Способ получения пористого материала, преимущественно для фильтрующих элементов
Номер патента: 9754
Опубликовано: 30.10.2007
Авторы: Азаров Сергей Михайлович, Шемченок Сергей Владимирович, Ратько Анатолий Иванович, Азарова Татьяна Алексеевна
Текст
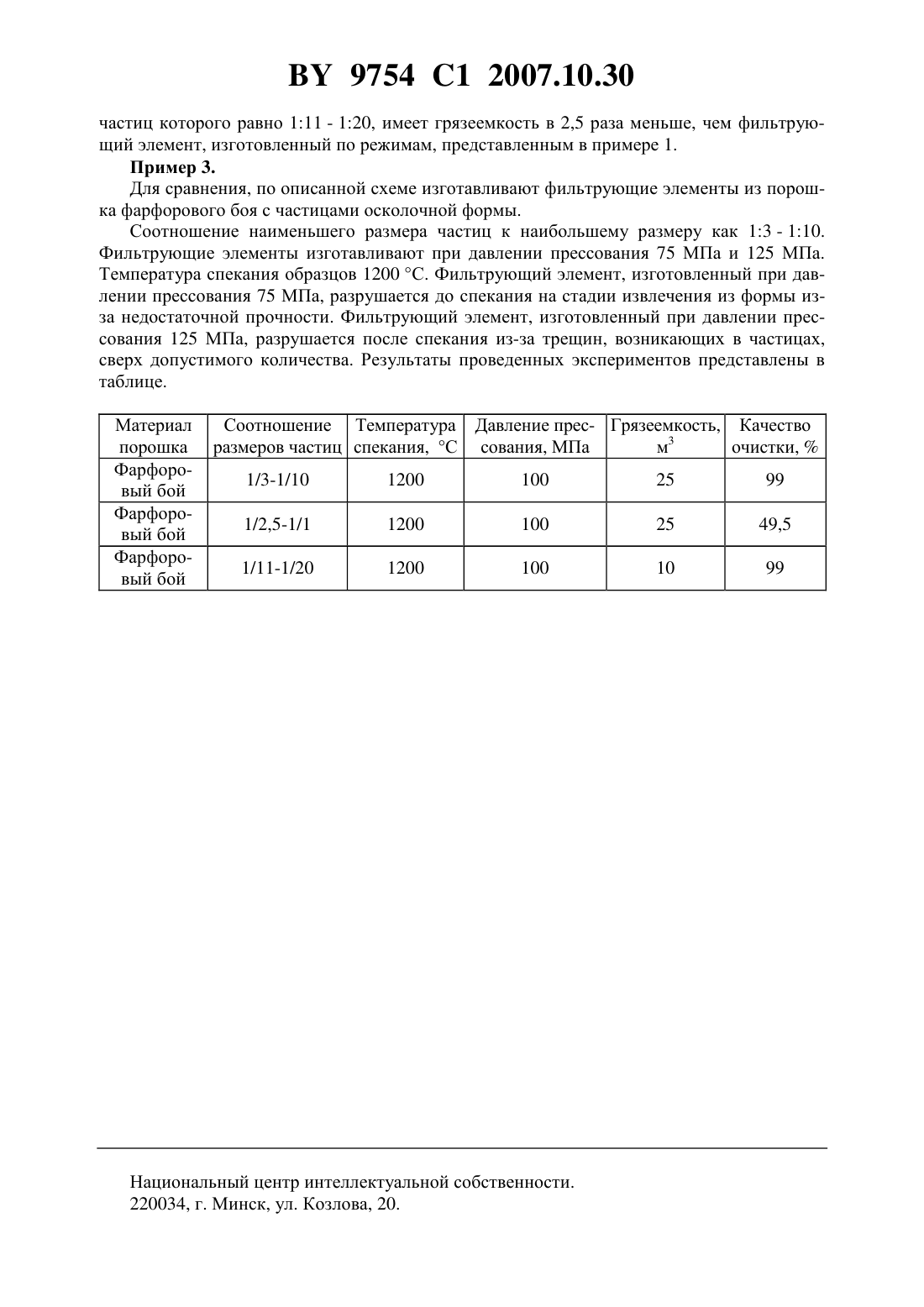
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА,ПРЕИМУЩЕСТВЕННО ДЛЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ(71) Заявитель Государственное научное учреждение Институт общей и неорганической химии Национальной академии наук Беларуси(72) Авторы Ратько Анатолий Иванович Азаров Сергей Михайлович Азарова Татьяна Алексеевна Шемченок Сергей Владимирович(73) Патентообладатель Государственное научное учреждение Институт общей и неорганической химии Национальной академии наук Беларуси(57) Способ получения пористого материала, преимущественно для фильтрующих элементов, включающий прессование керамического порошка и спекание, отличающийся тем,что используют порошок с частицами осколочной формы, в котором соотношение наименьшего размера частиц к наибольшему размеру составляет 1(3-10), и прессуют при давлении 80-120 МПа. Изобретение относится к производству пористого материала из керамических порошков, предназначенного, преимущественно, для изготовления фильтрующих элементов, используемых при очистке жидких сред, в частности питьевой воды. Известно, например, что для повышения производительности фильтрующих устройств фильтрующий элемент выполняют из сферических частиц керамических порошков, размер которых изменяется в направлении выхода из фильтра, связующее вводят в смесь керамических порошков, массу прессуют, а затем спекают ( 3035578 А 1 15.10. 2002, / 02/00453). Наиболее близким по технической сущности к предложенному способу получения пористого материала является способ по заявке на изобретение 20030121, 2004, который включает прессование крупнопористой основы из керамических порошков, послойное формование порошков с размером частиц, равным 0,1-0,15 размеру частиц предыдущего слоя, а также их спекание. Недостатком известных способов получения пористого материала для фильтрующих элементов является их технологическая сложность и недостаточная грязеемкость. Задача, на решение которой направлено изобретение, состояла в том, чтобы повысить грязеемкость и производительность фильтрующего материала при достаточном качестве очистки фильтруемых сред. 9754 1 2007.10.30 Согласно изобретению, поставленная задача решена следующим образом. Предложен способ получения пористого материала, преимущественно для фильтрующих элементов, включающий прессование крупнопористой основы из керамических порошков и ее спекание, в котором для получения в материале щелевидных пор основу образуют из порошков, частицы которых имеют