Способ нанесения металлических покрытий на детали машин
Номер патента: 6720
Опубликовано: 30.12.2004
Авторы: Сосновский Алексей Валерьевич, Кашицин Леонид Павлович, Гафо Юрий Натанович, Широкий Игорь Владимирович


Текст
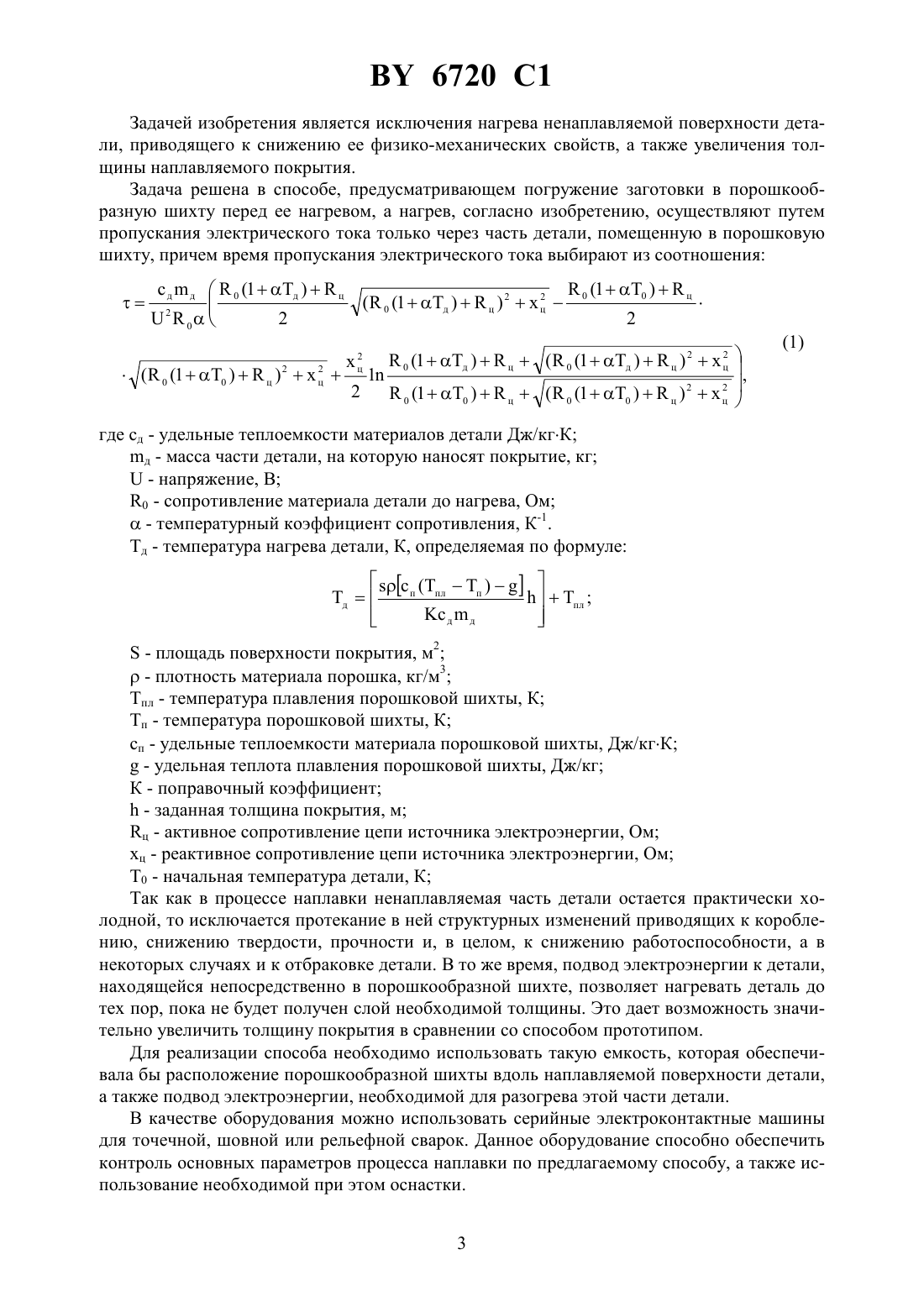
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ДЕТАЛИ МАШИН(71) Заявитель Государственное научное учреждение Институт механики и наджности машин Национальной академии наук Беларуси(72) Авторы Сосновский Алексей Валерьевич Гафо Юрий Натанович Широкий Игорь Владимирович Кашицин Леонид Павлович(73) Патентообладатель Государственное научное учреждение Институт механики и наджности машин Национальной академии наук Беларуси(57) Способ нанесения металлических покрытий на детали машин, включающий погружение детали в порошковую шихту, нагрев детали ниже температуры плавления детали, но выше температуры плавления шихты, отличающийся тем, что нагрев осуществляют путем пропускания электрического тока через часть детали, помещенную в порошковую шихту, в течение времени , определяемого по формуле где сд - удельная теплоемкость материала детали, Дж/кгК д - масса части детали, на которую наносят покрытие, кг- напряжение, В 0 - сопротивление материала детали до нагрева, Ом 6720 1- температурный коэффициент сопротивления, К-1 д - сопротивление детали и электрической цепи нагревательной установки при температуре детали, равной Тд, Ом, определяемое по формуле д 0(1 д)ц д - температура нагрева детали, К, определяемая по формулеп (плп )дплдд- площадь поверхности покрытия, м 2- плотность материала