное отверстие, равное диаметру отливки поршня, образованное при смыкании полуматриц, при этом устройство оснащено электродуговым плазменным резаком для переплавки металла поршня непосредственно в кокиле. За счет объединения литниковой и прибыльной частей можно осуществлять заливку силумина в кокиль по частям, послойно переплавляя остывший металл с помощью электродугового плазменного резака. В результате скорость кристаллизации каждого слоя металла после плазменного переплава и омоноличивания его с ранее отлитым слоем металла выше, чем в прототипе в 3 и более раз, соответственно рост кристаллов уменьшается. Растворенные в силумине газы при плазменном переплаве тонкого слоя металла удаляются более полно, чем при обычном литье в кокиль. Это было подтверждено при локальном переплаве поверхности поршня, в результате которого повышается плотность и твердость металла 3. Усадочная раковина после каждого послойного переплава небольшая из-за высокой скорости охлаждения и обезгаживания расплава в процессе переплава, что позволяет более рационально использовать первичный силумин. Полезная модель поясняется чертежом, где изображен общий вид устройства для литья поршней, продольный разрез. Устройство для литья поршней содержит разъемный кокиль с полуматрицами 1 и 2,при этом прибыльная и литниковая части кокиля объединены в одну систему, представляющую собой центральное отверстие, равное диаметру отливки поршня и образованное сомкнутыми полуформами 1 и 2. В нижней части кокиль снабжен кольцом 3, выполненным из токопроводящего материала. Для формирования внутренней поверхности поршня кокиль имеет разрезную втулку 4 и клин 5, а для формирования отверстия под палец поршня он оснащен стержнем 6. К кольцу 3 подведен положительный полюс от источника тока (не показан). Для переплава металла поршня непосредственно в кокиле устройство оснащено электродуговым плазменным резаком 7 с источником питания (не показан) установки ОПР-6,который для автоматизации процесса переплавки металла установлен на автоматическом манипуляторе 8 (изображен условно). 2 22112005.09.30 Устройство для литья поршней работает следующим образом. Перед литьем на внутреннюю поверхность полуматриц 1 и 2 напыляют слой антиадгезива (15 суспензию окиси магния в растворе жидкого стекла), который служит также электроизолятором (для уменьшения вероятности поджига дуги между катодом плазменного резака 7 и боковой стенкой полуматриц 1 и 2). После высыхания слоя и сборки кокиля, в него через центральное отверстие (показано стрелкой) заливают жидкий силумин с содержанием кремния, например, 27 до уровня А (показан пунктирной линией), т.