Стакан-дозатор для разливки сталей
Номер патента: 9817
Опубликовано: 30.10.2007
Авторы: Шмурадко Валерий Трофимович, Шелег Валерий Константинович, Носовец Антонина Ивановна, Александров Валерий Михайлович, Гуненков Валентин Юрьевич

Текст
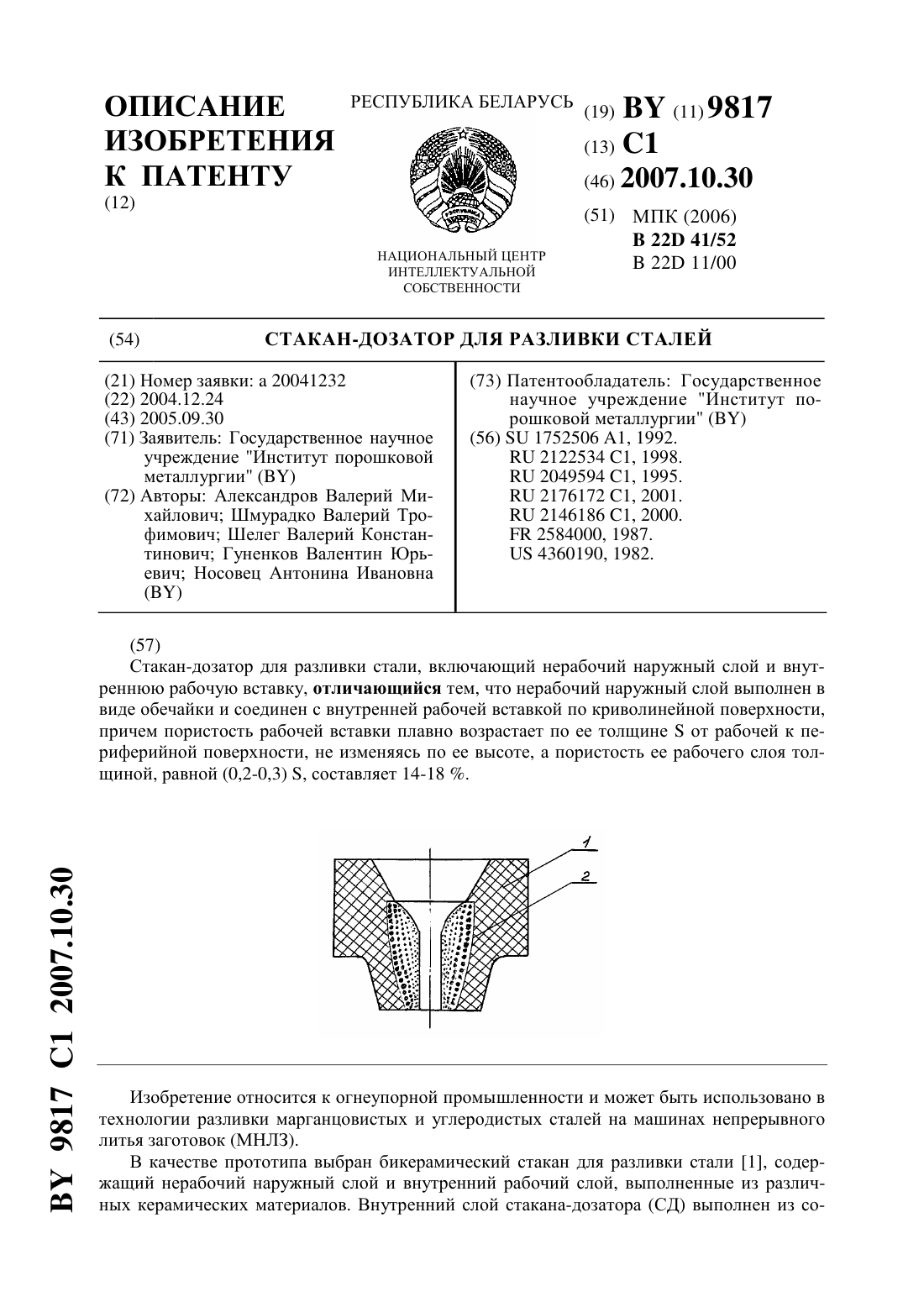
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Александров Валерий Михайлович Шмурадко Валерий Трофимович Шелег Валерий Константинович Гуненков Валентин Юрьевич Носовец Антонина Ивановна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Стакан-дозатор для разливки стали, включающий нерабочий наружный слой и внутреннюю рабочую вставку, отличающийся тем, что нерабочий наружный слой выполнен в виде обечайки и соединен с внутренней рабочей вставкой по криволинейной поверхности,причем пористость рабочей вставки плавно возрастает по ее толщинеот рабочей к периферийной поверхности, не изменяясь по ее высоте, а пористость ее рабочего слоя толщиной, равной (0,2-0,3) , составляет 14-18 . Изобретение относится к огнеупорной промышленности и может быть использовано в технологии разливки марганцовистых и углеродистых сталей на машинах непрерывного литья заготовок (МНЛЗ). В качестве прототипа выбран бикерамический стакан для разливки стали 1, содержащий нерабочий наружный слой и внутренний рабочий слой, выполненные из различных керамических материалов. Внутренний слой стакана-дозатора (СД) выполнен из со 9817 1 2007.10.30 става, мас.электроплавленный диоксид циркония, стабилизированный оксидом кальция, 70-88 смесь глинозема и тонкомолотого бадделеита в соотношении 1(3,3-14) 12-30 а наружный слой выполнен из состава, мас.смесь муллитокорундового шамота и корунда в соотношении 1(3-5) 70-80 тонкомолотый порошок из смеси шамота каолина и глинозема в соотношении (6-3)(2-1)(1-12) 20-30. Недостатком известного бикерамического стакана является невысокий ресурс работы и, как следствие этого, высокий процент технологических потерь. Задачей изобретения является повышение ресурса работы СД, производительности труда, снижение технологических потерь. Поставленная задача достигается тем, что в стакане-дозаторе для разливки