порошка, кг/м 2 пл - температура плавления порошковой шихты, К п - температура порошковой шихты, К п - удельная теплоемкость материала порошковой шихты, Дж/кгК- удельная теплота плавления порошковой шихты, Дж/кг- поправочный коэффициент- заданная толщина покрытия, м ц - активное сопротивление цепи источника электроэнергии, Ом ц - реактивное сопротивление цепи источника электроэнергии, Ом 0 - сопротивление детали и электрической цепи нагревательной установки в начальный момент времени, Ом, определяемое по формуле 00(10)ц 0 - начальная температура детали, К.(56)1803472 1, 1993.2042738 1, 1995. Изобретение относится к области технологии машиностроения и может применяться для упрочнения и восстановления деталей машин. Известен способ нанесения металлических покрытий на поверхности деталей путем погружения детали, нагретой токами высокой частоты в керамическую форму-тигель,наполненную расплавленным присадочным материалом (Ткачев В, Фиштейн В, Казинцев Н.В., Алдырев Д.А. Индукционная наплавка твердых сплавов. - . Машиностроение, 1970. - С. 13). Однако покрытия, получаемые данным способом, имеют недостаточно высокие физикомеханические свойства, что связано с ростом зерна, коагуляцией упрочняющей фазы, выгоранием легирующих элементов. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ нанесения металлических покрытий на поверхности деталей путем погружения разогретой заготовки в емкость с присадочным материалом, причем заготовку перед погружением в емкость нагревают до температуры ниже температуры плавления детали,но превышающей температуру плавления шихты (А.