е. выше уровня втулки 4 на 5-10 мм. Залитый силумин формирует нижнюю часть отливки поршня (юбку поршня). Открытая, большая поверхность зеркала жидкого металла быстро выделяет растворенные в нем газы и также быстро охлаждается (из-за меньшей массы силумина, чем в прототипе). После быстрой кристаллизации формируется небольшая усадочная раковина (не более 10 мм по высоте). Затем заливают следующую порцию жидкого силумина до уровня Б, высотой 812 мм. С помощью манипулятора 8 опускают плазменный резак 7 и поджигают основную дугу на расстоянии 30-40 мм от уровня Б залитого слоя. Перемещают анодное пятно по его поверхности круговыми движениями резака 7 от центра к стенкам полуматриц 1, 2, переплавляя слой силумина при силе тока 500600 и напряжении 8090 В. В течение 5-10 с силумин слоя Б переплавляют, нагревая до температуры свыше 900 С, при этом из него интенсивно удаляются растворенные газы. После поднятия резака 7 и обрыва дуги расплавленный слой силумина быстро охлаждается, отдавая большую часть тепла через ранее отлитый и отвержденный слой силумина юбочной части поршня. Затем заливают следующий слой силумина до уровня С (также высотой 812 мм) и повторяют операцию по его переплаву с помощью резака 7, в котором в качестве плазмообразующего газа используется аргон. После того как в кокиле будет получена необходимая высота отливки поршня (с некоторым запасом для токарной обработки и удаления усадочной раковины), производят его разборку и извлечение отлитого поршня. Для этого с помощью гидроцилиндров (не показаны) выдвигают стержень 6 из стенок полуматриц 1 и 2, опускают клин 5, затем втулку 4, раздвигают полуматрицы 1 и 2 и с помощью кольца 3 выталкивают вверх отлитую заготовку поршня. Отлитый с помощью этого устройства поршень имеет плотную, монолитную, мелкокристаллическую структуру (величина кристаллов кремния не превышает 100 мкм). Общее время послойной заливки поршня и плазменного переплава слоев силумина превышает общее время заливки и охлаждения отлитого поршня в прототипе не более чем на 20 , что позволяет использовать устройство для литья не только уникальных поршней (для гоночных автомобилей), но и для выпуска высокофорсированных серийных двигателей. Кроме того, устройство позволяет экономить около 10 первичного силумина. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/02
Метки: поршней, устройство, литья
Код ссылки
