Способ нанесения на поверхность детали легированного мелкозернистого металлопокрытия
Номер патента: 16225
Опубликовано: 30.08.2012
Авторы: Кураш Вячеслав Владимирович, Спиридонов Николай Васильевич, Кудина Анна Вячеславовна
Текст
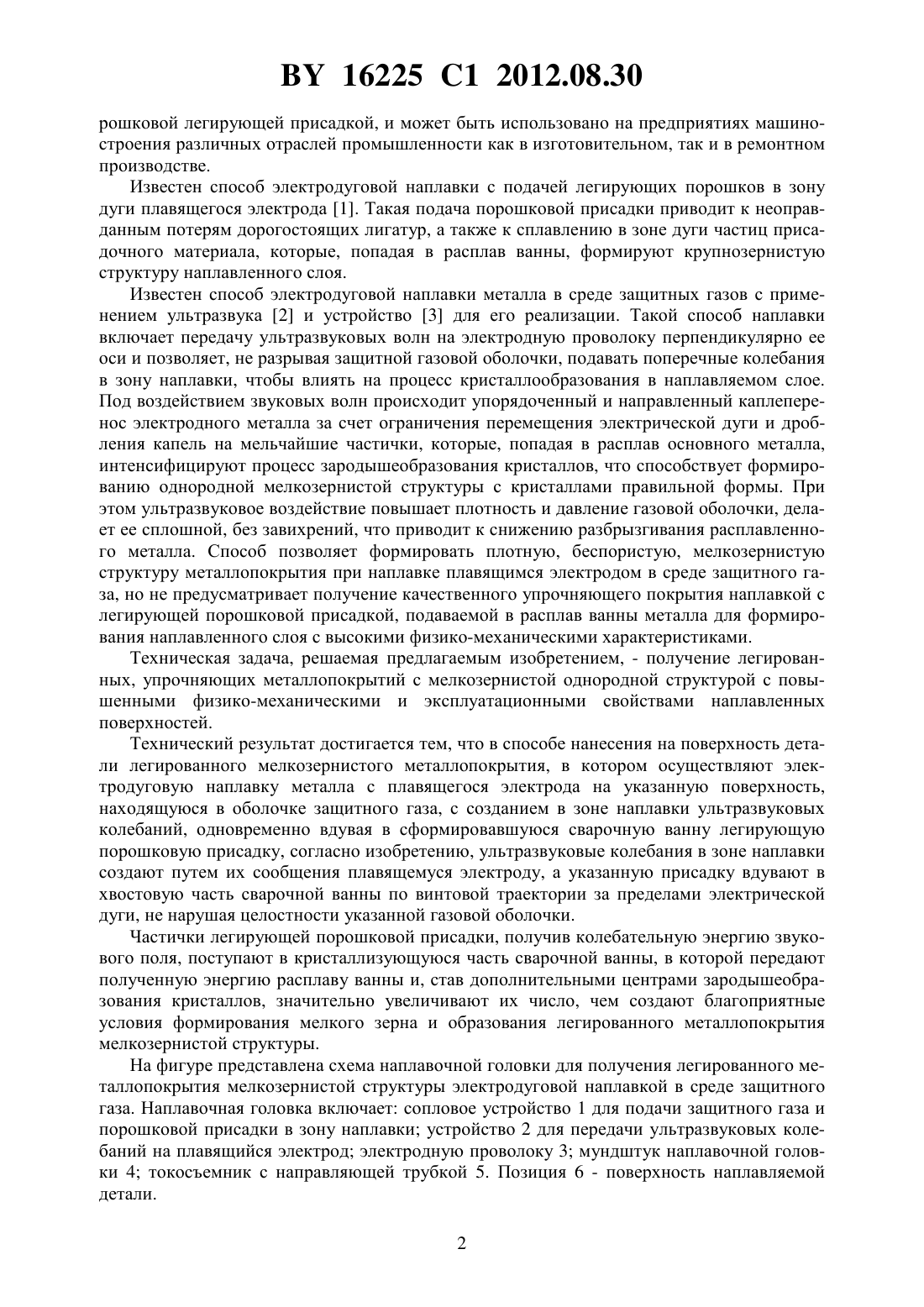
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ ЛЕГИРОВАННОГО МЕЛКОЗЕРНИСТОГО МЕТАЛЛОПОКРЫТИЯ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Кураш Вячеслав Владимирович Кудина Анна Вячеславовна Спиридонов Николай Васильевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Способ нанесения на поверхность детали легированного мелкозернистого металлопокрытия, в котором осуществляют электродуговую наплавку металла с плавящегося электрода на указанную поверхность, находящуюся в оболочке защитного газа, с созданием в зоне наплавки ультразвуковых колебаний, одновременно вдувая в сформировавшуюся сварочную ванну легирующую порошковую присадку, отличающийся тем, что ультразвуковые колебания в зоне наплавки создают путем их сообщения плавящемуся электроду, а указанную присадку вдувают в хвостовую часть сварочной ванны по винтовой траектории за пределами электрической дуги, не нарушая целостности указанной газовой оболочки. Изобретение относится к сварочному производству, а именно к способам электродуговой наплавки покрытий плавящимся электродом в среде защитного газа с металлопо 16225 1 2012.08.30 рошковой легирующей присадкой, и может быть использовано на предприятиях машиностроения различных отраслей промышленности как в изготовительном, так и в ремонтном производстве. Известен способ электродуговой наплавки с подачей легирующих порошков в зону дуги плавящегося электрода 1. Такая подача порошковой присадки приводит к неоправданным потерям дорогостоящих лигатур, а также к сплавлению в зоне дуги частиц присадочного материала, которые, попадая в расплав