с. СССР 1803472, МПК 5 С 23 С 26/02,22 7/04, 1993). Данный способ позволяет сохранить наследственные свойства присадочного материала и получить покрытия заданной толщины. Однако он не позволяет исключить нагрев не наплавляемой поверхности детали, что приводит к снижению ее физико-механических свойств, а также у него ограничена толщина наплавляемого покрытия. 2 6720 1 Задачей изобретения является исключения нагрева ненаплавляемой поверхности детали, приводящего к снижению ее физико-механических свойств, а также увеличения толщины наплавляемого покрытия. Задача решена в способе, предусматривающем погружение заготовки в порошкообразную шихту перед ее нагревом, а нагрев, согласно изобретению, осуществляют путем пропускания электрического тока только через часть детали, помещенную в порошковую шихту, причем время пропускания электрического тока выбирают из соотношения где сд - удельные теплоемкости материалов детали Дж/кгК д - масса части детали, на которую наносят покрытие, кг- напряжение, В 0 - сопротивление материала детали до нагрева, Ом- температурный коэффициент сопротивления, К-1. Тд - температура нагрева детали, К, определяемая по формулеп (плп )дплдд- площадь поверхности покрытия, м 2- плотность материала порошка, кг/м 3 Тпл - температура плавления порошковой шихты, К п - температура порошковой шихты, К сп - удельные теплоемкости материала порошковой шихты, Дж/кгК- удельная теплота плавления порошковой шихты, Дж/кг К - поправочный коэффициент- заданная толщина покрытия, м ц - активное сопротивление цепи источника