Способ получения фильтрующих материалов
Номер патента: 3334
Опубликовано: 30.06.2000
Авторы: Шелег Валерий Константинович, Тумилович Мирослав Викторович, Рак Анатолий Леонидович, Анащенко Михаил Петрович, Пилиневич Леонид Петрович, Беденко Сергей Александрович, Тарайкович Александр Михайлович
Текст
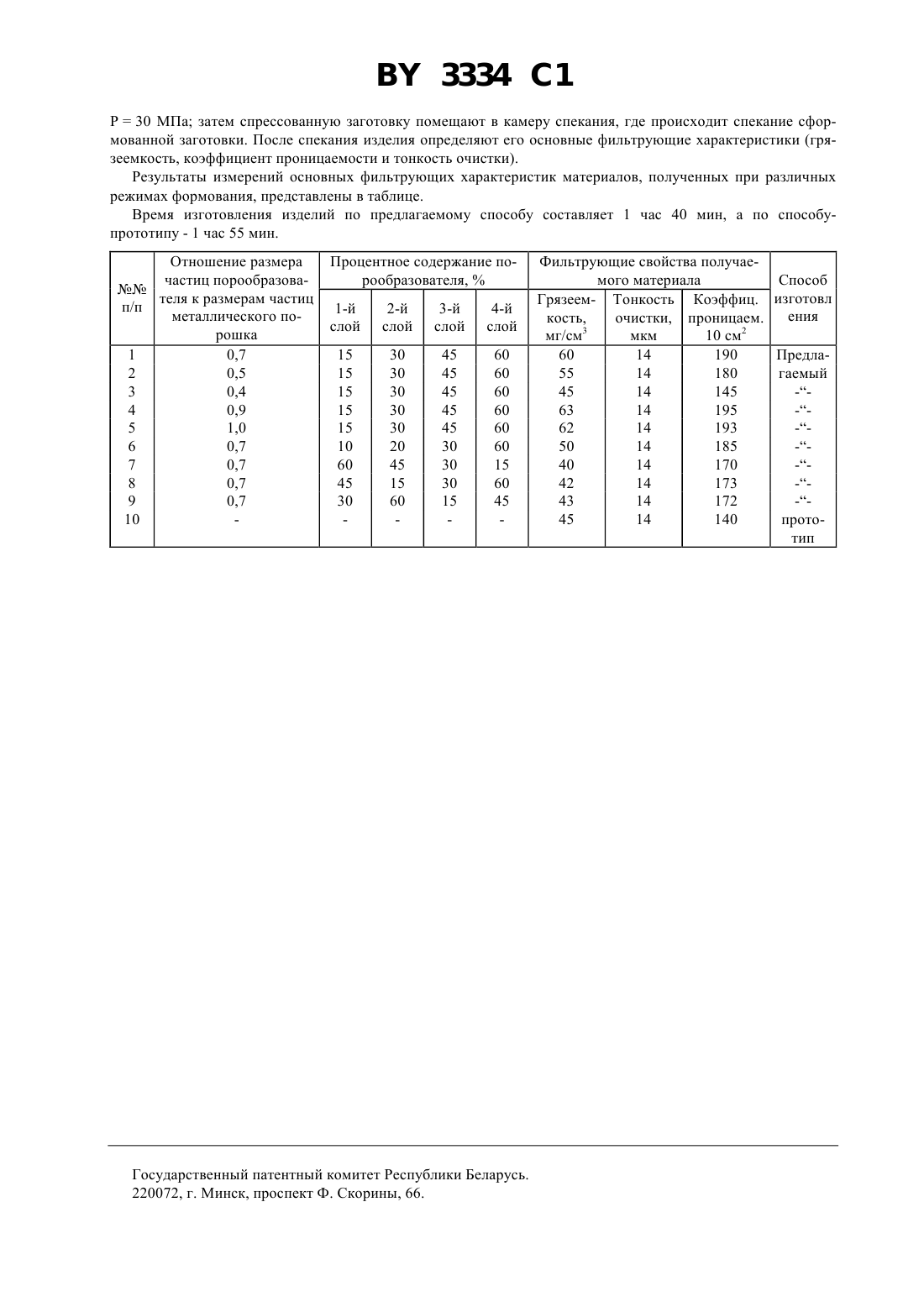
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩИХ МАТЕРИАЛОВ(71) Заявитель Научно-исследовательский институт порошковой металлургии с опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(57) Способ получения фильтрующих материалов, включающий послойную засыпку порошка в пресс-форму при толщине первого слоя, равной 1315 диаметрам частиц порошка, и толщине последующих слоев, равной 34 диаметрам частиц, прессование заготовки и последующее спекание, отличающийся тем, что засыпку второго и всех последующих слоев порошка в пресс-форму осуществляют с порообразователем,размер частиц которого равен или больше 0,5 диаметра частиц порошка, причем количество порообразователя в слоях определяют из выражения, где- количество порообразователя в -том слое- максимальное количество порообразователя в -ом слое, при котором заготовка сохраняет форму при выпрессовке и спекании- количество слоев заготовки- порядковый номер слоя с порообразователем.(56) 1.609598, МПК В 22 3/10, 1976. 2.1435403 А 1, МПК В 22 3/10, 1988 (прототип). 3. Пористые порошковые материалы и изделия из них // П.А. Витязь, В.М. Капцевич, В.К. Шелег.Мн. Выш. шк., 1987. Изобретение относится к области порошковой металлургии, в частности к изготовлению фильтрующих материалов, применяемых для очистки жидкостей и газов. Известен способ изготовления пористых изделий 1, включающий послойную засыпку порошка с использованием технологического стержня с последующим спеканием, причем для образования каждого последующего слоя порошок засыпают в зазор между ранее спеченным слоем и технологическим стержнем меньшего диаметра. Недостатком указанного способа является низкая производительность, обусловленная необходимостью повторения длительной операции спекания, а также низкое качество изделий, вызванное усадкой изделий от периферии к центру, в результате чего между слоями образуются трещины. Наиболее близким к предлагаемому по технической сущности и достигаемому положительному эффекту является способ изготовления фильтрующих материалов 2, включающий послойную засыпку порошка в пресс-форму и прессование заготовки после каждой засыпки, причем толщина первого слоя равна 1315 3334 1 диаметрам частиц порошка, толщина последующих слоев - 34 диаметрам частиц, а давление прессования определяют из выражения(1),где- давление прессования -го слоя Р - минимальное давление, при котором заготовка сохраняет форму при выпрессовке- количество слоев в