Способ изготовления формообразующего инструмента
Номер патента: 18173
Опубликовано: 30.04.2014
Авторы: Ленкевич Сергей Александрович, Здор Геннадий Николаевич, Кудин Максим Валентинович, Качанов Игорь Владимирович, Исаевич Леонид Александрович, Шарий Василий Николаевич
Текст
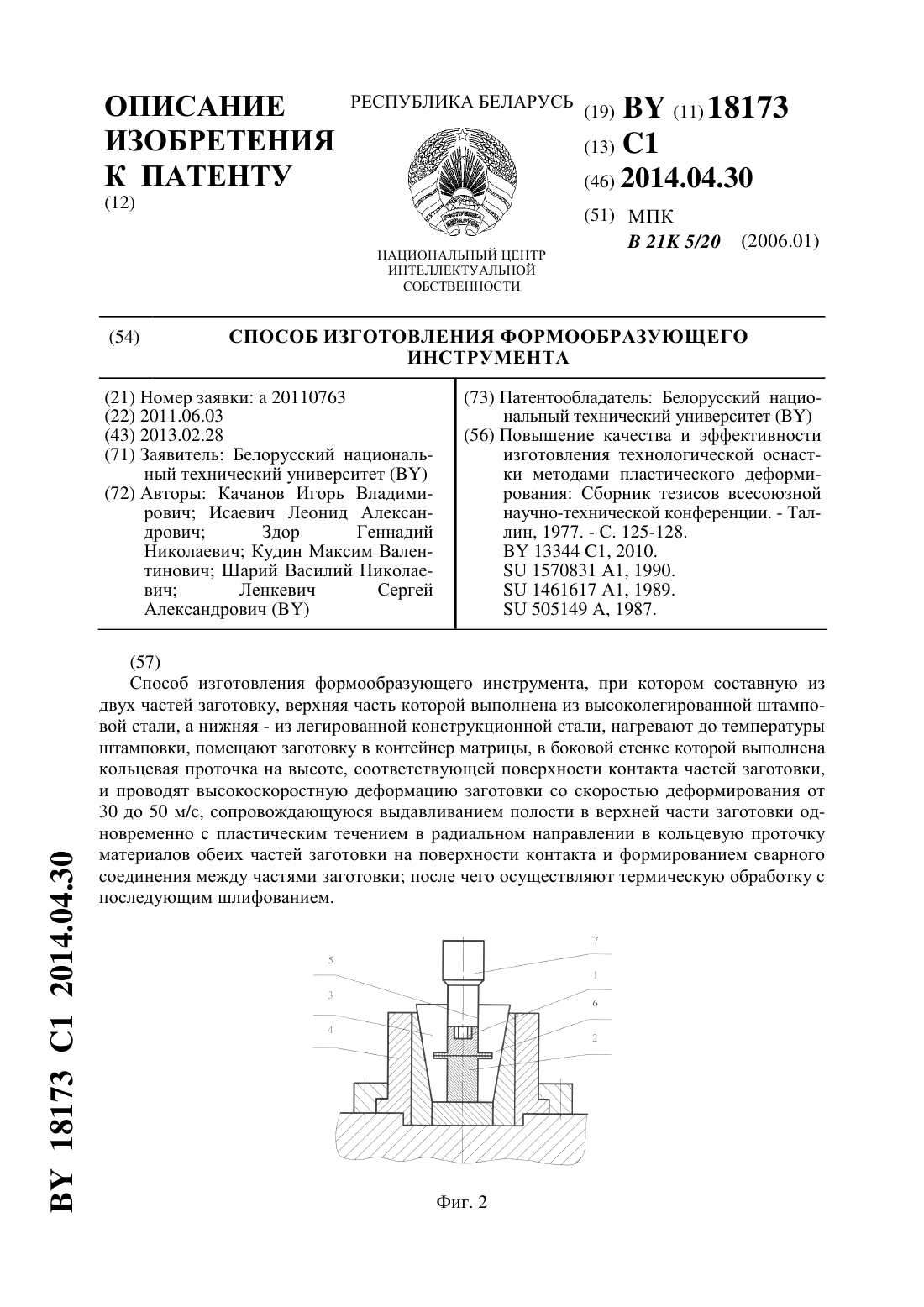
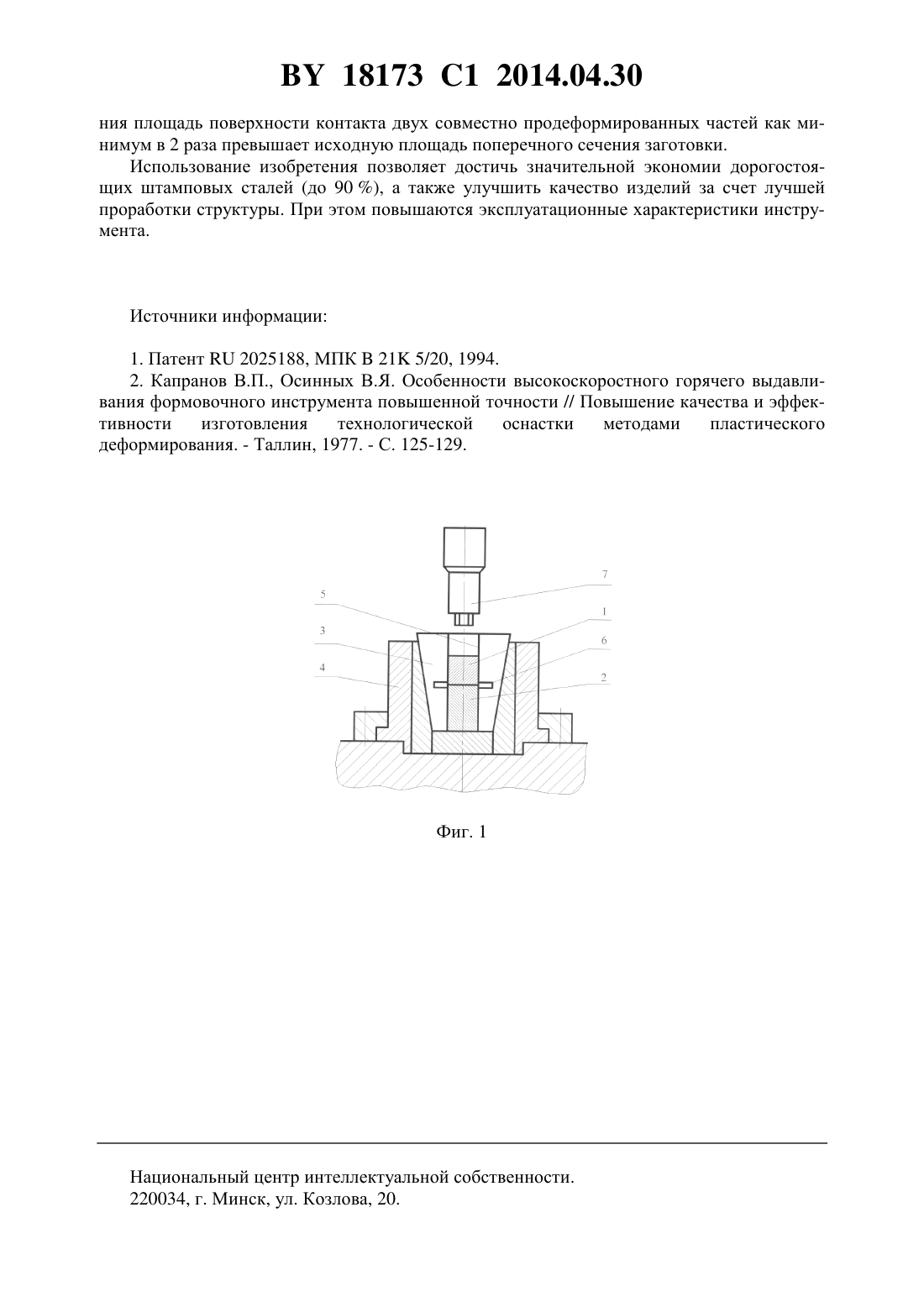
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА(71) Заявитель Белорусский национальный технический университет(72) Авторы Качанов Игорь Владимирович Исаевич Леонид Александрович Здор Геннадий Николаевич Кудин Максим Валентинович Шарий Василий Николаевич Ленкевич Сергей Александрович(73) Патентообладатель Белорусский национальный технический университет(56) Повышение качества и эффективности изготовления технологической оснастки методами пластического деформирования Сборник тезисов всесоюзной научно-технической конференции. - Таллин, 1977. - С. 125-128.13344 1, 2010.1570831 1, 1990.1461617 1, 1989.505149 , 1987.(57) Способ изготовления формообразующего инструмента, при котором составную из двух частей заготовку, верхняя часть которой выполнена из высоколегированной штамповой стали, а нижняя - из легированной конструкционной стали, нагревают до температуры штамповки, помещают заготовку в контейнер матрицы, в боковой стенке которой выполнена кольцевая проточка на высоте, соответствующей поверхности контакта частей заготовки,и проводят высокоскоростную деформацию заготовки со скоростью деформирования от 30 до 50 м/с, сопровождающуюся выдавливанием полости в верхней части заготовки одновременно с пластическим течением в радиальном направлении в кольцевую проточку материалов обеих частей заготовки на поверхности контакта и формированием сварного соединения между частями заготовки после чего осуществляют термическую обработку с последующим шлифованием. 