Способ производства льнохимической пряжи
Номер патента: 3394
Опубликовано: 30.06.2000
Авторы: Коган Александр Григорьевич, Соколов Леонид Ефимович
Текст
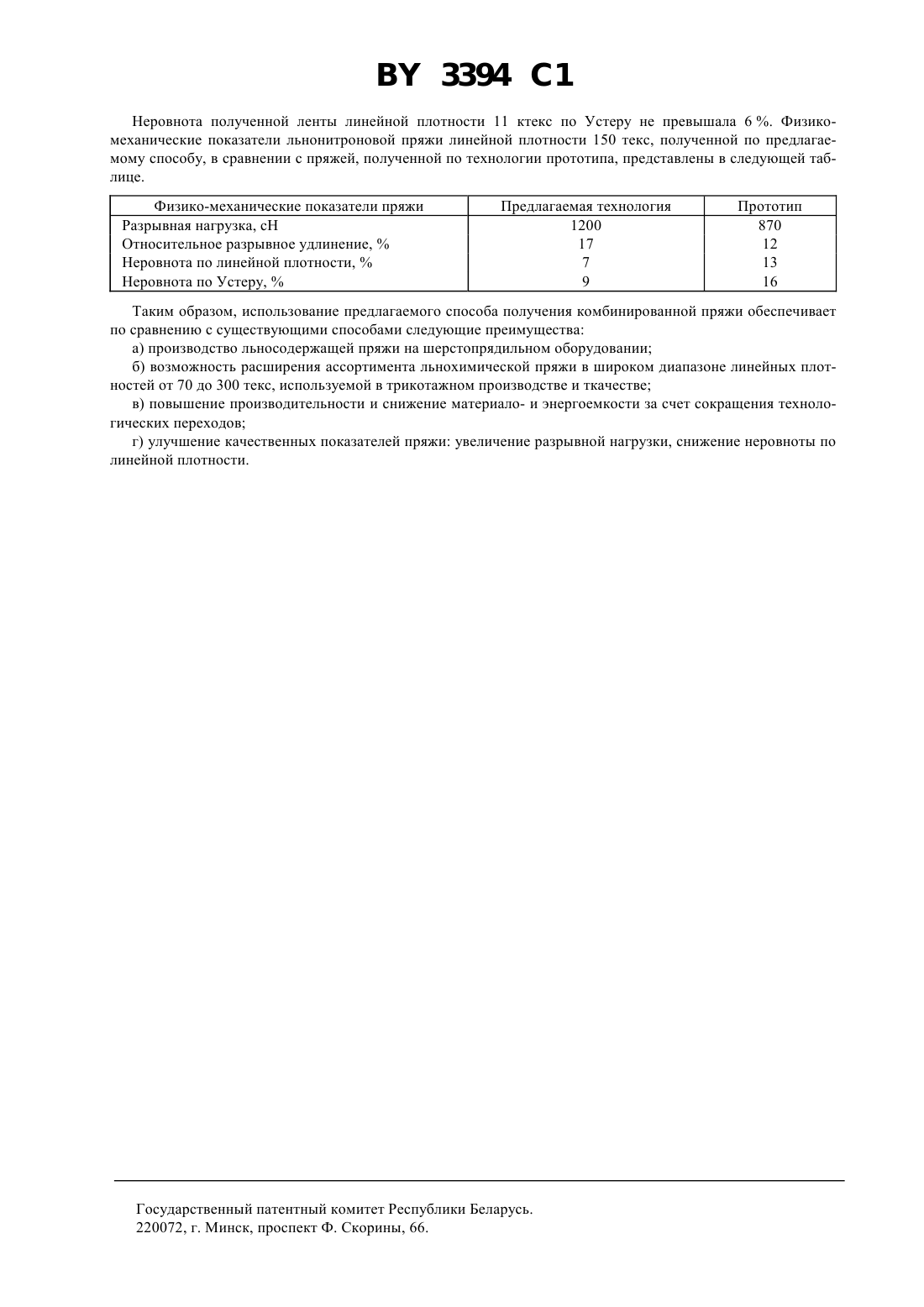
02 3/04, 02 3/34 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПРОИЗВОДСТВА ЛЬНОХИМИЧЕСКОЙ ПРЯЖИ(71) Заявитель Витебский государственный технологический университет(73) Патентообладатель Витебский государственный технологический университет(57) Способ производства льнохимической пряжи, включающий штапелирование льняных лент и жгута химических нитей, выравнивание лент на ленточных машинах и формирование пряжи, отличающийся тем, что осуществляют совместное штапелирование льняных лент и жгута химических нитей дифференцированным разрезанием путем заправки льняных лент между частями разделенного жгута и подачи их в зону разрезания над жгутом химических нитей, а формирование пряжи осуществляют пневмомеханическим прядением.(56) 1. Материалы семинара Производство льна в смеси с другими волокнами с использованием котонизации льноволокна. - Тверь, 1994. 2. Механическая технология текстильных материалов Учеб. для вузов//А.Г. Севостьянов, Н.А. Осьмин,В.П. Щербаков и др. - М. Легпромиздат, 1989. - С. 512. 3. Патент 2260383 , НКИ 19-150, 1941. Изобретение относится к текстильной промышленности - к способам пневмомеханического прядения. В современной текстильной промышленности для производства пряжи с вложением льняных волокон используется метод котонирования льна. Известен способ производства льновискозной пряжи 1, включающий линию для производства котонированного в массе льна фирмы Лярош (Франция) ротационный высокопроизводительный резак 500,центробежный сепаратор С 1300, вертикальный накопитель, питатель, первый тонкий рыхлитель, вертикальный пресс для кип 25. После прохождения указанной линии льняное волокно смешивается с вискозным в соотношении 65 на 35 и перерабатывается на хлопкопрядильном оборудовании. Получена пряжа линейной плотностью 28-40 текс. Однако данный способ не позволяет получить качественную пряжу без длительной и дорогостоящей подготовки льняных волокон к прядению, подвергает льняное волокно дополнительным процессам чесания и гребнечесания, что нарушает его свойства и отрицательно сказывается на качественных показателях пряжи, обеспечивает выход готового продукта в пределах не более 50 , а также ограничены в ассортименте вырабатываемой пряжи. Известен способ получения комбинированной льнохимической пряжи, включающий механическое укорочение длины льняных волокон, смешивание льняных и химических волокон и прядение льнохимических лент методом пневмомеханического прядения 2. Однако данный способ имеет следующий основной недостаток льняные волокна разрезаются отдельно,после чего вновь полностью проходят всю технологическую цепочку предварительной полготовки по льняной системе прядения, затем смешиваются с химическими волокнами, после чего опять уже совместно проходят ряд технологических переходов и только тогда поступают в прядение. Все это связано с особенностью 3394 1 конструкции пневмомеханической прядильной машины ППМ-240 Л, предъявляющей повышенные требования к подготовке льняных волокон на первичных стадиях обработки. Известен способ получения пряжи, включающий совместное штапелирование химических и натуральных волокон, смешивание волокон лентами и формирование пряжи по классической схеме прядения 3. Однако данный способ имеет ряд существенных недостатков. 