осколочную форму, при соотношении наименьшего размера частиц к наибольшему размеру, как 13 - 110, а прессование основы производят под давлением 80-120 МПа. Предложенный способ позволяет повысить производительность фильтрующего устройства в 3-6 раз, увеличить грязеемкость в 1,5-3 раза и обеспечить при этом качество очистки, обеспечиваемое аналогами. Предложенный способ заключается в следующем. Керамический порошок - алюмосиликат или размолотый фарфоровый бой - с частицами осколочной формы при соотношении наименьшего размера частиц к наибольшему,как 13 - 110, засыпают в оснастку и формуют изостатическим прессованием при давлении 80-120 МПа. Сформованную заготовку спекают при оптимальной для данного материала температуре. Для порошков из алюмосиликата или из фарфорового боя оптимальной температурой спекания является температура 1200-1300 С. При засыпке в форму керамического порошка с частицами осколочной формы образуется арочная структура с высокой (до 75 ) пористостью и щелевидными порами с соотношением ширины к длине поры 120 - 150. Прессование при давлениях 80-120 МПа приводит к частичному растрескиванию исходных частиц с одновременным уплотнением структуры до пористости 30-40 . В совокупности эти две операции приводят к образованию в сформованной заготовке дополнительных щелевидных пор с соотношением ширины к длине поры 150 - 1100. Последующее спекание при оптимальной температуре упрочняет заготовку и сохраняет щелевидную структуру пор и пористость на уровне 3040 . В силу полученной псевдосетчатой структуры (щелевидные поры) пористый материал характеризуется высокой грязеемкостью и производительностью. Малый поперечный размер пор по сравнению с продольным размером позволяет обеспечить при этом высокое качество очистки фильтруемой среды. Пример 1. Алюмосиликатный порошок (фарфоровый бой) ТУ РБ 28390, характеризующийся частицами осколочной формы с соотношением наименьшего размера частиц к наибольшему,равным 13 - 110, засыпают в оснастку и прессуют на установке радиально-изостатического прессования при давлении 100 МПа. Полученный образец в виде коаксиального цилиндра (диаметр 65 мм, длина 250 мм) спекают при оптимальной для данного материала температуре 1200 С. Спеченный образец в качестве фильтровального элемента помещают в корпус для очистки питьевой воды и определяют его грязеемкость и качество очистки воды. Грязеемкость определяют, как количество пропущенной воды через фильтрующий элемент до потери им производительности в 10 раз. Качество очистки определяют по степени задержания коллоидного железа(отношение концентрациина выходе фильтрующего элемента к концентрациина входе - степень очистки). Пример 2. Для сравнения, по описанной схеме изготавливают фильтрующий элемент из порошка