<a href="https://by.patents.su/3-u2211-ustrojjstvo-dlya-litya-porshnejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для литья поршней</a>
Способ восстановления канавок поршней
Номер патента: 707
Опубликовано: 30.06.1995
Авторы: Баранкевич Михаил Мелентьевич, Семенов Владимир Иванович, Иванов В. П., Басинский Владимир Иванович, Тимофеев Леонид Николаевич, Атрашевский Михаил Александрович, Пашкевич Казимир Антонович, Сухоруков В. Ф., Титов В. Ф.
МПК: B23P 6/02
Метки: способ, поршней, восстановления, канавок
Текст:
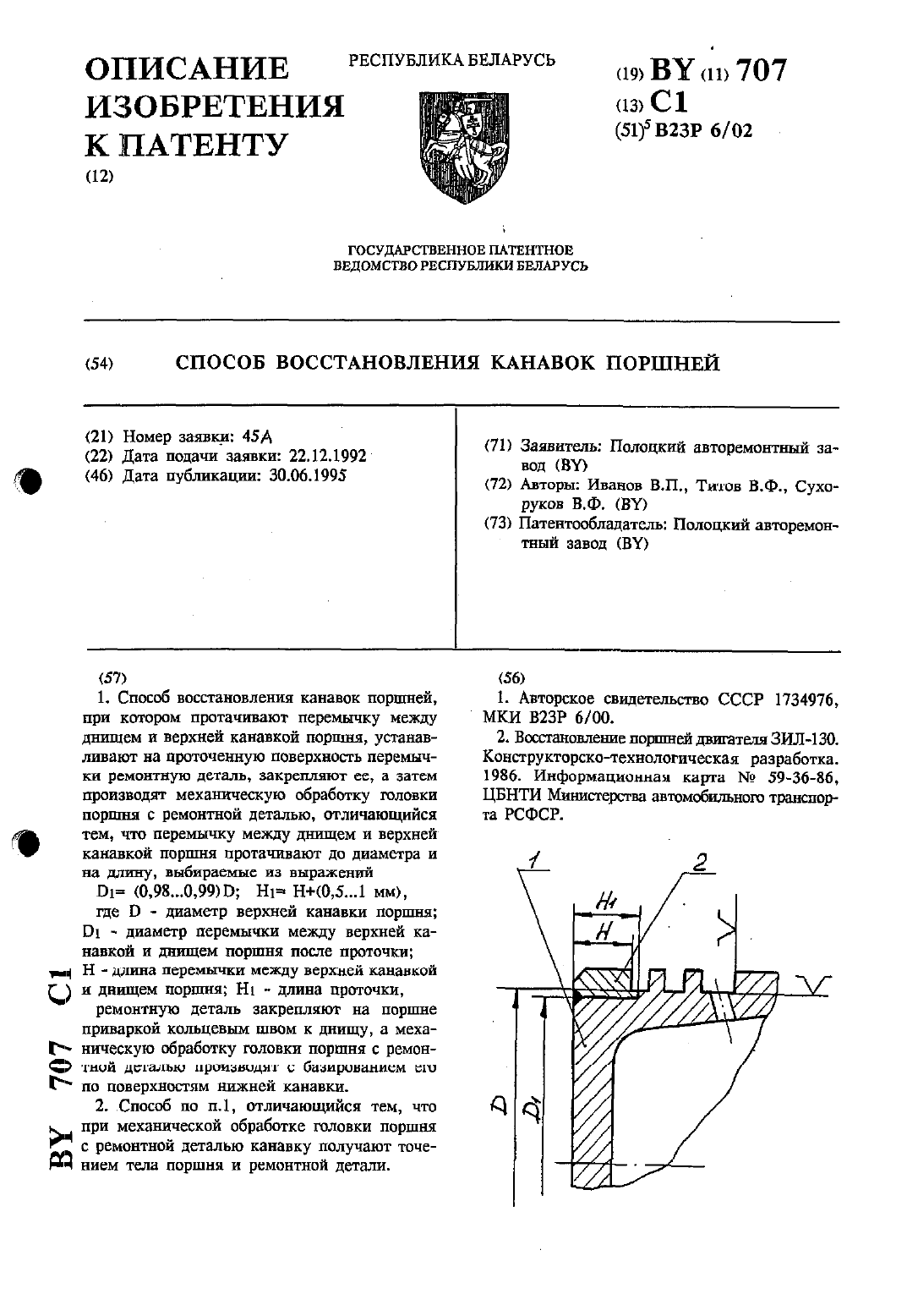
...и закрепленной ремонтной детали с базированием поршня по поверхности нижней канавки под поршневое кольцо.Указанная задача решается за счет тою, что в способе восстановления канавок поршней, 10включающем операции протачивания перемычки между дншцем и верхней Канавкой поршня установки на проточенную поверхность перемычки ремонтной детали, закрепления ее и механической обработки головки поршня с ремонтной деталью, точение перемычки между верхней...
Правильное устройство машины непрерывного литья заготовок
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Томшин Михаил Александрович, Пишикин Вадим Серафимович, Козак Наталья Владимировна, Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич
МПК: B22D 11/44
