Станок для центробежной металлизации втулок
Текст
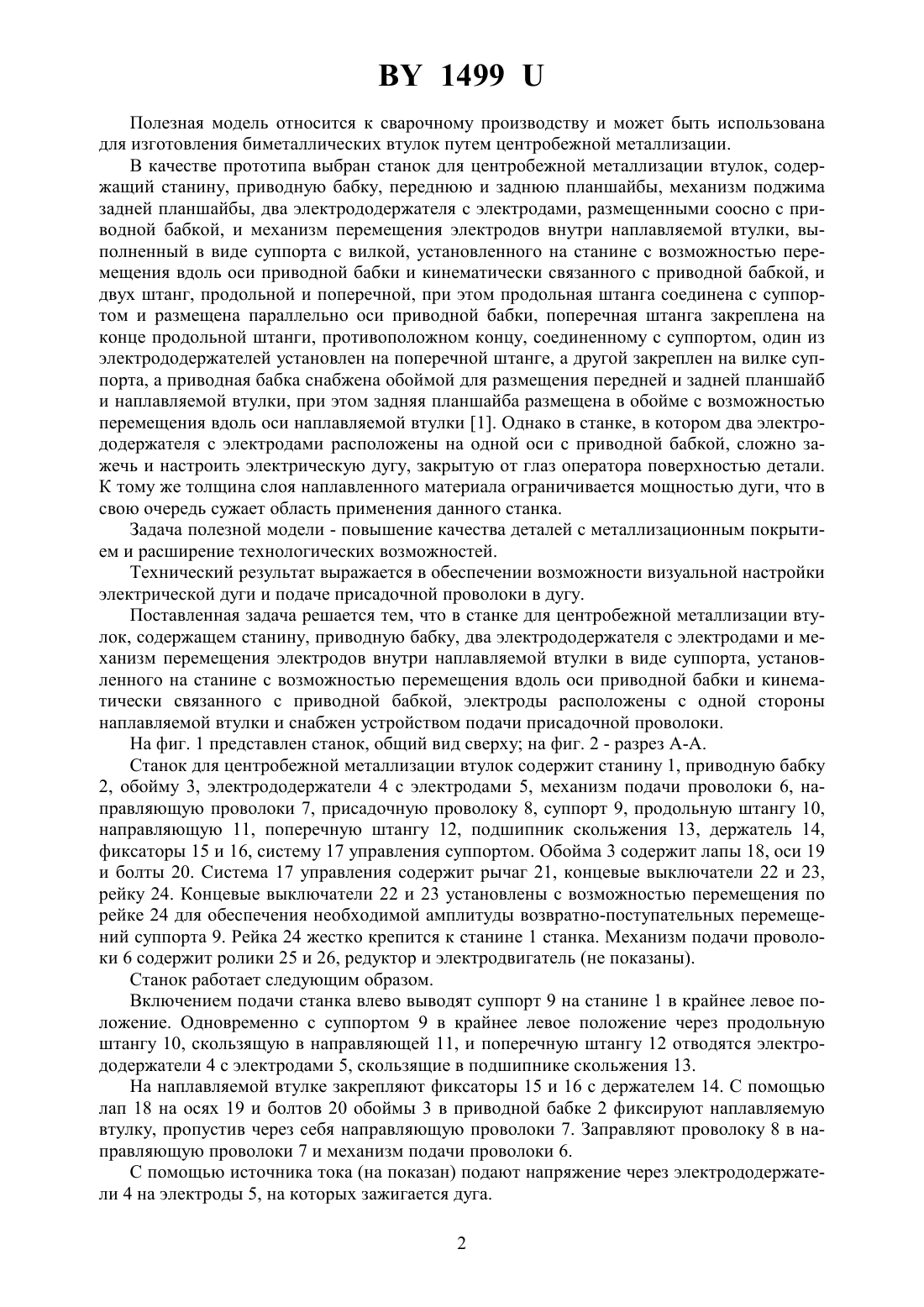
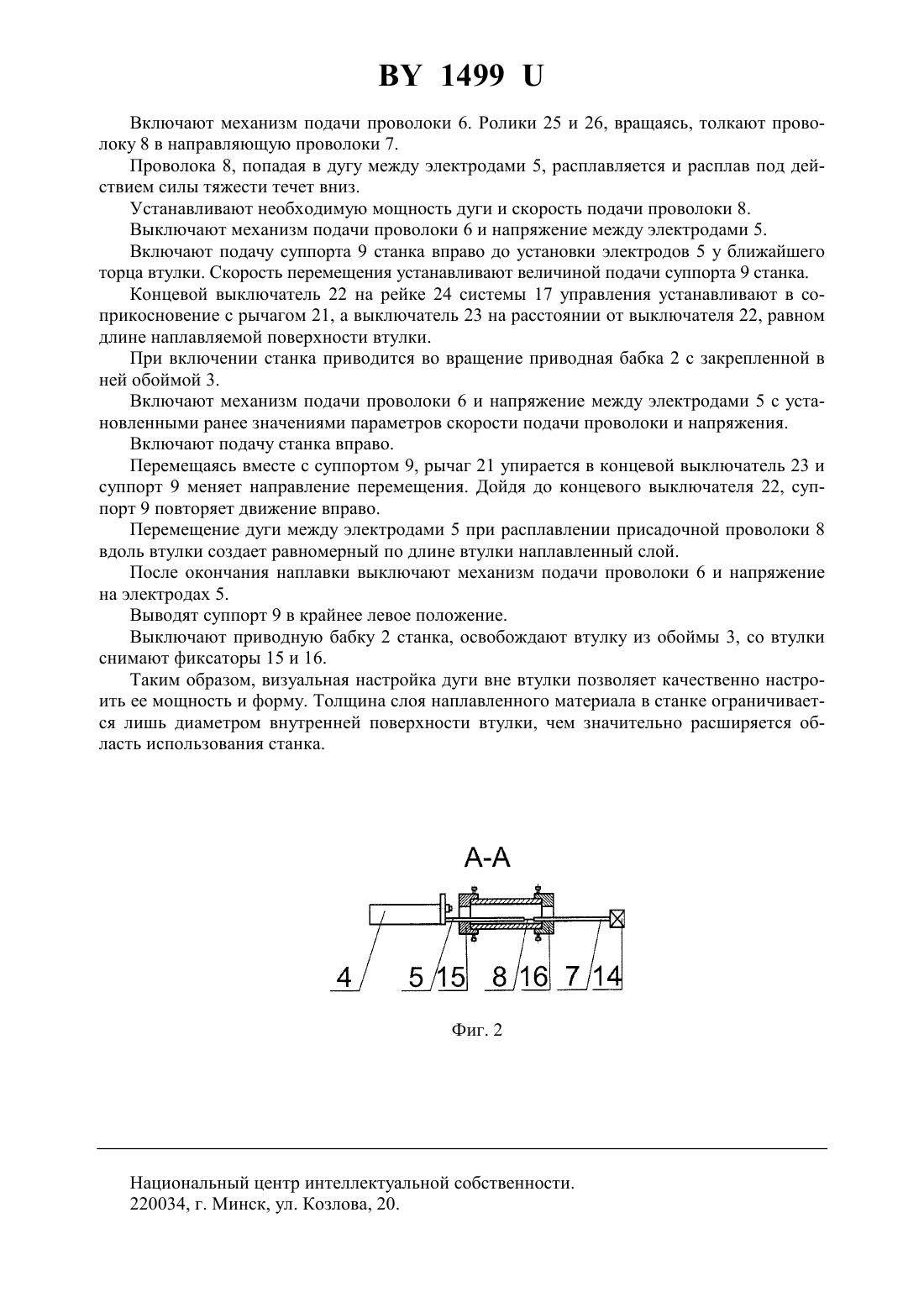
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ МЕТАЛЛИЗАЦИИ ВТУЛОК(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Автор Буйкус Кястас Вито(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для центробежной металлизации втулок, содержащий станину, приводную бабку, два электрододержателя с электродами и механизм перемещения электродов внутри наплавляемой втулки в виде суппорта, установленного на станине с возможностью перемещения вдоль оси приводной бабки и кинематически связанного с приводной бабкой, отличающийся тем, что электроды расположены с одной стороны наплавляемой втулки и снабжен устройством подачи присадочной проволоки. 1499 Полезная модель относится к сварочному производству и может быть использована для изготовления биметаллических втулок путем центробежной металлизации. В качестве прототипа выбран станок для центробежной металлизации втулок, содержащий станину, приводную бабку, переднюю и заднюю планшайбы, механизм поджима задней планшайбы, два электрододержателя с электродами, размещенными соосно с приводной бабкой, и механизм перемещения электродов внутри наплавляемой втулки, выполненный в виде суппорта с вилкой, установленного на станине с возможностью перемещения вдоль оси приводной бабки и кинематически связанного с приводной бабкой, и двух штанг, продольной и поперечной, при этом продольная штанга соединена с суппортом и размещена параллельно оси приводной бабки, поперечная штанга закреплена на конце продольной штанги, противоположном концу, соединенному с суппортом, один из электрододержателей установлен на поперечной штанге, а другой закреплен на вилке суппорта, а приводная бабка снабжена обоймой для размещения передней и задней планшайб и наплавляемой втулки, при этом задняя планшайба размещена в обойме с возможностью перемещения