заготовке- порядковый номер слоя. Недостатком данного способа является низкая проницаемость изделий и низкая производительность процесса их изготовления. Это обусловлено тем, что неоднородность поровой структуры получается за счет уменьшения пористости по толщине изделия, а как известно из 3, проницаемость изделий существенно зависит от пористости, так, например, для пористых проницаемых материалов из частиц дендритной формы диаметром 20380 мкм, проницаемость и пористость имеют следующую зависимость К 5,8810-11 (9,510-2) П 5,6,где К - коэффициент проницаемости- диаметр частиц П - пористость. Низкая производительность процесса изготовления изделий обусловлена необходимостью повторения операции прессования. Техническая задача, которую решает предлагаемое изобретение, заключается в увеличении производительности процесса изготовления изделий, а также повышении проницаемости и грязеемкости изделий при заданной тонкости очистки. Поставленная техническая задача реализуется так, что в известном способе, включающем послойную засыпку порошка в пресс-форму при толщине первого слоя, равной 1315 диаметрам частиц порошка и толщине последующих слоев, равной 34 диаметрам частиц, прессование заготовки и последующее спекание,причем засыпку второго и всех последующих слоев порошка в пресс-форму осуществляют с порообразователем, размер частиц которого равен или больше 0,5 диаметра частиц порошка, количество порообразователя в слоях определяют из приведенного выражения, а прессование производят после засыпки всех слоев. Предлагаемый способ осуществляют следующим образом. Заготовку формуют путем послойной засыпки порошка в пресс-форму. Вначале засыпают слой без порообразователя при толщине, равной 1315 диаметрам частиц порошка, т.к. слой имеет регулярную структуру и обеспечивает заданную тонкость очистки. Затем производят засыпку слоев порошка с порообразователем. Количество порообразователя с диаметром частиц, равным или большим 0,5 диаметра частиц порошка, в каждом слое определяют из выражения где- количество порообразователя в -том слое- максимальное количество порообразователя в -ном слое, при котором заготовка сохраняет форму при выпрессовке и спекании- количество слоев заготовки- порядковый номер слоя с порообразователем. Это позволяет получить переменное порораспределение изделий в направлении фильтрации, которое обеспечивает высокую проницаемость и грязеемкость изделий. Пример 1. Порошок коррозионно-стойкой стали марки Х 18 Н 15 с размером частиц 0,40,63 мм засыпают в прессформу диаметром 30 мм и формуют слой толщиной 6,72 мм и диаметром 30 мм (толщина составляет 14 диаметров частиц порошка). Затем засыпают слой порошка с порообразователем с размером частиц 0,3150,4 мм толщиной 1,68 мм (что составляет 3,5 диаметра частиц