стали,включающем нерабочий наружный слой и внутреннюю рабочую вставку, нерабочий наружный слой выполнен в виде обечайки и соединен с внутренней рабочей вставкой по криволинейной поверхности, причем пористость рабочей вставки плавно возрастает по ее высоте, а пористость ее рабочего слоя толщиной, равной (0,2-0,3), составляет 14-18 . На фиг. 1 представлен разрез стакана-дозатора для разливки стали. Стакан-дозатор включает нерабочий наружный слой-обечайку 1 и внутреннюю рабочую вставку 2, соединенные между собой по криволинейной поверхности. Причем пористость рабочей вставки 2 плавно возрастает по ее толщине от рабочей к периферийной поверхности, не изменяясь по высоте. Анизотропное распределение пористости по толщине и высоте рабочей вставки приводит к повышению ее ресурса работы и СД в целом, производительности труда, снижению технологических потерь. Указанная анизотропия свойств реализуется благодаря известному гидродинамическому методу формования дискретных частиц из различного рода материалов. В процессе работы при разливке стали СД нагревается до температуры 1600-1650 С,при этом наибольшие термо-механические нагрузки, а также коррозионно-эррозионное воздействие со стороны расплавленного металла испытывает рабочая вставка. Выход рабочей вставки из строя обусловлен рядом причин износ рабочей поверхности увеличение внутреннего диаметра вставки и, как следствие, изменение режимов разливки стали (прежде всего скорости), увеличение технологических потерь, снижение производительности труда отделение рабочей вставки от нерабочего наружного корпуса в результате различия коэффициентов термического расширения, а также высоких значений гидродинамических нагрузок со стороны расплавленного металла (через СД за 9 часов разливается более 18 тонн металла). В результате рабочая вставка выдавливается из обечайки, что приводит к нарушению технологии разливки стали, возникновению аварийной ситуации. Благодаря тому, что нерабочий слой и рабочая вставка в разработанной конструкции соединены по криволинейной поверхности, исключается возможность отделения рабочей вставки, а также связанные с этим непредвиденные