Способ получения многослойных антифрикционных изделий
Номер патента: 2099
Опубликовано: 30.06.1998
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Сосновский Игорь Александрович, Жорник Александр Иванович
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ АНТИФРИКЦИОННЫХ ИЗДЕЛИЙ(71) Заявитель Институт надежности машин Академии наук Беларуси(73) Патентообладатель Институт надежности машин Академии наук Беларуси(57) 1. Способ получения многослойных антифрикционных изделий, включающий помещение шихты в полость втулки, вращение втулки вокруг ее оси с одновременным нагревом до температуры спекания шихты,спекание шихты, охлаждение и механическую обработку полученного слоя, отличающийся тем, что после механической обработки слоя в полость втулки помещают монолитную или спеченную дополнительную втулку, наружный диаметр которой соответствует внутреннему диаметру основной втулки после механической обработки, и нагревают сборку при одновременном вращении. 2. Способ по п.1, отличающийся тем, что дополнительную спеченную втулку предварительно пропитывают легкоплавким материалом, а нагрев сборки осуществляют до температуры плавления последнего. 3. Способ по пп.1, 2, отличающийся тем, что в полость дополнительной втулки перед нагревом сборки помещают шихту.(56) 1. А.с. СССР 1606261,МКИ 22 7/04, 1990. 2. Дорожкин Н.Н. Упрочнение и восстановление деталей машин металлическими порошками.-Минск Наука и техника, 1975.-С. 126-127 (прототип). Изобретение относится к порошковой металлургии, в частности к способу получения многослойных антифрикционных изделий и может быть использовано для изготовления и восстановления колец подшипников скольжения и качения. Известен способ изготовления многослойного антифрикционного материала на основе тонкодисперсного порошка алюминия 1. Способ заключается в следующем прокаткой различных порошковых материалов получают многослойную ленту, которая содержит соединительный, опорный слои, а также слой, который работает в тяжелых эксплуатационных условиях, затем ленту методом сворачивания преобразуют в трубчатую заготовку, которую затем спекают. Недостатком способа являются наличие соединительной зоны (шва), которая неизбежно образуется при сворачивании подшипника из ленты, а также невозможность применения способа для многослойного материала с общей толщиной слоев более 3-5 мм. Наиболее близким к предлагаемому способу по технической сущности является способ получения многослойного антифрикционного изделия путем нанесения покрытия на внутреннюю поверхность втулки методом индукционного центробежного припекания 2. В полость втулки помещают шихту, осуществляют осевое вращение втулки с одновременным нагревом токами высокой частоты до температуры спекания шихты, производят охлаждение и последующую механическую обработку полученного слоя. Однако существенным недостатком известного способа является невозможность получения многослойного антифрикционного изделия, состоящего более чем из двух слоев (монолитной основы и спеченного порошкового слоя). 