вдоль оси наплавляемой втулки 1. Однако в станке, в котором два электрододержателя с электродами расположены на одной оси с приводной бабкой, сложно зажечь и настроить электрическую дугу, закрытую от глаз оператора поверхностью детали. К тому же толщина слоя наплавленного материала ограничивается мощностью дуги, что в свою очередь сужает область применения данного станка. Задача полезной модели - повышение качества деталей с металлизационным покрытием и расширение технологических возможностей. Технический результат выражается в обеспечении возможности визуальной настройки электрической дуги и подаче присадочной проволоки в дугу. Поставленная задача решается тем, что в станке для центробежной металлизации втулок, содержащем станину, приводную бабку, два электрододержателя с электродами и механизм перемещения электродов внутри наплавляемой втулки в виде суппорта, установленного на станине с возможностью перемещения вдоль оси приводной бабки и кинематически связанного с приводной бабкой, электроды расположены с одной стороны наплавляемой втулки и снабжен устройством подачи присадочной проволоки. На фиг. 1 представлен станок, общий вид сверху на фиг. 2 - разрез А-А. Станок для центробежной металлизации втулок содержит станину 1, приводную бабку 2, обойму 3, электрододержатели 4 с электродами 5, механизм подачи проволоки 6, направляющую проволоки 7, присадочную проволоку 8, суппорт 9, продольную штангу 10,направляющую 11, поперечную штангу 12, подшипник скольжения 13, держатель 14,фиксаторы 15 и 16, систему 17 управления суппортом. Обойма 3 содержит лапы 18, оси 19 и болты 20. Система 17 управления содержит рычаг 21, концевые выключатели 22 и 23,рейку 24. Концевые выключатели 22 и 23 установлены с возможностью перемещения по рейке 24 для обеспечения необходимой амплитуды возвратно-поступательных перемещений суппорта 9. Рейка 24 жестко крепится к станине 1 станка. Механизм подачи проволоки 6 