Способ восстановления канавок поршней
Номер патента: 707
Опубликовано: 30.06.1995
Авторы: Семенов Владимир Иванович, Тимофеев Леонид Николаевич, Баранкевич Михаил Мелентьевич, Титов В. Ф., Иванов В. П., Атрашевский Михаил Александрович, Сухоруков В. Ф., Басинский Владимир Иванович, Пашкевич Казимир Антонович
Текст
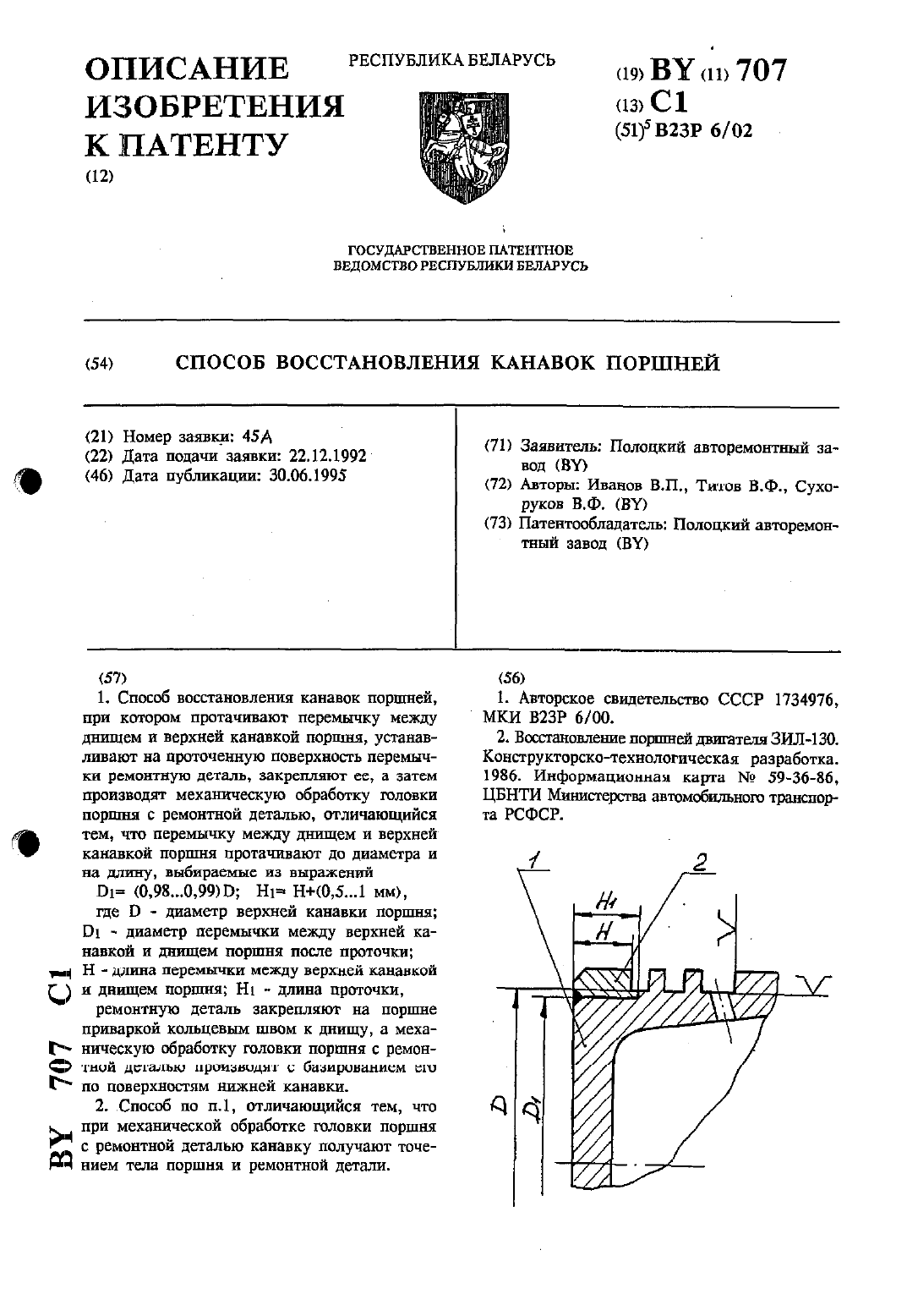
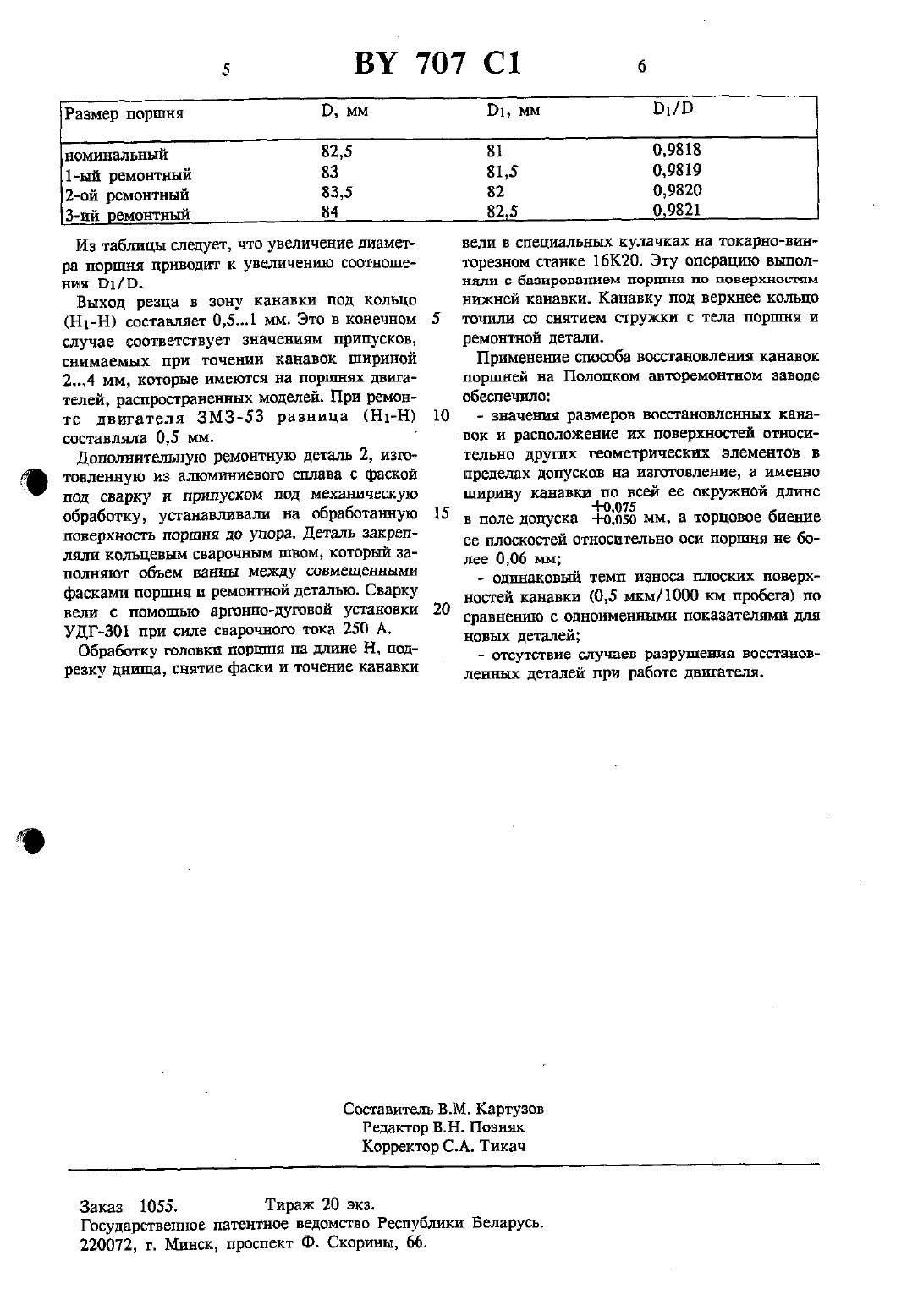
(54) СПОСОБ ВОССТАНОВЛЕНИЯ КАНАВОК ПОРШНЕЙ(22) Дата подачи заявки 22.12.1992 (46) Дата публикации 30.06.1995(71) Заявитель Полоцкий авторемонтный завод (ВЧ)(73) Патентообладатель Полоцкий авторемонтный завод (В)(57) (56) 1. Способ восстановления канавок поршней, 1. Авторское свидетельство СССР 1734976,при котором протачивают перемычку между МКИ В 2 ЗР 6/00. днищем п верхней Канавкой поршня, устанав- 2. Восстановление поршней двигателя ЗИЛ-ВО. ливают на проточенную поверхность перемыч- Конструкторско-технологическая разработка. ки ремонтную деталь, закрепляют ее, а затем 1986. Информационная карта Не 59-36-86,производят механическую обработку головки ЦБНТИ Министерства автомобильного транспорпорппш с ремонтной деталью, отличающийся та РСФСР. д тем, что перемычку между днищем и верхней Канавкой поршня протачивают до диаметра ина длину, выбираемые из выражений П 1 (0,98099)13 Н 1 Н(051 мм),где В - диаметр верхней канавки поршня 131 - диаметр перемычки между верхней канавкой и дншцем поршня после проточки д Н - длина перемычки между верхней канавкой) и днищем поршня Н 1 длина проточки,ремонтную деталь закрепляют на поршне приваркой кольцевым швом к днищу, а мехаГ- ническую обработку головки поршня с ремонСЭ тной деталью производят с базированием его Г по поверхностям нижней канавки. 2. Способ по п.1 отличающийся тем, что при механической обработке головки поршня ц с ремонтной деталью канавку получают точед нием тела поршня и ремонтной детали.Изобретение относится к области капитального ремонта автотракторных двигателей и может быть использовано при ремонте поршней из алюминиевого сплава.