технологические потери металла. Криволинейная наружная поверхность вставки формируется в результате гидродинамического уплотнения материала вставки в эластичной оболочке. Пористость рабочей вставки разработанной конструкции в результате гидродинамического уплотнения плавно возрастает по ее толщине от рабочей к периферийной поверхности, оставаясь постоянной по высоте. В результате при разливке стали внутренняя поверхность вставки под воздействием расплавленного металла и протекающих химических процессов оплавляется, образуя равномерный гарнисаж. При этом за счет капиллярного эффекта (обусловленного градиентом пористости по толщине вставки) на рабочей поверхности вставки образуется плотный огнеупорный слой, обеспечивающий повышенный ресурс работы СД. Промышленные испытания стаканов-дозаторов разработанной конструкции были проведены в условиях Белорусского металлургического завода. Стаканы-дозаторы в футеров 2 9817 1 2007.10.30 ке дозирующего узла промежуточного ковша МНЛЗ - 1,2 использовались для разливки сталей следующих марок 25 Г 2 С, ст 1 сп, А 500 С. Серийность разливки стали на стаканахдозаторах разработанной конструкции составила 8,3 плавки. Анализ стаканов-дозаторов после разливки металла показал, что поверхность рабочей вставки характеризуется равномерным износом. При этом под воздействием расплава металла на поверхность вставки в результате физико-химического взаимодействия образуется твердый огнеупорный, защитный слой-гарнисаж. Структура и состояние поверхности гарнисажа определяются пористостью рабочей поверхности. Изменение величины пористости относительно установленных предельных значений ухудшает условия разливки, что в конечном итоге приводит к повышению процента технологических потерь и уменьшению производительности оборудования. В ходе проведенных испытаний установлено благодаря тому, что обечайка и внутренняя рабочая вставка соединены между собой по криволинейной поверхности исключается возможность отделения вставки от несущего корпуса. Последнее позволило полностью исключить аварийные ситуации в цехе разливки стали по данной причине. Источники информации 1. А.