18173 1 2014.04.30 Изобретение относится к обработке металлов давлением, в частности к изготовлению формообразующего штампового инструмента. Известен способ изготовления рельефных полостей формообразующего инструмента 1, включающий предварительное формообразование полости, термическую и электроэрозионную обработку, при этом предварительное формообразование полости осуществляют выдавливанием с размером поперечного сечения, превышающим на 0,1-1,9 размер готовой полости. Недостатком известного способа являются значительная продолжительность электроэрозионной обработки расход электродов слесарная доводка отдельных участков. Наиболее близким по технической сущности к изобретению является способ высокоскоростного горячего выдавливания формообразующего инструмента повышенной точности 2, включающий нагрев заготовки до температуры штамповки и предварительное формообразование полости в ней путем высокоскоростного ударного воздействия со скоростью деформирования 30-50 м/с, затем термическую обработку и окончательную шлифовку поверхности. Основным недостатком является использование заготовки из дорогостоящей стали,что приводит к ее перерасходу, а следовательно, снижает экономическую эффективность применения изделий в качестве инструмента. Кроме того, за счет малой проработки структуры снижены эксплуатационные характеристики инструмента. Задача, решаемая изобретением, заключается в повышении качества изготовления формообразующего инструмента при снижении материалоемкости. Поставленная задача достигается способом изготовления формообразующего инструмента, при котором составную из двух частей заготовку, верхняя часть которой выполнена из высоколегированной штамповой стали, а нижняя - из легированной конструкционной стали, нагревают до температуры штамповки, помещают заготовку в контейнер матрицы,в боковой стенке которой выполнена кольцевая проточка на высоте, соответствующей поверхности контакта частей заготовки, и проводят высокоскоростную деформацию заготовки со скоростью деформирования от 30 до 50 м/с, сопровождающуюся выдавливанием полости в верхней части заготовки одновременно с пластическим течением в радиальном направлении в кольцевую проточку материалов обеих частей заготовки на поверхности контакта и формированием сварного соединения между частями заготовки после чего осуществляют термическую обработку с последующим