Способ сварки при изготовлении спирально навиваемой трубы и сварочная головка для выполнения способа
Текст
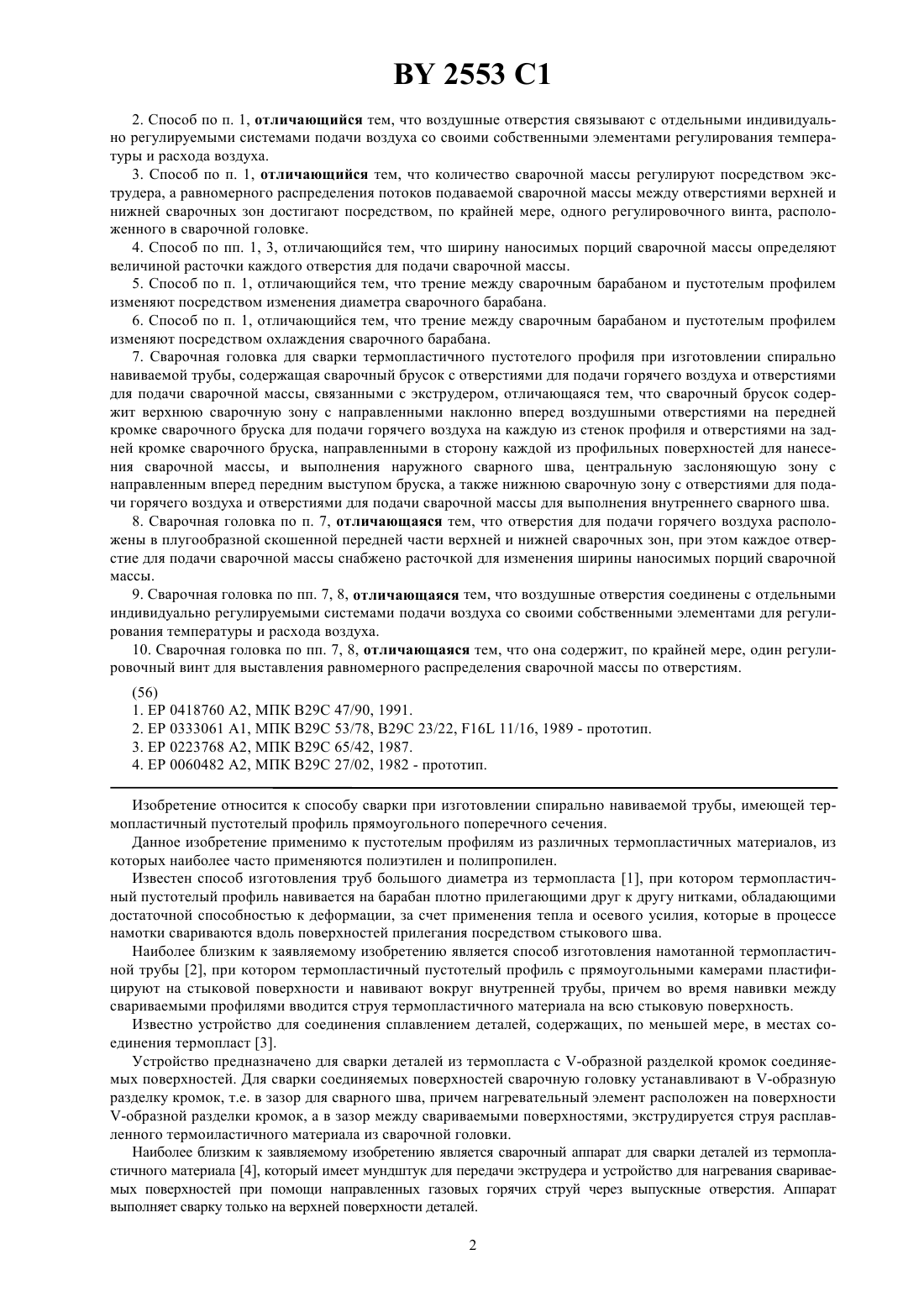
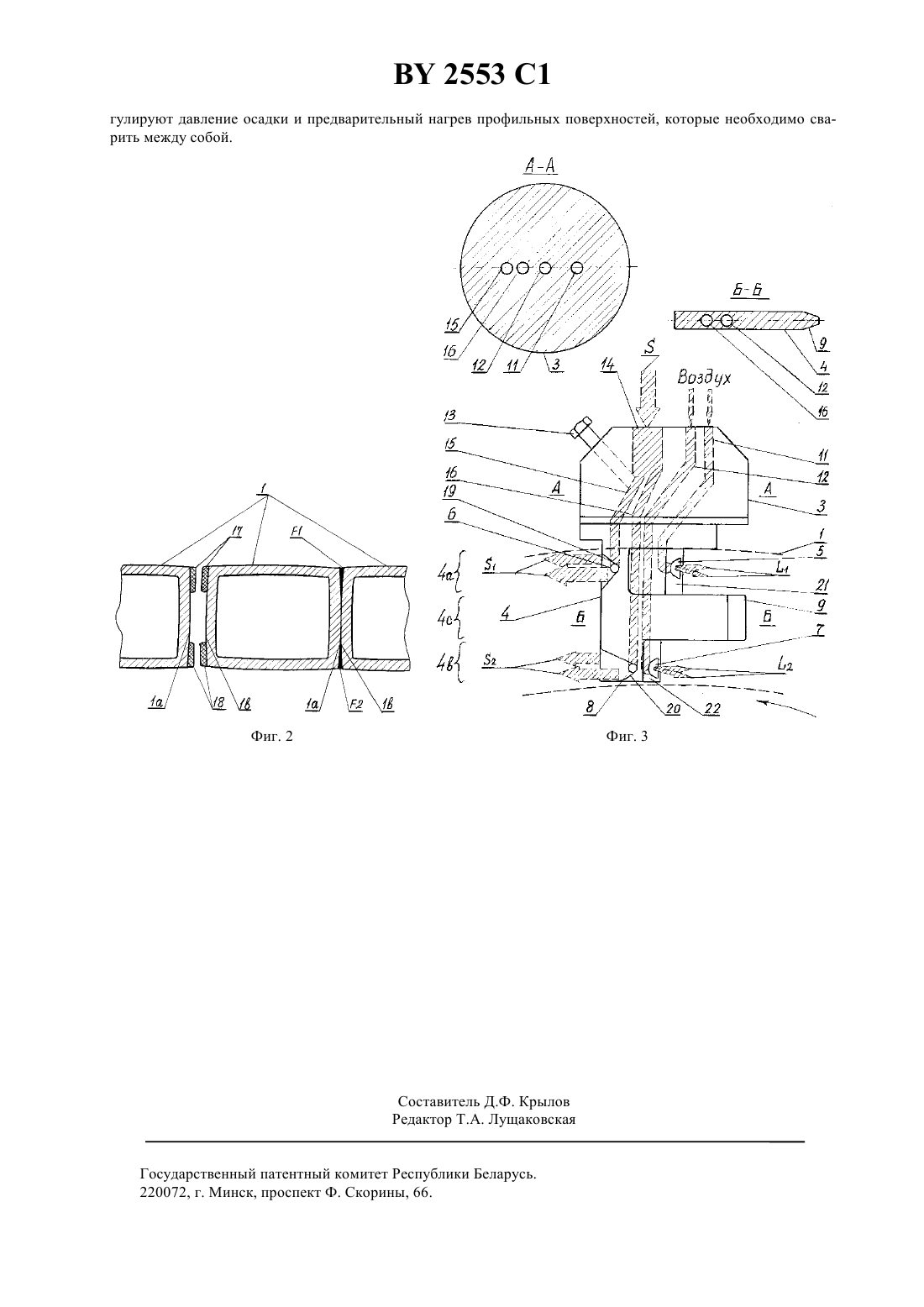
29 65/40, 29 65/72 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ СПИРАЛЬНО НАВИВАЕМОЙ ТРУБЫ И СВАРОЧНАЯ ГОЛОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА(71) Заявитель ОЙ КУХ ПАЙП АБ(73) Патентообладатель ОЙ КУХ ПАЙП АБ(57) 1. Способ сварки при изготовлении спирально навиваемой трубы, в котором термопластичный пустотелый профиль прямоугольного поперечного сечения навивают по винтовой линии на сварочный барабан и одновременно подогревают профильные поверхности, подлежащие сварке, экструдируют сварочную массу на профильные поверхности и прижимают пустотелые профили друг к другу посредством, по крайней мере, одного нажимного ролика, ось которого направлена радиально относительно сварочного барабана, отличающийся тем, что сварку выполняют сварочной головкой, соединенной с экструдером и снабженной сварочным бруском, который вводят между профильными поверхностями передним выступом бруска вперед, подогрев профильных поверхностей осуществляют горячим воздухом через воздушные отверстия в сварочном бруске, расположенные против кромок профильных стенок, причем направляют горячий воздух и защищают среднюю часть профильных поверхностей от перегрева передним выступом бруска, экструдируют сварочную массу на нагретые части профильных поверхностей через отверстия для подачи сварочной массы в сварочном бруске, расположенных на том же уровне, что и воздушные отверстия, а давление осадки поддерживают на необходимом уровне путем изменения трения между пустотелым профилем и сварочным барабаном. 2553 1 2. Способ по п. 1, отличающийся тем, что воздушные отверстия связывают с отдельными индивидуально регулируемыми системами подачи воздуха со своими собственными элементами регулирования температуры и расхода воздуха. 3. Способ по п. 1, отличающийся тем, что количество сварочной массы регулируют посредством экструдера, а равномерного распределения потоков подаваемой сварочной массы между отверстиями верхней и нижней сварочных зон достигают посредством, по крайней мере, одного регулировочного винта, расположенного в сварочной головке. 4. Способ по пп. 1, 3, отличающийся тем, что ширину наносимых порций сварочной массы определяют величиной расточки каждого отверстия для подачи сварочной массы. 5. Способ по п. 1, отличающийся тем, что трение между сварочным барабаном и пустотелым профилем изменяют посредством изменения диаметра сварочного барабана. 6. Способ по п. 1, отличающийся тем, что трение между сварочным барабаном и пустотелым профилем изменяют посредством охлаждения сварочного барабана. 7. Сварочная головка для сварки термопластичного пустотелого профиля при изготовлении спирально навиваемой трубы, содержащая сварочный брусок с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы, связанными с экструдером, отличающаяся тем, что сварочный брусок содержит верхнюю сварочную зону с направленными наклонно вперед воздушными отверстиями на передней кромке сварочного бруска для подачи горячего воздуха на каждую из стенок профиля и отверстиями на задней кромке сварочного бруска, направленными в сторону каждой из профильных поверхностей для нанесения сварочной массы, и выполнения наружного сварного шва, центральную заслоняющую зону с направленным вперед передним выступом бруска, а также нижнюю сварочную зону с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы для выполнения внутреннего сварного шва. 8. Сварочная головка по п. 7, отличающаяся тем, что отверстия для подачи горячего воздуха расположены в плугообразной скошенной передней части верхней и нижней сварочных зон, при этом каждое отверстие для подачи сварочной массы снабжено расточкой для изменения ширины наносимых порций сварочной массы. 