ванны, формируют крупнозернистую структуру наплавленного слоя. Известен способ электродуговой наплавки металла в среде защитных газов с применением ультразвука 2 и устройство 3 для его реализации. Такой способ наплавки включает передачу ультразвуковых волн на электродную проволоку перпендикулярно ее оси и позволяет, не разрывая защитной газовой оболочки, подавать поперечные колебания в зону наплавки, чтобы влиять на процесс кристаллообразования в наплавляемом слое. Под воздействием звуковых волн происходит упорядоченный и направленный каплеперенос электродного металла за счет ограничения перемещения электрической дуги и дробления капель на мельчайшие частички, которые, попадая в расплав основного металла,интенсифицируют процесс зародышеобразования кристаллов, что способствует формированию однородной мелкозернистой структуры с кристаллами правильной формы. При этом ультразвуковое воздействие повышает плотность и давление газовой оболочки, делает ее сплошной, без завихрений, что приводит к снижению разбрызгивания расплавленного металла. Способ позволяет формировать плотную, беспористую, мелкозернистую структуру металлопокрытия при наплавке плавящимся электродом в среде защитного газа, но не предусматривает получение качественного упрочняющего покрытия наплавкой с легирующей порошковой присадкой, подаваемой в расплав ванны металла для формирования наплавленного слоя с высокими физико-механическими характеристиками. Техническая задача, решаемая предлагаемым изобретением, - получение легированных, упрочняющих металлопокрытий с мелкозернистой однородной структурой с повышенными физико-механическими и эксплуатационными свойствами наплавленных поверхностей. Технический результат достигается тем, что в способе нанесения на поверхность детали легированного мелкозернистого металлопокрытия, в котором осуществляют электродуговую