фарфорового боя с частицами осколочной формы. Соотношение наименьшего размера частиц к наибольшему как 12,5 - 11 и как 111 - 120. Порошок прессуют под давлением 100 МПа и спекают при температуре 1200 С. Фильтрующий элемент, изготовленный из порошка, соотношение размеров частиц которого равно 12,5 - 11, имеет степень очистки на 50 хуже, чем фильтрующий элемент, изготовленный по режимам, представленным в примере 1. Фильтрующий элемент, изготовленный из порошка, соотношение размеров 2 9754 1 2007.10.30 частиц которого равно 111 - 120, имеет грязеемкость в 2,5 раза меньше, чем фильтрующий элемент, изготовленный по режимам, представленным в примере 1. Пример 3. Для сравнения, по описанной схеме изготавливают фильтрующие элементы из порошка фарфорового боя с частицами осколочной формы. Соотношение наименьшего размера частиц к наибольшему размеру как 13 - 110. Фильтрующие элементы изготавливают при давлении прессования 75 МПа и 125 МПа. Температура спекания образцов 1200 С. Фильтрующий элемент, изготовленный при давлении прессования 75 МПа, разрушается до спекания на стадии извлечения из формы изза недостаточной прочности. Фильтрующий элемент, изготовленный при давлении прессования 125 МПа, разрушается после спекания из-за трещин, возникающих в частицах,сверх допустимого количества. Результаты проведенных экспериментов представлены в таблице. Материал порошка Фарфоровый бой Фарфоровый бой Фарфоровый бой Соотношение Температура Давление прес- Грязеемкость, Качество размеров частиц спекания, С сования, МПа м 3 очистки,1/3-1/10 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C04B 35/622, B01D 29/44, C04B 38/00
Метки: фильтрующих, преимущественно, получения, материала, элементов, пористого, способ
Код ссылки
<a href="https://by.patents.su/3-9754-sposob-polucheniya-poristogo-materiala-preimushhestvenno-dlya-filtruyushhih-elementov.html" rel="bookmark" title="База патентов Беларуси">Способ получения пористого материала, преимущественно для фильтрующих элементов</a>
Способ получения фильтрующих элементов
Номер патента: 5813
Опубликовано: 30.12.2003
Авторы: Чигринов Виталий Евгеньевич, Чигринова Наталья Михайловна, Ильющенко Александр Федорович, Пилиневич Леонид Петрович, Кухарев Александр Анатольевич
МПК: B22F 3/00
Метки: фильтрующих, получения, способ, элементов
Текст:
...размере пор. Это обусловлено тем, что после каждого осаждения мелкого порошка в поры необходимо производить припекание, кроме того, в процессе осаждения порошок осаждается глубоко в порах, что уменьшает пористость материала,следовательно, и его проницаемость. Техническая задача изобретения - увеличение производительности процесса изготовления фильтрующих элементов, а также повышение их проницаемости при заданной тонкости очистки....