шлифованием. Сущность изобретения поясняется фигурами, где изображена последовательность осуществления способа, при этом на фиг. 1 - укладка составной заготовки в контейнер матрицы, на фиг. 2 - завершающая стадия процесса - ударное формирование полости формообразующего инструмента с получением сварного соединения. Заготовка состоит из двух частей 1 и 2, при этом нижняя часть 2 из легированной конструкционной стали, а верхняя часть 1 из высоколегированной штамповой стали. Нагрев заготовки осуществляют до температуры штамповки и помещают ее в разъемную матрицу 3 штампа 4 для закрытого выдавливания. Рабочая поверхность матрицы 3 имеет шероховатость 0,63-0,32 и выполнена в виде цилиндра 5 и кольцевой проточки 6, расположенной на высоте раздела двух частей заготовки 1 и 2. Для деформации заготовки пуансон 7 разгоняют, например, в стволе порохового копра (на фигурах не показан) до скорости 30-50 м/с. В результате он получает запас энергии, обеспечивающий высокоскоростную деформацию заготовки, которая сопровождается выдавливанием формообразующей полости в верхней части заготовки 1 и совместным пластическим течением объемов металла на поверхностях контакта двух частей заготовки в кольцевую проточку 6. При этом, обладая достаточной энергией металл, устремляется в кольцевую проточку, выполненную в матрице на высоте раздела двух заготовок, что позволяет интенсифицировать процесс течения двух частей заготовки для повышения прочности соединения, причем после ударного нагруже 2 18173 1 2014.04.30 ния площадь поверхности контакта двух совместно продеформированных частей как минимум в 2 раза превышает исходную площадь поперечного сечения заготовки. Использование изобретения позволяет достичь значительной экономии дорогостоящих штамповых сталей (до 90 ), а также улучшить качество изделий за счет лучшей проработки структуры. При этом повышаются эксплуатационные характеристики инструмента. Источники информации 1. Патент 2025188, МПК 21 5/20, 1994. 2. Капранов В.П., Осинных В.Я. Особенности высокоскоростного горячего выдавливания формовочного инструмента повышенной точности // Повышение качества и эффективности изготовления технологической оснастки методами пластического деформирования. - Таллин, 1977. - С. 125-129. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21K 5/20
