Способ получения изделий из порошковых материалов
Номер патента: 14003
Опубликовано: 28.02.2011
Текст
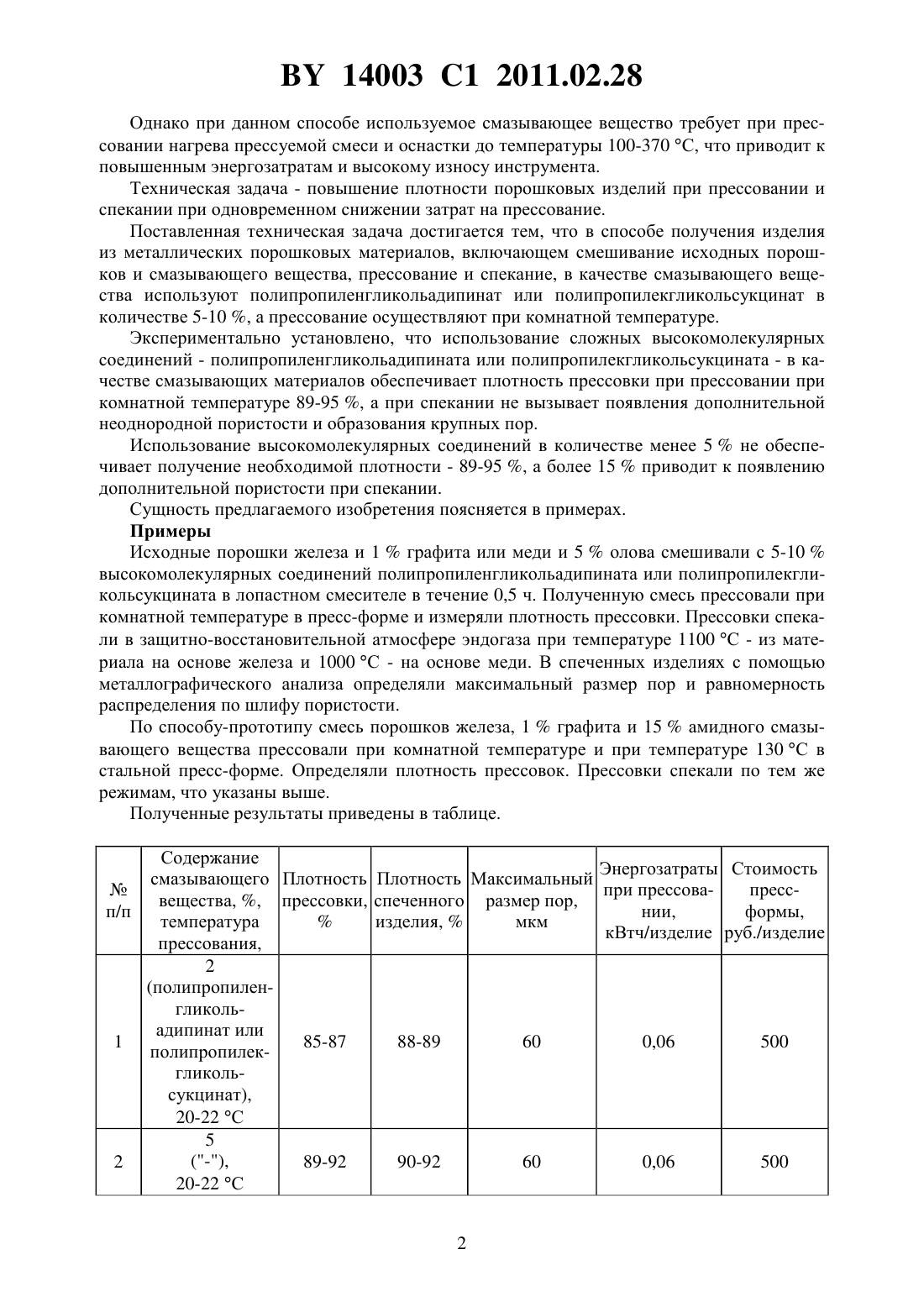
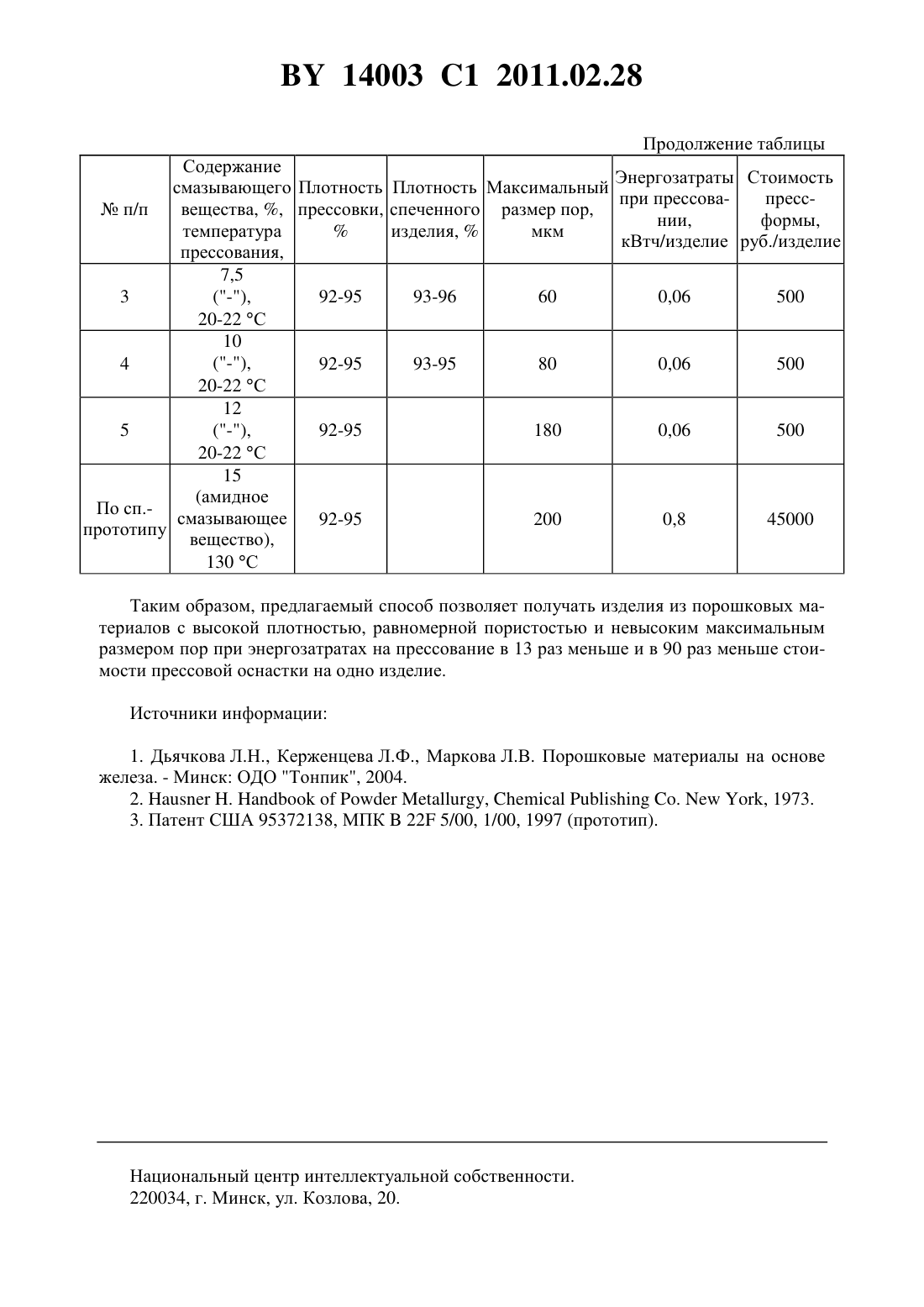
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Дьячкова Лариса Николаевна Лецко Ирина Николаевна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения изделия из металлических порошковых материалов, включающий смешивание исходных порошков и смазывающего вещества, прессование и спекание, отличающийся тем, что в качестве смазывающего вещества используют полипропиленгликольадипинат или полипропилекгликольсукцинат в количестве 5-10 , а прессование осуществляют при комнатной температуре. Изобретение относится к области порошковой металлургии, в частности к способам изготовления порошковых материалов на основе железа или меди. Известны способы получения изделий из порошковых материалов на основе железа или меди, включающие смешивание исходных порошков составляющих материала и смазывающего вещества в виде стеарата цинка (кальция, алюминия, магния, свинца, лития),прессование при комнатной температуре и спекание 1. Однако применение такого связующего не позволяет получить плотность прессовки выше 85 , кроме того, приводит к образованию неоднородной по размеру и величине пористости после спекания вследствие плохого его распределения при смешивании из-за различия в плотности с основными компонентами. Известно также применение в качестве смазывающего вещества олеиновой, бензоловой или капроновой кислоты 2. Однако введение этих смазывающих веществ также не позволяет получить плотность прессовки выше 75-80 , кроме того, требует предварительного спекания спрессованных изделий для их удаления. В качестве прототипа выбран способ получения порошковых материалов, включающий смешивание порошков исходных компонентов и амидного смазывающего вещества в количестве 15 , которое является продуктом взаимодействия 10-30 дикарбоновой кислоты, 10-30 монокарбоновой кислоты и 40-80 диамина, прессование при температуре 100-370 С и спекание 3. 