Способ устранения течи в трубопроводе высокого давления
Номер патента: 4334
Опубликовано: 30.03.2002
Авторы: Верещагин Виталий Алексеевич, Кечаев Николай Сергеевич, Полуян Александр Иванович, Витязь Александр Александрович, Пик Валерий Андреевич, Жорник Виктор Иванович
Текст
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УСТРАНЕНИЯ ТЕЧИ В ТРУБОПРОВОДЕ ВЫСОКОГО ДАВЛЕНИЯ(71) Заявитель Институт надежности машин Национальной академии наук Беларуси(73) Патентообладатель Институт надежности машин Национальной академии наук Беларуси(57) 1. Способ устранения течи в трубопроводе высокого давления, включающий очистку его в месте течи и последующую грунтовку путем нанесения клеевой композиции, отличающийся тем, что перед нанесением клеевой композиции трубопровод в месте течи разрезают, рихтуют, обезжиривают, и, после нанесения клеевой композиции на наружную поверхность трубопровода и обезжиренные торцы, обе его части помещают внутрь металлической втулки и стыкуют торцами при радиальном зазоре между втулкой и трубопроводом 0,05-0,2 мм, после чего втулку фиксируют до окончательной полимеризации клеевой композиции. 2. Способ по п. 1, отличающийся тем, что в качестве клеевой композиции используют состав анаэробного свойства с динамической вязкостью 2000-5000 МПас. 3. Способ по п. 1 или 2, отличающийся тем, что длина металлической втулки составляет 40-60 мм при толщине стенки 1,5-2,0 мм. Изобретение относится к области обслуживания и ремонта трубопроводов и может быть использовано при ликвидации течей из трещин труб, преимущественно при ликвидации трещин топливопроводов высокого давления, в частности двигателей внутреннего сгорания. Широко известны способы для ликвидации свищей в трубопроводах, заключающиеся в использовании охватывающих трубу стяжек - нажимных приспособлений с натяжными винтами, служащими для упора при прижатии к трубе в месте свища различных элементов накладок, коробов, обжимных муфт (см., например, а.с.1798585, кл 1655/17, опубл. Б.И. 8/93 и а.с.1810719, кл 1655/17, опубл. Б.И. 15/93). Однако такие способы не применимы для топливопроводов ДВС, т.к. особенностью их, по сравнению с магистральными трубопроводами, являются повышенные требования к сохранению проходного сечения (в противном случае это вызовет нарушение режима работы системы питания двигателя) 4334 1 повышенные требования к механической прочности элементов, используемых при ремонте возникших трещин и свищей, т.к. давление внутри топливопровода составляет 150-200 атм, и требуется высокая степень герметичности системы питания двигателя. Известны способы ремонта топливопроводов высокого давления высадкой или сваркой (см. Атлас узлов и конструкций для ремонта топливной аппаратуры (для учебных комбинатов). М. Колас, 1980, с. 150). При сварке оборванных топливопроводов концы трубки выравнивают и снимают фаски 145 по торцам,затем обе части сваривают вкруговую сплошным швом. Таким же образом производят сварку в месте появления трещины. Недостатком такого способа является то, что ремонт топливопровода проводится с использованием расплавляемого присадочного материала, при этом присадочный материал затекает внутрь трубы, что приводит к нарушению ее проходного сечения и, следовательно, к изменению режимов подачи топлива. Известен способ устранения течи трубопровода, выбранный в качестве прототипа (см. а.с.1634940 кл 1655/16, опубл. Б.И.10/91). Способ заключается в том, что поверхность трубы покрывают клеевой композицией и дополнительно уплотняют намоткой веревки с натягом на всю поверхность. Это холодный способ ремонта, но он не обеспечивает достаточной герметичности топливопроводов высокого давления, что по причинам, изложенным выше, недопустимо. Задачей настоящего изобретения является создание способа устранения течи в топливопроводе, обеспечивающего высокую степень герметизации и не изменяющего параметров системы подачи топлива в камеру сгорания. Поставленная задача решена в способе, заключающемся в очистке топливопровода в месте течи и последующей его грунтовке путем нанесения клеевой композиции, при этом, согласно изобретению, перед нанесением клеевой композиции топливопровод в месте течи разрезают, рихтуют, обезжиривают, а после нанесения клеевой композиции на наружную поверхность и торцы обе его части помещают внутрь металлической втулки, радиальный зазор между втулкой и трубопроводом при этом составляет 0,05-0,2 мм,после чего втулку фиксируют до окончательной полимеризации клеевой композиции. В качестве клеевой композиции используют анаэробный состав с динамической вязкостью 2000-5000 Мпас. Длина втулки составляет 40-60 мм при толщине