9. Сварочная головка по пп. 7, 8, отличающаяся тем, что воздушные отверстия соединены с отдельными индивидуально регулируемыми системами подачи воздуха со своими собственными элементами для регулирования температуры и расхода воздуха. 10. Сварочная головка по пп. 7, 8, отличающаяся тем, что она содержит, по крайней мере, один регулировочный винт для выставления равномерного распределения сварочной массы по отверстиям.(56) 1. ЕР 0418760 А 2, МПК В 29 С 47/90, 1991. 2.0333061 1, МПК 29 53/78, 29 23/22, 16 11/16, 1989 - прототип. 3. ЕР 0223768 А 2, МПК В 29 С 65/42, 1987. 4.0060482 2, МПК 29 27/02, 1982 - прототип. Изобретение относится к способу сварки при изготовлении спирально навиваемой трубы, имеющей термопластичный пустотелый профиль прямоугольного поперечного сечения. Данное изобретение применимо к пустотелым профилям из различных термопластичных материалов, из которых наиболее часто применяются полиэтилен и полипропилен. Известен способ изготовления труб большого диаметра из термопласта 1, при котором термопластичный пустотелый профиль навивается на барабан плотно прилегающими друг к другу нитками, обладающими достаточной способностью к деформации, за счет применения тепла и осевого усилия, которые в процессе намотки свариваются вдоль поверхностей прилегания посредством стыкового шва. Наиболее близким к заявляемому изобретению является способ изготовления намотанной термопластичной трубы 2, при котором термопластичный пустотелый профиль с прямоугольными камерами пластифицируют на стыковой поверхности и навивают вокруг внутренней трубы, причем во время навивки между свариваемыми профилями вводится струя термопластичного материала на всю стыковую поверхность. Известно устройство для соединения сплавлением деталей, содержащих, по меньшей мере, в местах соединения термопласт 3. Устройство предназначено для сварки деталей из термопласта с -образной разделкой кромок соединяемых поверхностей. Для сварки соединяемых поверхностей сварочную глвку устанавливают в -образную разделку кромок, т.е. в зазор для сварного шва, причем нагревательный элемент расположен на поверхности-образной разделки кромок, а в зазор между свариваемыми поверхностями, экструдируется струя расплавленного термоиластичного материала из сварочной головки. Наиболее близким к заявляемому изобретению является сварочный аппарат для сварки деталей из термопластичного материала 4, который имеет мундштук для передачи экструдера и устройство для нагревания свариваемых поверхностей при помощи направленных газовых горячих струй через выпускные отверстия. Аппарат выполняет сварку только на верхней поверхности деталей. 2 2553 1 Ни в одном из вышеприведенных документов не описывается способ изготовления трубы, в котором используется сварочный инструмент, такой как инструмент, предлагаемый в данном изобретении. Вышеуказанным сварочным инструментом за один оборот сварочного барабана невозможно выполнить соединение с внутренним и наружным швом. Задачей данного изобретения является получение двойного сварного шва за один оборот сварочного барабана при изготовлении спирально навиваемой трубы из термопластичного пустотелого профиля. Это достигается тем, что сварку выполняют сварочной головкой, соединенной с экструдером и снабженной сварочным бруском, который вводят между профильными поверхностями передним выступом бруска вперед, подогрев профильных поверхностей осуществляют горячим воздухом через воздушные отверстия в сварочном бруске, расположенные против кромок профильных стенок, причем направляют горячий воздух и защищают среднюю часть профильных поверхностей от перегрева передним выступом бруска, экструдируют сварочную массу на нагретые части профильных поверхностей через отверстия для подачи сварочной массы в сварочном бруске, расположенных на том же уровне, что и воздушные отверстия, а давление осадки поддерживают на необходимом уровне путем изменения трения между