порошка). Количество порообразователя, определенное из приведенного выражения, составляет 15 , так как всех слоев с порообразователем 4,а максимальное количество порообразователя, при котором заготовка сохраняет форму при выпрессовке и спекании, составляет 60 . Второй, третий и четвертый слой засыпают толщиной, также равной 3,5 диаметра частиц, с количеством порообразователя, равным 30, 45 и 60 соответственно. После послойной засыпки порошка с порообразователем в пресс-форму производят прессование при давлении 3334 1 Р 30 МПа затем спрессованную заготовку помещают в камеру спекания, где происходит спекание сформованной заготовки. После спекания изделия определяют его основные фильтрующие характеристики (грязеемкость, коэффициент проницаемости и тонкость очистки). Результаты измерений основных фильтрующих характеристик материалов, полученных при различных режимах формования, представлены в таблице. Время изготовления изделий по предлагаемому способу составляет 1 час 40 мин, а по способупрототипу - 1 час 55 мин. Отношение размера частиц порообразова теля к размерам частиц п/п металлического порошка 1 0,7 2 0,5 3 0,4 4 0,9 5 1,0 6 0,7 7 0,7 8 0,7 9 0,7 10 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. Фильтрующие свойства получаемого материала Грязеем- Тонкость Коэффиц. кость,очистки, проницаем. мг/см 3 мкм 10 см 2 60 14 190 55 14 180 45 14 145 63 14 195 62 14 193 50 14 185 40 14 170 42 14 173 43 14 172 45 14 140 Способ изготовл ения Предлагаемый
МПК / Метки
Метки: материалов, способ, фильтрующих, получения
Код ссылки
<a href="https://by.patents.su/3-3334-sposob-polucheniya-filtruyushhih-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ получения фильтрующих материалов</a>
Способ получения фильтрующих материалов
Номер патента: 1481
Опубликовано: 16.12.1996
Авторы: Громыко Юрий Владимирович, Плевачук Владимир Григорьевич, Вертячих Игорь Михайлович, Пинчук Леонид Семенович, Ухорцева Ирина Юрьевна, Макаревич Анна Владимировна, Паркалова Екатерина Ивановна
МПК: B29C 41/08, B01D 39/16
Метки: способ, получения, фильтрующих, материалов
Текст:
...и образующей коштлексные соединения с ионами тяжелых металлов.В качестве вариантов способа заявляется использование в качестве модификаторов аэрозолей трибутилфосфата, являющегося комплексоном ионов тяжелых металлов - типичных загряз 10нителей сточных вод раствора дитизона (комплексон) в четыреххлористом углероде (растворитель многих термопластов) раствора бензойной кислоты (антисептик) в вазелиновом масле (растворитель полиолефинов).Сущность...
Способ изготовления фильтрующих материалов
Номер патента: 1484
Опубликовано: 16.12.1996
Авторы: Громыко Юрий Владимирович, Паркалова Екатерина Ивановна, Гольдаде Виктор Антонович, Пинчук Леонид Семенович, Вертячих Игорь Михайлович, Макаревич Анна Владимировна
