Способ изготовления рельефных форм
Номер патента: 4363
Опубликовано: 30.03.2002
Авторы: Клименков Степан Степанович, Дубинский Николай Анатольевич
Текст
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ФОРМ(71) Заявитель Витебский государственный технологический университет(73) Патентообладатель Витебский государственный технологический университет(57) Способ изготовления рельефных форм, преимущественно матриц пресс-форм, включающий нанесение на рельефную поверхность основы электропроводного слоя, гальваническое осаждение на него слоя металла,утолщение слоя методом гальванопластики, извлечение основы, отделение полученной формы от гальванопластического осадка и удаление первоначально осажденного слоя металла, отличающийся тем, что утолщение слоя металла производят в два этапа на первом наращивают слой металла с включением дисперсных частиц, а на втором - слой металла без включения дисперсных частиц. Изобретение относится к гальванопластике, в частности к изготовлению рельефных форм, предназначенных для получения изделий различного назначения. Известен способ изготовления металлических изделий, например матриц патефонных пластинок и т.д.,путем осаждения металла на модель в гальванической ванне с последующим отделением полученной копии от изделия 1. Данный способ обеспечивает удовлетворительное качество изделий, но в то же время не гарантирует требуемых механических свойств оболочек. Наиболее близким по технической сущности к изобретению является способ изготовления прецизионной формы путем гальванопластики, принятый за прототип, согласно которому на поверхности матрицы формируют электропроводный слой, далее электрохимическим способом на него осаждают слой из никеля или кобальта, а затем с помощью гальванопластики утолщают его слоем никелевого сплава и снабжают подложкой, после чего удаляют матрицу, а слой покрытия из никеля или кобальта погружают в водный раствор азотной кислоты и удаляют, получая требуемую форму 2. Этот способ обеспечивает высокую точность и стабильность формы, а также ее хорошую стойкость к нагреву и износу. Существенным недостатком способа является то, что, в силу особенностей приемов осуществления, например, происходит формирование оболочки из никелевого сплава методом гальванопластики, процесс характеризуется достаточно высокими затратами времени на осаждение покрытия, которое, к тому же, имеет низкие механические свойства. Технической задачей, на решение которой направлено изобретение, является улучшение показателей механических характеристик оформляющих оболочек и снижение затрат времени на изготовление форм. Указанная техническая задача решается за счет того, что в способе изготовления рельефных форм, включающем нанесение на рабочую поверхность основы электропроводного слоя, гальваническое осаждение на электропроводный слой металлического слоя, утолщение металлического слоя методом гальванопластики с последующим отделением осажденного металлического слоя и удалением первоначально нарощенного слоя, утолщение слоя металла происхо 4363 1 дит в два этапа на первом наращивают слой металла с включением дисперсных частиц, а на втором - слой металла без включения дисперсных частиц. В данном случае улучшение показателей механических характеристик и снижение затрат времени на изготовление форм обеспечивается введением в гальванически осажденный металлический слой дисперсных частиц порошка. Способ осуществляют следующим образом. На узорчатую поверхность основы, имеющую рельеф, наносят электропроводный слой и осаждают на него слой металла методом гальванического покрытия, который затем утолщают с помощью гальванопластики с последующим отделением осажденного металлического слоя и удаления первоначально нарощенного слоя, посредством растворения в водном растворе азотной кислоты. Осуществление способа иллюстрируется нижеприведенными примерами. Пример 1. Изготовление рельефной формы (матрицы пресс-формы) для литья под давлением изделий Подошва обуви из полиуретана - по способу прототипу. Высота изделия 10 мм, при этом фигуры на подошве высотой 3 мм, мелкие риски 1 мм. Для изготовления указанной формы