с. СССР 1752506, МПК В 22 41/08, 11/00 // Бюл 29. - 1992. 2. Афанасьев Л.Н., Жданович Г.М., Роман О.В. Прессование на гидродинамических установках с помощью металлических взрывчатых веществ (порохов). В кн. Прогрессивные способы изготовления металлических конструкций. - Минск Полымя, 1971. -1. С. 40-42. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 41/52, B22D 11/00
Метки: стакан-дозатор, сталей, разливки
Код ссылки
<a href="https://by.patents.su/3-9817-stakan-dozator-dlya-razlivki-stalejj.html" rel="bookmark" title="База патентов Беларуси">Стакан-дозатор для разливки сталей</a>
Способ непрерывной разливки стали
Номер патента: 6037
Опубликовано: 30.03.2004
Авторы: Дьяченко Юрий Владимирович, Эндерс Владимир Владимирович, Филиппов Вадим Владимирович, Маточкин Виктор Аркадьевич
МПК: B22D 27/20, B22D 11/10
Метки: способ, разливки, стали, непрерывной
Текст:
...шлаковыми включениями. Решение поставленной задачи обеспечивается тем, что способ непрерывной разливки стали включает подачу металла из сталеразливочного ковша в промежуточный ковш, а затем в кристаллизатор и ввод проволоки в сталь. По изобретению проволоку диаметром 1,0-2,4 мм с содержанием углерода, равным его содержанию в разливаемой стали, вводят в сталь через центральное отверстие стопора промежуточного ковша, далее через...
Устройство для разливки и защиты струи жидкого металла
Номер патента: U 1623
Опубликовано: 30.12.2004
Авторы: Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Сафин Рустам Раскатович, Мачулина Евгения Васильевна, Пивцаев Виталий Васильевич
МПК: C21B 11/10
Метки: разливки, жидкого, струи, устройство, защиты, металла
Текст:
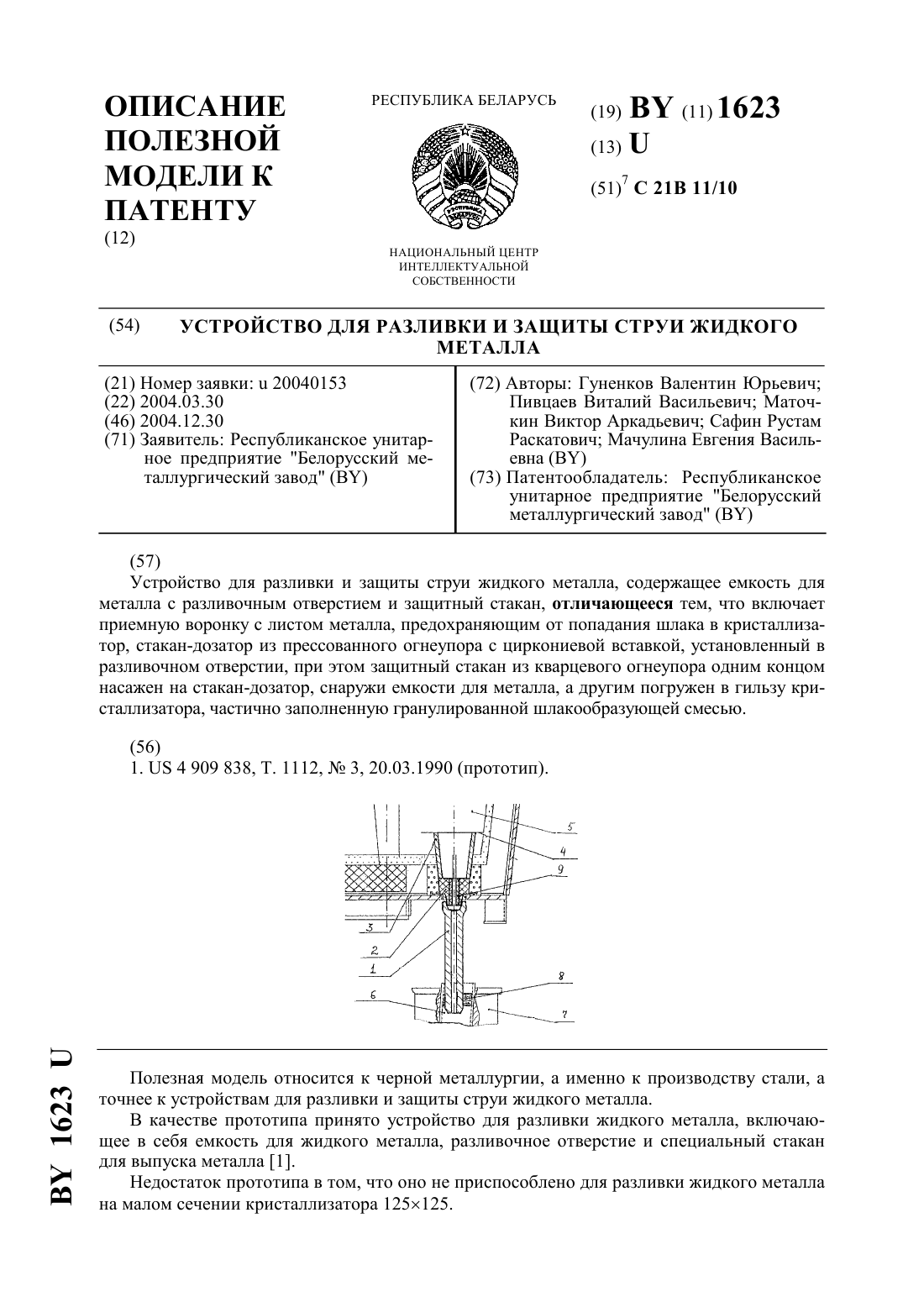
...насажен на стакан-дозатор, снаружи емкости для металла, а другим погружен в гильзу кристаллизатора, частично заполненную гранулированной шлакообразующей смесью. Отличие заявленного решения от прототипа в том, что устройство включает приемную воронку с листом металла, предохраняющим от попадания шлака в кристаллизатор и стакан-дозатор из прессованного огнеупора с циркониевой вставкой, установленный в разливочном отверстии. При этом защитный...