14003 1 2011.02.28 Однако при данном способе используемое смазывающее вещество требует при прессовании нагрева прессуемой смеси и оснастки до температуры 100-370 С, что приводит к повышенным энергозатратам и высокому износу инструмента. Техническая задача - повышение плотности порошковых изделий при прессовании и спекании при одновременном снижении затрат на прессование. Поставленная техническая задача достигается тем, что в способе получения изделия из металлических порошковых материалов, включающем смешивание исходных порошков и смазывающего вещества, прессование и спекание, в качестве смазывающего вещества используют полипропиленгликольадипинат или полипропилекгликольсукцинат в количестве 5-10 , а прессование осуществляют при комнатной температуре. Экспериментально установлено, что использование сложных высокомолекулярных соединений - полипропиленгликольадипината или полипропилекгликольсукцината - в качестве смазывающих материалов обеспечивает плотность прессовки при прессовании при комнатной температуре 89-95 , а при спекании не вызывает появления дополнительной неоднородной пористости и образования крупных пор. Использование высокомолекулярных соединений в количестве менее 5 не обеспечивает получение необходимой плотности - 89-95 , а более 15 приводит к появлению дополнительной пористости при спекании. Сущность предлагаемого изобретения поясняется в примерах. Примеры Исходные порошки железа и 1 графита или меди и 5 олова смешивали с 5-10 высокомолекулярных соединений полипропиленгликольадипината или полипропилекгликольсукцината в лопастном смесителе в течение 0,5 ч. Полученную смесь прессовали при комнатной температуре в пресс-форме и измеряли плотность прессовки. Прессовки спекали в защитно-восстановительной атмосфере эндогаза при температуре 1100 