Способ непрерывной разливки стали
Номер патента: 6037
Опубликовано: 30.03.2004
Авторы: Эндерс Владимир Владимирович, Филиппов Вадим Владимирович, Дьяченко Юрий Владимирович, Маточкин Виктор Аркадьевич
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Дьяченко Юрий Владимирович Филиппов Вадим Владимирович Эндерс Владимир Владимирович Маточкин Виктор Аркадьевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Способ непрерывной разливки стали, включающий подачу металла из сталеразливочного ковша в промежуточный ковш, а затем в кристаллизатор и ввод проволоки в сталь,отличающийся тем, что проволоку диаметром 1,0-2,4 мм с содержанием углерода, равным его содержанию в разливаемой стали, вводят в сталь через центральное отверстие стопора промежуточного ковша, далее через стакан-дозатор и погружной стакан в кристаллизатор под уровень металла.(56)59-16540 2, 1984.94022779 1, 1996.2056970 1, 1996.2048245 1, 1995.4303118, 1981. Изобретение относится к области черной металлургии, в частности к непрерывной разливке качественной высокоуглеродистой стали. В качестве прототипа принят способ 1, включающий подачу металла из сталеразливочного ковша в промежуточный ковш, а затем в кристаллизатор. При этом в процессе разливки в кристаллизатор подают катаную проволоку диаметром 5-14 мм с содержанием углерода меньше, чем в разливаемой стали. Проволоке придают колебания частотой 1-50 Гц и амплитудой 0,5-5 см. Плавление проволоки должно закончиться ниже уровня стали в кристаллизаторе. Недостатки способа заключаются в следующем отсутствие строгого центрирования проволоки по оси слитка не позволяет ввести ее непосредственно в зону подусадочной ликвации и снизить ее развитие ввод проволоки на зеркало металла в кристаллизаторе вызывает барботаж шлаковой смеси и вовлечение ее частиц в тело слитка. Использование проволоки с низким содержанием углерода по отношению к разливаемой стали приводит к неполному ее расплавлению и образованию интерметаллидных включений. Задача, решаемая изобретением, заключается в обеспечении реализации ввода проволоки через стопор в центр слитка под уровень металла. 6037 1 Технический результат, получаемый при использовании изобретения, состоит в снижении центральной подусадочной ликвации и загрязненности стали интерметаллидными шлаковыми включениями. Решение поставленной задачи обеспечивается тем, что способ непрерывной разливки стали включает подачу металла из сталеразливочного ковша в промежуточный ковш, а затем в кристаллизатор и ввод проволоки в сталь. По изобретению проволоку диаметром 1,0-2,4 мм с содержанием углерода, равным его содержанию в разливаемой стали, вводят в сталь через центральное отверстие стопора промежуточного ковша, далее через стакандозатор и погружной стакан в кристаллизатор под уровень металла. Сущность изобретения состоит в том, что подача проволоки через центральное отверстие в стопоре обеспечивает ее доставку непосредственно в зону