2099 1 Задачей предлагаемого изобретения является увеличение числа слоев, получаемого антифрикционного изделия с общей толщиной слоев более трех миллиметров. Это позволяет получать многослойные подшипники с лучшими эксплуатационными свойствами большей нагрузочной способностью, малошумностью, повышенной усталостной прочностью контактных рабочих поверхностей и т.д. Для решения поставленной задачи в известном способе получения многослойных антифрикционных изделий, включающем помещение шихты в полость втулки, вращение втулки вокруг ее оси с одновременным нагревом до температуры спекания шихты, спекание шихты, охлаждение и механическую обработку полученного слоя, согласно изобретению, после механической обработки слоя в полость втулки помещают монолитную или спеченную дополнительную втулку, наружный диаметр которой соответствует внутреннему диаметру основной втулки после механической обработки, и нагревают сборку при одновременном вращении. Для сохранения исходной структуры спеченной дополнительной втулки, снижения температуры соединения втулок дополнительную спеченную втулку предварительно пропитывают легкоплавким материалом, а нагрев сборки осуществляют до температуры плавления последнего. При получении четырехслойного антифрикционного изделия, согласно изобретению, в полость дополнительной втулки перед нагревом сборки помещают шихту. Таким образом, в предлагаемом способе увеличение числа слоев антифрикционного изделия с общей толщиной более трех миллиметров достигают помещением в полость втулки с припеченным покрытием дополнительной монолитной или спеченной втулки, а также помещением шихты во внутреннюю полость дополнительной втулки. Механическая обработка спеченного покрытия втулки позволяет снять дефектный слой, устранить неровности слоя и получить требуемый размер внутренней полости втулки для последующего размещения в ней дополнительной втулки. Кроме того, в процессе токарной обработки происходит затирание пор спеченного слоя втулки, что увеличивает площадь контакта с дополнительной втулкой (при ее помещении во внутреннюю полость втулки). Дополнительная втулка, помещенная во внутреннюю полость втулки, при нагреве и одновременном вращении претерпевает термосиловое расширение, это позволяет компенсировать возможную усадку порошкового слоя и обеспечить плотный контакт соединяемых поверхностей. Для сохранения исходной структуры спеченной дополнительной втулки, снижения температуры соединения втулок дополнительную втулку предварительно пропитывают легкоплавким материалом, который после нагрева сборки до температуры его плавления под действием центробежных, капиллярных и поверхностных сил проникает в пористый слой втулки, образуя после охлаждения сборки прочное соединение поверхностей. При получении четырехслойного антифрикционного изделия во внутреннюю полость дополнительной втулки перед нагревом помещают шихту. Формование слоя происходит при вращении сборки под действием центробежных сил, а нагрев при этом производят до температуры плавления помещаемой шихты. Пример 1. Наносили покрытие из порошка бронзы Бр.0 Ф 10-1 на внутреннюю поверхность стальной цилиндрической втулки наружный диаметр втулки 62 мм, внутренний - 52 мм, длина 60 мм. Во внутреннюю полость втулки помещали шихту (смесь бронзового порошка с бурой), с торцов втулку закрывали крышками и закрепляли на центробежной