изготавливают основу, которая представляет собой подошву в натуральную величину из пластика. На основу из пластика наносят электропроводный слой сульфида меди. Нанесение сульфида меди включает в себя следующие операции сорбцию поверхности модели в водном растворе, состоящем из сернокислой меди 10-100 г/л, сернокислого цинка 50-100 г/л, 25 ного водного аммиака 200 мл/л гидролиз модели в холодной воде и сульфидирование в водном растворе сернистого натрия концентрацией 10-50 г/л. Подготовленные модели помещают в гальваническую установку, где осаждают последовательно слой никеля и сплава никель-кобальт толщиной 2,0 мм, г/л Сульфаминовокислый электролит никелирования Сульфаминовый никель (3 Н 2)2 280-300 Борная кислота Н 3 ВО 3 25-30 Хлористый натрий 12-15 Моющее средство Прогресс или ОС-2 мл/л 2-3 Паратолуолсульфамид 1,5-2 Рабочая температура, С 40-45 Величина рН 4,0-4,5 Плотность тока к, А/дм 2 До 5 Выход по току к,98-99. Сульфаминовокислый электролит осаждения сплава никель-кобальта Сульфоминовокислый никель 330-340 Сульфоминовокислый кобальт 15-20 Двухлористый никель 2-4 Натрийлаурилсульфат 0,7-1,0 Борная кислота 30-40 рН 3,0-3,5 Катодная плотность тока, А/дм 2 5,0 Температура электролита, С 40-45. После наращивания требуемой толщины металла модель с гальванопластическим осадком извлекают из установки, обрабатывают осадок относительно базовой поверхности на металлорежущем оборудовании и извлекают модель на ручном винтовом прессе. Затем никель растворяют в 50 -ной азотной кислоте. Микротвердость покрытия составляет Н 2,6 ГПа. Затраты времени на изготовление одной оформляющей вставки прессформы составляют 80 нормочасов. Пример 2. Изготовление рельефной формы (матрицы пресс-формы) для литья под давлением изделий Подошва обуви из полиуретана - по предлагаемому способу. На основу из пластика наносят слой сульфида меди, на который первоначально осаждают тонкий слой никеля. Далее первоначально нарощенный слой утолщают методом гальванопластики путем осаждения слоев дисперсно-упрочненного никеля и никеля требуемой толщины и извлекают модель с гальванопластическим осадком из гальванической установки. Отделяют модель от гальванического осадка. Затем первоначально нарощенный слой никеля растворяют в азотной кислоте. Микротвердость полученного изделия составляет Н 3,0 ГПа. Затраты времени на изготовление одной оформляющей вставки составляют 70 нормочасов. Состав электролита для порошковой гальванопластики Сульфаминовый никель (3 Н 2)2 280-300 Борная кислота Н 3 ВО 3 25-30 Хлористый натрий 12-15 Моющее средство Прогресс или ОС-2 мл/л 2-3 Паратолуолсульфамид 1,5-2 2 4363 1 Оксид алюминия 50-100 Рабочая температура, С 40-45 Величина рН 4,0-4,5 Плотность тока к, А/дм 2 До 5 Выход по току к,98-99. Оптимальность приемов способа для достижения технического результата и промышленного его воспроизводства подтверждаются экспериментальной проверкой и полученным техническим результатом, заключающемся в повышении механических характеристик оболочек и снижении затрат времени на изготовление форм. Источники информации 1. Ямпольский А.М. Меднение и никелирование - Л. Машиностроение, 1977. - С. 29. 2.6-158381, МПК 251/00, 1995 (прототип). Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C25D 1/10
Метки: рельефных, форм, изготовления, способ
Код ссылки
<a href="https://by.patents.su/3-4363-sposob-izgotovleniya-relefnyh-form.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления рельефных форм</a>
Способ изготовления рельефных форм
Номер патента: 3326
Опубликовано: 30.06.2000
Авторы: Клименков Степан Степанович, Дубинский Николай Анатольевич
МПК: C25D 1/10
Метки: изготовления, форм, способ, рельефных
Текст:
...слоем и осаждение на электропроводный слой слоя металла методом гальванопластики с последующим отделением осажденного металлического слоя вместе с проме 3326 1 жуточным слоем от основы и металлического слоя от промежуточного, промежуточный слой на оснастке формируют из латекса. Способ осуществляют следующим образом. На узорчатую поверхность основы, имеющую микрорельеф, наносят промежуточный отделяемый слой из латекса. Слой латекса...