С - из материала на основе железа и 1000 С - на основе меди. В спеченных изделиях с помощью металлографического анализа определяли максимальный размер пор и равномерность распределения по шлифу пористости. По способу-прототипу смесь порошков железа, 1 графита и 15 амидного смазывающего вещества прессовали при комнатной температуре и при температуре 130 С в стальной пресс-форме. Определяли плотность прессовок. Прессовки спекали по тем же режимам, что указаны выше. Полученные результаты приведены в таблице. Содержание Энергозатраты Стоимость смазывающего Плотность Плотность Максимальный 14003 1 2011.02.28 Продолжение таблицы Содержание Энергозатраты Стоимость смазывающего Плотность Плотность Максимальный при прессовапресс п/п вещества, , прессовки, спеченного размер пор,нии,формы,температура(амидное По сп.смазывающее 92-95 200 0,8 45000 прототипу вещество),130 С Таким образом, предлагаемый способ позволяет получать изделия из порошковых материалов с высокой плотностью, равномерной пористостью и невысоким максимальным размером пор при энергозатратах на прессование в 13 раз меньше и в 90 раз меньше стоимости прессовой оснастки на одно изделие. Источники информации 1. Дьячкова Л.Н., Керженцева Л.Ф., Маркова Л.В. Порошковые материалы на основе железа. - Минск ОДО Тонпик, 2004. 2..,., 1973. 3. Патент США 95372138, МПК 22 5/00, 1/00, 1997 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/12
Метки: способ, порошковых, изделий, получения, материалов
Код ссылки
<a href="https://by.patents.su/3-14003-sposob-polucheniya-izdelijj-iz-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ получения изделий из порошковых материалов</a>
Способ изготовления изделий из порошковых материалов, содержащих вольфрам и медь
Номер патента: 8373
Опубликовано: 30.08.2006
Авторы: Горохов Валерий Михайлович, Ефимов Дмитрий Анатольевич, Тарусов Игорь Николаевич
МПК: C22C 9/00, C22C 27/04, B22F 3/26...
