Устройство для электродуговой металлизации
Номер патента: 5967
Опубликовано: 30.03.2004
Авторы: Изоитко Владимир Михайлович, Прядко Александр Сергеевич, Буйкус Кястас Вито

Текст
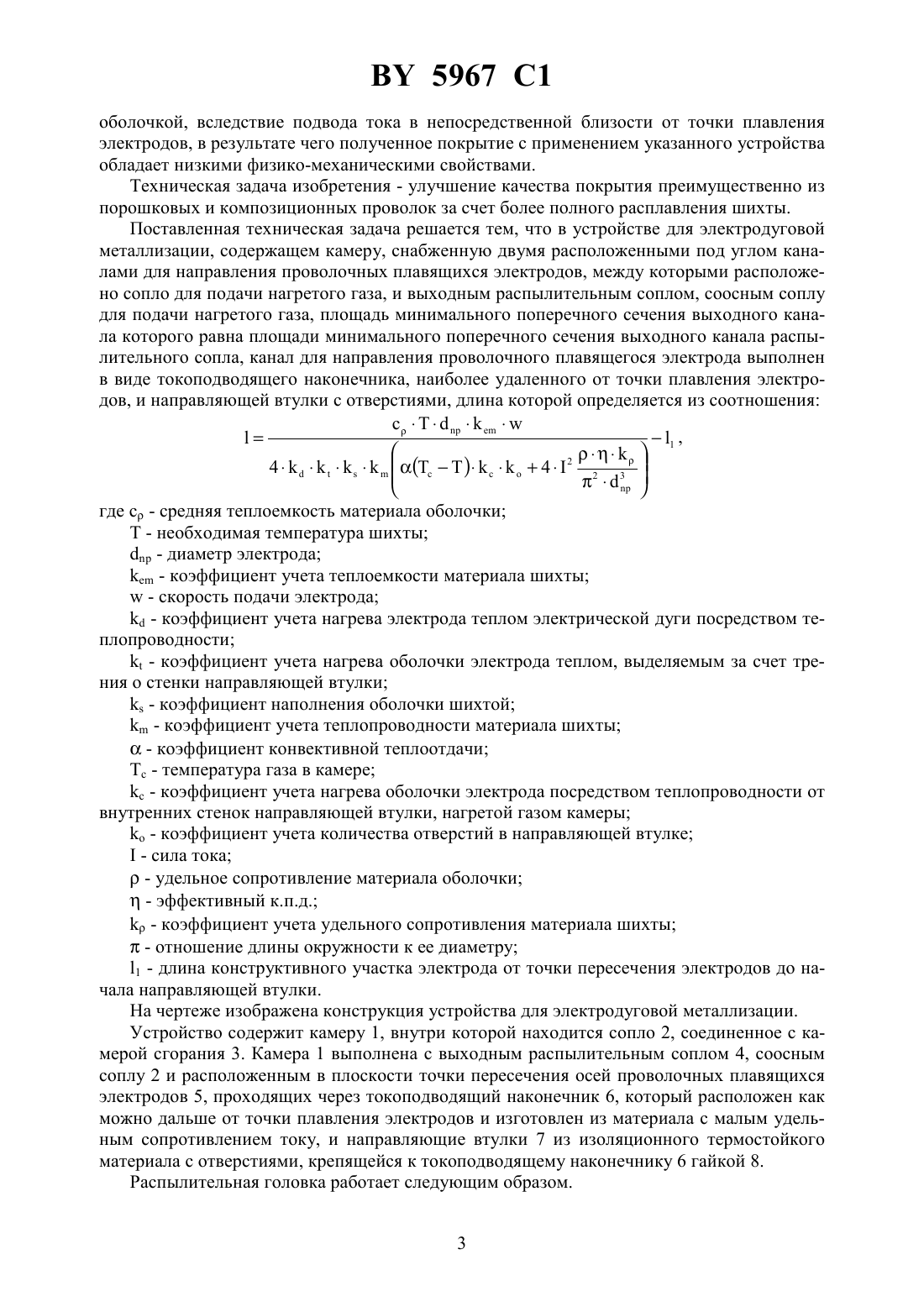
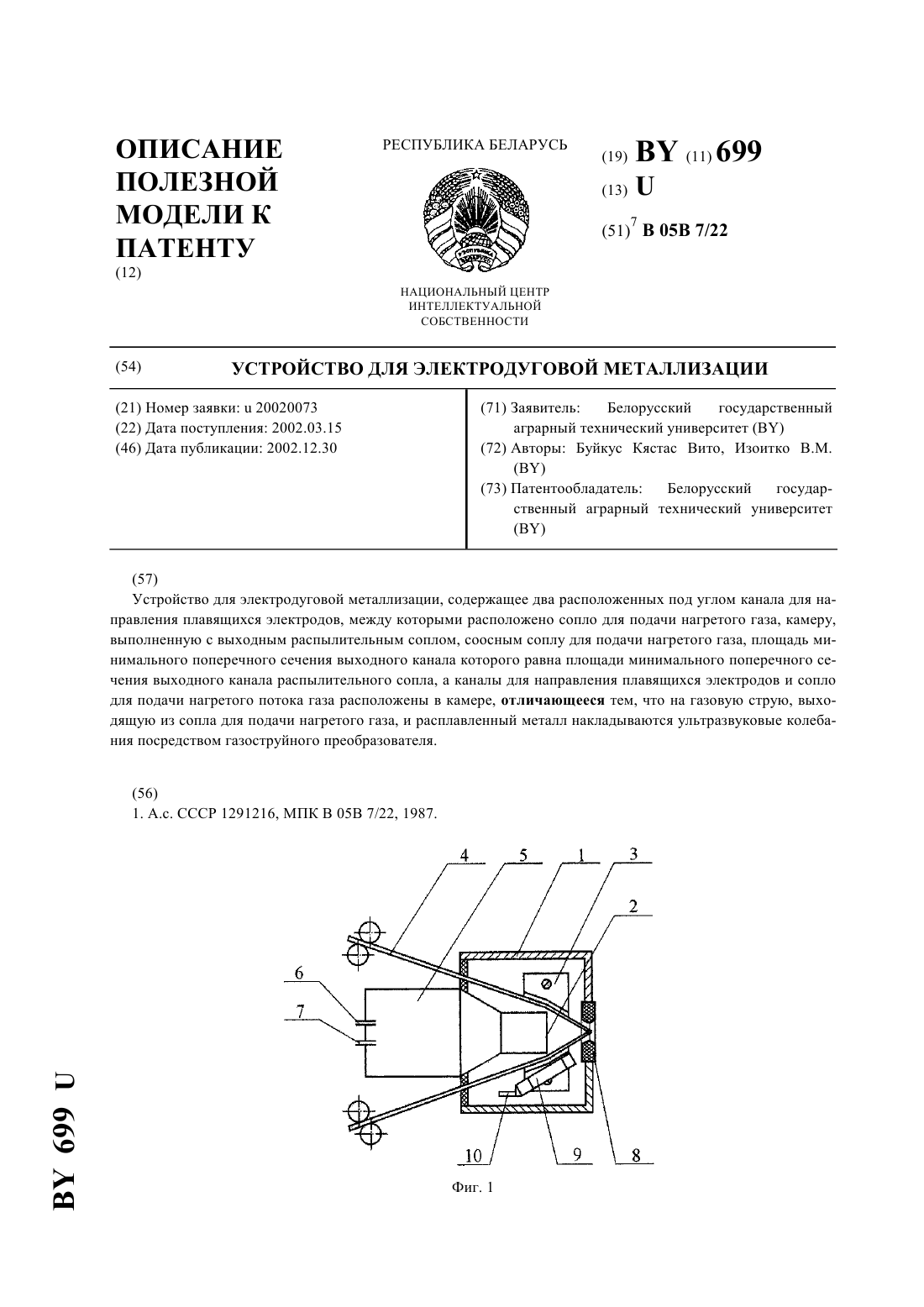
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Изоитко Владимир Михайлович Прядко Александр Сергеевич Буйкус Кястас Вито(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Устройство для электродуговой металлизации, содержащее камеру, снабженную двумя расположенными под углом каналами для направления проволочных плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, и выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, отличающееся тем, что канал для направления проволочного плавящегося электрода выполнен в виде токоподводящего наконечника, наиболее удаленного от точки плавления электродов, и направляющей втулки с отверстиями, длина которой определяется из соотношения где с - средняя теплоемкость материала оболочки электрода Т - необходимая температура шихты- диаметр электрода 5967 1- коэффициент учета теплоемкости материала шихты- скорость подачи электрода- коэффициент учета нагрева электрода теплом электрической дуги посредством теплопроводности- коэффициент учета нагрева оболочки электрода теплом, выделяемым за счет трения о стенки направляющей втулки- коэффициент наполнения оболочки электрода шихтой- коэффициент учета теплопроводности материала шихты- коэффициент конвективной теплоотдачи Тс - температура газа в камере- коэффициент учета нагрева оболочки электрода посредством теплопроводности от внутренних стенок направляющей втулки, нагретой газом камеры- коэффициент учета количества отверстий в направляющей втулке- сила тока- удельное сопротивление материала оболочки электрода- эффективный к.п.д.- коэффициент учета удельного сопротивления материала шихты 1 - длина конструктивного участка электрода от точки пересечения электродов до начала направляющей втулки.(56)1291216 1, 1987.02227156 , 1990.1657230 1, 1991.1565535 1, 1990.96/34694 1.97/49497 1.0386427 2, 1990.4492337, 1985. Изобретение относится к области газотермического напыления, конкретнее к оборудованию для нанесения металлических покрытий электродуговой металлизацией. Известна распылительная головка к электрометаллизатору, содержащее корпус, в котором размещены во взаимно перпендикулярных плоскостях пара конических и пара цилиндрических каналов для подачи воздуха, сходящихся в центральном канале корпуса,крепящуюся к корпусу головки панель из электроизоляционного материала, в которой размещены два сборных токоподвода с коническими наконечниками и штуцера для подвода воздуха 1. Однако при распылении электродов из порошковой проволоки сжатым воздухом происходит охлаждение частиц расплавленного металла оболочки и подплавленной шихты, что ухудшает