пустотелым профилем и сварочным барабаном. Воздушные отверстия связывают с отдельными индивидуально регулируемыми системами подачи воздуха со своими собственными элементами регулирования температуры и расхода воздуха. Количество сварочной массы регулируют посредством экструдера, а равномерного распределения потоков подаваемой сварочной массы между отверстиями верхней и нижней сварочных зон достигают посредством, по крайней мере, одного регулировочного винта, расположенного в сварочной головке. Ширину наносимых порций сварочной массы определяют величиной расточки каждого отверстия для подачи сварочной массы. Трение между сварочным барабаном и пустотелым профилем изменяют посредством изменения диаметра сварочного барабана или путем охлаждения сварочного барабана. Сварочный брусок содержит верхнюю сварочную зону с направленными наклонно вперед воздушными отверстиями на передней кромке сварочного бруска для подачи горячего воздуха на каждую из стенок профиля и отверстиями на задней кромке сварочного бруска, направленными в сторону каждой из профильных поверхностей для нанесения сварочной массы и выполнения наружного сварного шва, центральную заслоняющую зону с направленным вперед передним выступом бруска, а также нижнюю сварочную зону с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы для выполнения внутреннего сварного шва. Отверстия для подачи горячего воздуха расположены в плугообразной скошенной передней части верхней и нижней сварочных зон, при этом каждое отверстие для подачи сварочной массы снабжено расточкой для изменения ширины наносимых порций сварочной массы. Воздушные отверстия соединены с отдельными индивидуально регулируемыми системами подачи воздуха со своими собственными элементами для регулирования температуры и расхода воздуха. Сварочная головка содержит, по крайней мере, один регулировочный винт для выставления равномерного распределения сварочной массы по отверстиям. Ниже изобретение описывается более подробно со ссылками на прилагаемые чертежи, на которых фиг. 1 - принципиальная схема изготовления спирально навиваемой трубы фиг. 2 - увеличенное сечение стенки трубы, изображенной на фиг. 1 по линии А-А фиг. 3 - принципиальная схема предлагаемой сварочной головки во время выполнения сварки с частичным разрезом, а также поперечное сечение сварочной головки и кончика бруска. Спирально навиваемую трубу изготавливают из термопластичного пустотелого профиля 1 с прямоугольным поперечным сечением следующим образом. Пустотелый профиль 1 укладывают на вращающийся сварочный барабан 2 с диаметром, соответствующим внутреннему диаметру трубы, и навивают по винтовой линии вокруг сварочного барабана 2. С наружной стороны в зазор, который образуется между пустотелым профилем 1,укладываемым на сварочный барабан 2, и пустотелым профилем 1, навитым вокруг сварочного барабана за предшествующий полный оборот, вводят сварочную головку 3 со сварочным бруском 4. Сварочная головка 3 связана с экструдером (не показан), который предназначен для подачи к сварочной головке 3 сварочной массы, а также связана с двумя источниками горячего воздуха (не показаны). Длина сварочного бруска 4 соответствует толщине стенки готовой трубы и имеет три основных зоны. Ближе всего к сварочной головке 3 находится верхняя сварочная зона 4 а с парой направленных наклонно вперед против вращения сварочного барабана 2 воздушных отверстий 5, через которые горячий воздух 1 направляют к верхним частям обеих профильных поверхностей 1 а, 1 в, подлежащих сваривания друг с другом, и парой отверстий 6 для сварочной массы на задней кромке сварочного бруска 4 на том же уровне, что и пара воздушных отверстий 5. Сварочную массу 1 экструдируют через отверстия 6, предназначенные для выдавливания на предварительные нагретые струями 1 горячего воздуха части стенок 1 а и 1 в профиля. Эта сварочная масса 1 предназначается для образования наружного