содержит ролики 25 и 26, редуктор и электродвигатель (не показаны). Станок работает следующим образом. Включением подачи станка влево выводят суппорт 9 на станине 1 в крайнее левое положение. Одновременно с суппортом 9 в крайнее левое положение через продольную штангу 10, скользящую в направляющей 11, и поперечную штангу 12 отводятся электрододержатели 4 с электродами 5, скользящие в подшипнике скольжения 13. На наплавляемой втулке закрепляют фиксаторы 15 и 16 с держателем 14. С помощью лап 18 на осях 19 и болтов 20 обоймы 3 в приводной бабке 2 фиксируют наплавляемую втулку, пропустив через себя направляющую проволоки 7. Заправляют проволоку 8 в направляющую проволоки 7 и механизм подачи проволоки 6. С помощью источника тока (на показан) подают напряжение через электрододержатели 4 на электроды 5, на которых зажигается дуга. 2 1499 Включают механизм подачи проволоки 6. Ролики 25 и 26, вращаясь, толкают проволоку 8 в направляющую проволоки 7. Проволока 8, попадая в дугу между электродами 5, расплавляется и расплав под действием силы тяжести течет вниз. Устанавливают необходимую мощность дуги и скорость подачи проволоки 8. Выключают механизм подачи проволоки 6 и напряжение между электродами 5. Включают подачу суппорта 9 станка вправо до установки электродов 5 у ближайшего торца втулки. Скорость перемещения устанавливают величиной подачи суппорта 9 станка. Концевой выключатель 22 на рейке 24 системы 17 управления устанавливают в соприкосновение с рычагом 21, а выключатель 23 на расстоянии от выключателя 22, равном длине наплавляемой поверхности втулки. При включении станка приводится во вращение приводная бабка 2 с закрепленной в ней обоймой 3. Включают механизм подачи проволоки 6 и напряжение между электродами 5 с установленными ранее значениями параметров скорости подачи проволоки и напряжения. Включают подачу станка вправо. Перемещаясь вместе с суппортом 9, рычаг 21 упирается в концевой выключатель 