Известен способ восстановления канавок под компрессионные кольца поршней 1, включающий протачивание торцовых поверхностей перемычек под углом к их диаметральной плоскости, установку противоизносных колец и сварку последних с перемычками. При этом противоизносные кольца протачивают под таким же углом, что и перемычки, а сварку колец с перемычками производят по всей плоскости сопряжения.Недостатком указанного способа является большая трудоемкость (наличие магнитной дефектоскопии, плазменной наплавки порошками ПГ-СРЗ, термообработки, разрезания колец электроэрозионным методом, сборки на специальном приспособлении и электроннолучевой сварки) и трудности его реализации на поршнях автотракторньтх двигателей, размеры которых на порядок больше размеров поршней судовых двигателей.Наиболее близким к изобретению из известных технических решений является способ восстановления поршней 2, включающий точение головки поршня с удалением дефектных элементов, изготовление ремонтной детали с двумя канавками, нагрев ремонтной детали, обезжиривание обработанной поверхности поршня и нанесение на нее анаэробной смолы, сборку летали.Известный способ предполагает восстановлеНИЕ ОДНОВРЕМСННО НЕСКОЛЬКИХ КЗННВОК В ТО время, как интенсивно изнашивается только верхняя канавка. Установка ремонтной детали с проточенными канавками под поршневые кольца с закреплением ее с помощью анаэробной смолы, во-первых, не обеспечивает точНОСТЬ ВЗНИМНОГО РЗСПОЛОЖСНИЯ ПОБСПХНОТЙ канавок в ремонтной детали по отношению к оси поршня, во-вторых, не обеспечивает надежную работу детали в условиях знакопеременных нагрузок и высоких температур. Кроме того, съем металла в области канавок уменьшает прочность восстанавливаемой детали в сечении канавок.Задачей изобретения является повышение надежности восстановленного поршня за счет минимального удаления материала в зоне канавок, закрепления дополнительной ремонтной детали кольцевым сварочным швом, а также повышение точности восстановления за счет точения поршня и закрепленной ремонтной детали с базированием поршня по поверхности нижней канавки под поршневое кольцо.