сварного шва 1. Нижняя часть сварочного бруска 4 имеет нижнюю сварочную зону 4 в, которая сконструирована, в общих чертах, так же, как и верхняя сварочная зона 4 а -парой воздушных отверстий 7 и парой отверстий 8 для сварочной массы, с помощью которых нижняя сварочная зона 4 в образует внутренний сварной шов 2. Между этими двумя сварочными зонами 4 а и 4 в сварочный брусок 4 имеет центральную заслоняющую зону 4 с с направленным вперед кончиком 9 бруска,который предназначен для направления воздушных потоков 1 и 2 из двух пар воздушных отверстий 5, 7 и пре 3 2553 1 дотвращения перегрева центральных частей двух профильных стенок 1 а, 1 в, подлежащих сварке друг с другом,путем предотвращения контакта горячих воздушных струй 1 и 2 с этими частями. При сильном перегреве средней части пустотелых профилей получается слишком мягкий и нестабильный профиль. При тонкостенных профилях 1 кончик бруска одновременно действует как опора для стенок профиля. Противолежащие части пустотелых профилей 1, которые покрывают сварочной массой 1 и 2, сдавливают вместе посредством нажимного ролика 10,ось которого направлена радиально относительно сварочного барабана 2. Давление осадки, развиваемое нажимным роликом 10, поддерживают на необходимом уровне путем регулирования трения между пустотелым профилем 1 и сварочным барабаном 2. Таким образом, в соответствии с данным изобретением спирально навиваемую трубу с двойным сварным швом получают за одну операцию. Для достижения абсолютно точной температуры в зонах наружной и внутренней кромок профильных стенок 1 а и 1 в две пары воздушных отверстий 5 и 7 подсоединяют к отдельным индивидуально регулируемым системам подачи воздуха, снабженных собственными элементами подогрева воздуха. Струя 1 горячего воздуха к верхней паре воздушных отверстий 5 проходит через первый воздушный канал 11, а струя 2 горячего воздуха проходит к нижней паре воздушных отверстий 7 через второй воздушный канал 12. Такая конструкция дает возможность отдельного регулирования температуры предварительно подогреваемых частей пустотелых профильных стенок 1 а и 1 в путем регулирования температуры воздуха в струях, проходящих через соответствующие воздушные каналы 11, 12. Температуру воздуха предпочтительно регулируют с помощью регуляторов температуры, расположенных во входных каналах горячего воздуха, подсоединенных к сварочной головке 3, а расход воздуха предпочтительно считывают с расходомеров, которые устанавливают в магистралях подачи соответствующих систем подачи воздуха. Количество сварочной массы , которое подают к сварочной головке 3, регулируют экструдером, а распределение сварочной массы между верхней парой отверстий 6 и нижней парой отверстий 8 производят с помощью регулировочного винта 13, расположенного на сварочной головке 3. Регулировочный винт 13 располагают, например, таким образом, чтобы регулировать поток 1 сварочной массы к верхней сварочной зоне 4 а около места, где главный канал 14 для сварочной массы разделяется на два канала 15 и 16, один из которых - канал 15 - ведет к паре отверстий 6 для сварочной массы в верхней сварочной зоне 4 а, а второй канал 16 к паре отверстий 8 для сварочной массы в нижней сварочной зоне 4 в. Два канала 15 и 16 для соответствующих пар отверстий 6и 8 расположены таким образом, чтобы подавать насколько возможно одинаковые порции сварочной массы на поверхности 1 а и 1 в обоих пустотелых профилей. Оба канала для подачи сварочной массы 1 и 2 могут обеспечиваться дроссельными клапанами. Ширина порций 17, 18 сварочной массы, которые должны быть поданы на заранее подогретые части профильных стенок 1 а и 1 в, определяется в первую очередь шириной расточек 19, 20, которые получаются вокруг соответствующих отверстий 6, 8 для сварочной массы, но на ширину порций 17, 18 также оказывает влияние количество подаваемой сварочной массы. Для сохранения оптимального направления