23 и суппорт 9 меняет направление перемещения. Дойдя до концевого выключателя 22, суппорт 9 повторяет движение вправо. Перемещение дуги между электродами 5 при расплавлении присадочной проволоки 8 вдоль втулки создает равномерный по длине втулки наплавленный слой. После окончания наплавки выключают механизм подачи проволоки 6 и напряжение на электродах 5. Выводят суппорт 9 в крайнее левое положение. Выключают приводную бабку 2 станка, освобождают втулку из обоймы 3, со втулки снимают фиксаторы 15 и 16. Таким образом, визуальная настройка дуги вне втулки позволяет качественно настроить ее мощность и форму. Толщина слоя наплавленного материала в станке ограничивается лишь диаметром внутренней поверхности втулки, чем значительно расширяется область использования станка. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 9/00
Метки: центробежной, металлизации, втулок, станок
Код ссылки
<a href="https://by.patents.su/3-u1499-stanok-dlya-centrobezhnojj-metallizacii-vtulok.html" rel="bookmark" title="База патентов Беларуси">Станок для центробежной металлизации втулок</a>
Устройство для получения покрытий на наружные поверхности втулок
Номер патента: U 815
Опубликовано: 30.03.2003
Авторы: Сосновский Алексей Валерьевич, Кашицин Леонид Павлович, Клименко Сергей Ефимович, Худолей Андрей Леонидович, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: поверхности, устройство, наружные, покрытий, втулок, получения
Текст:
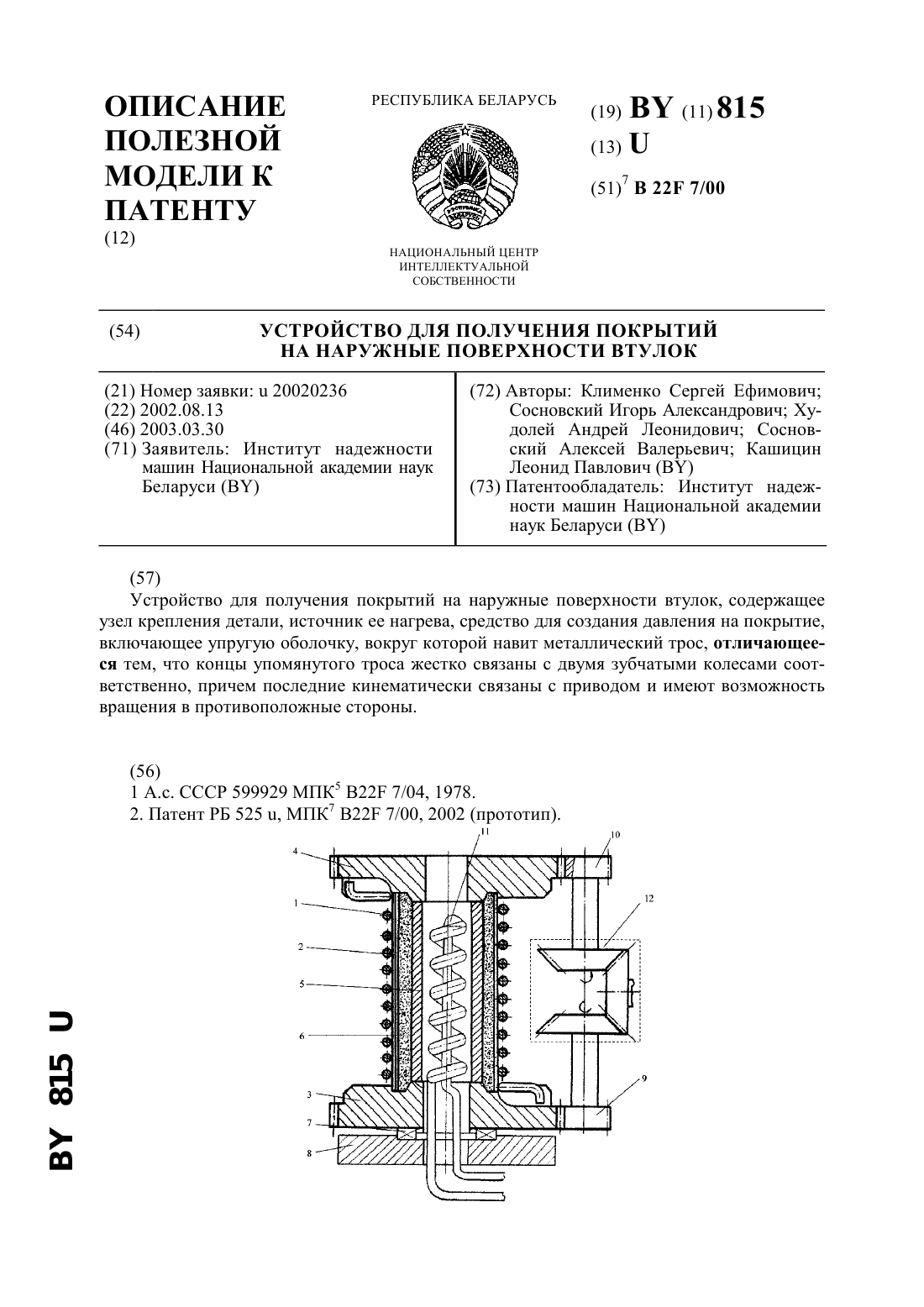
...на покрытие, включающее упругую оболочку вокруг которой навит металлический трос, отличающееся тем, что концы упомянутого троса жестко связаны с двумя зубчатыми колесами соответственно, причем последние кинематически связаны с приводом и имеют возможность вращения в противоположные стороны. На фиг. 1 представлена схема предлагаемого устройства. Устройство состоит из цилиндрического троса 1, охватывающего спиралевидную оболочку 2, при этом...