физико-механические свойства покрытия. В качестве прототипа выбрано устройство для электродуговой металлизации, содержащее два расположенных под углом канала для направления плавящихся электродов,между которыми расположено сопло для подачи нагретого газа, камеру, выполненную с выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, а каналы для направления плавящихся электродов и сопло для подачи нагретого потока газа расположены в камере 2. Устройство не обеспечивает полного расплавления шихты порошковых проволок, обладающей высоким электрическим сопротивлением по сравнению с 2 5967 1 оболочкой, вследствие подвода тока в непосредственной близости от точки плавления электродов, в результате чего полученное покрытие с применением указанного устройства обладает низкими физико-механическими свойствами. Техническая задача изобретения - улучшение качества покрытия преимущественно из порошковых и композиционных проволок за счет более полного расплавления шихты. Поставленная техническая задача решается тем, что в устройстве для электродуговой металлизации, содержащем камеру, снабженную двумя расположенными под углом каналами для направления проволочных плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, и выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, канал для направления проволочного плавящегося электрода выполнен в виде токоподводящего наконечника, наиболее удаленного от точки плавления электродов, и направляющей втулки с отверстиями, длина которой определяется из соотношения где с - средняя теплоемкость материала оболочки Т - необходимая температура шихты- диаметр электрода- коэффициент учета теплоемкости материала шихты- скорость подачи электрода- коэффициент учета нагрева электрода теплом электрической дуги посредством теплопроводности- коэффициент учета нагрева оболочки электрода теплом, выделяемым за счет трения о стенки направляющей втулки- коэффициент наполнения оболочки шихтой- коэффициент учета теплопроводности материала шихты- коэффициент конвективной теплоотдачи Тс - температура газа в камере- коэффициент учета нагрева оболочки электрода посредством теплопроводности от внутренних стенок направляющей втулки, нагретой газом камеры- коэффициент учета количества отверстий в направляющей втулке- сила тока- удельное сопротивление материала оболочки- эффективный к.п.д.- коэффициент учета удельного сопротивления материала шихты- отношение длины окружности к ее диаметру 1 - длина конструктивного участка электрода от точки пересечения электродов до начала направляющей втулки. На чертеже изображена конструкция устройства для электродуговой металлизации. Устройство содержит камеру 1, внутри которой находится сопло 2, соединенное с камерой сгорания 3. Камера 1 выполнена с выходным распылительным соплом 4, соосным соплу 2 и расположенным в плоскости точки пересечения осей проволочных плавящихся электродов 5, проходящих через токоподводящий наконечник 6, который расположен как можно дальше от точки плавления электродов и изготовлен из материала с малым удельным сопротивлением току, и направляющие втулки 7 из изоляционного термостойкого материала с отверстиями, крепящейся к токоподводящему наконечнику 6 гайкой 8. Распылительная головка работает следующим образом. 