исходящих струй 1 и 2 обе пары воздушных отверстий 5, 7 предпочтительно располагают в плугообразной скошенной передней части 21, 22 соответствующей сварочной зоны 4 а или 4 в. Воздушные отверстия 5, 7 могут располагаться, например, таким образом, что выпускное отверстие для соответствующего воздушного канала 11 и 12 разделяют на пару воздушных отверстий посредством вертикальной поперечной перегородки, имеющей такую внутреннюю конфигурацию, что она способствует направлению соответствующих струй 1 и 2 горячего воздуха подобно плугу. Как показано на схематическом поперечном сечении на фиг. 3, сварочный брусок 4, несущий кончик 9, имеет равномерную толщину, которая вблизи передней оконечности кончика бруска несколько уменьшается. Сварочная головка 3, как показано на фиг. 3, имеет круглое поперечное сечение. На фиг. 2 в левом зазоре между пустотелыми профилями 1 показано как располагаются порции 17, 18 сварочной массы вдоль предварительно подогретых верхнейнижней краевых частей поверхностей 1 а и 1 в пустотелого профиля, которые должны быть соединены сварным швом, а в правом зазоре показано как выполнен конечный двойной сварной шов, когда давление осадки регулируют на таком уровне, что сварочные массы 1 и 2 из верхней 17 и нижней 18 порций сходятся вместе. Наружный сварной шов сразу после сдавливания нажимным роликом 10 предпочтительно заглаживают тефлоновой колодкой, которую располагают на наружной поверхности свариваемых профилей 1. Когда прилагают давление осадки, трение между пустотелым профилем 1 и сварочным барабаном 2 регулируют, например, путем охлаждения сварочного барабана 2, вследствие чего части пустотелого профиля 1, расположенные на сварочном барабане 2, сжимаются, и в результате возрастает трение. Наряду с тем давление осадки регулируют путем изменения трения между пустотелым профилем 1 и сварочным барабаном 2, в соответствии с данным изобретением применяют более длинный барабан 2, чем в предшествующих способах сварки. Трение между сварочным барабаном 2 и пустотелым профилем 1 также регулируют механически, путем применения сварочного барабана 2, имеющего переменный диаметр. На величину трения может также влиять изменение натяжения профиля 1, когда он навивается на сварочный барабан 2. Преимуществом предлагаемого способа сварки является то, что сварку выполняют за одну операцию с минимум оборудования и при полностью контролируемых условиях, а при применении сварочной массы ре 4 2553 1 гулируют давление осадки и предварительный нагрев профильных поверхностей, которые необходимо сварить между собой. оставитель Д.Ф. Крылов Редактор Т.А. Лущаковская Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B29C 53/56, B29C 65/72, B29C 65/40
Метки: способа, изготовлении, навиваемой, выполнения, головка, сварочная, трубы, сварки, спирально, способ
Код ссылки
<a href="https://by.patents.su/5-2553-sposob-svarki-pri-izgotovlenii-spiralno-navivaemojj-truby-i-svarochnaya-golovka-dlya-vypolneniya-sposoba.html" rel="bookmark" title="База патентов Беларуси">Способ сварки при изготовлении спирально навиваемой трубы и сварочная головка для выполнения способа</a>
Роликовая головка машины для контактной роликовой сварки
Номер патента: 954
Опубликовано: 15.12.1995
Авторы: Вернер Урех, Альфонзо Даниелло, Никлаус Портманн, Петер Таиана
МПК: H01R 39/00, B23K 11/06
Метки: роликовая, контактной, машины, сварки, головка, роликовой
Текст:
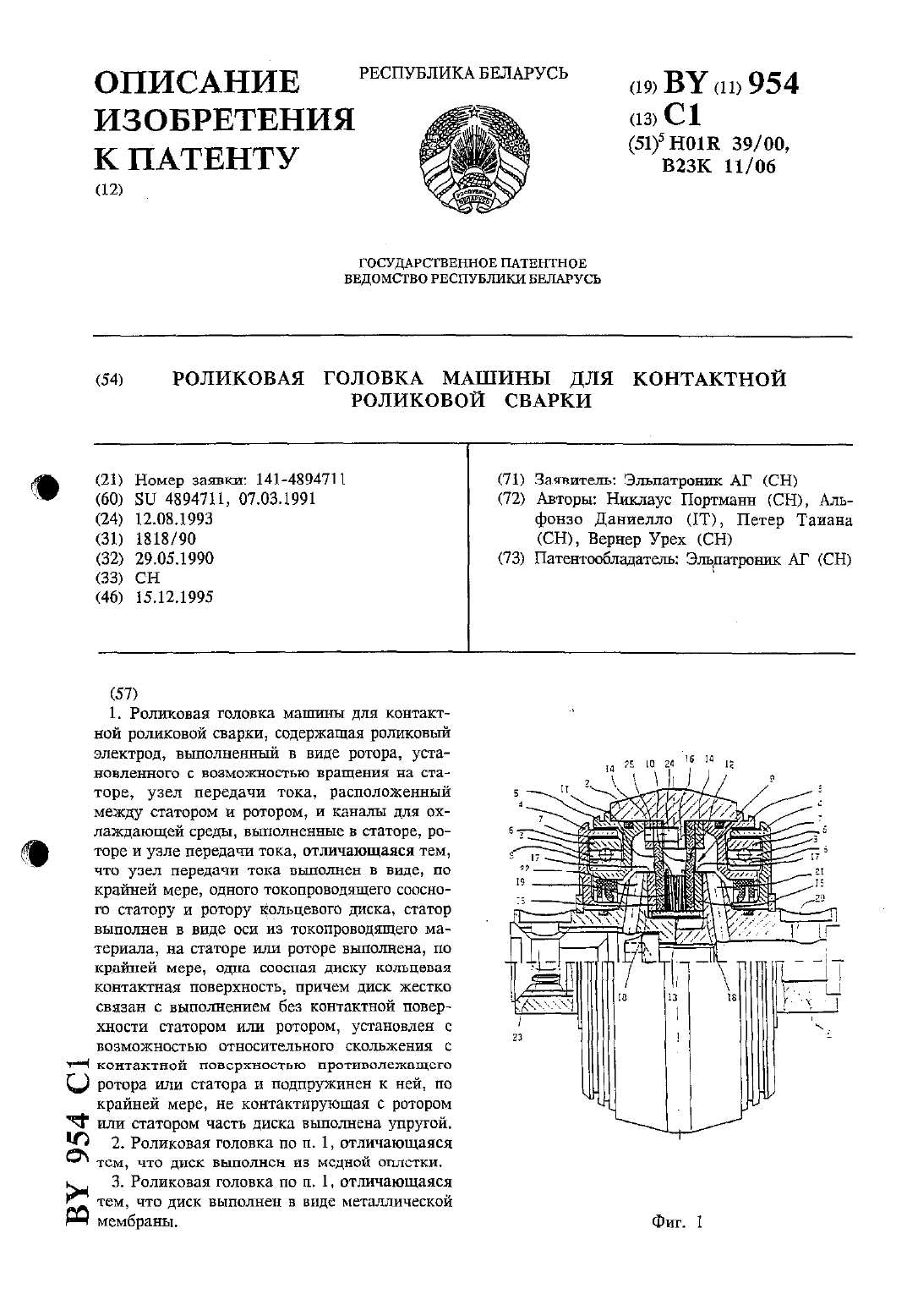
...3 от внутреннего корпуса 5.Статор 1 закрепляется с обеспечением хорошей электропроводности на свободном конце неизображенного хобота машины для контактной сварки. Во время работы машины для контактной роликовой сварки по хоботу и статору 1 подается сварочный ток, и поэтому они выполнены (как и ротор 2) из материала с хорошей электропроводностью, в частности из меди. Сварочный ток передается статором 1 на ротор 2, который далее передает...