Кристаллизатор для непрерывной разливки металла
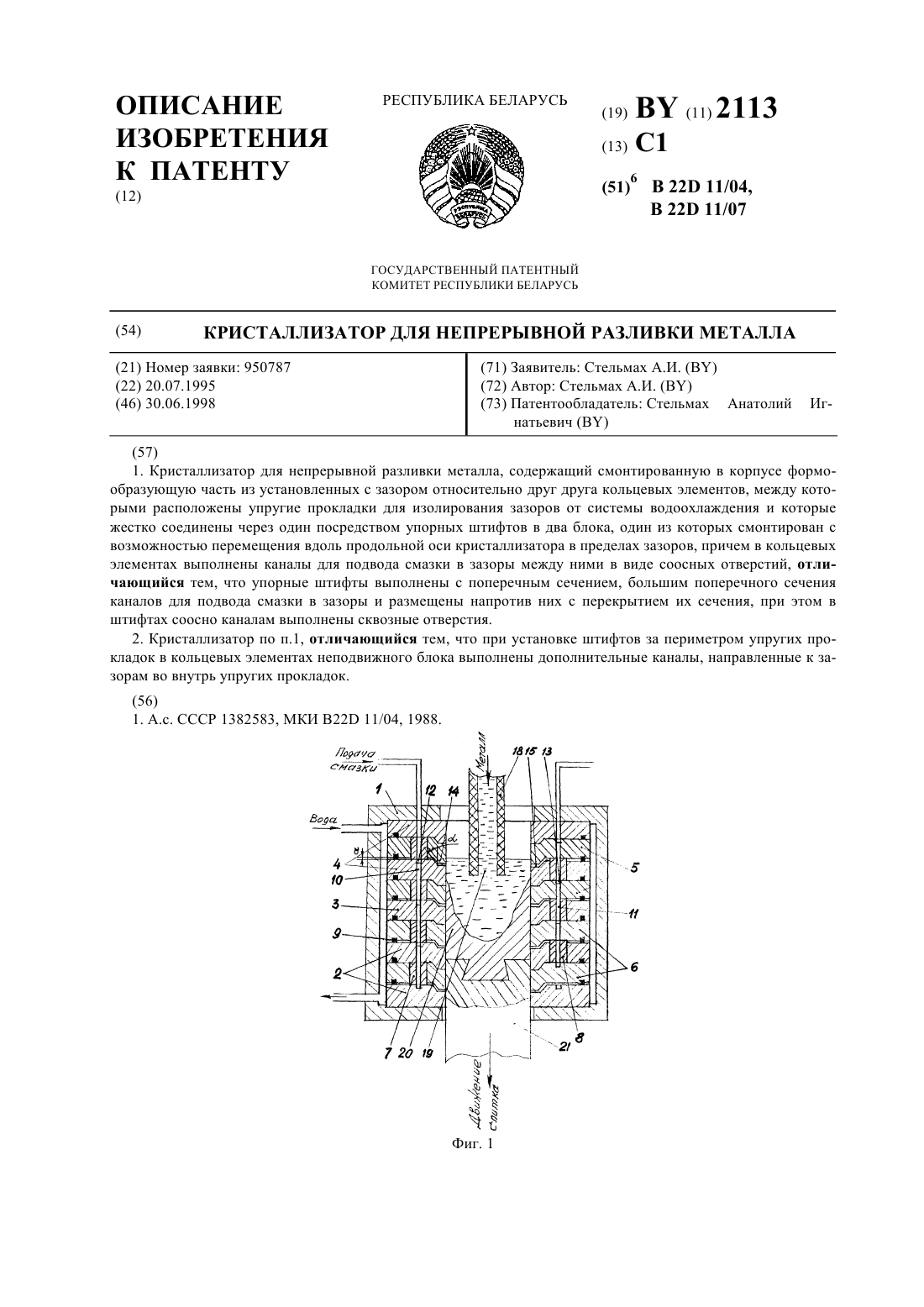
Номер патента: 2113
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22D 11/04, B22D 11/07
Метки: металла, кристаллизатор, непрерывной, разливки
Текст:
...каналов для подвода смазки в зазоры и размещены напротив них с перекрытием их сечения,при этом в штифтах соосно каналам выполнены сквозные отверстия. Кроме того, при установке штифтов за периметром упругих прокладок в кольцевых элементах неподвижного блока выполнены дополнительные каналы, направленные к зазорам во внутрь упругих прокладок. На фиг. 1 показан кристаллизатор, продольный разрез на фиг. 2 - то же, вариант установки штифтов за...