3 59671 Сжигаемая в камере 3 сгорания топливо-воздушная смесь истекает через сопло 2 в полость камеры 1 и далее через распылительное сопло 4 в атмосферу. Внутри камеры 1 создаются такие же давление и температура, как и в камере 3 сгорания и через отверстия в направляющей втулке 7 проволочные плавящиеся электроды 5 нагреваются за счет конвективного теплообмена с окружающими их газообразными продуктами горения топливовоздушной смеси и теплопроводности от нагретых этими же продуктами стенок направляющей втулки 7 при их касании электродами. Подача напряжения на токоподводы 6 обеспечивает плавление электродов 5 в точке их пересечения в результате теплового действия электрической дуги, горящей между электродами, и осуществляет нагрев электродов за счет джоулевого тепла, выделяемого в электродах на участке от токоподводящего наконечника 6 до точки пересечения электродов вследствие электрического сопротивления материала электродов, длина которого находится из выражения где с - средняя теплоемкость материала оболочки Т - необходимая температура шихты (600-700 С)- диаметр электрода- коэффициент учета теплоемкости материала шихты,1,3-1,4- скорость подачи электрода- коэффициент учета нагрева электрода теплом электрической дуги посредством теплопроводности,1,01-1,03- коэффициент учета нагрева оболочки электрода теплом, выделяемым за счет трения о стенки направляющей втулки,1,01-1,02- коэффициент наполнения оболочки шихтой,1,1-1,4 (для порошковой проволоки) и 1 (для сплошной проволоки)- коэффициент учета теплопроводности материала шихты,0,65-0,75- коэффициент конвективной теплоотдачи Тс - температура газа в камере 1- коэффициент учета нагрева оболочки электрода посредством теплопроводности от внутренних стенок направляющей втулки, нагретой газом камеры, с 1,03-1,04- коэффициент учета количества отверстий в направляющей втулке,1,01 (при количестве отверстий диаметром 5 мм до 10),1,03 (при количестве отверстий диаметром 5 мм более 10)- сила тока- удельное сопротивление материала оболочки- эффективный к.п.