МПК: B29C 41/08, B01D 39/16
Метки: способ, фильтрующих, изготовления, материалов
Текст:
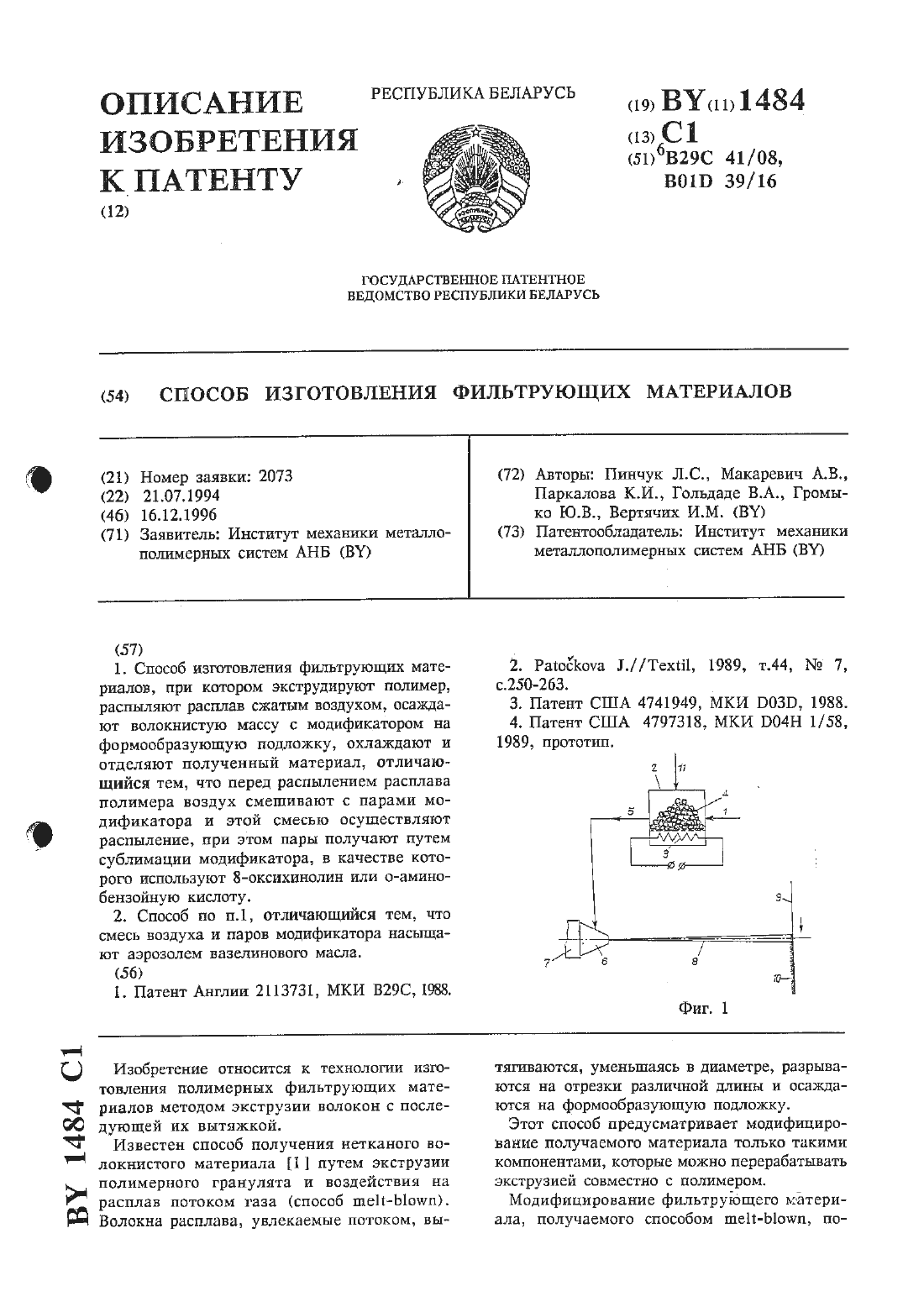
...расплава направляется на движущуюся формообразующую подложку 9, где оседает в виде волокнистой массы 10. В процессе распыления, транспортирования газовым потоком и осаждения волокон расплава на подложке происходит десублгшация модификатора, образующего покрытие на поверхности волокон.Чтобы увели/шить адгезию модификатора к волокнам (фигд), в емкость 2 подают поток 11 аэрозоля растворителя полимерного материала. На распыление идет поток 5 смеси...
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Плескачевский Юрий Михайлович, Шувалов Владимир Борисович, Ковтун Вадим Анатольевич
МПК: B22F 7/04
Метки: способ, металлических, материалов, получения, покрытий, порошковых, непрерывных
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
Способ получения наполненных волокнисто-пористых материалов
Номер патента: 1425
Опубликовано: 16.12.1996
Авторы: Чернорубашкин Александр Иванович, Наумович Владимир Леонидович, Шустов Виктор Панкратович, Сиканевич Александр Васильевич, Свириденок Анатолий Иванович
МПК: D04H 1/56, B29C 41/08
Метки: получения, материалов, способ, волокнисто-пористых, наполненных
Текст:
...расположенного между ними слоя(слоев) с частицами наполнителя (П) толщиной не менее 10 мм. Слой 1 формировали по режиму 1 пщ 15 об/мин, Рв 0,4 ати,п 540 об/мин. Получали волокнисто-пористый материал, размер пор в котором не превышал 20 мкм, а диаметр волокон - 35 мкм.Слой П т.наз. волокнистую матрицу получали по режиму П пш 20 об/мин, Р 0,20 ати, п 560 об/ мин.Размер пор при этом не превышал 250 мкм,а диаметр волокон-100120 мкм.Рассмотрим...
Композиция для рулонных кровельных и гидроизоляционных материалов и способ ее получения
Номер патента: 3020
Опубликовано: 30.09.1999
Авторы: Крюкова Лилия Алексеевна, Ахраменко Василий Романович, Поляков Аркадий Кириллович, Барташевич Валерий Францевич, Кляченков Виктор Алексеевич, Кротович Василий Иванович
МПК: C08L 17/00, C08K 13/02, C08J 11/10...
Метки: кровельных, материалов, композиция, рулонных, гидроизоляционных, способ, получения
Текст:
...резиносмесителя 10-15 наполнитель остальное. В качестве резиновой крошки в предлагаемой композиции используют дробленые до 50-100 мм отходы бутилсодержащих резиновых смесей и изделий из них, в частности дробленые отработанные бутиловые диафрагмы, которые применяются в производстве шин для формования внутренней поверхности покрышки и являются технологически неизбежными отходами, требующими утилизации. Наличие в крошке бутилового каучука...
Предыдущий патент: Дренажная трубка для оттока слизи из слуховой трубы
Следующий патент: Зубчатая передача
Случайный патент: Водонагреватель