Роликовая головка машины для шовной сварки
Номер патента: 1457
Опубликовано: 16.12.1996
Авторы: Никлаус Портманн, Вернер Урех, Петер Тайана, Альфонсо Д'Анниэлло
МПК: B23K 11/08
Метки: шовной, сварки, роликовая, машины, головка
Текст:
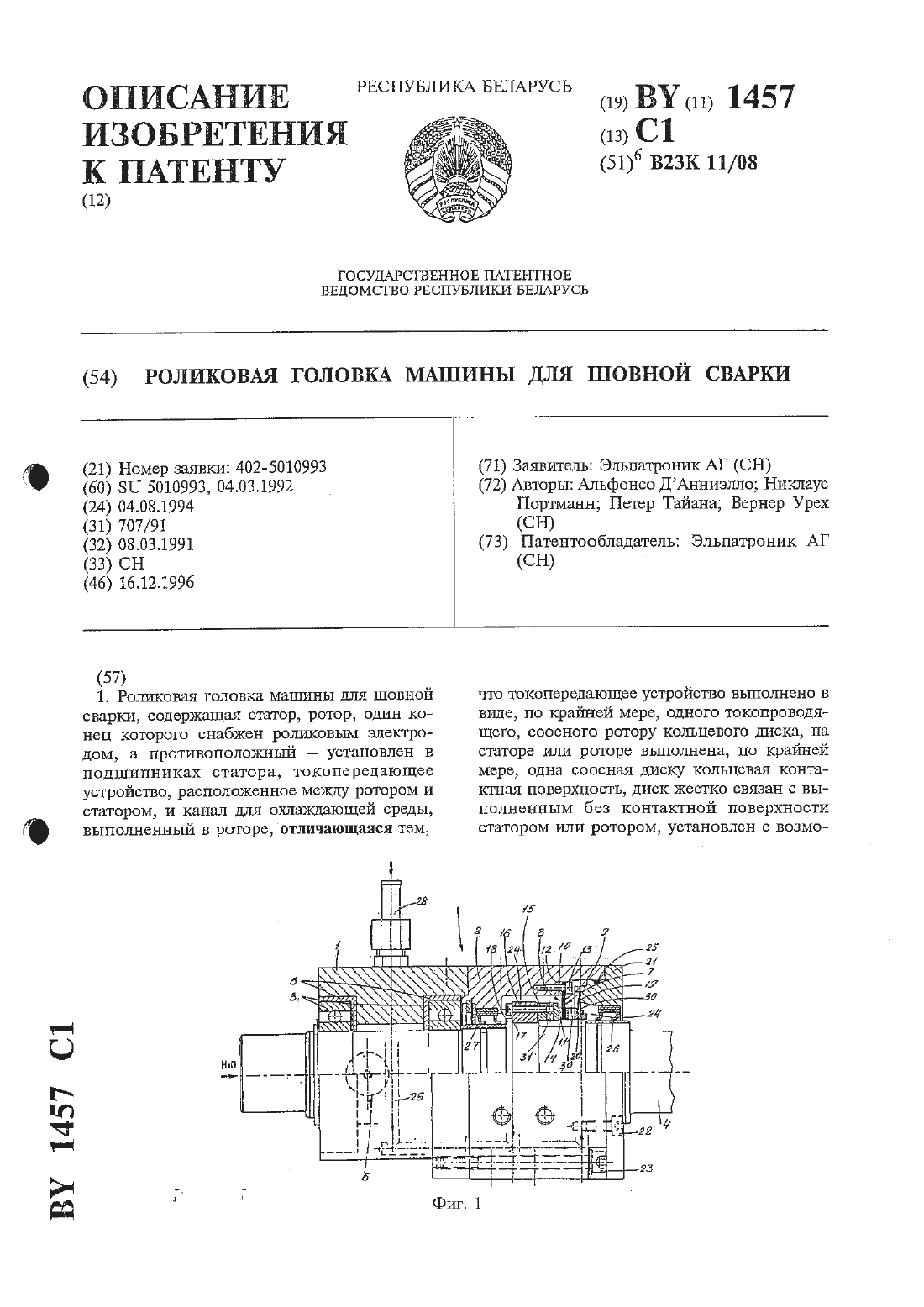
...2 статора снабжена кольцевым уступом 12, к которому диск 8 прикреплен и электрически соединен посредством винтов 13. Кольцо 11 находится в скользгштем контакте с предусмотренной кольцевой контактной поверхностью 14 ротора 4. Ротор 4 снабжен контактным кольцом 15, которое таким образом является частью скользящего контакта с контактной поверхностью 14. В изображенном примере исполнения контактное кольцо 15 соединено с кольцевой втулкой...
Способ соединения спирально навитых термопластичных труб
Номер патента: 2383
Опубликовано: 30.09.1998
Автор: Бломквист Гуннар
МПК: B29C 65/42, B29C 65/02, B29C 57/10...