Устройство для электродуговой металлизации
Номер патента: U 1448
Опубликовано: 30.06.2004
Автор: Буйкус Кястас Вито
МПК: B05B 7/22
Метки: устройство, электродуговой, металлизации
Текст:
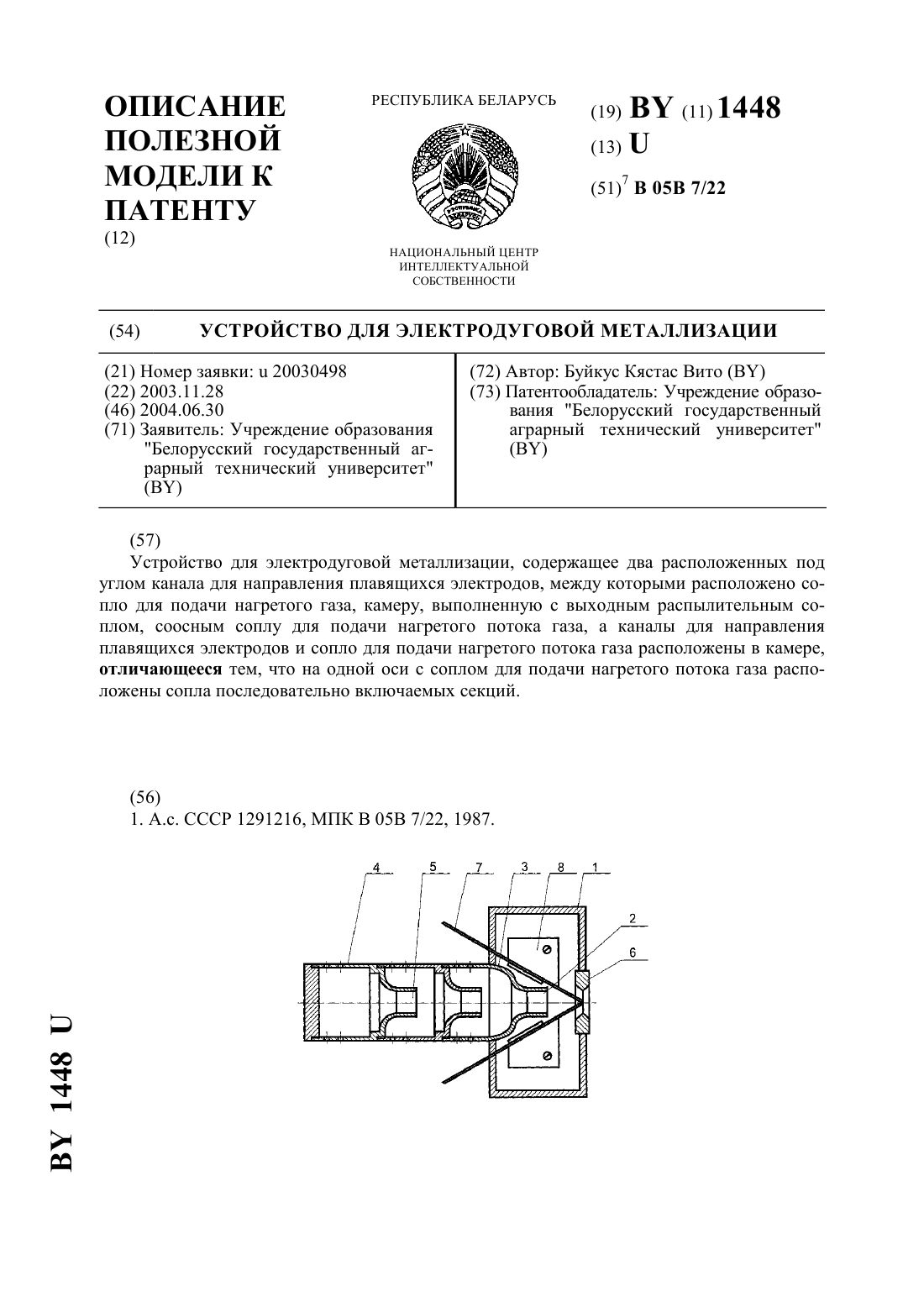
...нагретого потока газа. Поставленная задача решается тем, что в устройстве для электродуговой металлизации, содержащем два расположенных под углом канала для направления плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, камеру, выполненную с выходным распылительным соплом, соосным соплу для подачи нагретого потока газа, а каналы для направления плавящихся электродов и сопло для подачи нагретого потока...