Установка непрерывной разливки черновых профилей
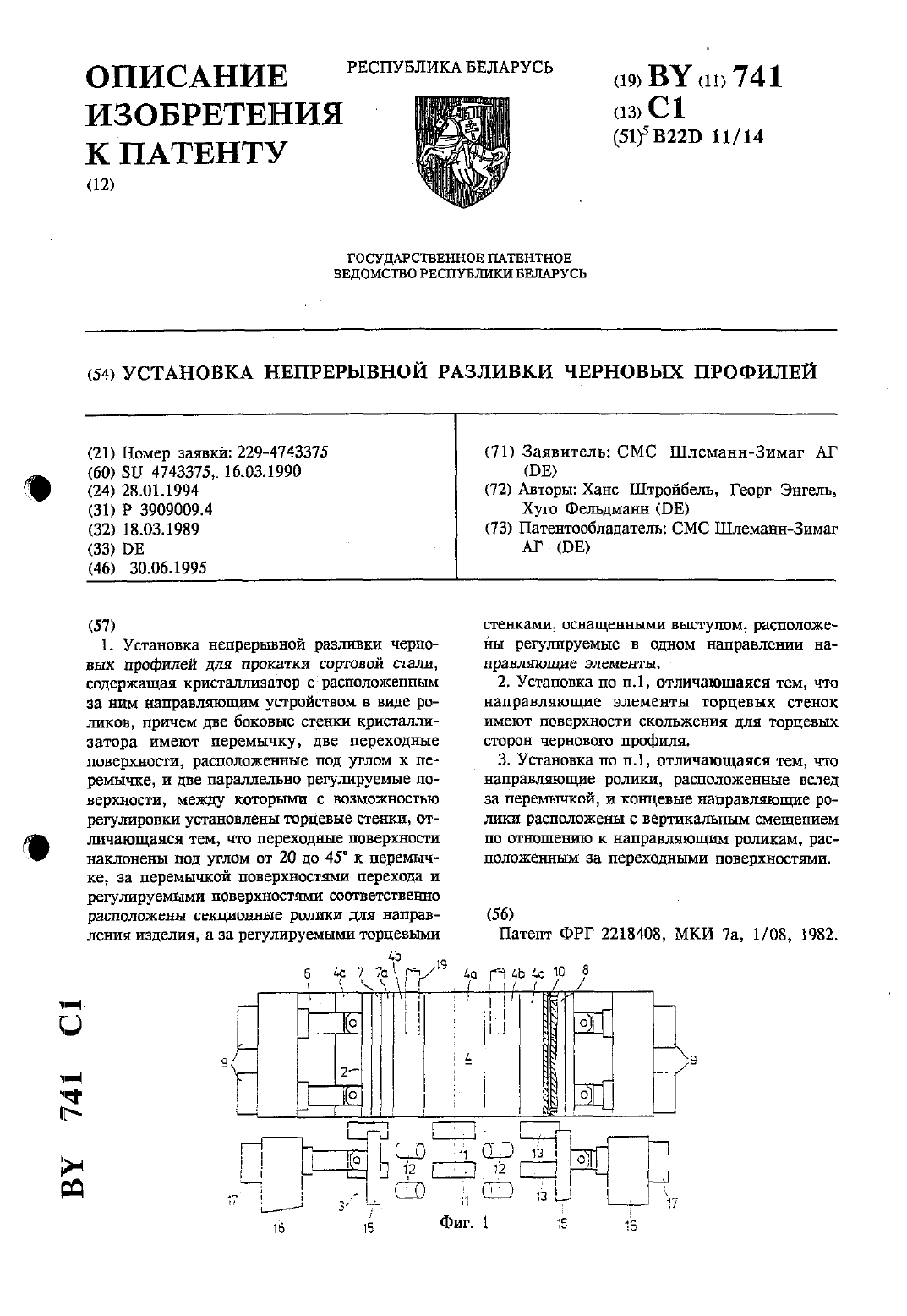
Номер патента: 741
Опубликовано: 30.06.1995
Авторы: Хуго Фельдманн, Ханс Штройбель, Георг Энгель
МПК: B22D 11/14
Метки: черновых, непрерывной, разливки, профилей, установка
Текст:
...регулироваться в процессе разливное с цельо изменения профиля утолщенпйт. Благодаря этомд можно последовательно отллть несколько различных заказов.В отлетом профиле для проката сортовой столп перемычкаЗ. переходит под утаим от 40 до 900 в боковые утолщения. Торцевые стороны утолщении имеют углубление. Существенное преимущество ташго профиля в том. что центрирование задается уже в первом проходе.С Целью использования тепла разливки отлитый...