наплавку металла с плавящегося электрода на указанную поверхность,находящуюся в оболочке защитного газа, с созданием в зоне наплавки ультразвуковых колебаний, одновременно вдувая в сформировавшуюся сварочную ванну легирующую порошковую присадку, согласно изобретению, ультразвуковые колебания в зоне наплавки создают путем их сообщения плавящемуся электроду, а указанную присадку вдувают в хвостовую часть сварочной ванны по винтовой траектории за пределами электрической дуги, не нарушая целостности указанной газовой оболочки. Частички легирующей порошковой присадки, получив колебательную энергию звукового поля, поступают в кристаллизующуюся часть сварочной ванны, в которой передают полученную энергию расплаву ванны и, став дополнительными центрами зародышеобразования кристаллов, значительно увеличивают их число, чем создают благоприятные условия формирования мелкого зерна и образования легированного металлопокрытия мелкозернистой структуры. На фигуре представлена схема наплавочной головки для получения легированного металлопокрытия мелкозернистой структуры электродуговой наплавкой в среде защитного газа. Наплавочная головка включает сопловое устройство 1 для подачи защитного газа и порошковой присадки в зону наплавки устройство 2 для передачи ультразвуковых колебаний на плавящийся электрод электродную проволоку 3 мундштук наплавочной головки 4 токосъемник с направляющей трубкой 5. Позиция 6 - поверхность наплавляемой детали. 2 16225 1 2012.08.30 Способ получения легированного металлопокрытия мелкозернистой структуры осуществляется следующим образом на конце электродной проволоки 3, проходящей через токосъемник с направляющей трубкой 5, установленный в мундштуке наплавочной головки 4, происходит диспергирование электродной капли при помощи устройства 2 для передачи ультразвуковых колебаний на плавящийся электрод. Одновременно