стенки 1,5-2,0 мм. Повышение герметичности топливопровода при реализации предлагаемого способа, по сравнению с известным, обусловлено наличием прочной адгезионной связи в системе топливопровод-клеевая композиция-втулка. Прочность сцепления на срез, определенная для заявляемого способа, составляет 35-40 Н/мм 2. Диапазон радиального зазора выбран исходя из того, что при зазоре больше 0,2 мм существующие анаэробные материалы не полимеризуются из-за недостаточной отсечки кислорода, а для обеспечения зазора меньше 0,05 мм приходится применять операции чистового точения или шлифования, что требует дополнительных затрат. Выбор пределов динамической вязкости клеевой композиции обусловлен тем, что при вязкости меньше 2000 Мпас наблюдается вытекание адгезива из зазора до начала полимеризации и, как следствие, недостаточная герметичность соединения. В случае вязкости больше 5000 Мпас технологически сложно нанести равномерный тонкий слой клеевой композиции на соединяемые поверхности, в результате чего значительная часть ее выдавливается при сборке соединения из зазора и наблюдается повышенный расход адгезива. Длина втулки выбрана 40-60 мм исходя из следующих экспериментальных данных. При длине менее 40 мм прочности клеевой композиции недостаточно для надежной герметизации трещины, а при длине втулки более 60 мм - топливопровод неудобно гнуть при монтаже на двигателе. При толщине стенки втулки менее 1,5 мм не обеспечивается требуемая механическая прочность трубопровода высокого давления, а толщина более 2 мм - не экономична. При этом следует отметить, что в случае попадания излишков адгезива внутрь топливопровода не происходит изменения проходного сечения последнего, поскольку анаэробный материал в данном случае не полимеризуется и его можно легко удалить, например, продувкой топливопровода воздухом. Пример реализации. Предлагаемый способ применялся для ремонта топливопроводов высокого давления двигателя Д 243 Минского моторного завода, имеющих трещины. Топливопровод представляет собой стальную трубку с наружным диаметром 6 мм, длиной от 400 до 600 мм, с толщиной стенки 2 мм, на торцах которой приварены конусные наконечники. В месте наличия трещины топливопровод разрезался поперек, затем осуществлялась его рихтовка. После этого обе части топливопровода обезжиривались ацетоном по торцам и на длине 30 мм в обе стороны от места разреза и на эти участки наносился тонкий слой адгезива анаэробного свойства Локтайт 638 с динамической вязкостью 2250 Мпас. После этого обе части топливопровода вставлялись внутрь стальной втулки длиной 60 мм и толщиной 2,0 мм таким образом, чтобы место стыка частей топливопровода находилось примерно посередине втулки. При этом зазор между втулкой и топливопроводом составил 0,1 мм. Затем собранный топливопровод выдерживался при комнатной температуре в течение 24 4334 1 часов с зафиксированной хомутом трубкой, после чего проводились его испытания на Дзержинском мотороремонтном заводе, состоящие из двух этапов.этап - топливопроводы испытывались на приборе для испытания и регулировки форсунок двигателей внутреннего сгорания мод. КИ-15706 МОПАЗ при давлении Р 300 атм. (рабочее давление в топливопроводе при работающем двигателе Рр 1805 атм.) в течение 60 секунд.этап - испытания топливопроводов, установленных на двигателе Д 243, при обкатке последнего на стенде мод. КИ-5543 по 60-часовой программе согласно требованиям на капитальный ремонт двигателей(ТК 70.0001.081-86). В результате испытаний нарушения герметичности и изменения рабочих параметров системы подачи топлива не обнаружено. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: F16L 55/16
Метки: течи, высокого, способ, трубопроводе, устранения, давления
Код ссылки
<a href="https://by.patents.su/3-4334-sposob-ustraneniya-techi-v-truboprovode-vysokogo-davleniya.html" rel="bookmark" title="База патентов Беларуси">Способ устранения течи в трубопроводе высокого давления</a>
Способ изготовления контейнеров устройства высокого давления
Номер патента: 1262
Опубликовано: 16.09.1996
Автор: Шипило Виктор Брониславович
МПК: C04B 35/00
Метки: устройства, высокого, способ, контейнеров, изготовления, давления
Текст:
...материала.В предлагаемом техническом решении в качестве связки зерен СаСОз используют неорганическое связующее Са(ОН)2, которое на этапе прессования контейнеров выполняет роль связующего, а на этапе карбонизацииСДОНЪСаС 03 обеспечивает обра зование однородной массы контейнера, состоящей в основном из СаСО 3. Функциональные характеристики такого контейнера наиболее высокие, если в качестве вещества на основе СаСОз используют высокочистый...