установке. Затем втулку приводили в осевое вращение со скоростью 1500 об/мин и нагревали индуктором высокочастотной установки ЛПЗ-2-67 М до 850 С, поддерживая температуру на этом уровне в течение 3 минут. Далее выключали нагрев, продолжали вращать втулку в течение 3,5 минут, по истечении этого времени вращение прекращали и снимали втулку с установки, осуществляя последующее ее охлаждение до комнатной температуры в статическом состоянии. На токарном станке порошковый спеченный слой пористостью 20-25 обрабатывали в размер 430,1 мм, после чего во внутреннюю полость втулки помещали монолитную дополнительную втулку (наружный диаметр 43-0,1 мм внутренний диаметр 39 мм, длина 59 мм), изготовленную из бронзы Бр.0 Ф 6,5-0,15. Затем сборку с торцов закрывали крышками и закрепляли на центробежной установке, после чего сборку приводили в осевое вращение со скоростью 1500 об/мин и нагревали до температуры 850 С, поддерживая температуру на этом уровне в течение одной минуты, по истечении этого времени нагрев выключали, продолжали вращать сборку в течение 4 минут, после чего вращение прекращали, снимали сборку с установки, осуществляя последующее ее охлаждение до комнатной температуры в статическом состоянии. Затем на токарном станке разрезали сборку на три части и проводили дальнейшую механическую обработку полученных трех заготовок многослойных подшипников. Пример 2. Втулку с припеченным бронзовым слоем получали согласно примеру 1. Размеры втулки и дополнительной втулки в примере 2 аналогичны соответствующим размерам в примере 1. Спеченную из сферического бронзового порошка бронзы Бр.0 Ф 10-1 дополнительную втулку пористостью 8-10 погружали в расплав оловянно-свинцового припоя ПОС 40 на 2-3 минуты, по истечении этого времени дополнительную втулку доставали из расплава и охлаждали в статическом состоянии. 2 2099 1 Спеченную пропитанную дополнительную втулку помещали в полость втулки с припеченным слоем, затем сборку с торцов закрывали крышками и закрепляли ее на центробежной установке, после чего сборку приводили в осевое вращение со скоростью 1500 об/мин и нагревали до температуры 250 С, поддерживая температуру на этом уровне в течение одной минуты, по истечении этого времени нагрев выключали, продолжали вращать сборку в течение двух минут, после чего вращение прекращали, снимали сборку с установки, осуществляя последующее ее охлаждение в статическом состоянии. Затем на токарном станке разрезали сборку на три части и проводили дальнейшую механическую обработку полученных трех заготовок многослойных подшипников. Предлагаемый способ получения многослойных антифрикционных изделий позволяет эффективно получать бесшовные многослойные подшипники с общей толщиной слоев более трех миллиметров. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
Метки: способ, получения, антифрикционных, многослойных, изделий
Код ссылки
<a href="https://by.patents.su/3-2099-sposob-polucheniya-mnogoslojjnyh-antifrikcionnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ получения многослойных антифрикционных изделий</a>
Шликер для формирования активных слоев многослойных индуктивных и индуктивно-емкостных радиоэлементов монолитного типа и способы его получения