1) Механическому укорочению повергают волокна, поступающие на машину в виде ленты, но не жгуты химических нитей, которые состоят из нитей бесконечной длины. Это приводит к возникновению явления утонения лент в зоне разрезания между входной и выпускной парами цилиндров, что проявляется в появлении дополнительной неровноты готовой ленты как по линейной плотности, так и по коэффициенту вариации по длине разрезанных волокон. 2) Сам способ разрезания волокон и механизм его осуществления отличается крайней неравномерностью подачи лент и разрезания, что сопровождается грубым нарушением деформационных свойств волокон. В особенности то сказывается при переработке льняного волокна, что приводит к разрушению его структуры и неравномерному разрезанию волокон, все это ведет к нарушению стабильности процесса и повышает обрывность в прядении. Кроме того, данный способ разрезания приводит к появлению опасного явления расплющиванию кончиков волокон, что в дальнейшем препятствует равномерному движению волокон и возникновению дополнительной неровноты. 3) Способ подачи лент в зону разрезания не обеспечивает качественного осуществления процесса штапелирования, т.к. при данной заправке агрегата не достигается распрямление волокон как по длине, так и по ширине рабочих органов машины, что приводит к неравномерному процессу разрезания. Все эти факторы не позволяют осуществить формирование пряжи при данном способе штапелирования пневмомеханическим способом прядения. Технической задачей, на решение которой направлено предлагаемое изобретение является получение комбинированной льнохимической пряжи по сокращенной технологической цепочке, повышение качества и расширение ассортимента вырабатываемой пряжи, снижение материало- и энергоемкости процесса производства. Задача решается за счет того, что осуществляется штапелирование льняных лент и жгута химических нитей, выравнивание лент на ленточных машинах, формирование пряжи пневмомеханическим прядением,причем штапелирование льняных лент и жгута химических нитей осуществляют совместно дифференцированным разрезанием путем заправки льняных лент между частями разделенного жгута и подачи их в зону разрезания над жгутом химических нитей. Сущность способа заключается в следующем. Жгут химических нитей и несколько льняных лент заправляются на резально-штапелирующую машину, например ЛРШ-70. Элементарные химические нити в виде жгута подаются в зону штапелирования, подвергаясь предварительному натяжению, что обеспечивает качество резки и приближение штапельной диаграммы к гипотетической штапельной диаграмме распределения волокон по классам длины. Льняные ленты подаются между в зону штапелирования между частями разделенного специальным образом жгута таким образом, что осуществляется равномерное распределение льняных волокон по ширине жгута химических нитей и осуществляется такая подача нитей, что льняные волокна оказываются