в хвостовую часть расплавленной ванны металла с помощью специального соплового устройства 1,минуя зону элекродуги, подается по винтовой траектории легирующая порошковая присадка, частицы которой совместно с диспергированными каплями электродного металла формируют структуру металлопокрытия. Такая подача присадочного материала обеспечивает удаление порошковой лигатуры от зоны действия электрической дуги и вхождение ее в расплав под углом к зеркалу ванны, что снижает сплавление частичек присадки и разбрызгивание металла. Кроме того, подача присадки в хвост ванны расплава значительно сокращает потери на окисление и испарение, улучшает, при наплавке плавящимся электродом в среде защитного газа, условия кристаллизации жидкого металла и уменьшает глубину проплавления основного металла 1. Введение порошковой присадки уменьшает долю участия основного металла в формировании металлопокрытия, приводит к изменению его структуры, устранению столбчатости и образованию измельченного равноосного зерна, а раздробленные капельки электродного металла с частичками порошка, являясь в ванне расплава металла центрами кристаллизации, передают полученную колебательную энергию расплаву, чем способствуют формированию в наплавленном слое мелкодисперсной и однородной структуры 4. Вместе с тем под воздействием ультразвуковых волн происходит упорядоченный и направленный каплеперенос, ультразвук повышает плотность и давление защитной газовой оболочки, делает ее сплошной, без завихрений, что повышает надежность защиты зоны наплавки и приводит к снижению разбрызгивания металла 2. Такой способ формирования легированного металлопокрытия позволяет, не разрывая защитной газовой оболочки, получать качественное легированное металлопокрытие с образованием мелкозернистой однородной структуры. Полученная заявляемым способом структура металлопокрытия