Метки: литья, машины, непрерывного, правильное, устройство, заготовок
Текст:
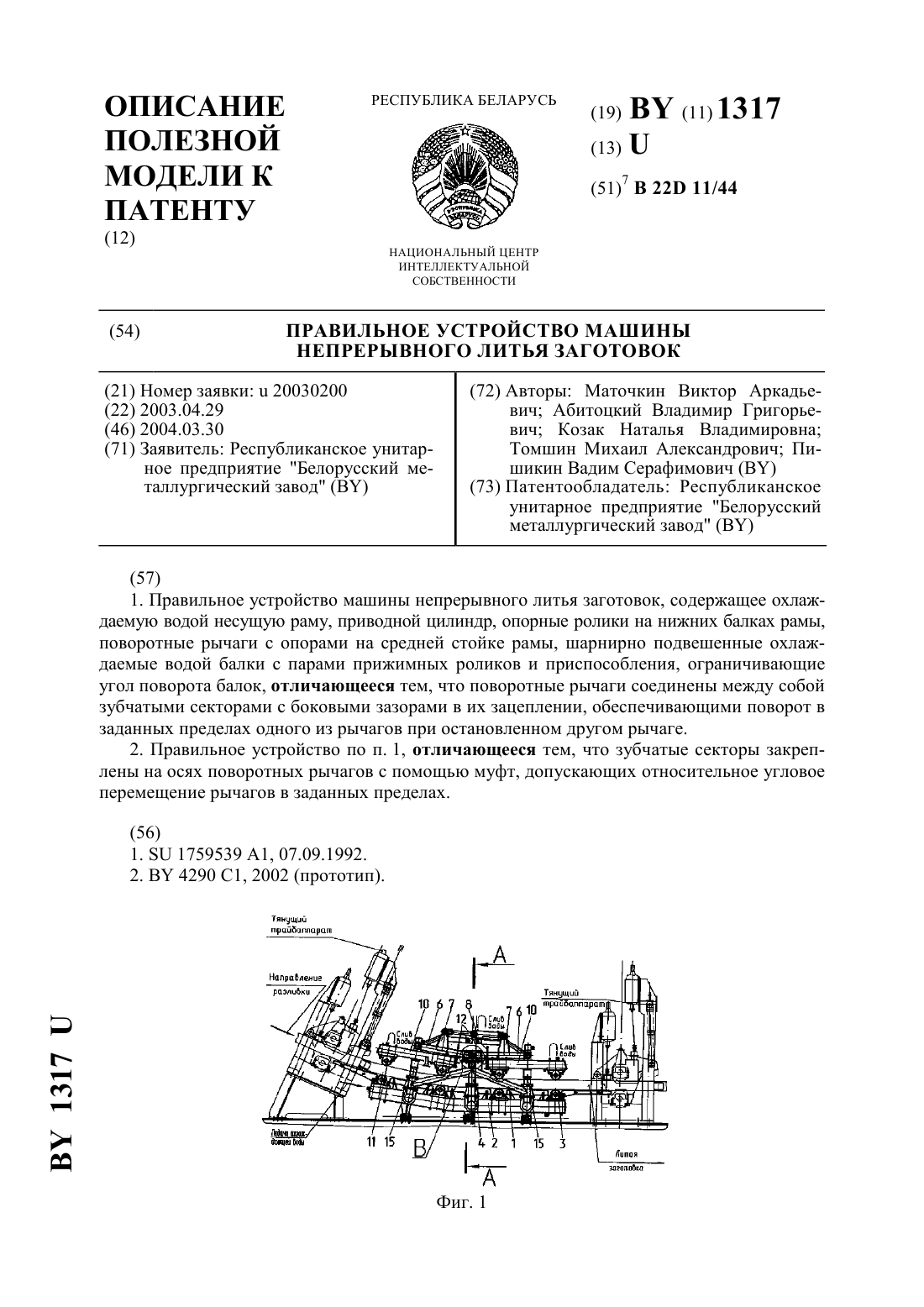
...зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
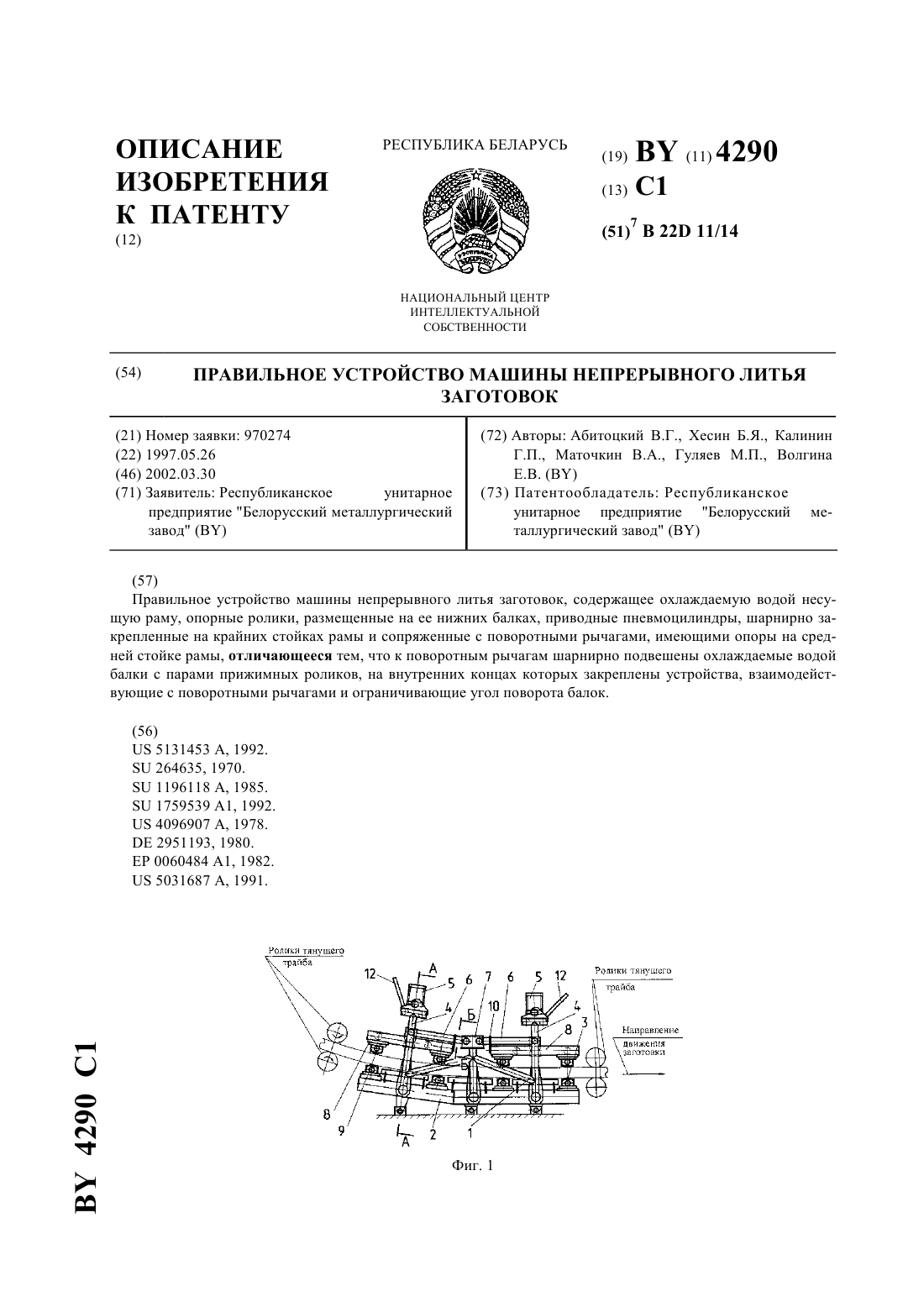
Авторы: Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович, Калинин Геннадий Петрович, Волгина Евгения Васильевна, Хесин Борис Яковлевич
МПК: B22D 11/14
Метки: заготовок, устройство, правильное, непрерывного, литья, машины
Текст:
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Утеплительная вставка для литья алюминиевых сплавов
Номер патента: U 1075
Опубликовано: 30.12.2003
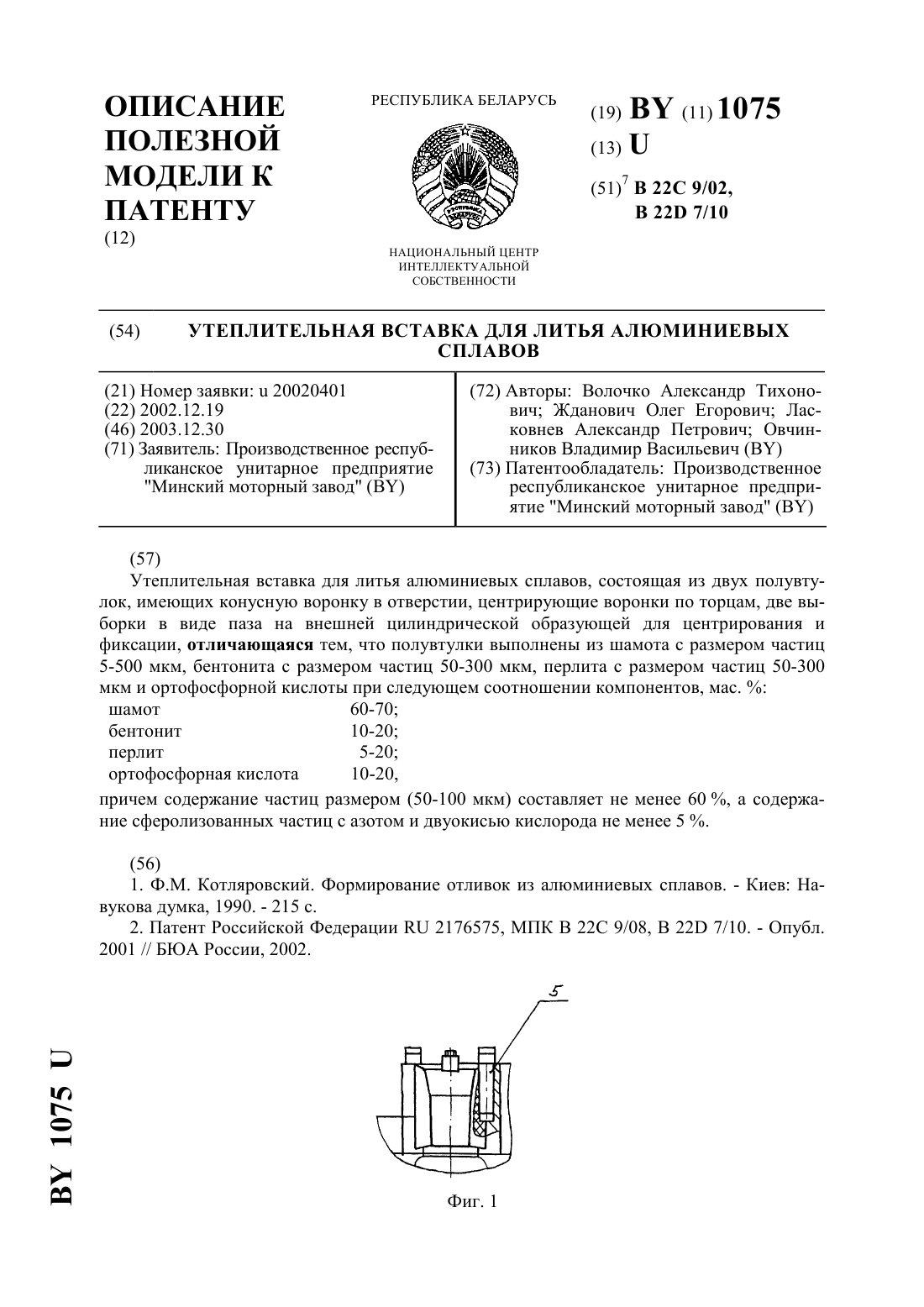
Авторы: Волочко Александр Тихонович, Овчинников Владимир Васильевич, Жданович Олег Егорович, Ласковнев Александр Петрович
Метки: сплавов, литья, утеплительная, алюминиевых, вставка
Текст:
...сплавов, повышение теплостойкости и обеспечение низкого коэффициента теплопроводности вставок. Поставленная задача решается таким образом, что утеплительная вставка для литья алюминиевых сплавов, состоящая из двух полувтулок, имеющих конусную воронку в отверстии, центрирующие воронки по торцам, две выборки в виде паза на внешней цилиндрической образующей для центрирования и фиксации, полувтулки выполнены из шамота с размером частиц 5-500 мкм,...