электроэнергии, Ом хц - реактивное сопротивление цепи источника электроэнергии, Ом 0 - начальная температура детали, К Так как в процессе наплавки ненаплавляемая часть детали остается практически холодной, то исключается протекание в ней структурных изменений приводящих к короблению, снижению твердости, прочности и, в целом, к снижению работоспособности, а в некоторых случаях и к отбраковке детали. В то же время, подвод электроэнергии к детали,находящейся непосредственно в порошкообразной шихте, позволяет нагревать деталь до тех пор, пока не будет получен слой необходимой толщины. Это дает возможность значительно увеличить толщину покрытия в сравнении со способом прототипом. Для реализации способа необходимо использовать такую емкость, которая обеспечивала бы расположение порошкообразной шихты вдоль наплавляемой поверхности детали,а также подвод электроэнергии, необходимой для разогрева этой части детали. В качестве оборудования можно использовать серийные электроконтактные машины для точечной, шовной или рельефной сварок. Данное оборудование способно обеспечить контроль основных параметров процесса наплавки по предлагаемому способу, а также использование необходимой при этом оснастки. 3 6720 1 Так как нагрев детали осуществляется за счет пропускания через нее электрического тока, то время, за которое деталь нагревается, определяем с помощью уравнения ДжоуляЛенца, преобразовав его с учетом того, что электрическое сопротивление материала детали изменяется с увеличением температуры Температура, до которой нагревается материал детали, должна быть