образования осевой ликвации,под уровень металла без взаимодействия со шлаковой смесью, при этом движение проволоки в устье стакана-дозатора приводит к дополнительной инжекции разливаемой стали. Проволока с содержанием углерода, равным его содержанию в стали, при расплавлении непосредственно в осевой части слитка создает концентрационное переохлаждение ликвационной зоны, дополнительное образование центров кристаллизации, что позволяет полностью подавить эффект сегрегации. Параметры по диаметру проволоки выбраны исходя из условий эффективного переохлаждения центра слитка. Ввод проволоки диаметром меньше 1,0 мм не обеспечивает достаточного охлаждения стали и снижения ликвации. Применение проволоки диаметром более 2,4 мм приводит к возникновению в структуре интерметаллидных включений, образовавшихся в результате неполного расплавления проволоки. Пример осуществления способа. Экспериментальные плавки разливали на 4-х ручьевой сортовой машине непрерывного литья заготовок (МНЛЗ) в блюмы 250300 мм. Скорость разливки во всех экспериментах выдерживали в диапазоне 0,550,01 м/мин. Состав опытной стали был следующим углерод - 0,82 марганец - 0,54 кремний - 0,37 сера, фосфор - не менее 0,015 . Проволоку с содержанием основных элементов, аналогичным опытной стали, подавали в кристаллизатор через отверстие в стопоре, через погружной стакан в кристаллизатор под уровень металла. Испытано три диаметра проволоки 0,7, 1,2, 2,6 мм. Результаты экспериментов, подтверждающие достижение поставленной цели, приведены в таблице. Диаметр вводимой проволоки, мм 1,2 0,7 2,6 Средний балл ликвации (методика ЗТУ 840-03-99) 4,8 2,1 5,1 Таким образом, ввод проволоки диаметром 1,2-2,4 мм, через стопор в центр слитка под уровень металла, предложенный в настоящем решении, позволяет исключить подусадочную ликвацию и снизить загрязненность качественной стали неметаллическими и интерметаллидными включениями. Источники информации 1.59-16540 В 2, 1984. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 11/10, B22D 27/20
Метки: стали, способ, разливки, непрерывной
Код ссылки
<a href="https://by.patents.su/2-6037-sposob-nepreryvnojj-razlivki-stali.html" rel="bookmark" title="База патентов Беларуси">Способ непрерывной разливки стали</a>
Кристаллизатор для непрерывной разливки металла
Номер патента: 2113
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22D 11/07, B22D 11/04
Метки: разливки, кристаллизатор, металла, непрерывной
Текст:
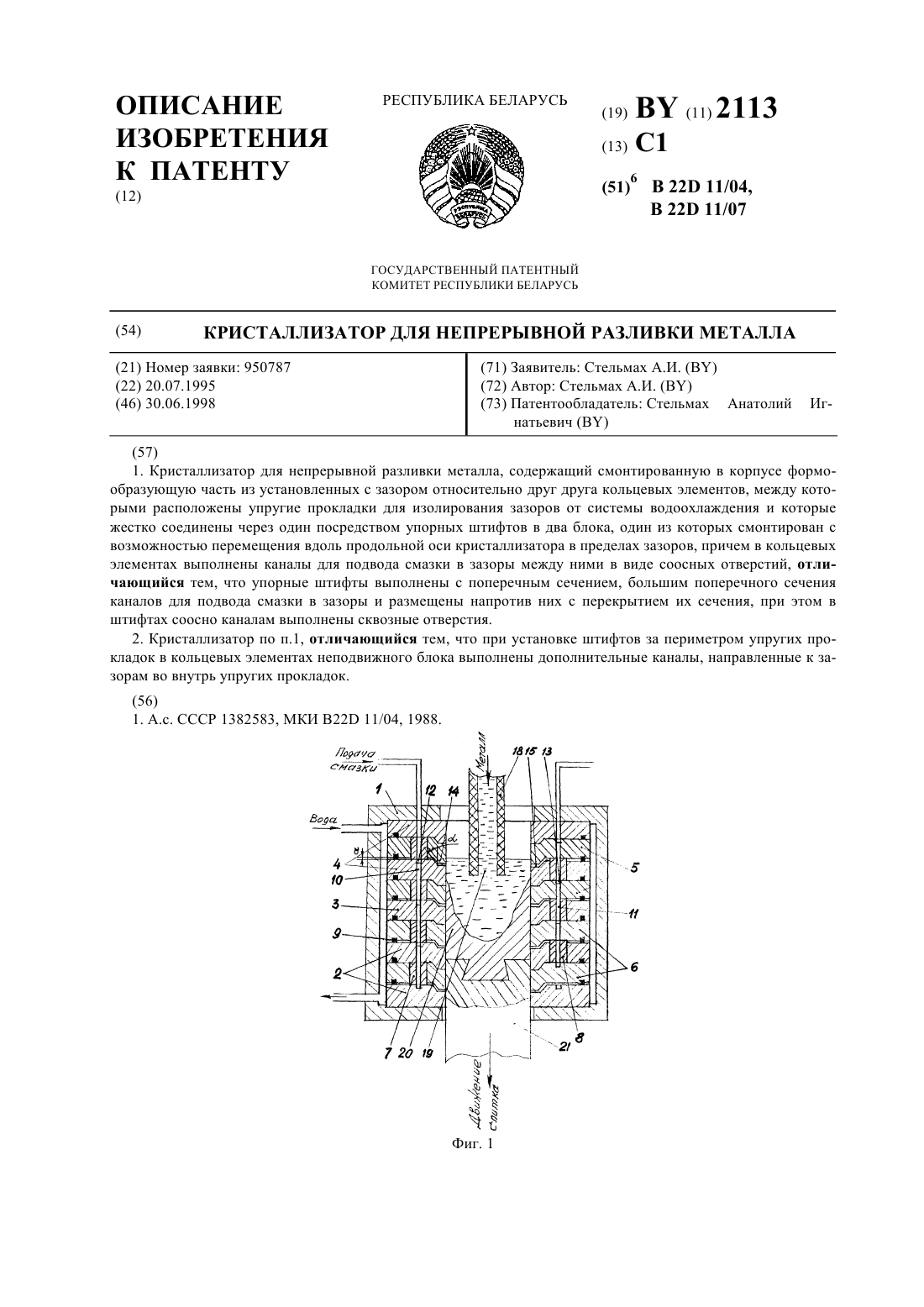
...каналов для подвода смазки в зазоры и размещены напротив них с перекрытием их сечения,при этом в штифтах соосно каналам выполнены сквозные отверстия. Кроме того, при установке штифтов за периметром упругих прокладок в кольцевых элементах неподвижного блока выполнены дополнительные каналы, направленные к зазорам во внутрь упругих прокладок. На фиг. 1 показан кристаллизатор, продольный разрез на фиг. 2 - то же, вариант установки штифтов за...