Метки: изготовления, материалов, порошковых, вольфрам, медь, изделий, способ, содержащих
Текст:
...распределения парафина, вольфрама и меди в шихте определяли методом отбора проб для химического анализа и визуально. Прессовки отжигали в защитной атмосфере диссоциированного аммиака и пропитывали в вакууме. В примерах 3, 4 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) парафина с медью и вольфрамом при приготовлении смеси. Здесь количество введенного парафина в любом участке смеси (2-4 ) соответствует количеству...
Способ лазерного спекания изделий из сферических порошковых материалов
Номер патента: 8336
Опубликовано: 30.08.2006
Автор: Чивель Юрий Александрович
МПК: B22F 3/105, B23K 26/00
Метки: лазерного, материалов, спекания, способ, порошковых, сферических, изделий
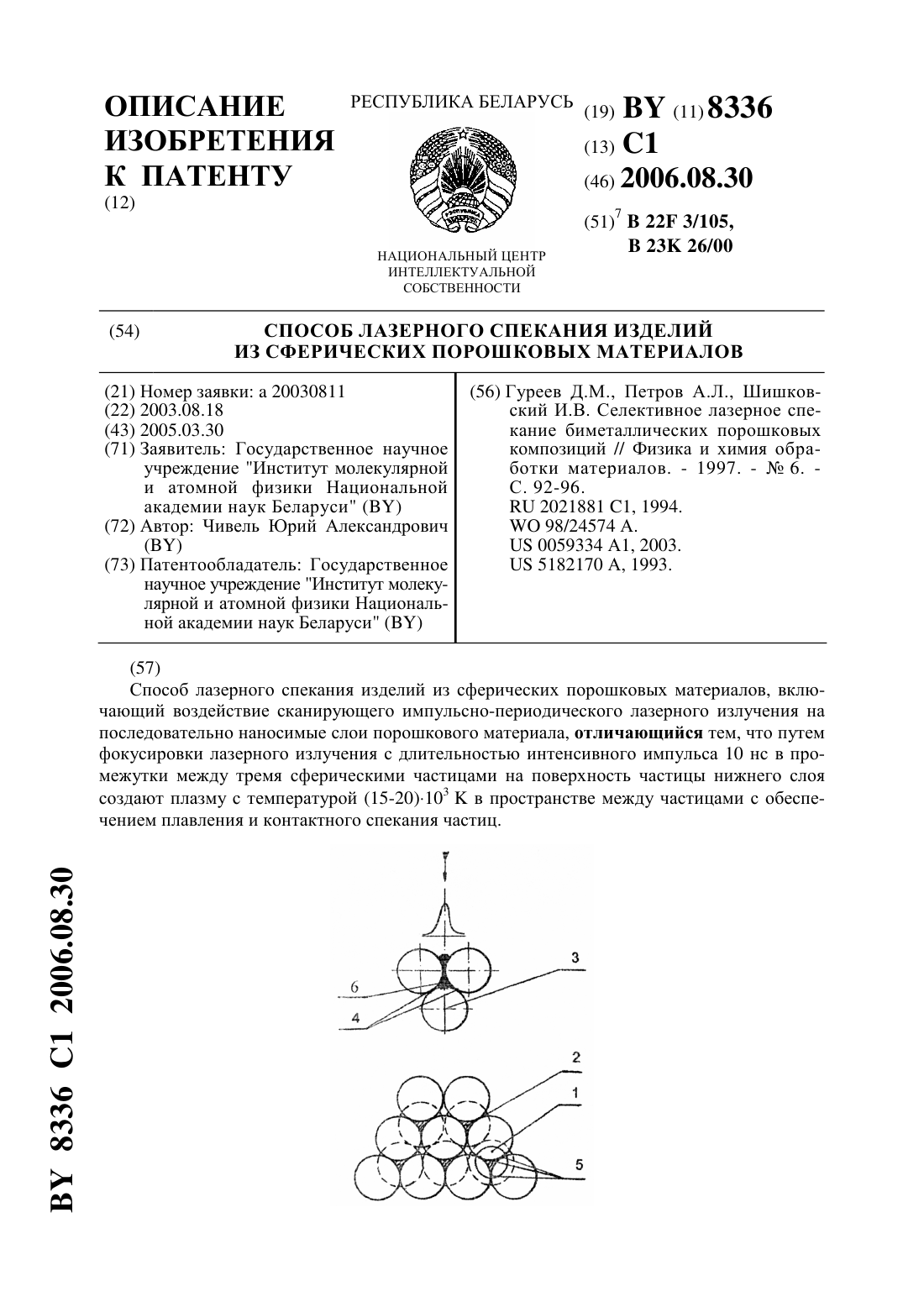
Текст:
...частиц. Задачей заявляемого изобретения является создание способа спекания изделий из порошковых материалов с помощью лазерного излучения, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного...