выше температуры плавления материала порошковой шихты, но ниже температуры плавления материала детали. Температура нагрева детали определяется в зависимости от толщины покрытия,которое нужно получить, а также от физических свойств порошкообразной шихты применяемой для наплавки и наплавляемой деталип (плп )пл . ддд На чертеже представлена схема реализации способа. К верхнему электроду 1 крепится деталь 2 с помощью болтов 3 и хомута 4. В емкость 5,находящейся на нижнем электроде 6, засыпана порошкообразная шихта 7. Способ осуществляется следующим образом. На нижний электрод 6 устанавливают емкость 5, в которую опускают деталь 2 таким образом, чтобы ее нижний конец касался дна емкости 5. Затем деталь 2 прикрепляют к верхнему электроду 1 с помощью болтов 3 и хомута 4, и в емкость 5 засыпают присадочный материал 7 в виде порошкообразной шихты. После этого через деталь пропускают импульсный ток в течение времени, выбираемом по формуле (1) и наплавляемую часть детали 2, находящуюся между электродами, разогревают до температуры выше температуры плавления порошкообразной шихты 7, но ниже температуры плавления материала детали 2. При этом частицы порошка 7, находящиеся вблизи поверхности детали 2, погруженной в емкость 5, оплавляются, образуя на ней слой присадочного материала заданной толщины. После этого ток отключают, поднимают верхний электрод 1 и деталь 2 со слоем присадочного материала на поверхности, вынимают из емкости 5 с порошком 7, охлаждают до кристаллизации расплавленного слоя и, в случае необходимости, подвергают термической обработке