Способ получения фильтрующих материалов
Номер патента: 3334
Опубликовано: 30.06.2000
Авторы: Беденко Сергей Александрович, Тумилович Мирослав Викторович, Шелег Валерий Константинович, Рак Анатолий Леонидович, Тарайкович Александр Михайлович, Пилиневич Леонид Петрович, Анащенко Михаил Петрович
Метки: способ, получения, материалов, фильтрующих
Текст:
...необходимостью повторения операции прессования. Техническая задача, которую решает предлагаемое изобретение, заключается в увеличении производительности процесса изготовления изделий, а также повышении проницаемости и грязеемкости изделий при заданной тонкости очистки. Поставленная техническая задача реализуется так, что в известном способе, включающем послойную засыпку порошка в пресс-форму при толщине первого слоя, равной 1315...
Способ получения пористого проницаемого материала
Номер патента: 8796
Опубликовано: 30.12.2006
Авторы: Александров Валерий Михайлович, Мазюк Виктор Васильевич, Шелег Валерий Константинович, Шабалинский Андрей Александрович, Лобачев Виктор Алексеевич
МПК: C22C 1/08, B01D 39/12
Метки: способ, получения, материала, пористого, проницаемого
Текст:
...металлических контактов между непрерывными и дисперсными волокнами. В результате повышаются каркасные (физикомеханические) свойства. Повышение структурных характеристик (высокая проницаемость и одновременно высокая тонкость очистки) возможно при содержании в составе ППМ 30-40 мас. дисперсных волокон.В результате спекания в восстановительной атмосфере был получен композиционный пористый проницаемый материал из различного рода дисперсных...
Способ получения пористого материала
Номер патента: 3551
Опубликовано: 30.09.2000
Авторы: Бухтояров Геннадий Семенович, Татаренко Олег Федорович, Носова Антонина Георгиевна, Фицнер Александр Леонидович, Осипов Петр Сергеевич, Айвазов Юрий Васильевич, Конышев Николай Михайлович, Корчаков Вололен Фролович, Чиж Александр Ильич
МПК: C08J 9/10, C08J 9/24, C08J 9/00...
Метки: получения, материала, способ, пористого
Текст:
...порошок термопластичного полимера с размером частиц не более 0,4 мм, предпочтительно 0,1-0,2 мм, в количестве 0,1-25 мас.на 100 мас.абсолютно сухой композиции, прессование осуществляют под давлением с усилием 0,5-5,0 кгс/см 2, а сушку - при температуре 80140 в течение 10-40 мин, после чего отформованный материал термообрабатывают воздухом или паром при температуре расплава термопластичного полимера в течение 10-25 мин. Для регулирования...
Способ получения фильтрующих материалов для масловлагоотделения
Номер патента: 3386
Опубликовано: 30.06.2000
Авторы: Пилиневич Леонид Петрович, Рак Анатолий Леонидович, Абу Дхаим На'ель М, Тарайкович Александр Михайлович, Мазюк Виктор Васильевич
Метки: способ, получения, материалов, масловлагоотделения, фильтрующих
Текст:
...0,7-0,9 температуры плавления мелкодисперсного полимерного порошка, при которой осуществляют нанесение на заготовку слоя этого порошка, толщина которого составляет 15-20 средних размеров частиц, при этом используют полимерный порошок, фактор формы которого находится в пределах 0,7-1,0, а угол смачивания водой - не менее 100, и металлический порошок, угол смачивания водой которого находится в пределах 0-30. Пример. Порошок титана марки ПТХ-2-1...
Предыдущий патент: Гусеничное транспортное средство
Следующий патент: Способ приготовления приманки для пероральной иммунизации диких плотоядных животных против инфекционного заболевания
Случайный патент: Способ получения пищевой добавки