Устройство для изготовления литейных форм
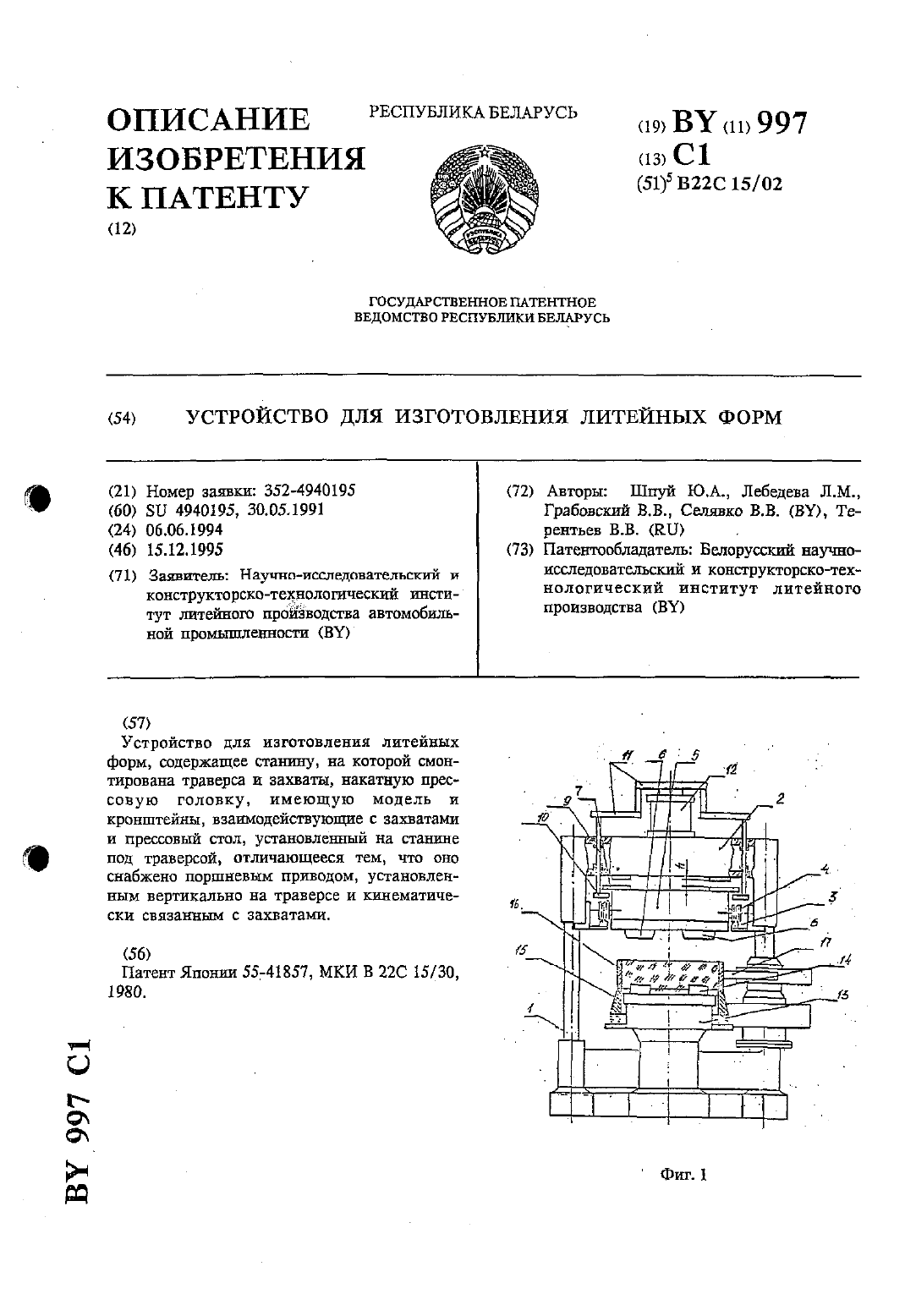
Номер патента: 997
Опубликовано: 15.12.1995
Авторы: Грабовский Виктор Викторович, Селявко Владимир Васильевич, Шпуй Юрий Александрович, Терентьев Вячеслав Владимирович, Лебедева Лариса Максимовна
МПК: B22C 15/02
Метки: форм, литейных, устройство, изготовления
Текст:
...при поджпме к станц не и опускании от нее центрируется по шторам, причем указанная сист тема не предотвращает от взаимного смещения прессовой траверсы о моделью а форм в опеке, ведущего к подрыву формы, и, следовательно и к браку отливок.Задачей, на решение которой направлено данное изобретение. является предотвращение взаимного смещения прессовой траверсы с моделью И формой в опеке. ведущее к подрыву формы н нарушению еегеометрии....