Метки: способ, изготовления, формообразующего, инструмента
Код ссылки
<a href="https://by.patents.su/3-18173-sposob-izgotovleniya-formoobrazuyushhego-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления формообразующего инструмента</a>
Технологический узел для изготовления плазменным напылением формообразующего инструмента
Номер патента: 13368
Опубликовано: 30.06.2010
Авторы: Вершина Алексей Константинович, Шипко Алексей Алексеевич, Соколов Юрий Валентинович, Трощий Владимир Викторович, Позняк Ирина Геннадьевна, Хлебцевич Всеволод Алексеевич
МПК: C21D 1/04
Метки: формообразующего, плазменным, напылением, технологический, изготовления, инструмента, узел
Текст:
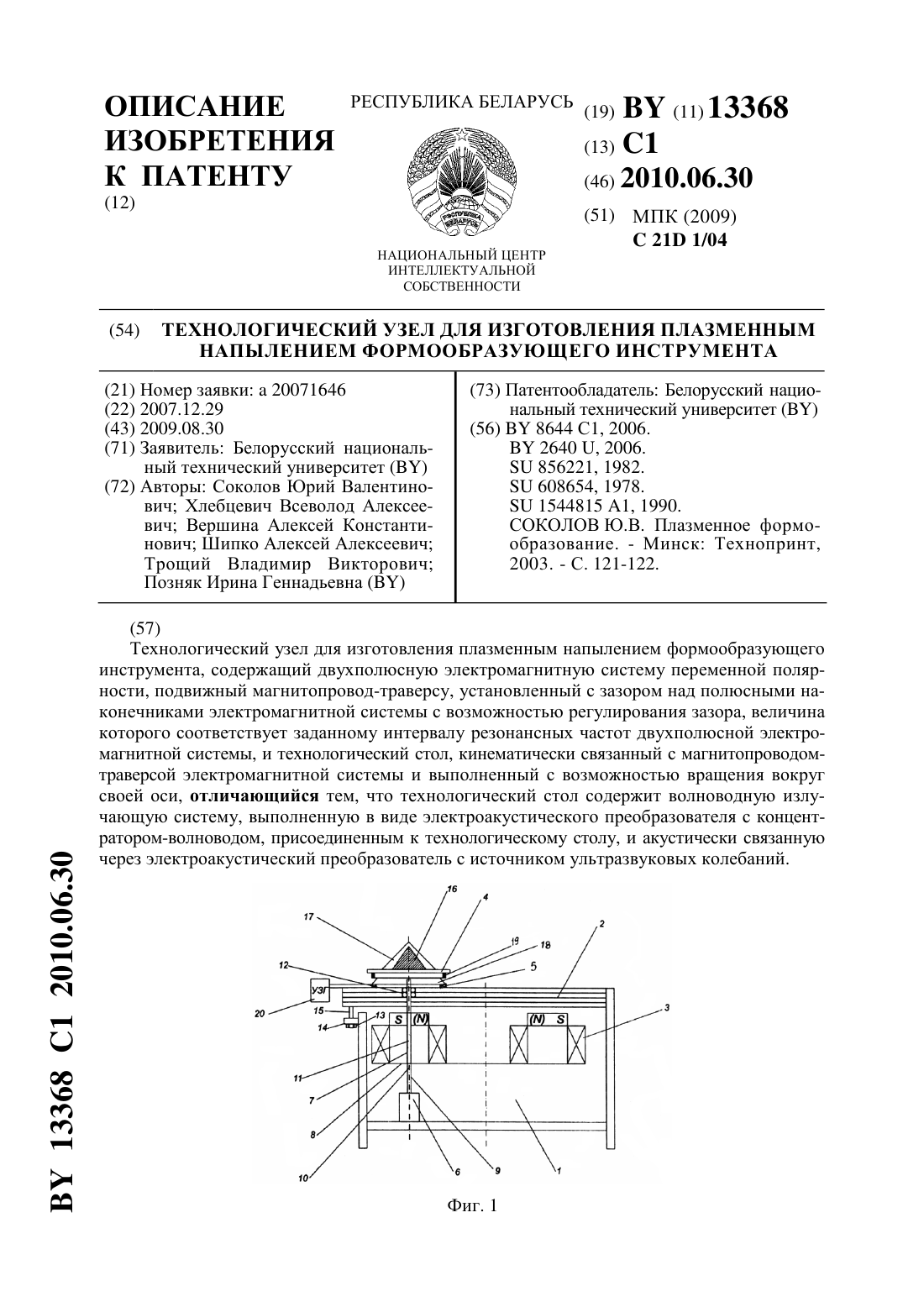
...на вращаемый вокруг своей оси стол 4, кинематически связанный с магнитопроводом-траверсой 2 через опоры 5 качения-скольжения, и от привода 6 задают вращение столу 4 вокруг оси. Одновременно включают генератор 20 ультразвуковых гармонических сигналов, преобразуемых электроакустическим преобразователем 18 в механические колебания ультразвуковой частоты, которые посредством концентратора 3 13368 1 2010.06.30 волновода 19 вводят в модель 16 и...
Установка для изготовления плазменным напылением формообразующего инструмента с одновременным снятием в нем внутренних напряжений
Номер патента: 16017
Опубликовано: 30.06.2012
Авторы: Хлебцевич Всеволод Алексеевич, Соколов Юрий Валентинович, Позняк Ирина Геннадьевна
МПК: C21D 1/04
Метки: формообразующего, изготовления, плазменным, напылением, внутренних, установка, одновременным, нем, снятием, напряжений, инструмента
Текст:
...протекает ток с возбуждением магнитного поля(фиг. 3). При достижении покрытия заданной толщины соленоид 19 выключают. На поверхности мастер-модели 16 плазменным напылением износостойкого, например, металлического, керамического или иного материала формируют изделие 17. При нагружении возмущающей силой модели 16 и формируемой оболочки-изделия 17 через привод 6 столу 4 с моделью 16 придают вращение относительно оси, проходящей через их центр...