над нитроновыми и первыми подвергаются разрезанию. Таким образом, химические нити захватывают и транспортируют слабо связанные между собой льняные волокна в зонах вытягивания и разрезания, что снижает неровноту штапелированной ленты и устраняет явление ручьистости. Данный способ ввода волокон чрезвычайно важен ввиду значительной разности в линейной плотности перерабатываемых натуральных и химических волокон. Далее льняные волокна и жгут химических нитей штапелируются совместно методом дифференцированного разрезания волокон, что позволяет иметь вдоль продукта случайное чередование волокон разной длины, а это с технологической точки зрения улучшает эффективность разработки комплексов волокон (особенно льняных) в разрывных зонах. В результате устраняется т.н. структурная неровнота получаемой ленты. Далее льнохимическая ленты выравнивается на ленточных машинах, например типа ЛМШ-220, где осуществляются процессы сложения, смешивания и утонения. Готовая лента поступает на пневмомеханическую прядильную машину, например ППМ-240 Ш, где осуществляется формирование пряжи пневмомеханическим прядением. Пример реализации предлагаемого способа. По предлагаемой технологии в ОНИЛ ВГТУ и ОАО Витебские ковры получена льнонитроновая пряжа линейных плотностей 100-280 текс. Нитроновый жгут линейной плотностью 55 ктекс и 4 льняных ленты линейной плотностью 8,5 ктекс штапелировались на машине ЛРШ-70. Далее в 8 сложений лента перерабатывалась на ленточной машине ЛМШ-2201 Т, в 6 сложений - на машине ЛМШ-220 АТ и в 5 сложений - на машине ЛМШ-220 2 Т со следующими показателями вытяжки по переходам соответственно 8.54, 7.34, 5.59. 2 3394 1 Неровнота полученной ленты линейной плотности 11 ктекс по Устеру не превышала 6 . Физикомеханические показатели льнонитроновой пряжи линейной плотности 150 текс, полученной по предлагаемому способу, в сравнении с пряжей, полученной по технологии прототипа, представлены в следующей таблице. Физико-механические показатели пряжи Разрывная нагрузка, сН Относительное разрывное удлинение,Неровнота по линейной плотности,Неровнота по Устеру,Таким образом, использование предлагаемого способа получения комбинированной пряжи обеспечивает по сравнению с существующими способами следующие преимущества а) производство льносодержащей пряжи на шерстопрядильном оборудовании б) возможность расширения ассортимента льнохимической пряжи в широком диапазоне линейных плотностей от 70 до 300 текс, используемой в трикотажном производстве и ткачестве в) повышение производительности и снижение материало- и энергоемкости за счет сокращения технологических переходов г) улучшение качественных показателей пряжи увеличение разрывной нагрузки, снижение неровноты по линейной плотности. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: D02G 3/00, D02G 3/34, D02G 3/04
Метки: производства, льнохимической, пряжи, способ
Код ссылки
<a href="https://by.patents.su/3-3394-sposob-proizvodstva-lnohimicheskojj-pryazhi.html" rel="bookmark" title="База патентов Беларуси">Способ производства льнохимической пряжи</a>
Способ получения высокообъемной пряжи
Номер патента: 159
Опубликовано: 30.09.1994
Авторы: Бочаров В. М., Трояшкин В. Я.