Способ изготовления контейнеров устройства высокого давления
Номер патента: 3365
Опубликовано: 30.06.2000
Авторы: Толочко Светлана Петровна, Шипило Виктор Брониславович, Пытлев Сергей Иванович, Вашук Владимр Васильевич
МПК: C04B 35/00
Метки: способ, устройства, контейнеров, давления, изготовления, высокого
Текст:
...и температур происходит частичное разложение материала контейнера на составляющие элементы (, , , 2 и т.д.), являющиеся катализаторами фазовых превращений в сверхтвердых материалах, которые диффундируют в реакционную смесь и способствуют процессам зародышеобразования и роста сверхтвердых материалов. Мокрое измельчение материала контейнера, судя по существенному повышению качества сверхтвердых материалов по сравнению с сухим, стимулирует...
Способ загрузки мелкоизмельченной руды в реакционную ёмкость высокого давления и устройство для его осуществления
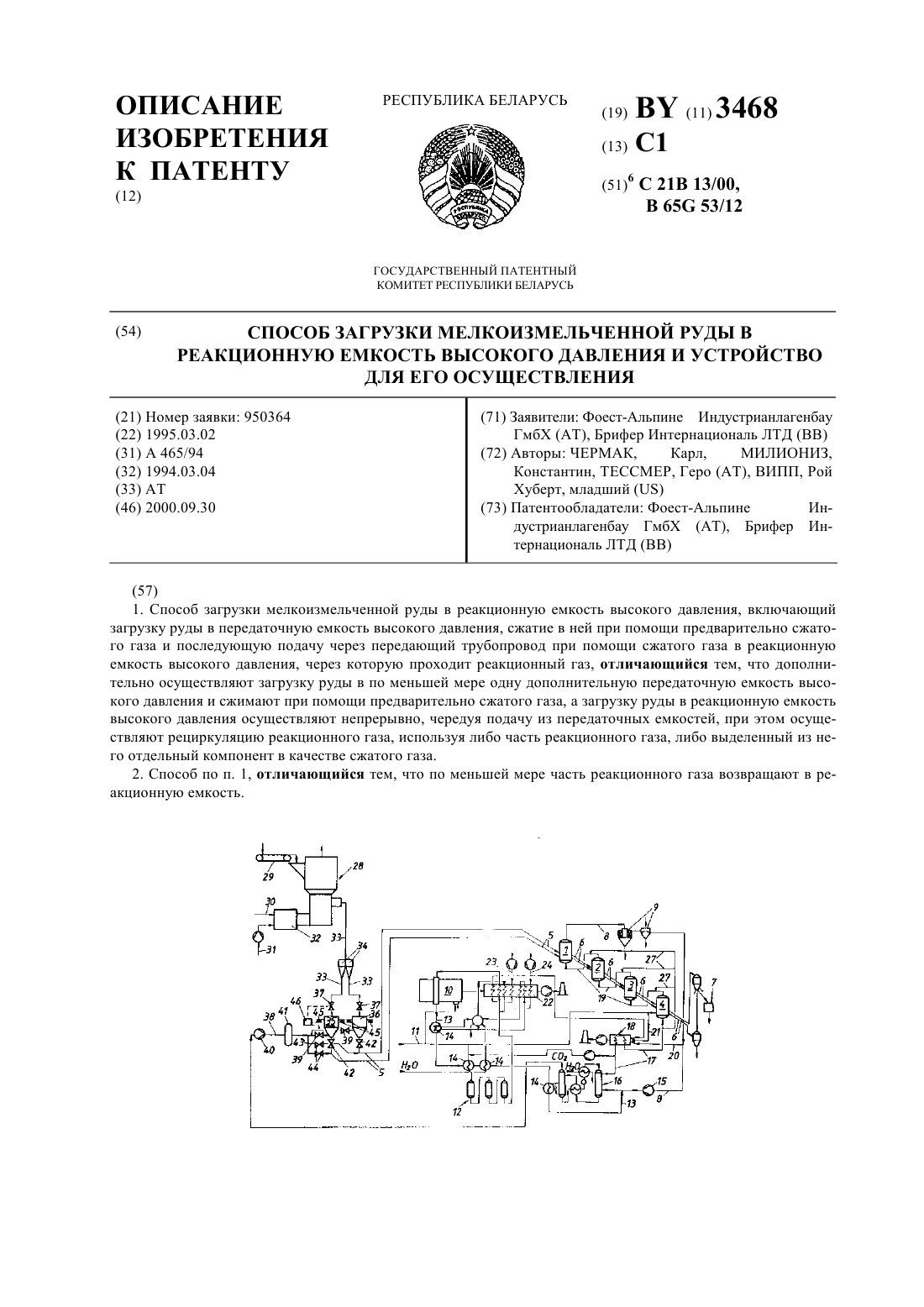
Номер патента: 3468
Опубликовано: 30.09.2000
Авторы: МИЛИОНИЗ, Константин, ВИПП, Рой Хуберт, младший, ЧЕРМАК, Карл, ТЕССМЕР, Герo
МПК: C21B 13/00, B65G 53/12
Метки: высокого, способ, устройство, руды, мелкоизмельченной, загрузки, давления, ёмкость, осуществления, реакционную
Текст:
...в целом достигается большая экономия в дополнение к значительному упрощению процесса. Согласно изобретению, дополнительное упрощение процесса может быть достигнуто путем хотя бы частичной циркуляции реакционного газа через реакционную емкость высокого давления. Преимущество использования 2 в качестве передающего газа в первую очередь заключается в том, что он негорюч и, таким образом, не вступает в реакцию и не влияет на процесс,...
Шихта для контейнера камеры высокого давления
Номер патента: 2222
Опубликовано: 30.09.1998
Авторы: Кузьменков Михаил Иванович, Богданова Наталья Петровна, Белов Иван Афанасьевич, Бацевичус Ольга Гедиминасовна-Альбертасовна
МПК: C04B 35/00, B01J 3/06
Метки: шихта, контейнера, высокого, камеры, давления
Текст:
...устройства высокого давления, включающая, мас.- поливиниловый спирт или простые эфиры целлюлозы - 0,3 -10,0- литографский камень - остальное 2. Недостатком данной шихты является невысокий выход алмаза. Задачей изобретения является повышение выхода алмаза. Поставленная задача решается тем, что шихта для контейнеров камеры высокого давления, включающая карбонатсодержащий компонент и поливиниловый спирт, в качестве карбонатсодержащего...