Аппарат для изготовления печатных форм
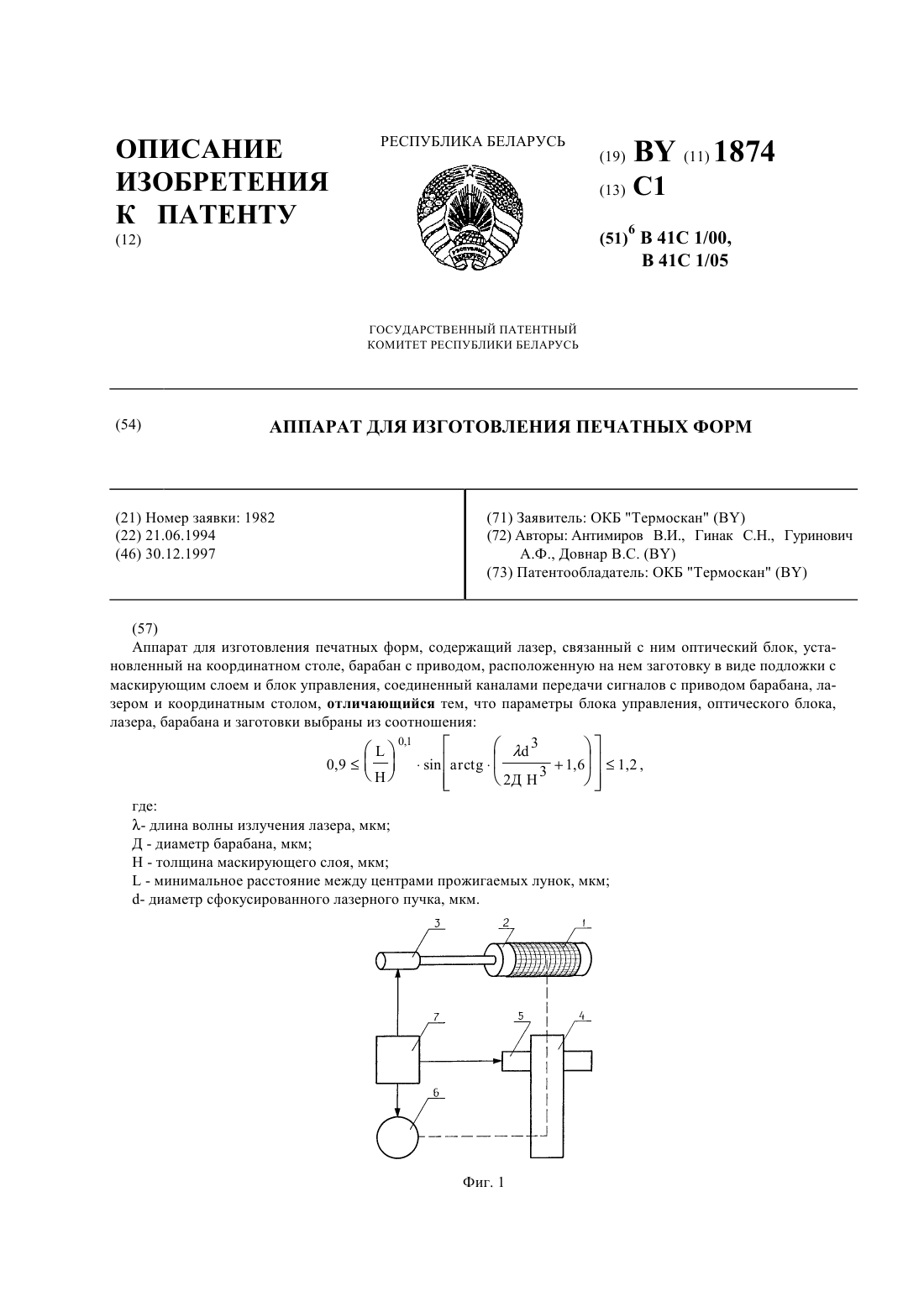
Номер патента: 1874
Опубликовано: 30.12.1997
Авторы: Довнар Владимир Станиславович, Гинак Сергей Николаевич, Антимиров Владимир Ильич, Гуринович Анатолий Флорианович
Метки: аппарат, печатных, изготовления, форм
Текст:
...признаки, тождественные отличительным признакам заявляемого объекта, что позволяет квалифицировать предложенное решение соответствующим критерию охраноспособности существенные отличия. Сущность изобретения поясняется рисунками Фиг.1 и Фиг.2. На Фиг.1 изображена схема аппарата для изготовления печатных форм 1 - заготовка, 2 - барабан, 3 - привод барабана, 4 - оптический блок, 5 - координатный стол, 6 - лазер, 7 - блок управления. На...
