Способ изготовления крупногабаритных блоков из полистирольного пенопласта
Номер патента: 1174
Опубликовано: 14.06.1996
Авторы: Давыдко Василий Михайлович, Подлузский Евгений Яковлевич, Казаков Анатолий Федорович
Текст
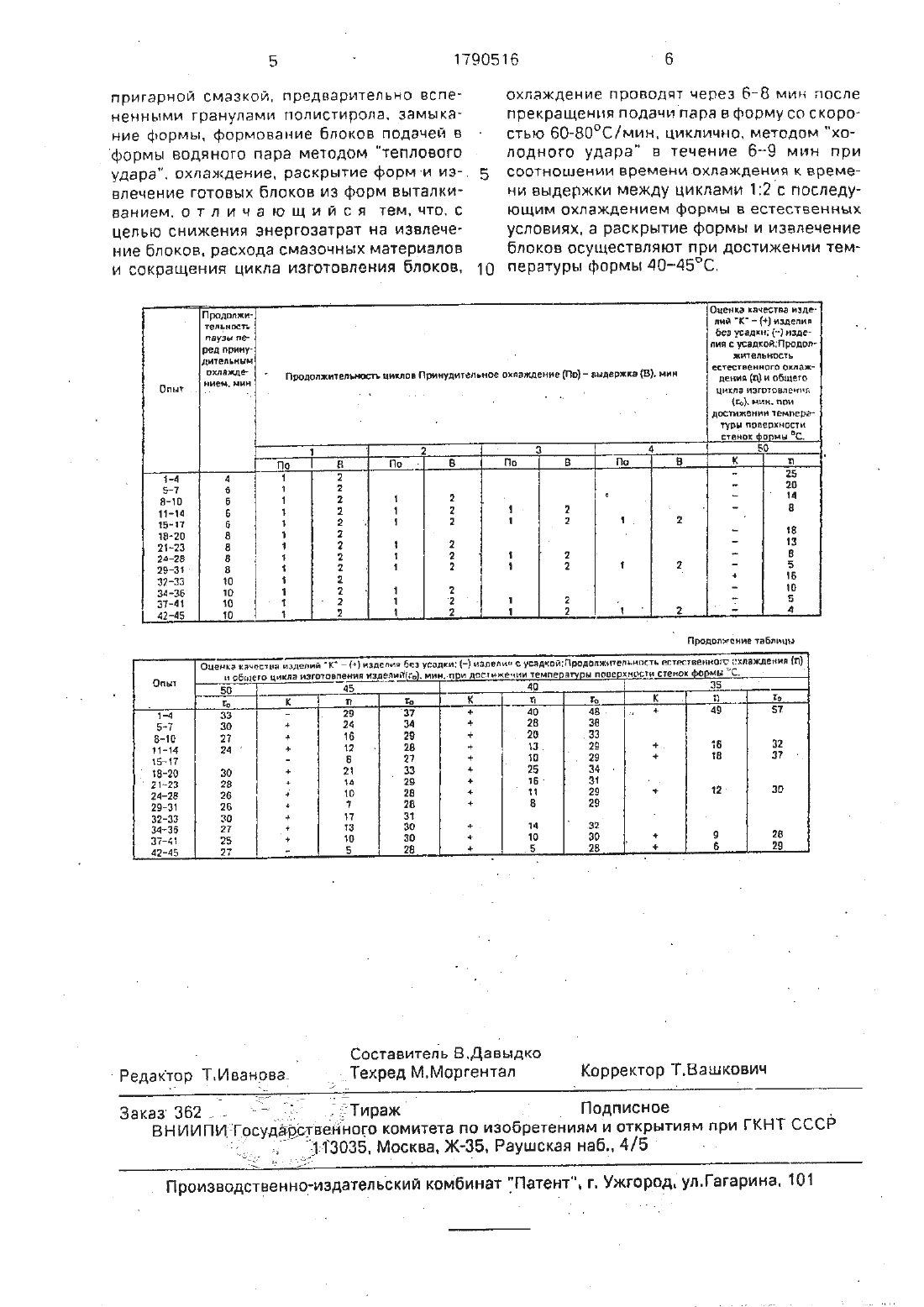
(21) 4926093/05 (54) сносов ИЗГОТОВЛЕНИЯ КРУПНОГА(22) 05.04.91 БАРИТНЫХ БЛОКОВ ИЗ ПОЛИСТИРОЛЬ 463 23.01.93. Бюп. Мг 3П Минский науч это-исследовательский ин ститут строительных материалов(73) Минский научно-исследовательский ин ститут строительных материаловПенополистирол для строительной тепло изоляции. Обзорная информация. Сер.6.Промышленность полимерных, мягких кро вельных и теплоизоляционных материалов.Изобретение относится к производству легкого(менее 20 кг/мз) полистирольного пенопласта. применяемого в качестве теплоизоляционного материала например в строительстве. холодильной технике и многих дрУГих отраслях. Известен способ Изготовления крупногабаритных блоков полистирольного пено пласта в замкнутом объеме формы. вкотором для снижения энергозатрат при выталкивании блока, пенопласта Изформы боковые стенки последней делаюдддвойными. при этом внутренние недволввх боковых стенок формы устанавлйа-ютуо возможностью перемещениякнаружунтым стенкам посредством связывцщих их рычагов. Благодаря этому, перед таыталкиванием от НОГО ПЕНОПЛАСТА .(менее 20 кг/м полистирольного пенопласта. Сущность изобретения способ включа-ет заполнение формы предварительно вспенвнными гранулами полистирола. замыкание формы и формование блоков подачей в формы водяного пара методом теплового удара. Через 68 мин после прекращения подачи пара проводят охлаждение со скоростью 6 О 8 ОС/мин. циклично. методом -холодного удара в течение 6-9.мин. Соотношение времени охлаждения к времени выдержки между циклами равно 12. После этого фргду охлаждают в естественных условиях 4045 С и извлекают изделие. 1 табл. .формованный блок полистирольного пенопласта после освобождения от крышки освобождают от четырех боковых стенок а затем с помощью толкателя извлекают из формы. Это снижает усилие при внттапкивании блока из формы. но усложняет оборудо ВЭНИЭ. применяемое ДЛЯ ОСУЩЕСТВЛЕНИЯ уНаиболее близким по технической сущности к предложенному является способ из готовления крупногабаритных блоков пенопласта. включающий заполнение полости формы, формообразующие поверхности которых покрыты антипригарной смазкой предварительно вспененными гранулами полистирола, замыкание формы, формование блоков подачей в формы водяного параметодом теплового удара. охлаждение. раскрытие форм и извлечение готовых блоков из формы выталкиванисм.