характеризуется отсутствием металлургических дефектов,плотной мелкозернистой структурой, что повышает физико-механические и эксплуатационные свойства металлопокрытия 4. Способ обладает простотой как в техническом обеспечении, так и в реализации его на производстве. Источники информации 1. Дорожкин Н.Н. Дуговая газопорошковая наплавка. - Минск Беларусь, 1989. - С. 90. 2. А.с. СССР 1804980, 1993. 3. Патент РБ 3170 , 2006. 4. Кудина А.В. Технология формирования износо-коррозионно-стойких композиционных металлопокрытий электродуговой наплавкой с применением ультразвука. БНТУ. Минск, 2009. - С. 23. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 9/04
Метки: мелкозернистого, способ, нанесения, поверхность, детали, легированного, металлопокрытия
Код ссылки
<a href="https://by.patents.su/3-16225-sposob-naneseniya-na-poverhnost-detali-legirovannogo-melkozernistogo-metallopokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения на поверхность детали легированного мелкозернистого металлопокрытия</a>
Способ нанесения металлических покрытий на детали машин
Номер патента: 6720
Опубликовано: 30.12.2004
Авторы: Широкий Игорь Владимирович, Кашицин Леонид Павлович, Гафо Юрий Натанович, Сосновский Алексей Валерьевич
МПК: C23C 26/02
Метки: нанесения, покрытий, детали, металлических, способ, машин
Текст:
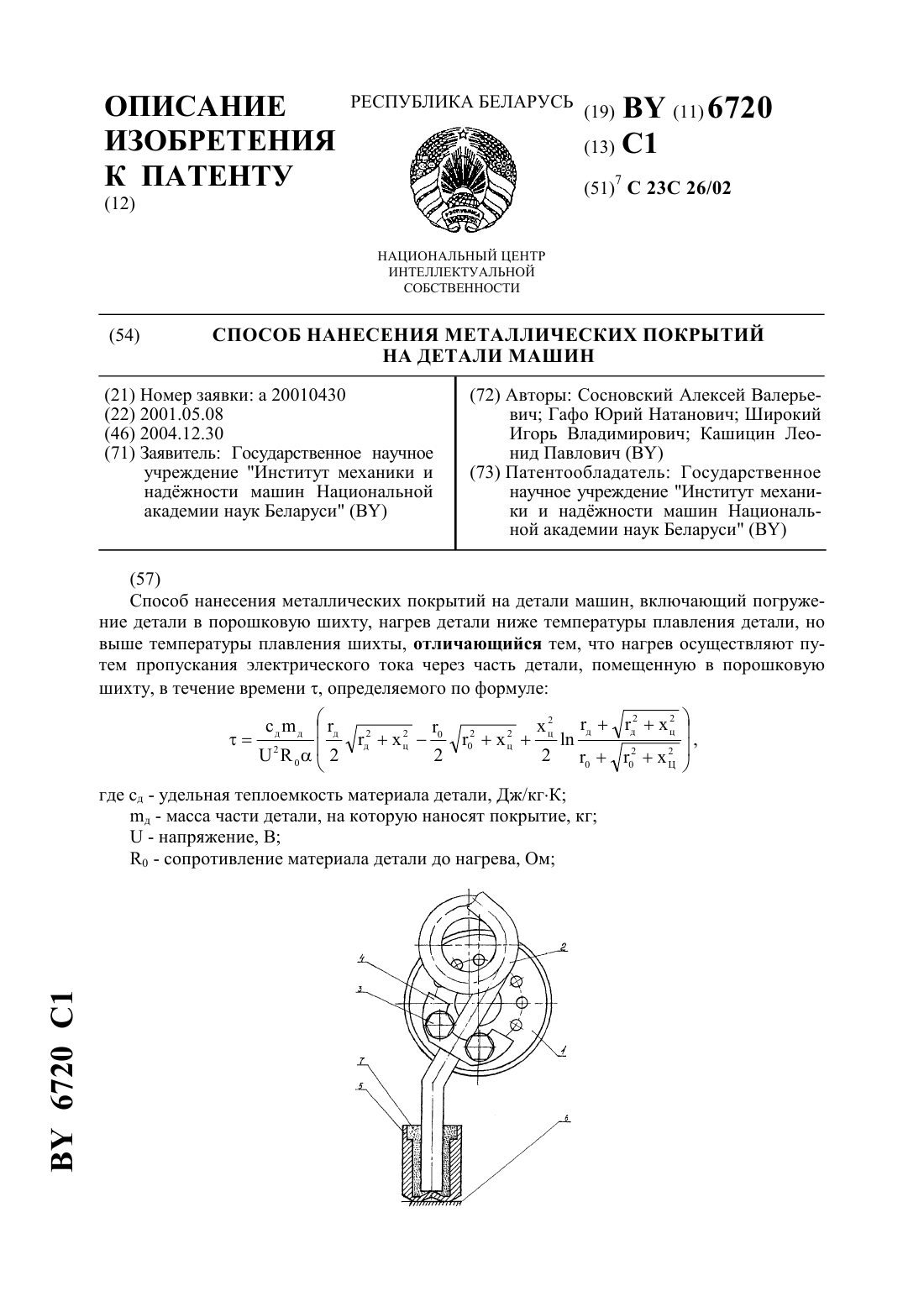
...детали, К Так как в процессе наплавки ненаплавляемая часть детали остается практически холодной, то исключается протекание в ней структурных изменений приводящих к короблению, снижению твердости, прочности и, в целом, к снижению работоспособности, а в некоторых случаях и к отбраковке детали. В то же время, подвод электроэнергии к детали,находящейся непосредственно в порошкообразной шихте, позволяет нагревать деталь до тех пор, пока не будет...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Ласковнев Александр Петрович, Кадников Сергей Аркадьевич