Способ непрерывной плавки стали
Номер патента: 713
Опубликовано: 30.06.1995
Авторы: Луциан Похмарски, Ханс-Юрген Лангхаммер, Кристиан Якемар, Герхард Миттер, Людвиг фон Богданди, Отто Келлер
МПК: C21B 13/00, C21C 5/28
Метки: непрерывной, способ, стали, плавки
Текст:
...Целесообразно вводить в расплав при выпуске его в разливочиый ковш вступающие в экзотермические реакции добавки такие, как, например,51, А 1 или Экзотермические реагирующие сплавы. Благодаря контролю щлакового режима в соответствии с настоящим изобретением и образованию шлака вышеуказанного состава становится возможным ввести процесс с образованием большого количества шлака при использовании разливочных ковшей технически разумных размеров,...
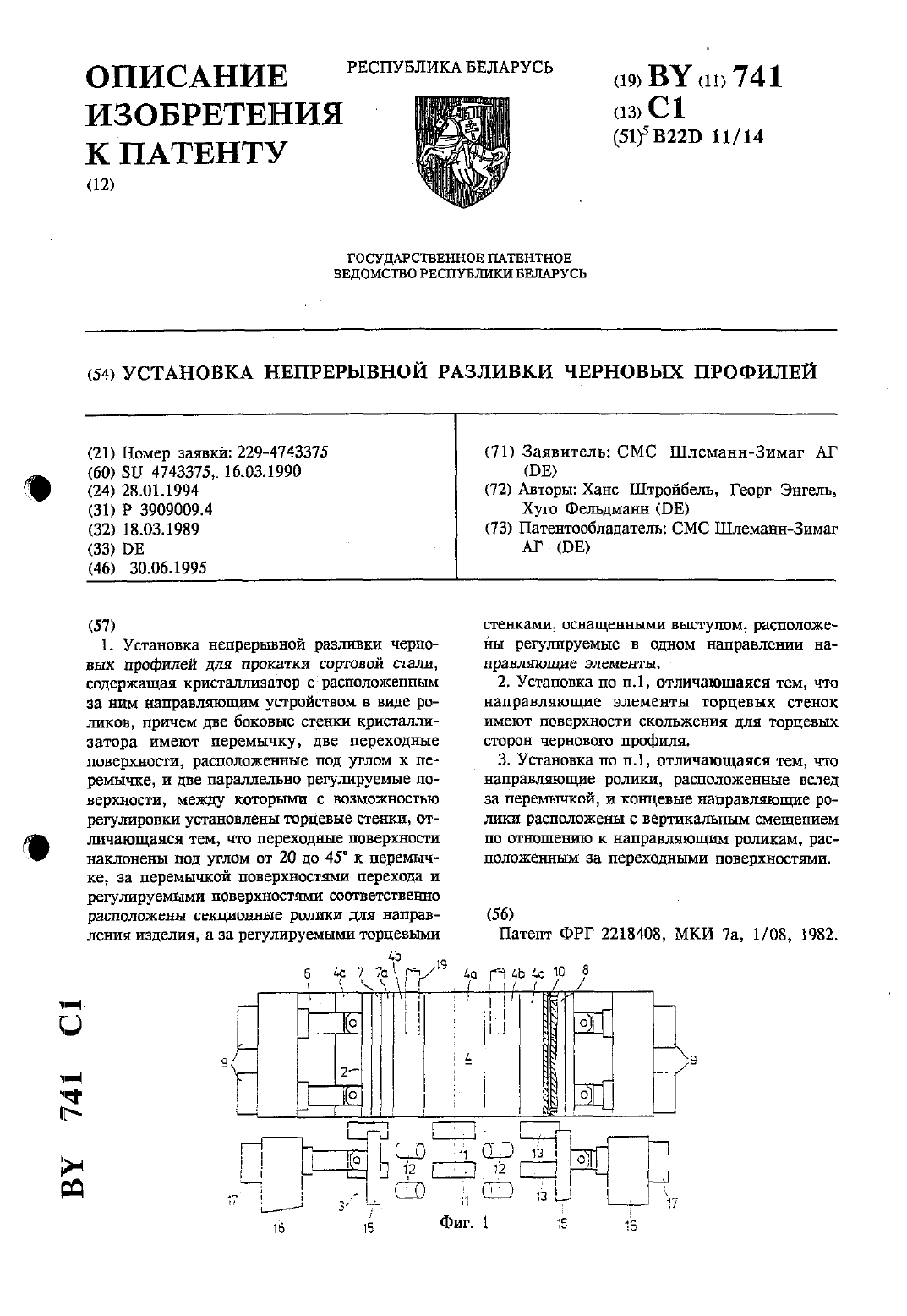
Установка непрерывной разливки черновых профилей
Номер патента: 741
Опубликовано: 30.06.1995
Авторы: Георг Энгель, Хуго Фельдманн, Ханс Штройбель
МПК: B22D 11/14
Метки: разливки, установка, профилей, непрерывной, черновых
Текст:
...регулироваться в процессе разливное с цельо изменения профиля утолщенпйт. Благодаря этомд можно последовательно отллть несколько различных заказов.В отлетом профиле для проката сортовой столп перемычкаЗ. переходит под утаим от 40 до 900 в боковые утолщения. Торцевые стороны утолщении имеют углубление. Существенное преимущество ташго профиля в том. что центрирование задается уже в первом проходе.С Целью использования тепла разливки отлитый...
Способ внепечной обработки стали
Номер патента: 3463
Опубликовано: 30.09.2000
Авторы: Дюдкин Дмитрий Александрович, Фетисов Василий Павлович, Квашнин Сергей Анатольевич, Онищук Виталий Прохорович, Кочевенко Иван Иванович, Кушнарев Николай Николаевич, Бать Юрий Израилевич, Феоктистов Юрий Васильевич, Фоменко Александр Петрович, Гуляев Михаил Павлович