Указанная задача решается за счет тою, что в способе восстановления канавок поршней, 10включающем операции протачивания перемычки между дншцем и верхней Канавкой поршня установки на проточенную поверхность перемычки ремонтной детали, закрепления ее и механической обработки головки поршня с ремонтной деталью, точение перемычки между верхней Канавкой и днищем поршня осуществляют до диаметра и на длину, выбираемые из выражений1 Э 1 (0,98.0,99)В Н 1 Н(051 мм), где В - диаметр верхней канавки поршня 131 - диаметр перемычки между верхней капапкой и днищем поршня после проточки Н - длина перемычки между верхней канавкой н днищем поршня Н 1 - длина проточки, закрепление ремонтной детали на поршне производят приваркой кольцевым швом к днищу, а механическую обработку головки поршня с ремонтной деталью - с базированием его по поверхностям нижней канавки.При этом, канавку поршня получают при механической обработке головки поршня с ремонтной деталью точением тела поршня и ремонтной детали.Предложенный способ иллюстрируется чертежом поршня, восстановленного этим способом.Способ апробирован в крупносерийном производстве при ремонте поршней двигателей ЗМЗ-ЗЗ. Номинальный диаметр поршня - 92 мм,материал - алюминиевый сплав АК 12 ММгНВосстановление канавки поршня под компрессионное кольцо включало проточку головки, изготовление дополнительной ремонтной детали, установку этой детали на поршень и ее закрепление, обработку головки поршня.перемычку между днищем и канавкой под верхнее кольцо поршня Е протачивали на токарно-винторезном станке в специальных кулачках в размер В 181 мм при диаметре поверхности канавки В 82,5 мм на длину Н 1 10 мм, что превышает толщину перемычки Н на 0,5 мм. С торца днища снимали фаску под сварку.Опытным путем было установлено, что радиальная толщина ремонтной детали в зоне канавки после обработки должна составлять 0,751 мм. Для автомобильных поршней с диаметром юбки 82 мм, например двигателя М-412, эта толщина соответствует меньшему граничному значению, а для поршней с диаметром юбки 100 ьш, например двигателя 3 ИЛ-130, - большему значению.