д.,0,7-0,8- коэффициент учета удельного сопротивления материала шихты,0,7-0,8- отношение длины окружности к ее диаметру,3,14 11 - длина конструктивного участка электрода от точки пересечения электродов до начала направляющей втулки (для выноса направляющей втулки за границы высокоскоростной струи продуктов горения). Выражение (1) получено из уравнения теплового баланса участка электрода, находящегося в камере 1 от точки подвода электрического тока до точки пересечения с другим электродом 12345,(2) где 1 - количество тепла, выделяемого в электроде током по закону Джоуля-Ленца 2 - количество тепла, полученного электродом за счет конвективного нагрева от газообразной среды камеры 1 4 5967 1 3 - количество тепла, полученного электродом за счет теплопроводности тепла электрической дуги 4 - количество тепла, полученного электродом за счет теплопроводности от стенок направляющих, нагретых газообразной среды камеры 1 5 - количество тепла, выделяемого на поверхности электрода при его трении о стенки направляющей(3) где- площадь поперечного сечения электрода 2 /4,(4) где- время протекания тока(1)/,(6)(7) 2(-)(1),где- периметр поперечного сечения электрода(8). 3, 4 и 5 учитывались соответственно в поправочных коэффициентах ,и . Теплоемкость и теплопроводность материала шихты учитывались коэффициентамии . Плотность набивки оболочки электрода учитывалась коэффициентом . Количество отверстий в направляющей втулке учитывалось коэффициентом . Эффективность нагрева электрода теплом, выделяемого в нем током по закону Джоуля-Ленца, учитывалась коэффициентом полезного действия . Исследование физико-механических свойств покрытий, полученных с использованием предложенного устройства для электродуговой металлизации в пилотной установке со следующими параметрами токоподводящий наконечник изготовлен из меди марки 1 и направляющая втулка - из изоляционной термостойкой керамики (муллита) с толщиной стенки 3 мм, с 20 отверстиями диаметром 5 мм, 110 мм 200 А с 2300 К 2,5 м/мин 2,7 мм и расчетный 64 мм, показало, что по сравнению с аналогичными свойствами покрытий, полученных на установке без внесенных конструктивных изменений, прочность сцепления покрытия с основой возросла в 1,5, когезионная прочность возросла в 1,6,пористость уменьшилась в 1,4, износостойкость возросла в 1,7 раза. Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B05B 7/22
Метки: электродуговой, металлизации, устройство
Код ссылки
<a href="https://by.patents.su/5-5967-ustrojjstvo-dlya-elektrodugovojj-metallizacii.html" rel="bookmark" title="База патентов Беларуси">Устройство для электродуговой металлизации</a>
Устройство для электродуговой металлизации
Номер патента: U 699
Опубликовано: 30.12.2002
Авторы: Изоитко Владимир Михайлович, Буйкус Кястас Вито
МПК: B05B 7/22
Метки: металлизации, устройство, электродуговой
Текст:
...частиц, движущихся по оси распыляющей струи. Устройство содержит камеру 1, внутри которой находится сопло 2, расположенное между направляющими 3 электродов 4. Сопло 2 соединено с камерой сгорания 5, в которую подаются по каналу 6 топливо, а по каналу 7 воздух. Камера 1 выполнена с выходным распылительным соплом 8, соосным соплу 2, в плоскости выходного отверстия которого расположена точка пересечения осей электродов 4. Направляющие 3...