Метки: стали, способ, обработки, внепечной
Текст:
...металле 0,017 и более,где Са - содержание кальция в металле,- содержание алюминия в металле,- содержание серы в металле перед обработкой, . В качестве кальцийсодержащих материалов предпочтительно использовать силикокальций, который целесообразно вводить в ковш в виде порошковой проволоки. Такой способ ввода силикокальция в металл обеспечивает возможность тонкого регулирования количества вводимого кальция в зависимости от содержания алюминия и...
Способ внепечной обработки стали
Номер патента: 3464
Опубликовано: 30.09.2000
Авторы: Квашнин Сергей Анатольевич, Фоменко Александр Петрович, Гуляев Михаил Павлович, Феоктистов Юрий Васильевич, Онищук Виталий Прохорович, Бать Юрий Израилевич, Дюдкин Дмитрий Александрович, Кушнарев Николай Николаевич, Титиевский Владимир Маркович, Кисиленко Владимир Васильевич
МПК: B21C 7/06, B21C 7/064, B21C 7/00...
Метки: обработки, способ, внепечной, стали
Текст:
...Между существенными признаками изобретения и техническим результатом - повышением степени десульфурации, удалением неметаллических включений и глобуляризацией оставшихся в металле включений существует причинно-следственная связь, которая поясняется следующим. Удаление серы возможно, как известно, при низкой активности кислорода. При вводе же кальция в жидкую сталь, раскисленную алюминием, реакция взаимодействия алюминия с кислородом...
Предыдущий патент: Способ основной обработки мелиорированных земель
Следующий патент: Способ прокатки полос
Случайный патент: Устройство для получения тонкодисперсных порошков