МПК: F16C 33/04
Метки: покрытия, полого, изделия, способ, многослойного, поверхность, нанесения, внутреннюю
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Способ нанесения покрытия на цилиндрические детали
Номер патента: 4466
Опубликовано: 30.06.2002
Авторы: Ивашко Виктор Сергеевич, Буйкус Кястас Вито
МПК: C23C 4/00
Метки: детали, нанесения, цилиндрические, покрытия, способ
Текст:
...техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
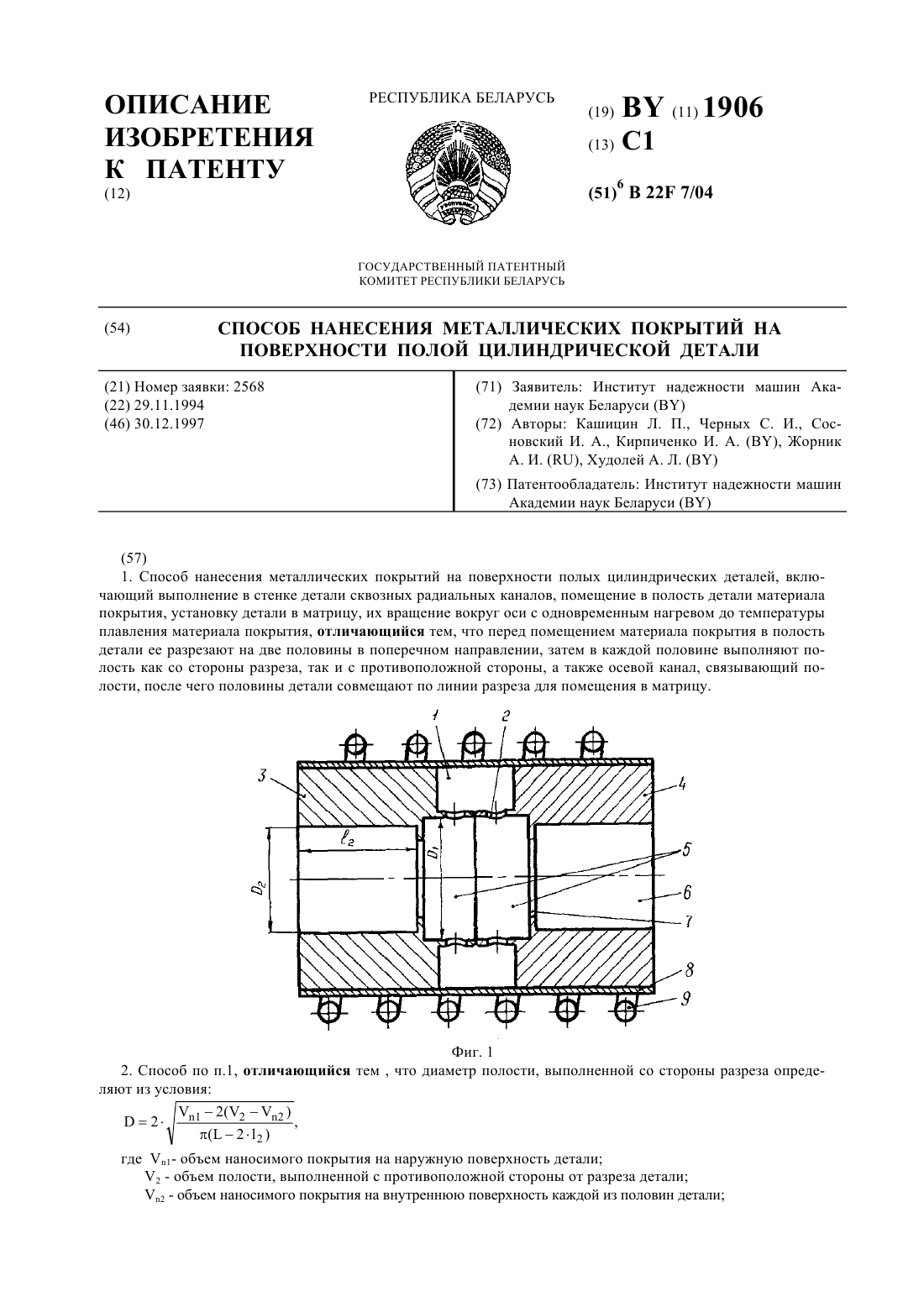
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна, Кашицин Леонид Павлович, Сосновский Игорь Александрович, Черных Сергей Иванович, Жорник Александр Иванович
МПК: B22F 7/04
Метки: покрытий, нанесения, детали, металлических, полой, поверхности, цилиндрической, способ
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения металлических покрытий на детали машин
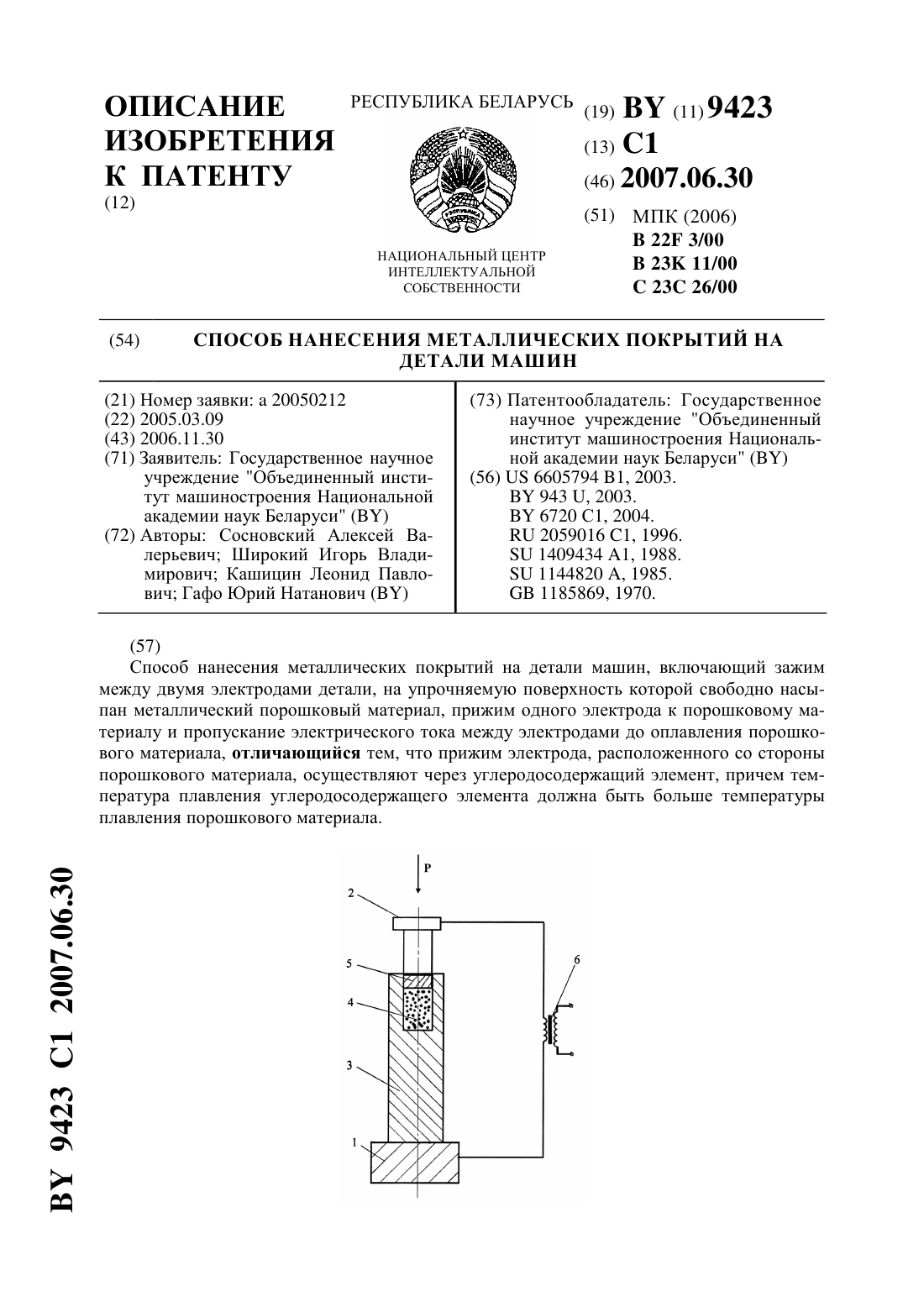
Номер патента: 9423
Опубликовано: 30.06.2007
Авторы: Гафо Юрий Натанович, Кашицин Леонид Павлович, Широкий Игорь Владимирович, Сосновский Алексей Валерьевич
МПК: B22F 3/00, B23K 11/00, C23C 26/00...
Метки: способ, металлических, покрытий, нанесения, машин, детали
Текст:
...В процессе оплавления порошкового материала происходит контакт расплава с углеродосодержащим элементом. Благодаря высокой температуре и давлению происходит диффузия углерода из углеродосодержащего элемента в расплав. После затвердевания расплава углеродосодержащий элемент удаляется путем механической обработки. При этом на поверхности детали остается покрытие, имеющее науглероженный слой. В качестве оборудования для наплавки можно...
Предыдущий патент: Устройство для электролитно-плазменной обработки токопроводящего изделия
Следующий патент: Смеситель сыпучих материалов
Случайный патент: Запорный клапан