Устройство для литья пленки
Номер патента: 3221
Опубликовано: 30.03.2000
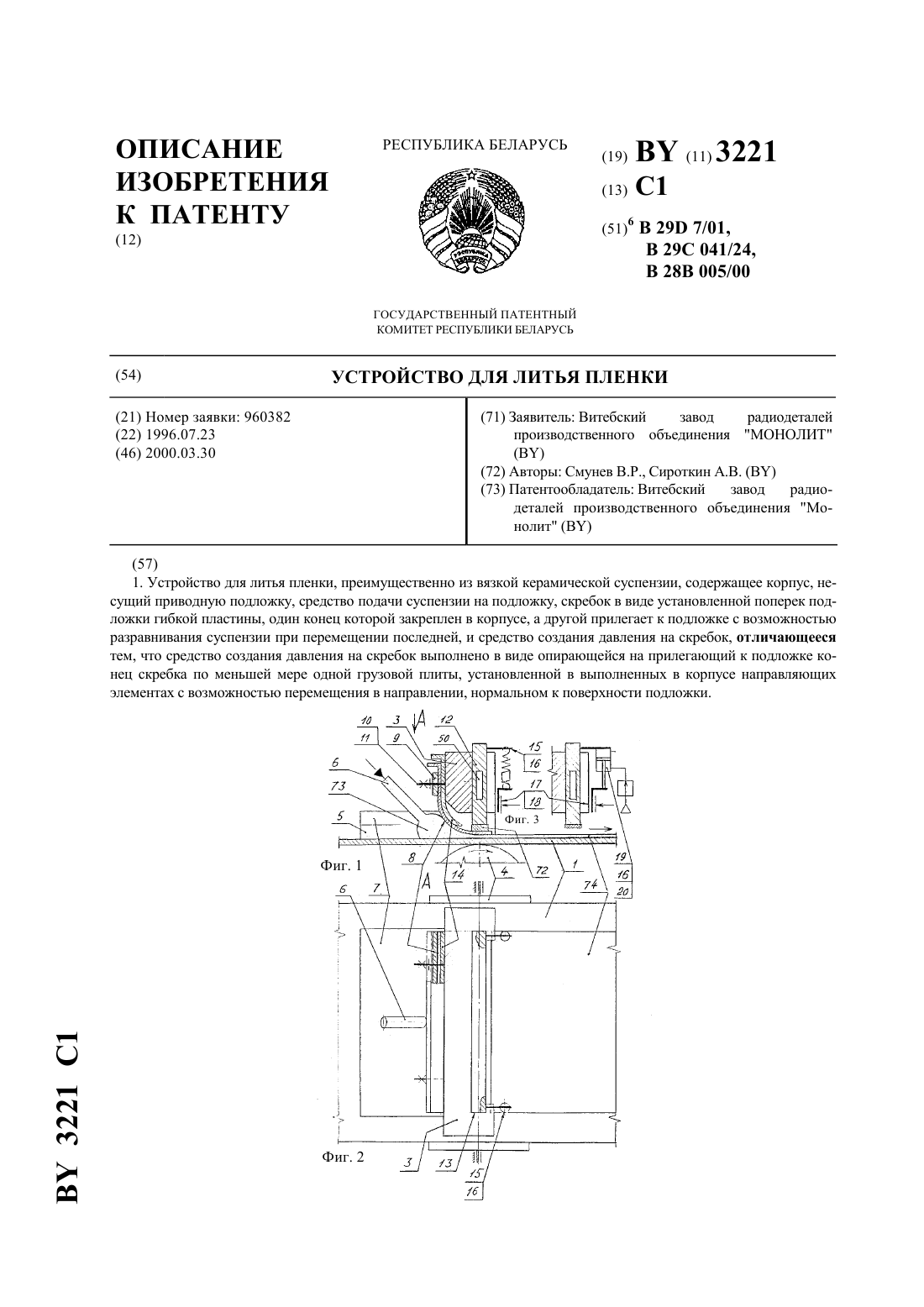
Авторы: Смунев Валерий Романович, Сироткин Александр Владимирович
МПК: B29C 041/24, B29D 7/01, B28B 005/00...
Метки: литья, пленки, устройство
Текст:
...3 показан фрагмент с фиг. 1 (с измененными элементами устройства) на фиг. 4 показан общий вид устройства, аналогичный фиг. 1, но с добавленными элементами на фиг. 5 показан фрагмент с фиг. 4 с добавленными элементами на фиг. 6 показан фрагмент с фиг. 4 с измененными элементами на фиг. 7 показан разрез Б-Б с фиг. 4 на фиг. 8 показан фрагмент 1 с фиг. 7 с добавленными элементами, вариант на фиг. 9 показан тот же фрагмент 1 с добавленными...
Предыдущий патент: Устройство для измерения температуры вспышки жидких нефтепродуктов
Следующий патент: Устройство для ингаляции мелких лабораторных животных
Случайный патент: Способ хирургического лечения билиарного псевдотуморозного панкреатита, осложненного аррозивным кровотечением в просвет желудочно-кишечного тракта