Устройство для создания высокого давления
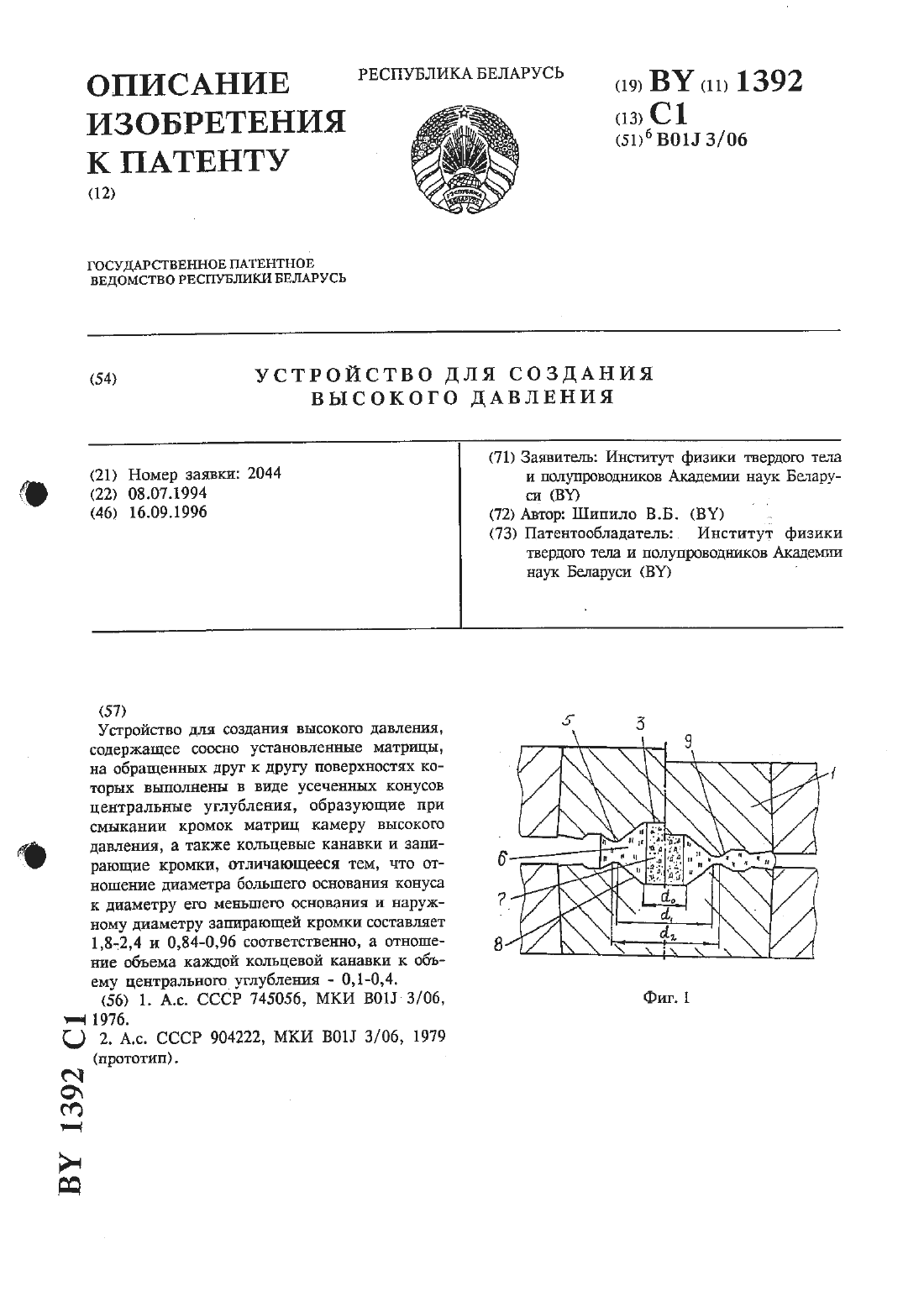
Номер патента: 1392
Опубликовано: 16.09.1996
Автор: Шипило Виктор Брониславович
МПК: B01J 3/06
Метки: создания, давления, высокого, устройство
Текст:
...сцепление с матерналом матриц (твердый сплав, жаропрочная сталь). В результате этого происходит достаточно частая разгерметизация устройства,приводящая к взрывам. Это либо выводит из строя матрицы из-за их разрушения, либо сильно уменьшает их стойкость и стабильность синтеза из-за образования трещин и сильной деформации наиболее нагруженной части матриц - запирающих кромок, снижающих давление устройства.В предлагаемом техническом решении...
Предыдущий патент: Способ получения сгущенного молочного продукта с какао “Шоколадное”
Следующий патент: Способ изготовления рельефных форм
Случайный патент: Армирующий металлический корд, способ изготовления корда, устройство для изготовления корда, пневматическая шина (варианты)