Технологический узел для изготовления формообразующего инструмента напылением
Номер патента: U 6235
Опубликовано: 30.06.2010
Авторы: Позняк Ирина Геннадьевна, Хлебцевич Всеволод Алексеевич, Соколов Юрий Валентинович
МПК: C21D 1/04
Метки: узел, изготовления, формообразующего, технологический, инструмента, напылением
Текст:
...мастер-модели 16 плазменным напылением износостойкого, например, металлического, керамического или иного материала формируют изделие 17. При нагружении возмущающей силой модели 16 и формируемой оболочки-изделия 17 через привод 6 столу 4 с моделью 16 придают вращение относительно оси, проходящей через их центр тяжести с частотой 10100 об/мин, выявленной экспериментально. Посредством гайки 14 и ходового винта 15 выставляют зазормежду подвижным...
Способ изготовления биметаллической заготовки концевого режущего инструмента
Номер патента: 14659
Опубликовано: 30.08.2011
Авторы: Милюкова Анна Михайловна, Алифанов Александр Викторович, Кантин Владимир Григорьевич
МПК: B21C 25/00
Метки: биметаллической, изготовления, заготовки, инструмента, режущего, способ, концевого
Текст:
...собой внедрение заостренного выступа цилиндрической заготовки хвостовой части (сталь 40 Х) в цилиндрическую заготовку рабочей части (Р 6 М 5) концевого инструмента осадка биметаллической заготовки до диаметра контейнера штампа прямое выдавливание биметаллической заготовки через профильную матрицу. Оптимальный температурный интервал нагрева биметаллической заготовки для горячего выдавливания определяется оптимальной температурой...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B24D 3/20, B24D 18/00, B22F 1/00...
Метки: способ, изготовления, инструмента, алмазного
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Предыдущий патент: Способ приготовления компоста многоцелевого назначения
Следующий патент: Распределительное устройство пневматической сеялки
Случайный патент: Способ обработки изделия в вакууме и устройство для его осуществления