Способ получения изделий из порошковых среднелегированных сталей
Номер патента: 8552
Опубликовано: 30.10.2006
Авторы: Севастьянов Евгений Степанович, Янкевич Николай Григорьевич, Ильющенко Александр Федорович, Киреев Петр Николаевич
МПК: B22F 3/16
Метки: способ, сталей, изделий, получения, среднелегированных, порошковых
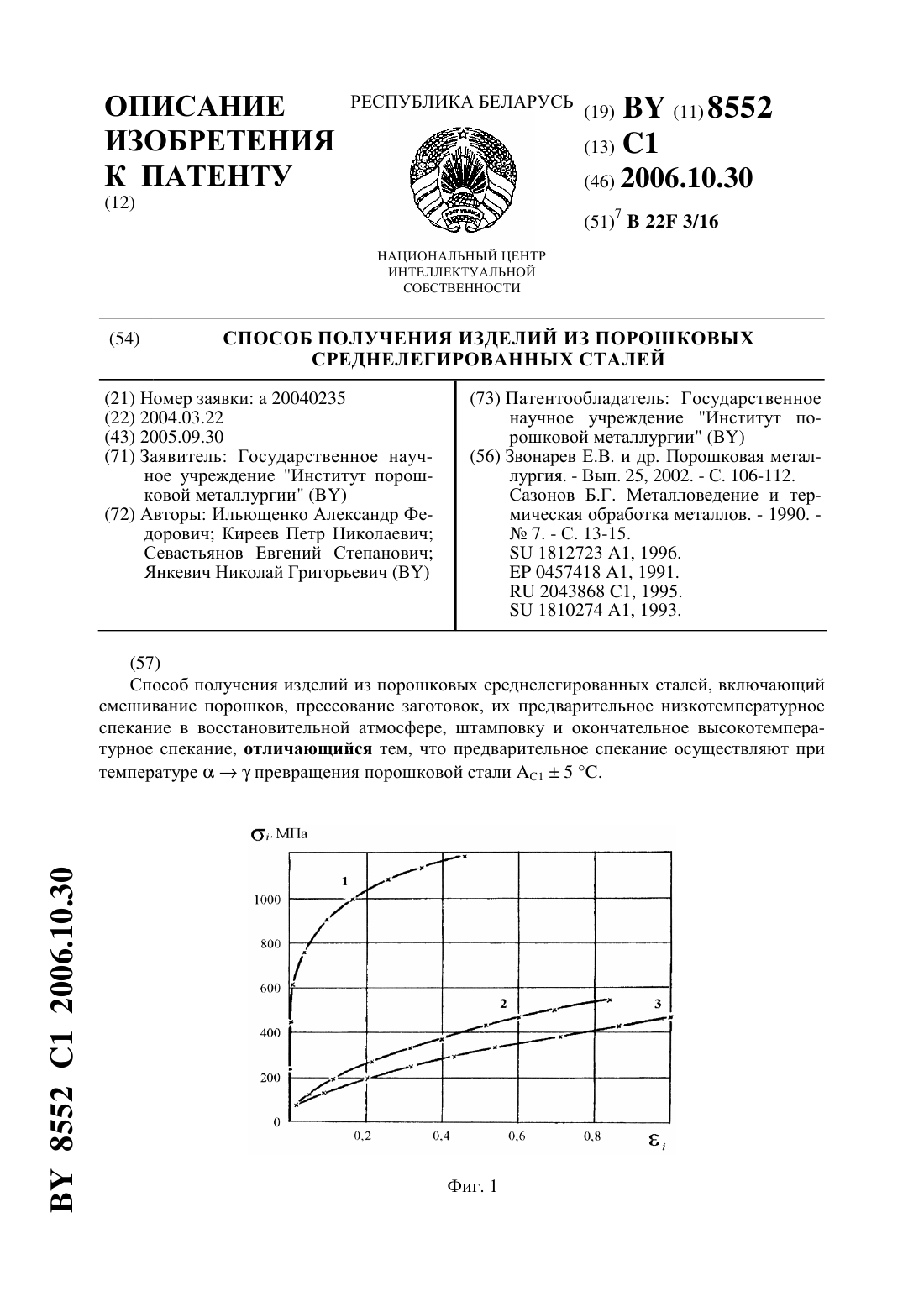
Текст:
...а также в жестком и малопластичном приповерхностном слое частиц, имеющем пластинчатое строение. Образование трещин на боковой поверхности образцов в процессе испытаний на сжатие имеет место при степенях деформации 0,45-0,5. Если первое спекание имеет место при температуре Ас 15(фиг. 2), порошковая сталь имеет структуру -железа. Растворимость углерода в -железе чрезвычайно низкая,а диффузионная подвижность атомов , наоборот, очень высокая....
Способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки
Номер патента: 5816
Опубликовано: 30.12.2003
Авторы: Волчек Анатолий Яковлевич, Дьячкова Лариса Николаевна, Рудьков Сергей Николаевич
МПК: B22F 3/26
Метки: массивных, пропитки, порошковых, способ, получения, деталей, методом, высокоплотных, сталей
Текст:
...дополнительное время на прогрев. Задача, которую решает предлагаемое изобретение, заключается в обеспечении равномерного прогрева массивных деталей до достижения температуры плавления медного сплава и получении прочной прессовки из медного сплава, удобной для транспортировки. Поставленная задача достигается тем, что способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки включает прессование и спекание заготовок...
Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации
Номер патента: 8169
Опубликовано: 30.06.2006
Авторы: Белявин Климентий Евгеньевич, Павленко Валерий Константинович, Чивель Юрий Александрович, Медведев Сергей Викторович
МПК: B23K 26/34, B23K 26/06, B22F 3/105...