Метки: навитых, спирально, труб, способ, соединения, термопластичных
Текст:
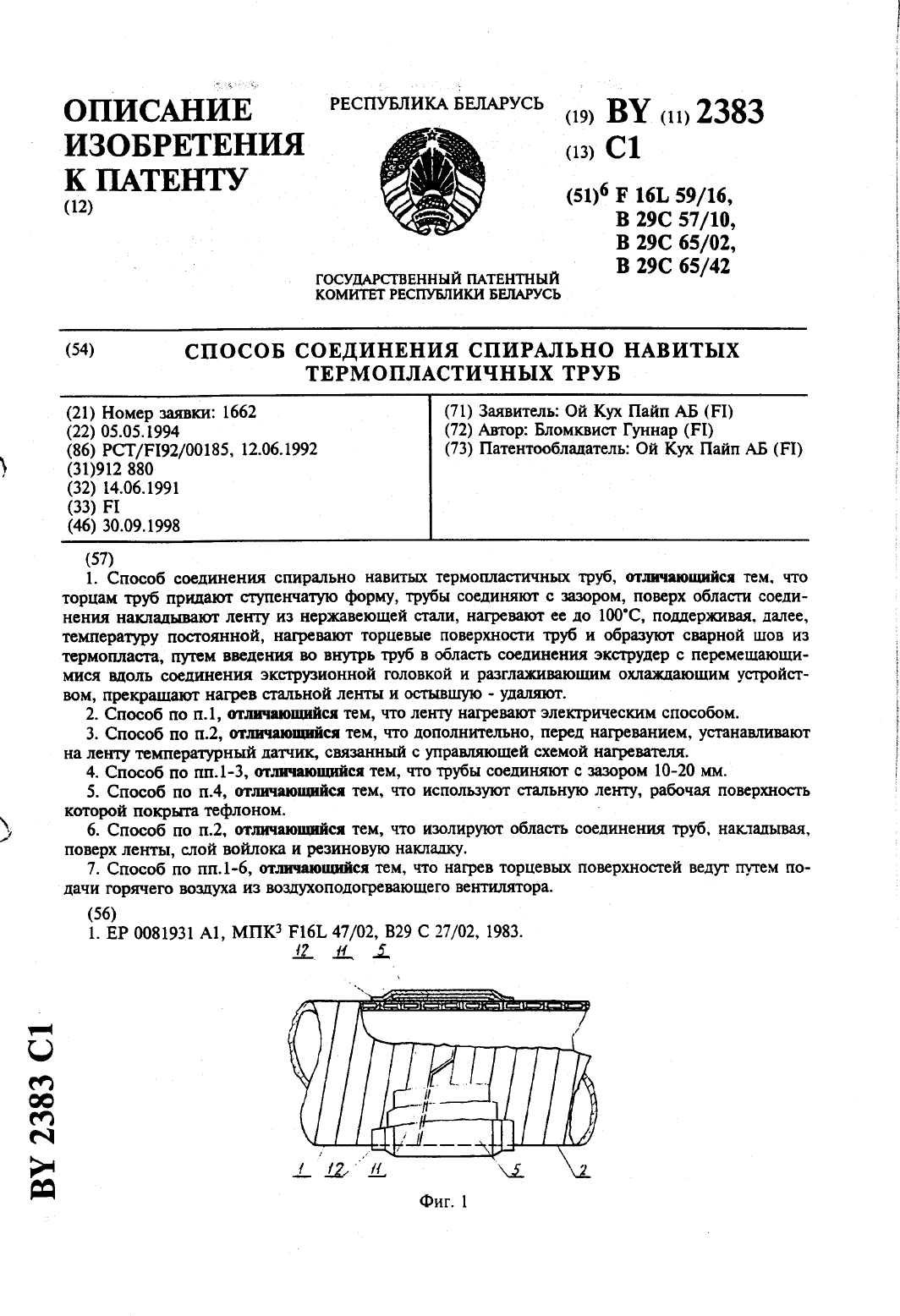
...с зазором равным радиальному размеру пустотелого профиля, из которого состоят спирально навитые трубы, используют стальную ленту, рабочая часть которой покрьтта тефлоном, перед нагреванием на ленту устанавливают температурный датчик, связанный с управляющей схемой нагревателя (на чертеже не показаны), изолируют область соединения труб, накладывая, поверх ленты, слой войлока и резиновую накладку, затем нагревают ленту электрическим...
Сварочная машина для изготовления проволочных сеток и плоских каркасов
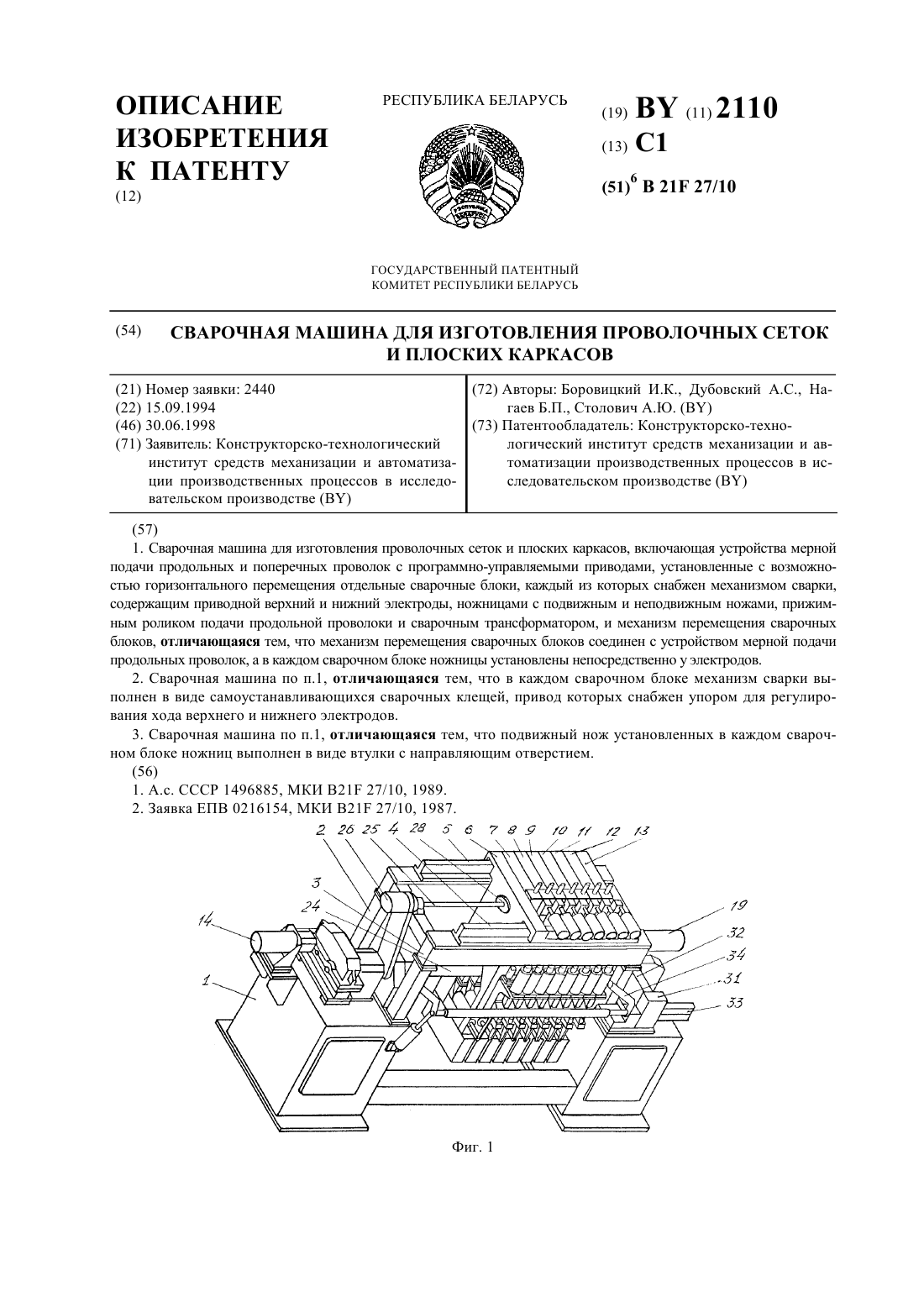