Для номинального и ремонтных размеров поршней двигателя 3 МЗ-53 размеры 1) и 131(см. рисунок) и их соотношение сведены в таблицу.Из таблицы следует, что увеличение диаметра поршня приводит к увеличению соотношении 131/13.Выход резца в зону канавки под кольцо(Н 1-Н) составляет О,51 мм. Это в конечном случае соответствует значениям припусков,снимаемых при точении канавок шириной 24 мм, которые имеются на поршнях двигателей, распространенных моделей. При ремонте двигателя ЗМЗ-ЗЗ разница (Н 1-Н) составляла 0,5 мм.Дополнительную ремонтную деталь 2, изготовленную из алюминиевого сплава с фаской под сварку и припуском под механическую обработку, устанавливали на обработанную поверхность поршня до упора. Деталь закрепля.пи кольцевым сварочным швом, который заполняют объем ванны между совмещенными фасками поршня и ремонтной деталью. Сварку вели с помощью аргонно-дуговой установки УДГ-301 при силе сварочного тока 250 А.Обработку головки поршня на длине Н, подрезку днища, снятие фаски и точение канавкивели в специальных кулачках на токарно-винторезном станке 16 К 20. Эту операцию выполняли с базированием поршня по поверхностям нижней канавки. канавку под верхнее кольцо точили со снятием стружки с тела поршня и ремонтной детали.Применение способа восстановления канавок поршней на Полоцком авторемонтном заводе обеспечило- значения размеров восстановленных канавок и расположение их поверхностей относительно других геометрических элементов в пределах допусков на изготовление, а именноширину канавки по всей ее окружной длинеее плоскостей относительно оси поршня не более 0,06 мм- одинаковый темп износа плоских поверхностей канавки (05 мкм/1000 км пробега) по сравнению с одноименными показателями для новых деталейт ОТСУТСТВИЕ случаев разрушения ВОССТЗНОВленных деталей при работе двигателя.Государственное патентное ведомство Республики Беларусъ.