Метки: пряжи, высокообъемной, получения, способ
Текст:
...натянутые волокнанадсекаю ЩИМИ В БЭЛВМИ. ВОЛОКНЭ ПЭЗРЫВЭЮТ нащей от величины разводки междунадсе кающими 8 и вытяжными 7 валами и вы- Цтяжки в зоне разрыва, Затем из жгута формируют ленту и подают еев гофри рующее устройство 9 д где ленту уплот няют и придают ей извитость для обес.печения лучшей сцепляемости волокон при переработке ленты на последующем ПЭРЗХОДЕ. ГОФРИРОВЭННУЮ ЛЕНТУ уклады 50вают в тазы 10. Далее аапаривают лент...
Ткань стеклянная для производства углекислопластиковых лыжных палок
Номер патента: 886
Опубликовано: 15.12.1995
Авторы: Сивый Бронислав Петрович, Кротова Наталья Анатольевна, Лапковская Ольга Васильевна, Гуткин Олег Семенович
МПК: D03D 15/02
Метки: стеклянная, палок, лыжных, углекислопластиковых, производства, ткань
Текст:
...нитей комплексных крученых из высокомодуттьното стекла с литейной плотностью 14 текс, круткой 100 кручений на метр на замастшвателе 270. Плотность по основе 36 нитей/ см, по утку 12 нитей/ см. Поверхностная платность ткани 119,2 г/м 2. Из ткани формуют углестеклоцластшювые стержни, как описано в примере 1. Стрела прогиба стержня в данном примере составляет 13 мм.Пример 3. Тканъ вырабатывается на ткацком станке АТ-100-6 МС переплетением...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Березуев А. И., Абросимов В. П., Пикулин В. А., Редреев Л. И., Алексеев Ю. Г., Фетисов В. П., Бирюков Б. А.
Метки: волочильный, металлокорда, стан, передельной, способ, обработки, производства, проволоки, заготовки
Текст:
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Способ производства незамороженной смеси для мороженого
Номер патента: 1401
Опубликовано: 16.09.1996
Автор: Пер Шпонхольтц
Метки: способ, незамороженной, производства, мороженого, смеси
Текст:
...упаковки.Например, из одной ленты такая известная упаковочная машина создает готовые упаковки для потребителей, при этом лента вначале форшигруется в трубу, так что обе продольные кромки ленты соединяются друг с другом внахлест посредством шва шш соединения.Труба заполняется надлежащим продуктом и делится на закрытые упаковки посредством повторяющихся поперечных уплотнений трубы поперек ее продольной оси и ниже уровня продукта в...
Способ эксплуатации прокатного стана для производства проката
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Хорст Гэртнер, Фридрих Холльманн, Герд Байземанн, Хуго Фельдманн
МПК: B21B 13/14
Метки: прокатного, способ, производства, стана, проката, эксплуатации
Текст:
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Предыдущий патент: Способ охлаждения жидкости в градирне энергетической установки и градирня энергетической установки для осуществления способа
Следующий патент: Способ обработки технического гидролизного лигнина
Случайный патент: Способ лечения пациента с алкогольной зависимостью