Токопроводящая паста для металлизации необожженной висмутсодержащей керамики
Номер патента: 645
Опубликовано: 30.06.1995
Авторы: Александрович Т. Ф., Ежовский И. К.
МПК: H01B 1/02
Метки: необожженной, токопроводящая, керамики, металлизации, висмутсодержащей, паста
Текст:
...необожженных заготовок многослойных конденсаторов и ограничивает достижение более высокого технического результата при формировании контактного узла многослойных конденсаторов.Предлагаемая токопроводящая паста для металлизации контактным методом необожженной висмутсодержащей керамики позволяет устранить вышеуказанные недостатки и обесПВЧИВЗВТ ПОВЫШЕНИЕ ПРОЧНОСТИ СЦЕПЛЕНИЯ наносимого покрытия с керамикой и качества контактного узла путем...
Токопроводящая паста для металлизации обожженной керамики, преимущественно пластин однослойных конденсаторов методом трафаретной печати
Номер патента: 829
Опубликовано: 15.08.1995
Авторы: Демчук И. Н., Самойлов В. В., Широков М. Ф., Макарова Н. Г., Коломайнен В. В., Семочкин В. И., Головина К. И.
МПК: H01B 1/02
Метки: паста, металлизации, конденсаторов, печати, методом, токопроводящая, керамики, однослойных, пластин, трафаретной, преимущественно, обожженной
Текст:
...годных надет путмс оптимизации фонетически. печатных н тещ логически свойств пасты при одновременном сщехщ е. стошоотн п повншешп производительности работы. .Сущность изобретения еантпочается в том, что в заявленной токопрц вопящей пасте для металлизации обогащнной трешки. прешуществешо пда тив однослойных конденсаторов методом трафаретной печати, содержащей мс кодпсперсное серебро. стекпофрпттудтэтидщещщгхову н сосновое масло, воща...
Способ металлизации заготовок пьезокерамических элементов
Номер патента: 1135
Опубликовано: 14.06.1996
Авторы: Самойлов Владимир Васильевич, Баринов Владимир Николаевич, Аршавский Василий Иванович, Марченко Игорь Викторович
МПК: C04B 41/88
Метки: металлизации, способ, заготовок, пьезокерамических, элементов
Текст:
...медного электрода, вышеуказанный технический результат достигается тем, что предварительно в едином технологическом цикле с вакуумным напылением проводят активирование поверхНОСТИ КСРЗМИЗШ ПУТЕМ ее ОЧИСТКИ В плазме высокочастотного разряда в среде аргона, а на основной слой медного электрода дополнительно наиыляют защитный слой ншцаля.В данном случае повышение прочности сцепления металла с керамикой, снижение трудоемкости и стоимости процесса...
Электропроводящая паста для металлизации необожженной керамики
Номер патента: 273
Опубликовано: 30.12.1994
Автор: Головина К. И.
МПК: H01B 1/02
Метки: металлизации, необожженной, керамики, электропроводящая, паста
Текст:
...и платиной. например 48 60 мас. порошка Ро или его сплава или смеси с Рт. смешивают с 40 52 мас. органичеСКОГОЗВЯЗУЮЩВГО. ВВОДЯТ ВРЕМЕННЫЙ рас творитепь (ацетон) в количестве 30 - 50 мас. к количеству загружаемых компонентов пасты и диспергируют в течение 48 - 72 ч до достижения размеров агрегатов не более 5 мкм. После этого из полученной суспензии удаляют (испаряют) временный растворительм обрабатывают суспензию на 3-х вапковой...
Предыдущий патент: Установка и способ получения чушкового чугуна и/или губчатого железа
Следующий патент: Фармацевтическая композиция для лечения и профилактики микозов кожи
Случайный патент: Комбинированный многоканальный прицел