МПК / Метки
МПК: B23P 6/02
Метки: поршней, способ, восстановления, канавок
Код ссылки
<a href="https://by.patents.su/3-707-sposob-vosstanovleniya-kanavok-porshnejj.html" rel="bookmark" title="База патентов Беларуси">Способ восстановления канавок поршней</a>
Способ восстановления дефекта протока околоушной слюнной железы
Номер патента: 292
Опубликовано: 30.12.1994
Авторы: Ластовка А. С., Людчик Т. Б., Чудаков О. П.
МПК: A61B 17/00
Метки: околоушной, железы, способ, дефекта, протока, восстановления, слюнной
Текст:
...образом. -После выполнения доступа к протоку через устье выводного протока вводят поли этиленовый катетер и в промежутке гиежду дистальной и проксимальной частями проТОКБ на катетер помещают резецированный участок малой подкожной вены ноги. Аутотрансплантат берут в области нижней третиГОЛЕНИ. ГДЕ ВНУТРЕННИЙ ДИЭМЭТП ПОДКОЖНОЙвены ноги совпадает с диаметром выводно-го протока околоушной слюнной железы. Венозный аутотрансплантатинстиллируют...
Устройство для прямого восстановления железной руды
Номер патента: 481
Опубликовано: 30.03.1995
Автор: Богдан Вулетич
МПК: F27B 1/20, C21B 13/14
Метки: руды, прямого, железной, восстановления, устройство
Текст:
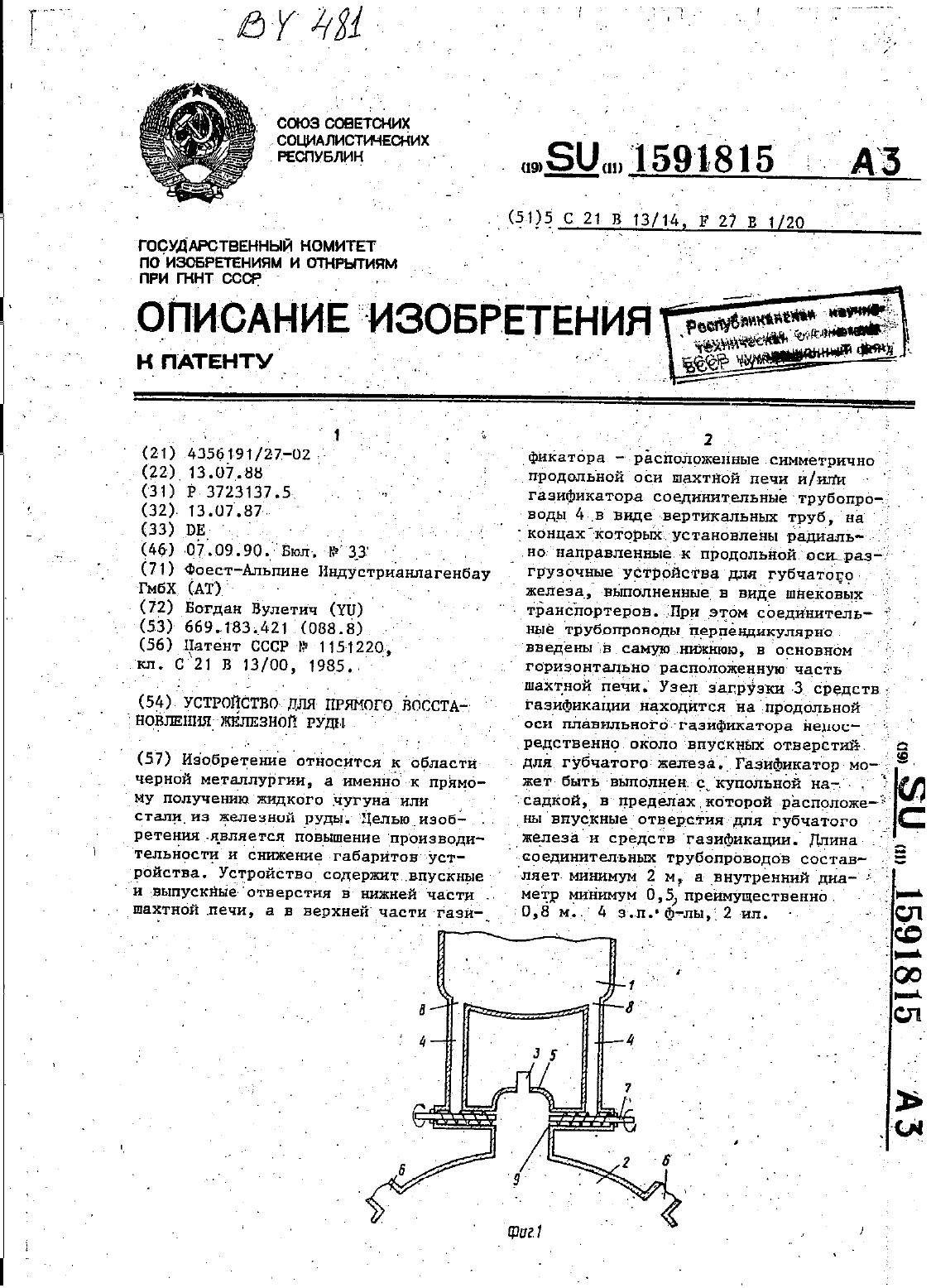
...6, В верхней воне стенки платвильного газнфикаторе на сравнителЬ но большом расстоянии от купольной Насадки 6 дУГ 5 Разно-Рположены трубопроводы 8 для неочищенного нлн восстановительного газа.портерами те. только разгрузкой губчатого железа и его подачей ввере тикальные трубопроводы 4 приэтомскорость олусканнягубчатого железа 7 внутри.ннх не нграетынииакой роли гБЛЗГ 0 дарЯвведению 5 внутрь купольной насадки 6 увлов загрузки...
Способ клепки
Номер патента: 73
Опубликовано: 30.09.1994
Авторы: Исаев А. Н., Мазаник О. Н.