Ковш для модифицирования и разливки чугуна
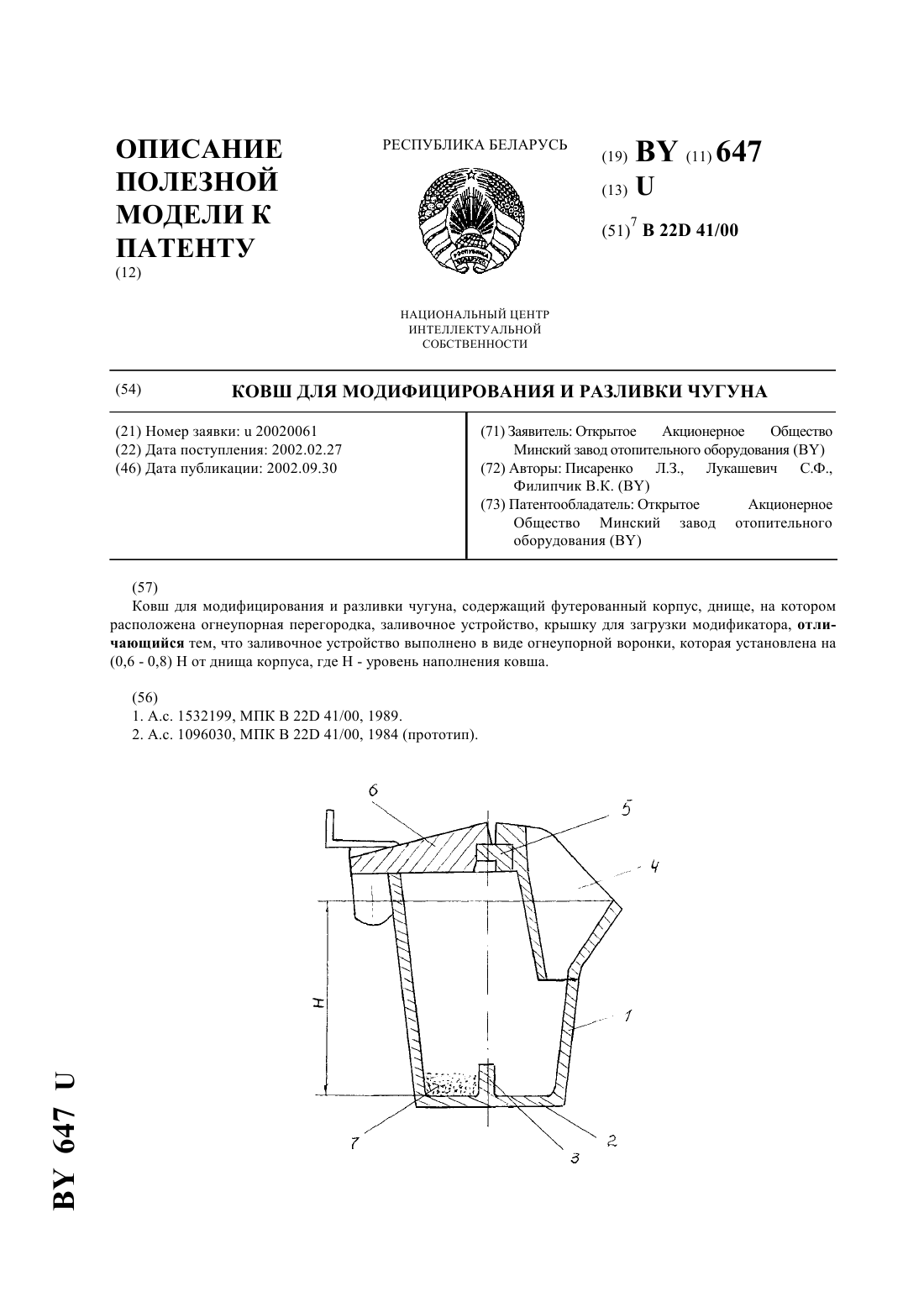
Номер патента: U 647
Опубликовано: 30.09.2002
Авторы: Филипчик Виктор Константинович, Лукашевич Сергей Федорович, Писаренко Леонид Зотович
МПК: B22D 41/00
Метки: ковш, разливки, чугуна, модифицирования
Текст:
...его себестоимости. Задачей полезной модели является повышение качества чугуна за счет достижения его однородности и снижение себестоимости. Поставленная задача решается следующим образом. В ковше для модифицирования и разливки чугуна,содержащем футерованный корпус, днище, на котором расположена огнеупорная перегородка, заливочное устройство, крышку для загрузки модификатора, заливочное устройство выполнено в виде огнеупорной воронки,...
Предыдущий патент: Способ получения 8-ацил-7-ациламиноаргининов
Следующий патент: Перевязочное средство для лечения гнойно-некротических ран
Случайный патент: Электропроводящая паста для формирования внешних электродов конденсаторов монолитного типа