Устройство для изготовления литейных форм
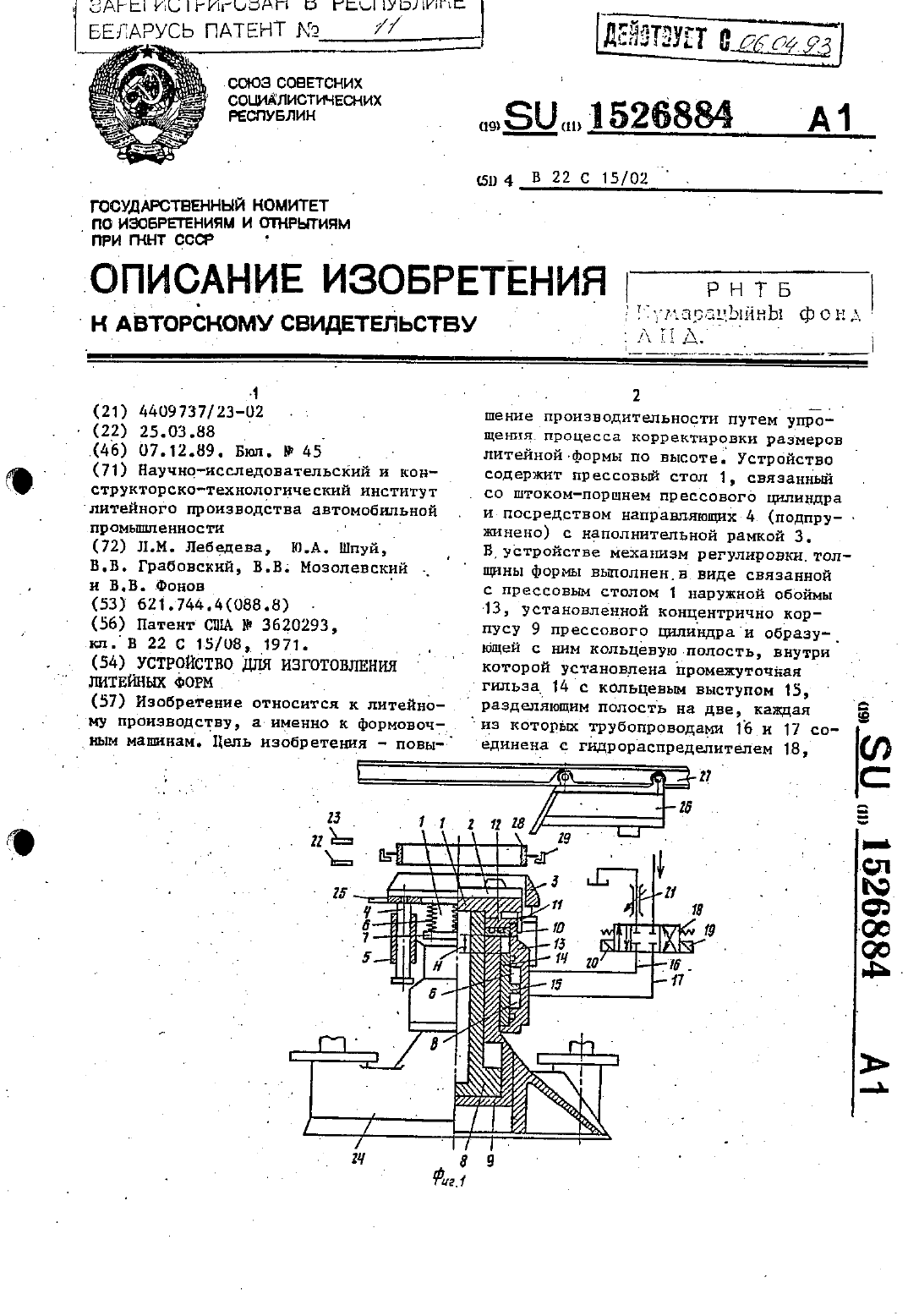
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Фонов В. В., Мозолевский В. В., Грабовский В. В., Лебедева Л. М., Шпуй Ю. А.