Станок труборасточной для двухсторонней расточки труб
Номер патента: U 212
Опубликовано: 30.12.2000
Авторы: Прушак Виктор Яковлевич, Иванов Леонид Викторович, Байко Андрей Евгеньевич, Конопляник Александр Иванович, Конопляник Алла Владимировна, Щерба Владимир Яковлевич
МПК: B23Q 7/02
Метки: станок, расточки, труборасточной, двухсторонней, труб
Текст:
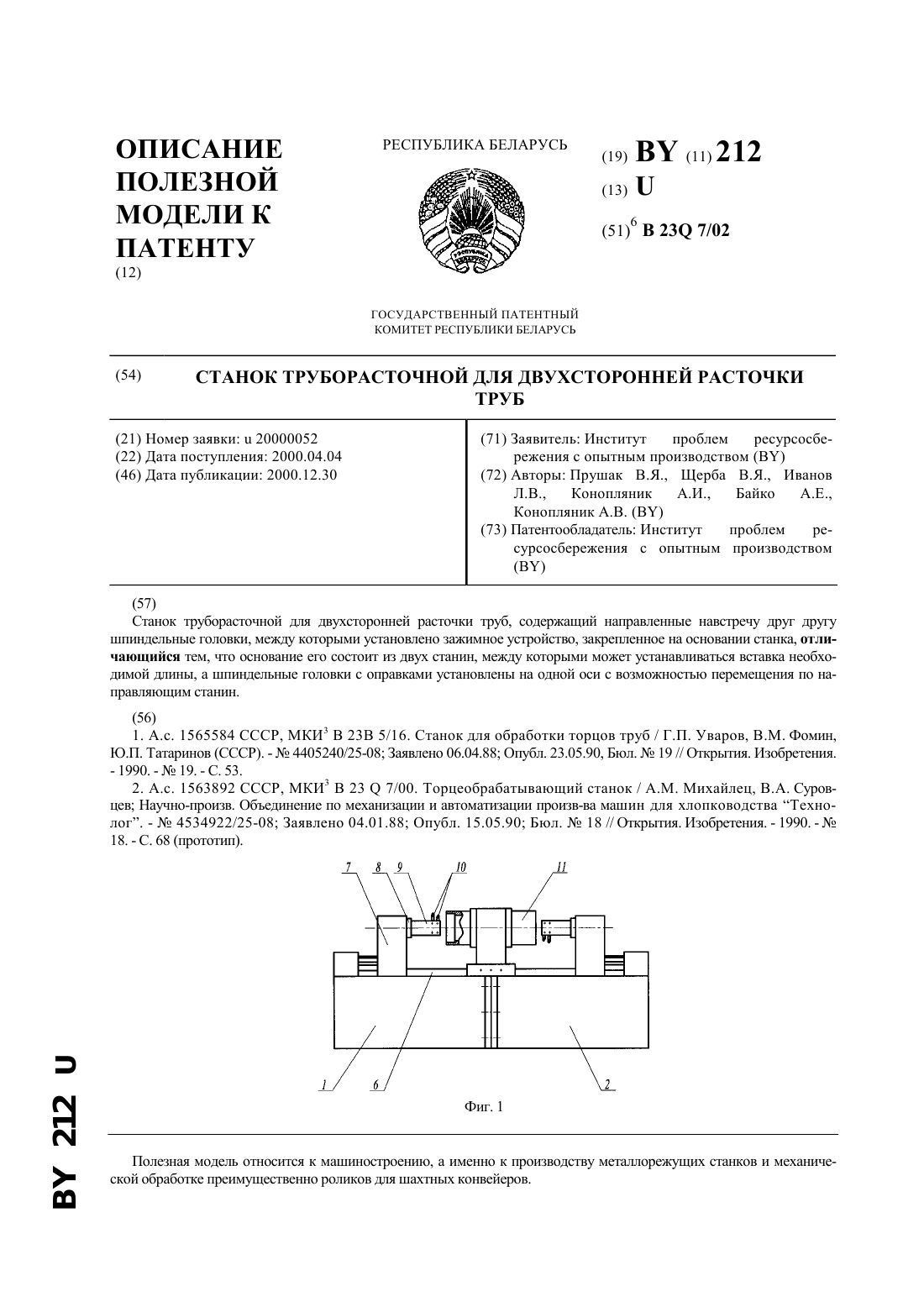
...рабочей поверхности, установленного с возможностью вертикального перемещения относительно корпуса зажимного устройства посредством дополнительно введенного копира, закрепленного на станине, при этом корпусы зажимных устройств жестко связаны между собой, причем копиры установлены с возможностью регулировки своего положения в вертикальной плоскости 2. Недостатком такого станка является наличие выдвижных шпинделей с режущим инструментом, что...