МПК: B21J 15/12
Текст:
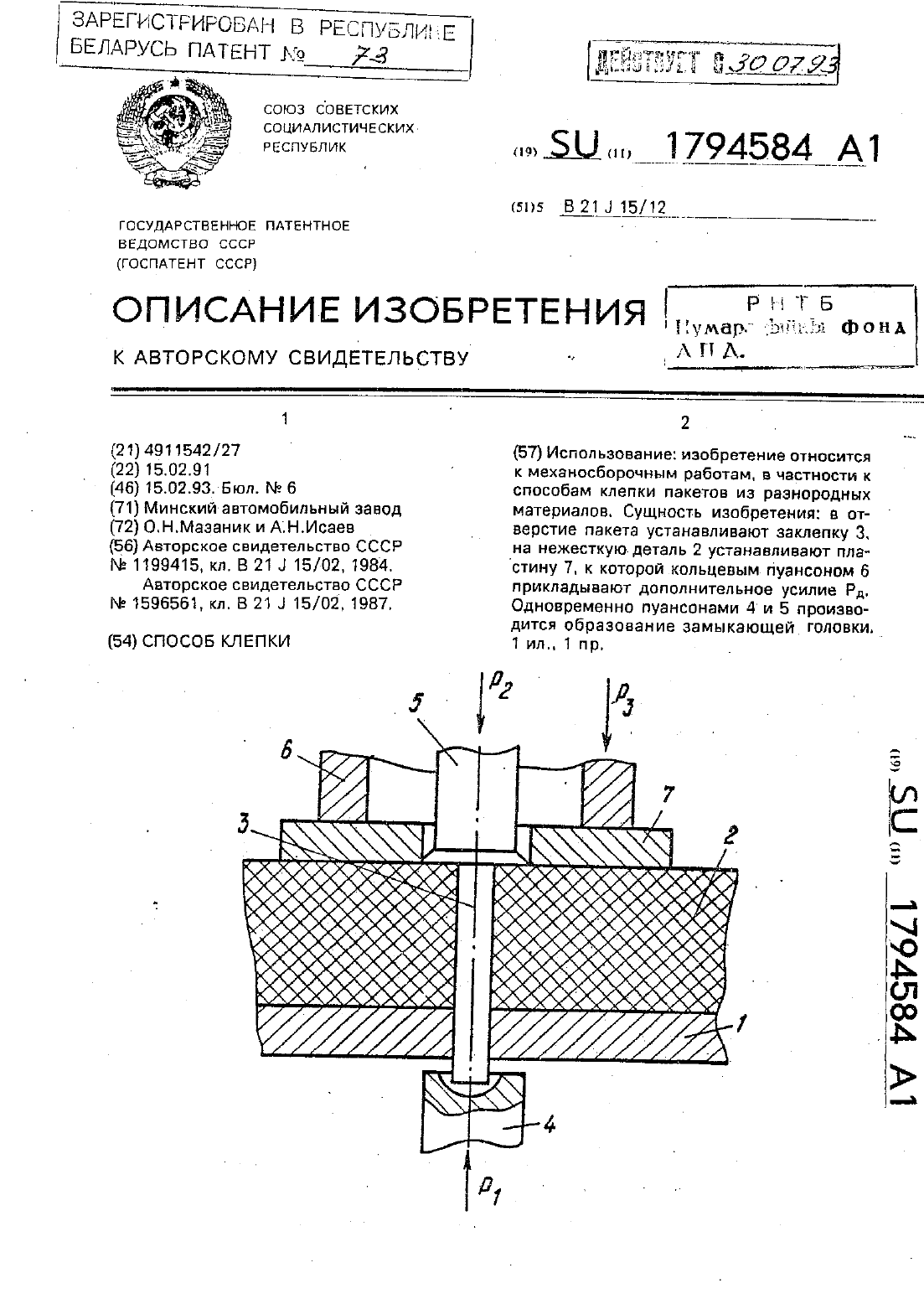
...изображен пакет.Способ клепки. включающий установку в отверстие пакета заклепки с закладной головкой. образование замыкающей голо ВКИ ПУТЕМ ПРИЛОЖВНИЯ К торцам ЗЭКЛВПКИосевых усилий. ограничение осевых усилий со стороны закладной головки. приложение дополнительного усилия со стороны нежесткой детали в течение всего процесса клепки. причем сумма осевого. прикладываемого к закладной головке и дополнительного усилий равна осевому усилию....
Предыдущий патент: Способ испытания асфальтобетона на трещиностойкость и сдвигоустойчивость
Следующий патент: Система стабилизации линии визирования
Случайный патент: Машина для внесения жидких органических удобрений