Метки: лазерного, изделий, способ, устройство, сферических, материалов, спекания, порошковых, реализации
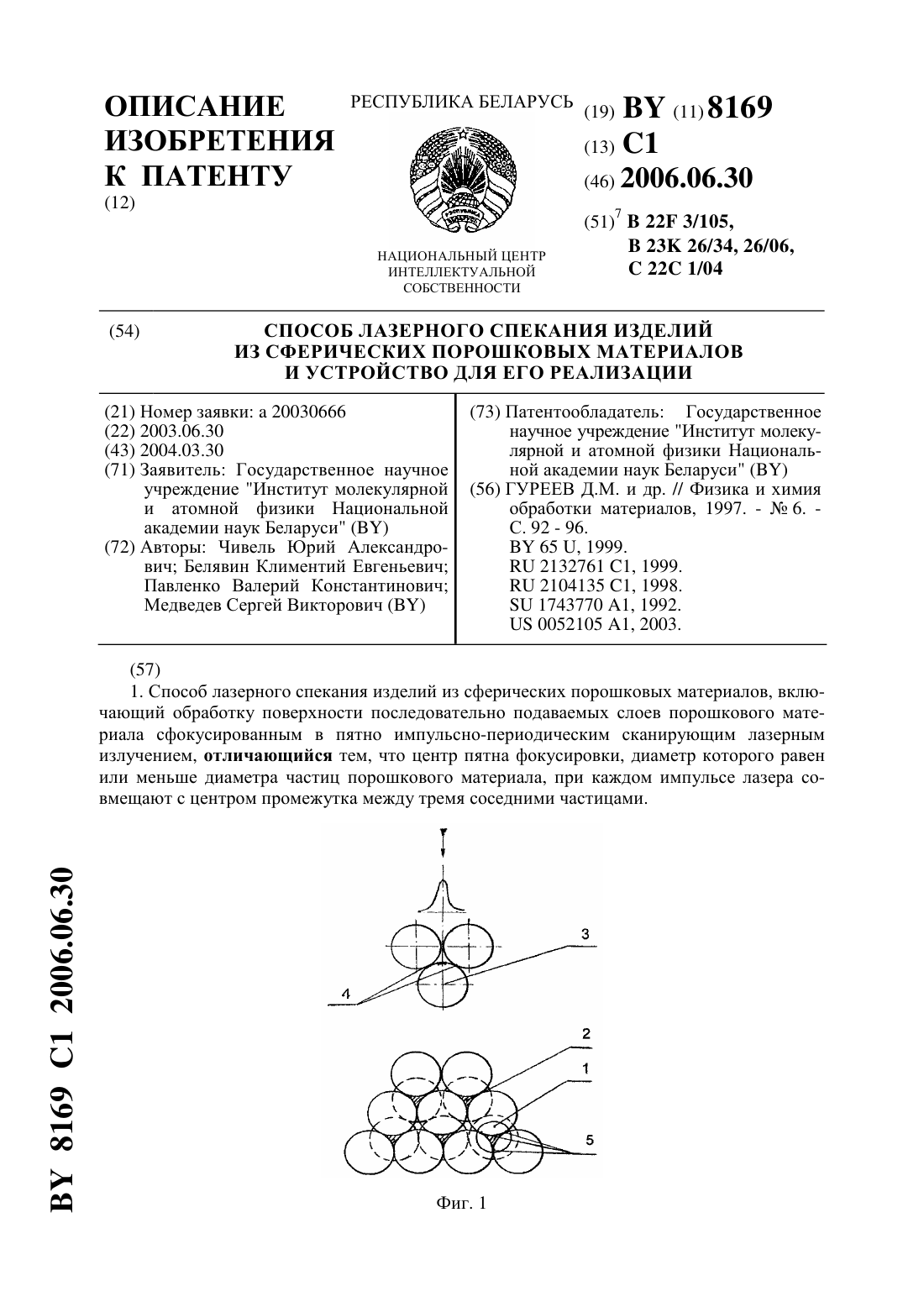
Текст:
...диаметра частиц, что как видно из фиг. 1, обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50 мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности частиц верхнего и нижнего слоя в области...
Предыдущий патент: Инструментальная сталь
Следующий патент: Рентгеноконтрастное стекло
Случайный патент: Бальнеологическое лечебно-профилактическое средство