для улучшения структуры основного металла и покрытия. Пример. Реализацию способа осуществляли на шовной машине МШ-100 для упрочнения зуба МРП землеобрабатывающего агрегата -3,0, разработанного в ГП БелНИИМСХ. В качестве присадочного материала использовали порошкообразную шихту, состоящую из следующих порошков 1. На основе железа - ПР-Х 4 Г 2 Р 4 С 2 Ф, ТУ-14-22-14-86, температура плавления 1413(70 ) 2. На основе никеля - ПГ-СР 4 М, ГОСТ 21448-75, температура плавления 1323 6720 1 Перед наплавкой деталь подвергают дробеструйной обработке для очистки поверхности от окислов. Емкость для порошкообразной шихты, в которую погружалась наплавляемая часть зуба, была выполнена из меди в виде стакана. Приспособление для крепления зуба к верхнему электроду также было изготовлено из меди. Использование меди в качестве материала для изготовления оснастки необходимо для того, чтобы обеспечить необходимую электропроводность, а также исключить приваривание оснастки к детали. В процессе наплавки деталь нагревалась до температуры 1538 К, которая необходима для получения покрытия толщиной 3 мм. Наплавку зуба производили по поверхности длиной 100 мм от торца. Время, за которое деталь нагревается путем пропускания электрического тока до требуемой температуры определяется по формуле (1). Исходные данные для расчета по выражению (1) Т 0293 К 6,310-3 м 2 д 0,5 кг сд 4,6102 Дж/кгК сп 4,5103 Дж/кгК 1,32,7105 Дж/кг 7800 кг/м 3610-3 К-1 05,110-3 Ом ц 5,610-7 Ом хц 2,910-8 Ом 5,56 . Вышеприведенные данные подставляем в формулу (1) и находим значение времени,35 с. Так