Устройство для электродуговой металлизации
Номер патента: 5967
Опубликовано: 30.03.2004
Авторы: Прядко Александр Сергеевич, Изоитко Владимир Михайлович, Буйкус Кястас Вито
МПК: B05B 7/22
Метки: металлизации, устройство, электродуговой
Текст:
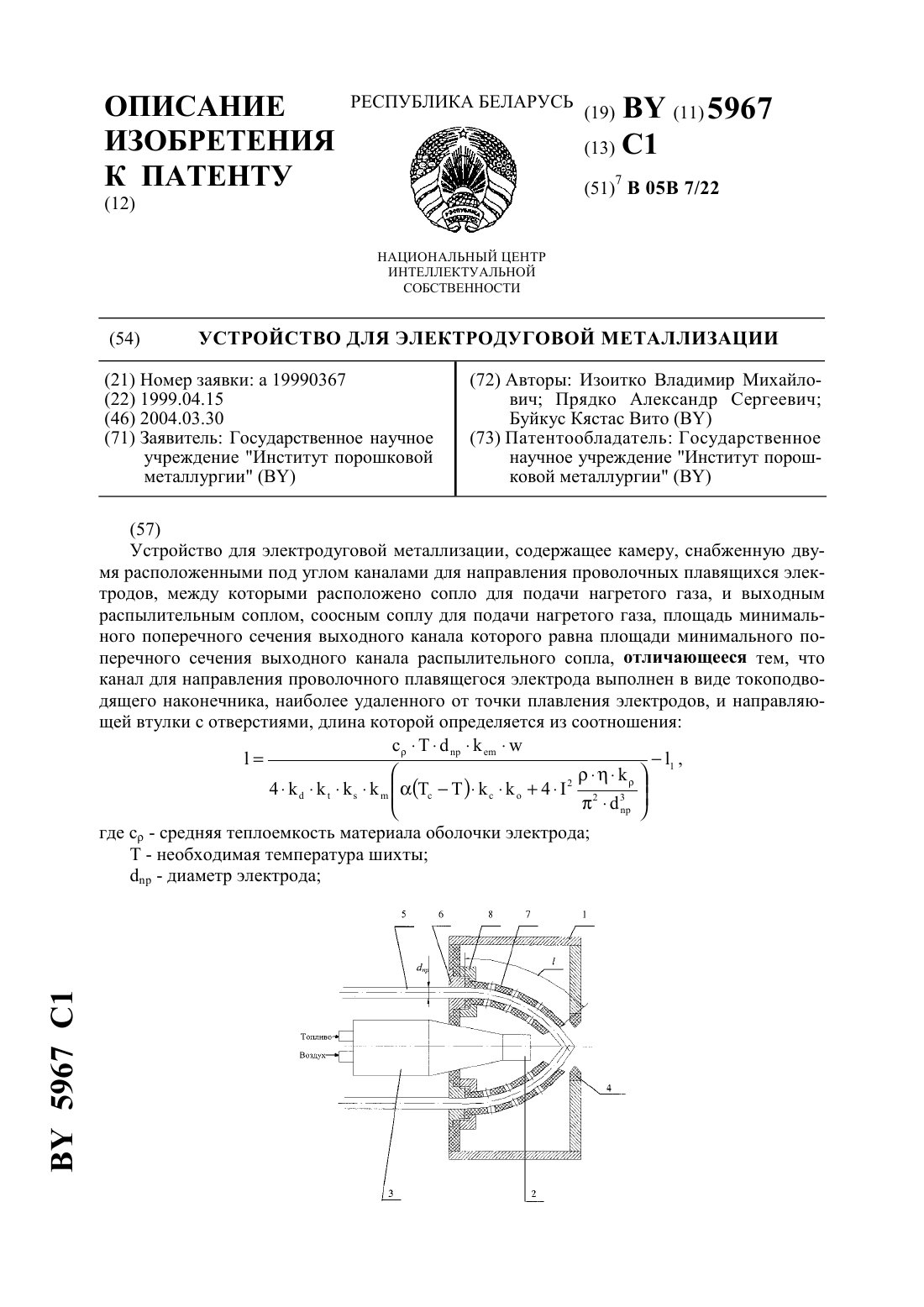
...материала шихты- коэффициент конвективной теплоотдачи Тс - температура газа в камере- коэффициент учета нагрева оболочки электрода посредством теплопроводности от внутренних стенок направляющей втулки, нагретой газом камеры- коэффициент учета количества отверстий в направляющей втулке- сила тока- удельное сопротивление материала оболочки- эффективный к.п.д.- коэффициент учета удельного сопротивления материала шихты- отношение...