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Боровицкий Игорь Константинович, Нагаев Борис Петрович, Дубовский Александр Семенович, Столович Александр Юрьевич
МПК: B21F 27/10
Метки: машина, проволочных, плоских, сварочная, сеток, каркасов, изготовления
Текст:
...по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично...
Электрод для рельефной сварки
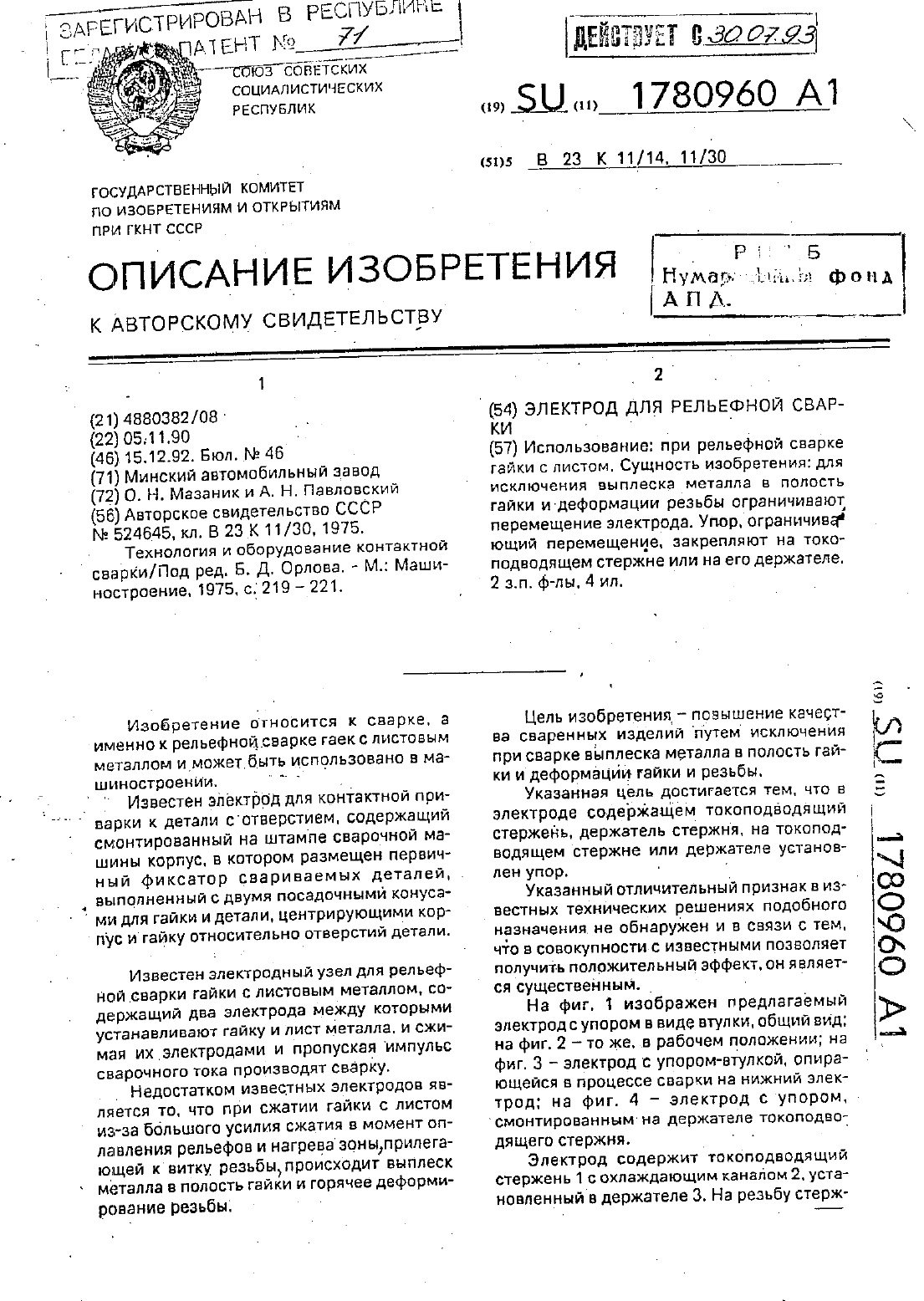
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/30, B23K 11/14
Метки: электрод, сварки, рельефной
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Предыдущий патент: Способ обработки фруктов и овощей, в частности получения сока, и устойство для его осуществления
Следующий патент: Способ изоляции спирально навитой трубы
Случайный патент: Способ испытания гидронасосов и устройство для его осуществления