Номер патента: 1821
Опубликовано: 30.12.1997
Авторы: Харламова Лидия Панаидовна, Скачкова Инесса Геннадьевна, Яковлева Татьяна Павловна, Самойлов Владимир Васильевич
МПК: C04B 35/30, H01F 1/113
Метки: шликер, индуктивно-емкостных, радиоэлементов, активных, слоев, индуктивных, получения, монолитного, способы, формирования, типа, многослойных
Текст:
...временного растворителя используют этиловый эфир уксусной кислоты. В данном случае расширение технологических возможностей шликера в результате улучшения его дисперсных, реологических и структурно-коллоидных свойств, обеспечивающих качественное формирование методом трафаретной печати многослойных индуктивных элементов монолитного типа с высокими прочностными характеристиками, достигается тем, что введение в состав шликера...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Кашицин Леонид Павлович, Жорник Александр Иванович, Худолей Андрей Леонидович, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: детали, нанесения, покрытий, цилиндрические, способ
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Волочко Александр Тихонович, Равин Аркадий Наумович, Ласковнев Александр Петрович, Жданович Олег Егорович, Муханько Алексей Васильевич, Жарнов Виктор Михайлович
МПК: B22F 3/11
Метки: полых, изделий, получения, пористых, способ
Текст:
...спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов....
Способ получения изделий из теста и установка для его осуществления
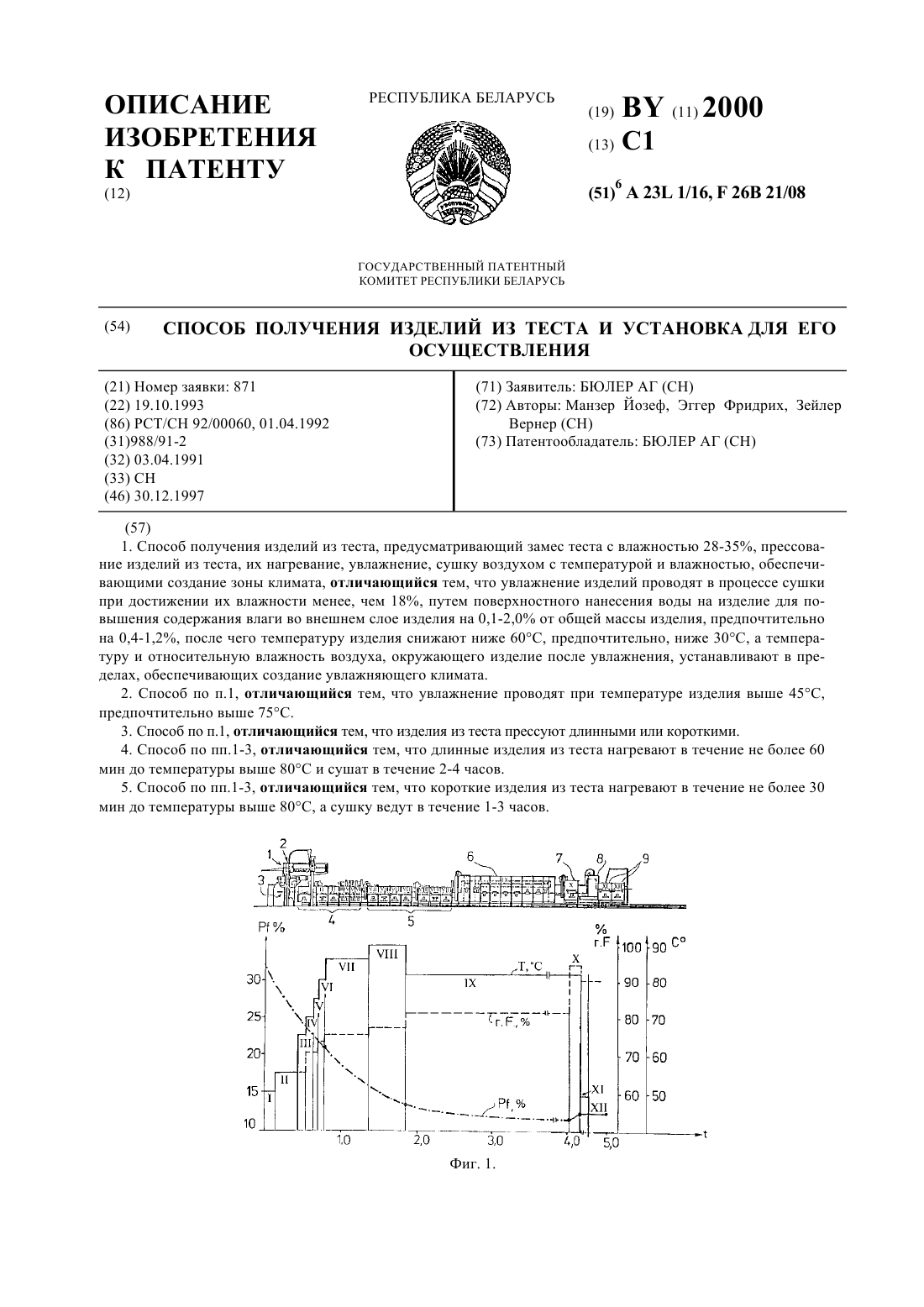
Номер патента: 2000
Опубликовано: 30.12.1997
Авторы: Манзер Йозеф, Зейлер Вернер, Эггер Фридрих
МПК: A23L 1/16, F26B 21/08
Метки: осуществления, способ, установка, изделий, теста, получения
Текст:
...заключается в том, что после сушки при высокой температуре,перед быстрым снижением температуры, изделия поверхностно увлажняют. Изобретение предусматривает различные варианты дальнейшего развития. Предлагается по отношению ко всему изделию добавлять воду, предпочтительно от 0,4 до 1,2. Наилучшие результаты достигаются также и при очень интенсивной сушке, когда добавление воды производится при температуре изделия выше 60 С,...
Способ получения изделий из стеклонаполненного поликарбоната или отходов на его основе
Номер патента: 901
Опубликовано: 15.12.1995
Авторы: Коваль Василий Николаевич, Федоров Владимир Дмитриевич, Брегман Яков Исаакович, Каплан Марк Борисович, Старжинский Виктор Евгеньевич, Песецкий Степан Степанович, Путилина Александра Ивановна
МПК: C08L 69/00
Метки: отходов, способ, получения, изделий, основе, стеклонаполненного, поликарбоната, или
Текст:
...ма ки ПМФС-4 0,5 2. Операции 2.1. Термообработка- длительность, ч 1 12 24 12 1 24 12 12 12 12 12 1 12 24 0,5 28 12 12 0,5 28 12 2.2 Экструдирование при темпера- ту е, С 150 270 280 3. Показатели свойств изделий 3.1. Извлвкаемость из оформляю- не не нещей полости фермы без смазки извлмзвл. уд. лор. хор. хор. уд. хор. хор. хор. хор. ул. хор. хор. хор. хор. хор. уд. хор. хор. нвуд. хор. извл. хор. хор. хор. уд.3.2. Предел текучести при...
Предыдущий патент: Вихревой пылеуловитель
Следующий патент: Способ шлифования экранов кинескопов
Случайный патент: Клеевая композиция для приклеивания бумажных этикеток