МПК: B22C 15/02
Метки: устройство, изготовления, литейных, форм
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Способ окраски рабочих поверхностей литейных форм с системой газового охлаждения и выталкивания отливок и устройство для его осуществления
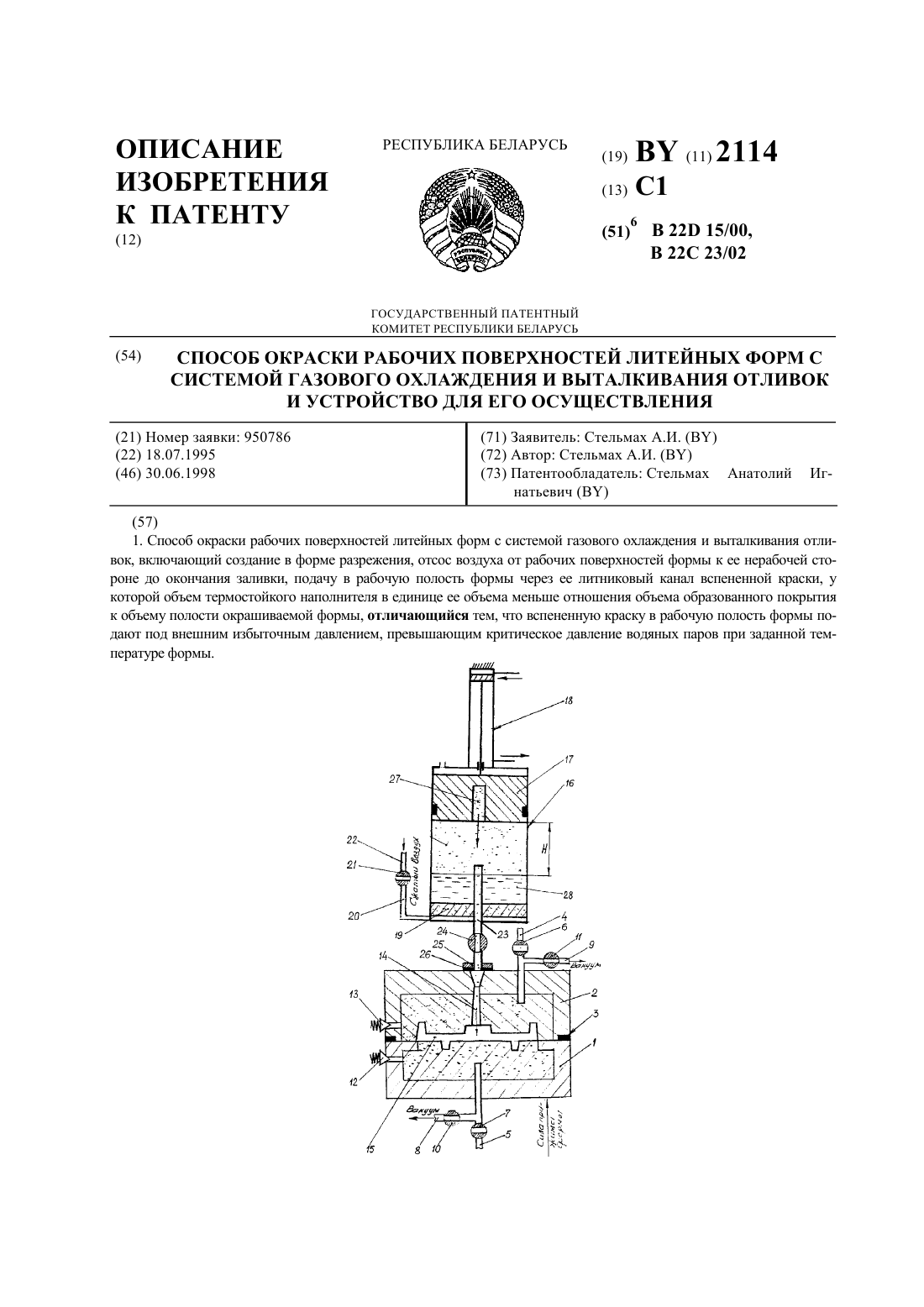
Номер патента: 2114
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22C 23/02, B22D 15/00
Метки: способ, отливок, осуществления, поверхностей, форм, системой, рабочих, устройство, газового, окраски, литейных, охлаждения, выталкивания
Текст:
...вспененную краску в рабочую полость формы подают под внешним избыточным давлением, превышающим критическое давление водяных паров при заданной температуре формы. Например, при температуре формы 158 С внешнее давление на вспененную краску должно быть выше критического 0,6 МПа, а при температуре 249 С соответственно выше 4 Мпа. 2114 1 При окраске формы для чугунного литья использовали следующие режимы окраски и состав краски краска содержала...
Предыдущий патент: Способ устранения течи в трубопроводе высокого давления
Следующий патент: Цанговый патрон
Случайный патент: Элемент водослива