как зуб МРП представляет собой пружину, то его нельзя разогревать полностью, в связи с тем, что после нагрева пружина потеряет свою работоспособность. Таким образом, заявленный способ по сравнению с прототипом позволяет исключить нагрев ненаплавляемой поверхности детали, приводящего к снижению ее физикомеханических свойств, а так же значительно увеличить толщину наплавляемого покрытия. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 26/02
Метки: нанесения, покрытий, способ, металлических, детали, машин
Код ссылки
<a href="https://by.patents.su/5-6720-sposob-naneseniya-metallicheskih-pokrytijj-na-detali-mashin.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения металлических покрытий на детали машин</a>
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Кашицин Леонид Павлович, Сосновский Игорь Александрович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна, Черных Сергей Иванович, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: покрытий, детали, металлических, цилиндрической, поверхности, способ, нанесения, полой
Текст:
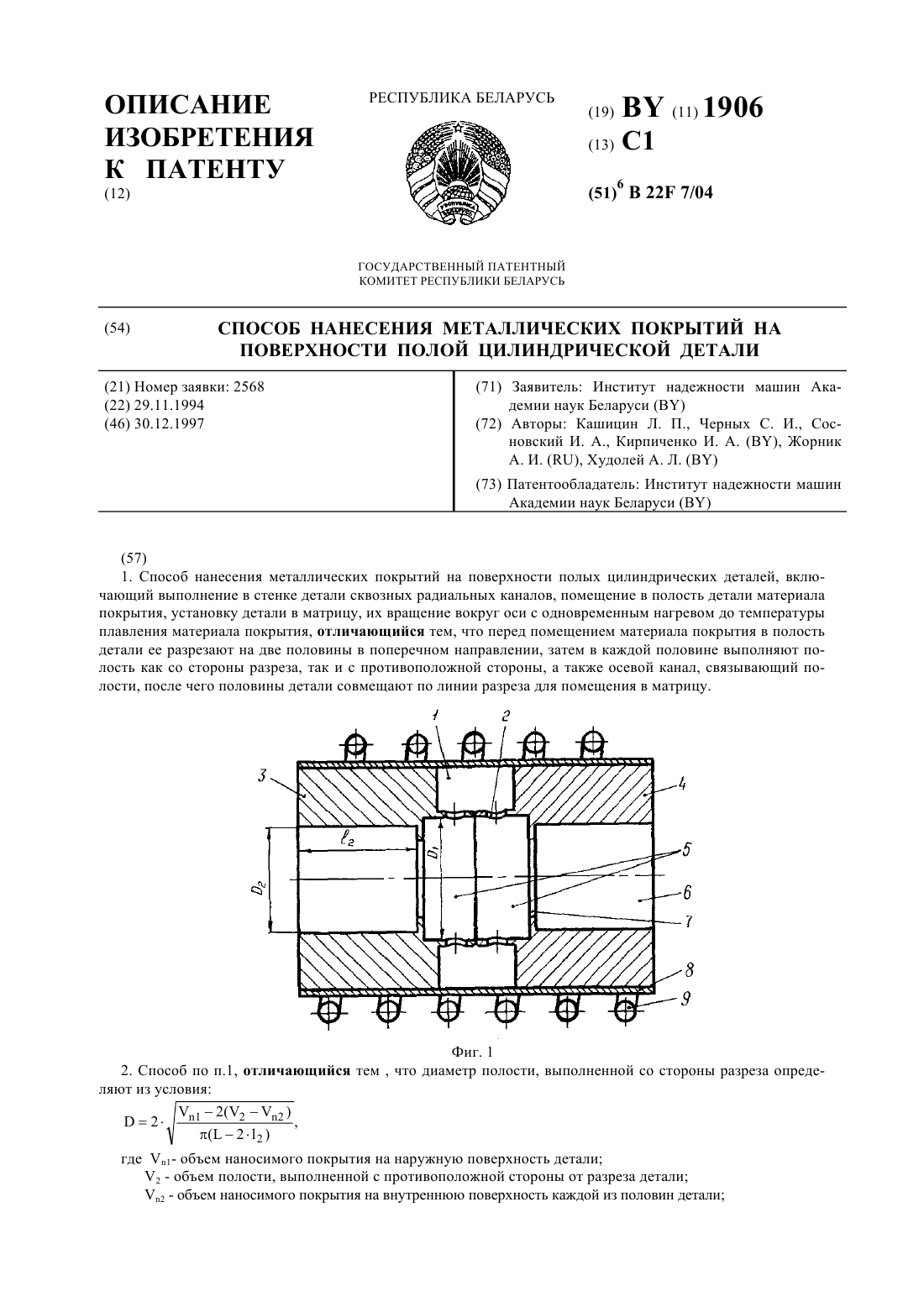
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: покрытий, нанесения, цилиндрические, способ, детали
Текст:
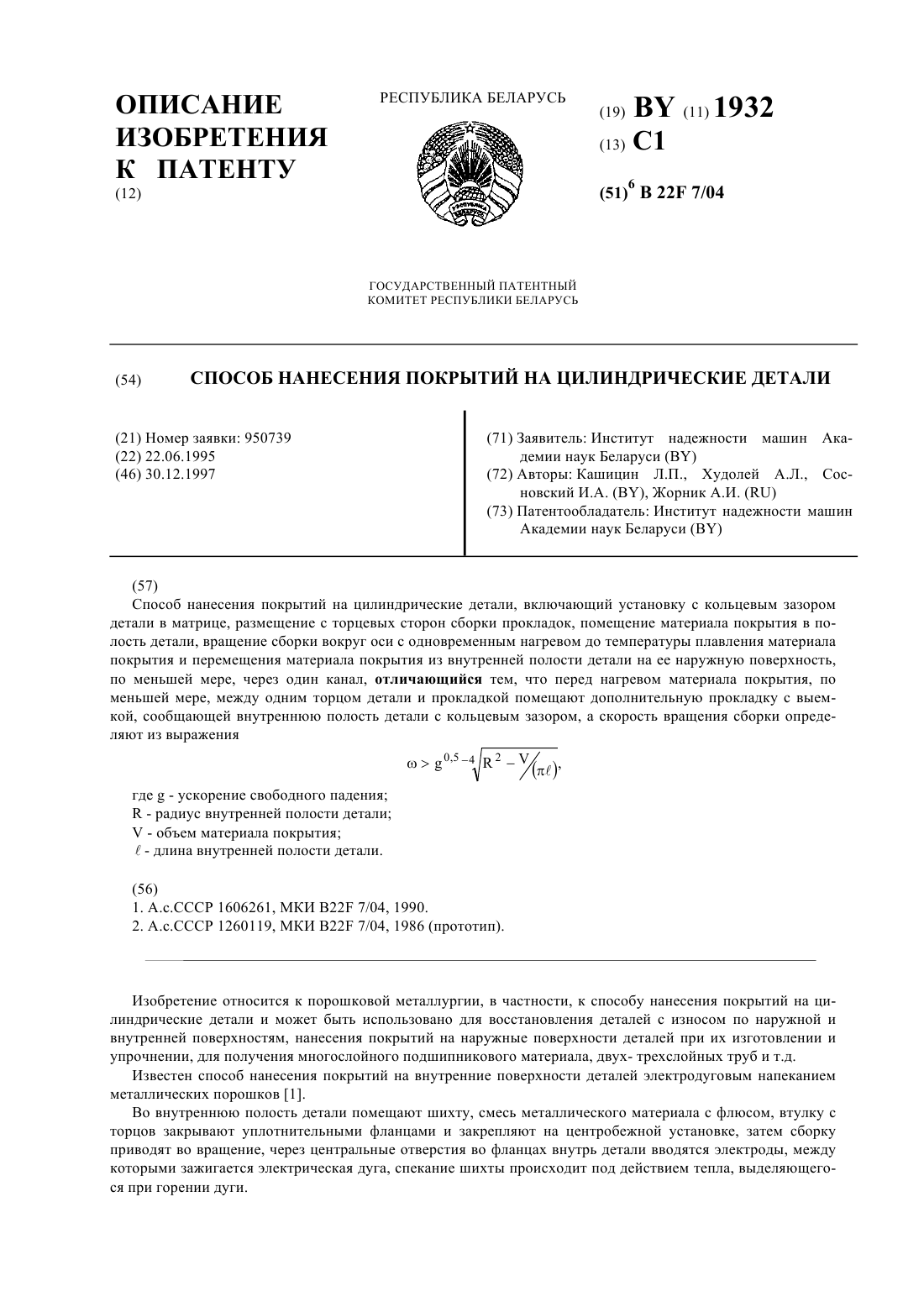
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кирпиченко Инесса Анатольевна, Худолей Андрей Леонидович, Жорник Александр Иванович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: внутренние, металлических, поверхности, варианты, цилиндрических, покрытий, способ, деталей, нанесения, его, порошков