Станок для образования пазов на кромке полосы
Номер патента: U 21
Опубликовано: 30.03.1999
Авторы: Нурсеитов Адам Нуржигитович, Тишин Юрий Дмитриевич, Юркевич Владимир Евгеньевич, Жерносек Олег Иванович
МПК: B27F 1/02, B27G 13/14
Метки: станок, полосы, образования, кромке, пазов
Текст:
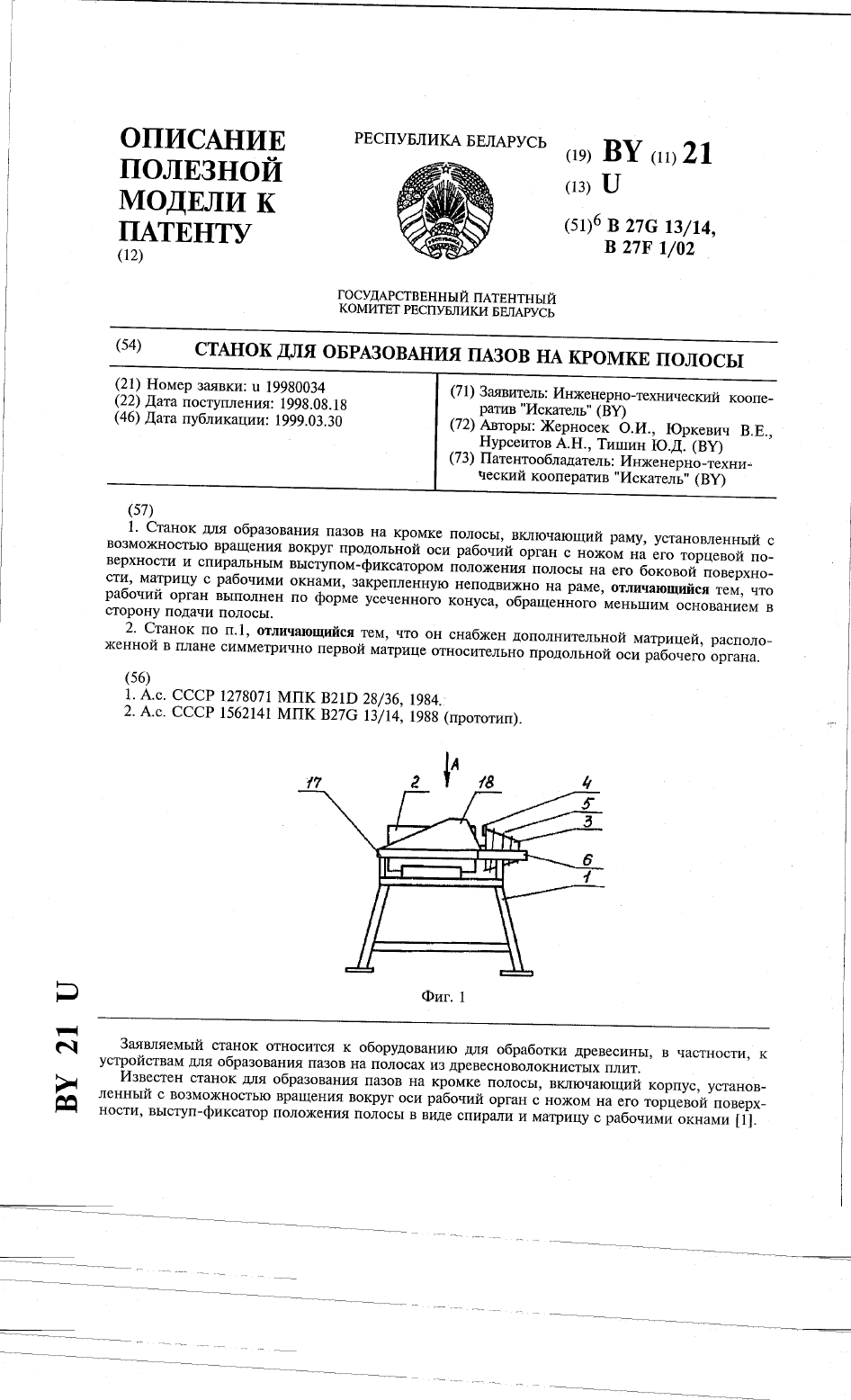
...органа.Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый станок отличается тем, что его рабочий орган выполнен по форме усеченного конуса, обращенного меньшим основанием в сторону подачи полосы, а также тем, что станок снабжен дополнительной матрицей, расположенной в плане симметрично первой матрице относительно продольной оси рабочего органа.В результате предложенного выполнения рабочего органа (в виде...
Предыдущий патент: Автоматизированная станция кормления коров
Следующий патент: Кондитерское изделие с орехами
Случайный патент: Способ выращивания олигохет - белого энхитрея