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Кашицин Леонид Павлович, Жорник Александр Иванович, Сосновский Игорь Александрович, Худолей Андрей Леонидович
МПК: B22F 7/04, B22D 19/08
Метки: деталей, нанесения, способ, наружные, металлических, поверхности, покрытий, полых
Текст:
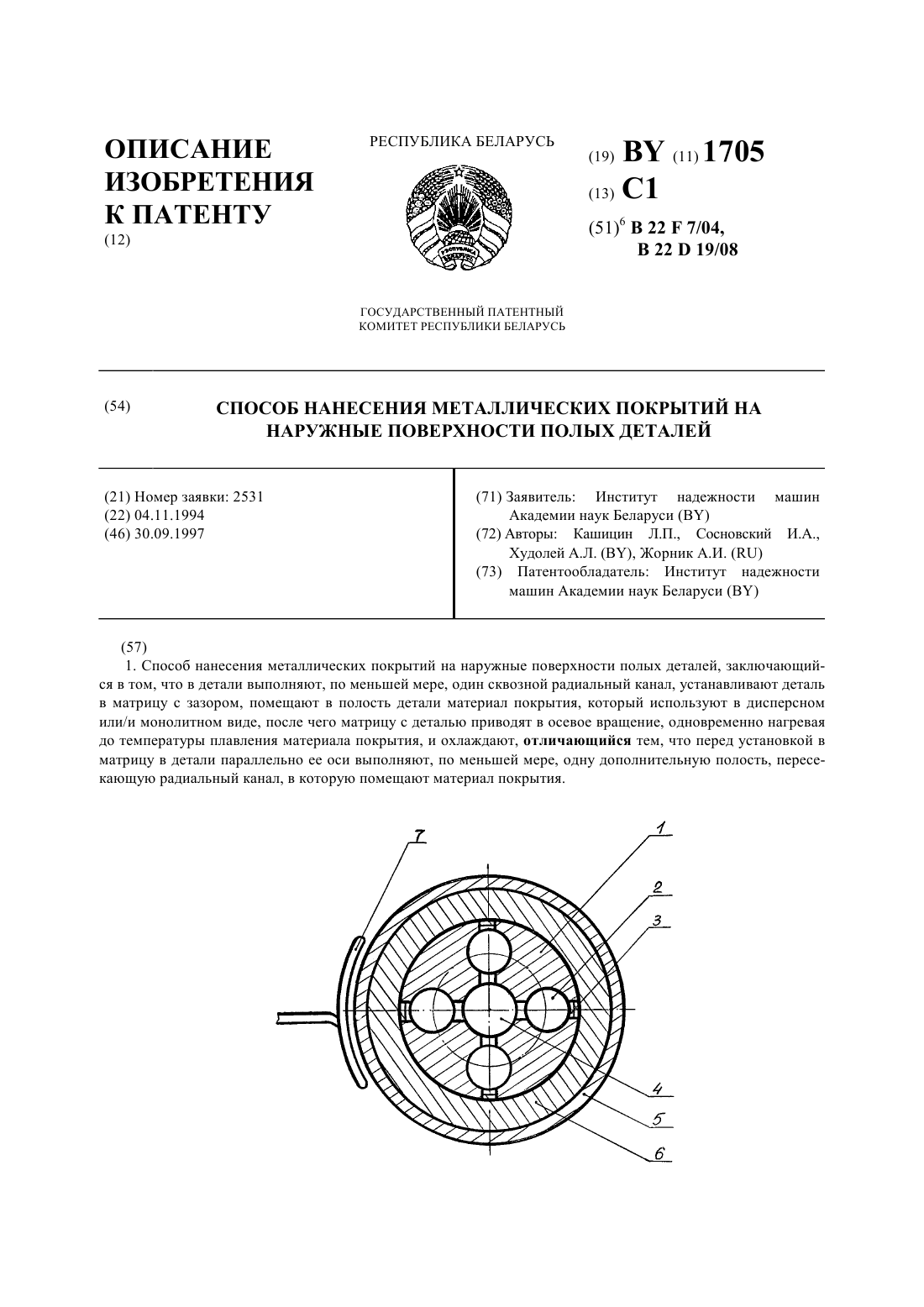
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ нанесения металлических покрытий ферромагнитными порошками в магнитном поле импульсами разрядного тока
Номер патента: 6499
Опубликовано: 30.09.2004
Авторы: Ракомсин Александр Петрович, Тризно Владимир Владимирович, Кожуро Лев Михайлович, Сергеев Леонид Ефимович, Гальго Валерий Иванович, Хилько Дмитрий Николаевич, Сидоренко Михаил Иванович, Реляво Александр Евгеньевич
Метки: покрытий, порошками, разрядного, поле, способ, ферромагнитными, нанесения, магнитном, тока, металлических, импульсами
Текст:
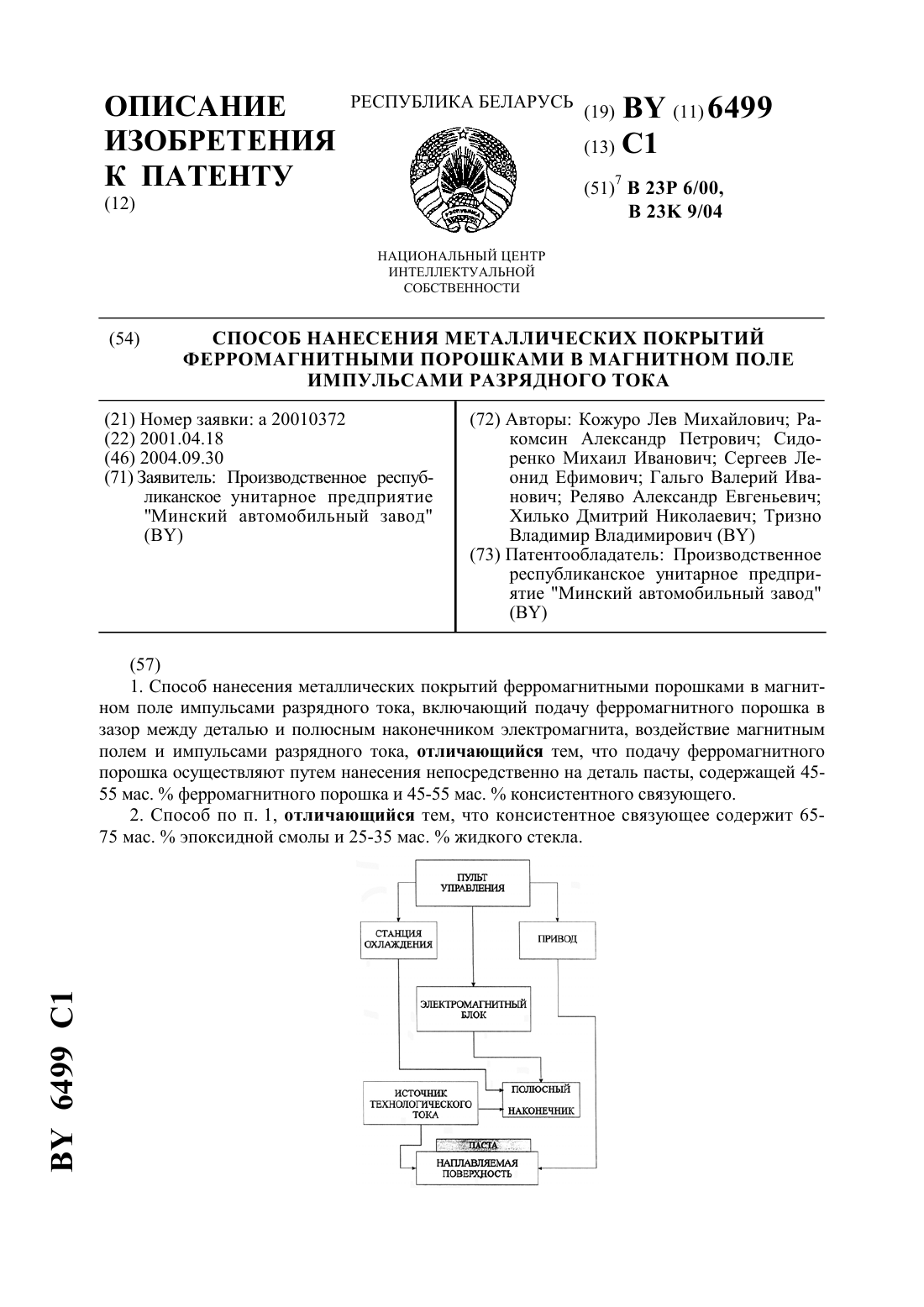
...порошками в магнитном поле импульсами разрядного тока, включающем подачу ферромагнитного порошка в зазор между деталью и полюсным наконечником электромагнита, воздействие магнитным полем и импульсами разрядного тока, подачу ферромагнитного порошка осуществляют путем нанесения непосредственно на деталь пасты, содержащей 45-55 мас.ферромагнитного порошка и 45-55 мас.консистентного связующего. Консистентное связующее берут в соотношении 65-75...
Предыдущий патент: Смазочная композиция
Следующий патент: Устройство многоручьевой прокатки сортового проката
Случайный патент: Устройство для умножения N чисел в унитарных кодах по модулю три