Недостатком известного способа является то, что блок полистирольного пенопласта. полученный таким способом плотно Примыкает к боковым стенкам формы. Для извлечения его из формы применяют гидроцилиндры с большим усилием толкания. На т притмер. для выталкивания блока из формыс размерами 4.0 х 1.0 х 0.5 м. применяют в одной форме даже два гидравлических цилиндра диаметром 120 мм и давлением гидромасла а системе 100 кг/см 2. Кроме того,для уменьшения прилипания пенопласта к стенкам формы, последние обильно смазывают антипригарной смазкой. например. смесью мыла алеинового талька и воды. Расход смазки на производство 100 тысмз пенопласта до 14 т. Это большой расход компонентов смазки и большая трудоемкость. так как смазку осуществляют, как правило. вручную и время на смазку в общем цикле изготовления блока составляет до 9 мин. - - Техническая задача, которую решает данное изобретение. заключается а следую ЩВМ СНИЗИТЬ ЭНЭПГОЗЭТБЗТЫ на ИЗВЛЕЧЕНИЕблоков. расход смазочных материалов и сократить цикл изготовления блоков. Способ. решающий указанную задачу. включает заполнение полости формы, формообразующие поверхности которых покрыты антипригарной смазкой, предварительно вспененными гранулами полистирола. замыкание формы. формование блоков подачей в формы водяного пара методом теплового удара. охлаждение. раскрытие форм и извлечение готовых блоков из формы выталкиванием. при этом охлаждение проводят через БтВ мин после прекращения подачи пара в форму со скоростью 60 ЗСРС/мьтн, циклично. методом холодного угдара в течении 6-9 мин при соотношении времени охлвждениэт к времени выдержки г-лежду циклами, равном 12. с последующем охлаждением формы в естественных условиях, а раскрытие формы и извлечение блоков осуществляют при достижении температуры формы 4045 С. Техническим результатом при использовании способа является сокращение цик Формула изобретения Способ изготовления крупногабаритных блоков из полистирольного пенопластала изготовления крупногабаритных блоков полистирольного пенопласта на 40-5073 снижение усилий на выталкивание блоков из формы до минимума снижение расходаПредлагаемый способ изготовления крупногабаритныхблоков из полистирольного пенопласта реализуют. например. следующим образолщПредварительно вспенивают гранулы полистирола до требуемой объемной плотности. например 18 кг/мз. После выдерживания гранул в бункерах-накопителях их засыпают в форму. Размеры формы 2.0 х 1.3 х х 0.6 м. Внутреннюю полость формы слегкакоторой при этом составляет 160 г, Замыкают форму крышкой. В течение 60 с в форму вводят острые струи пара (метод теплового удара) Производят паузу в течение 6 мин, благодаря чему все частицы гранул полистирола равномерно прогреваются. подавляющее большинство их полностью вспенивается. а плотность блока по всему объему выравнивается.Затем стенки формы принудительно ох и лаждают. например в течение 1 мин со ско ростью 8 ОС/мин. Это достигается. например с помощью водопроводной воды. имеющей температуру 1500 что является достаточным для охлаждения наружных слоев блока пенопласта на 1 см.После этого воду перекрывают. делают выдержку при которой осуществляют сливводы из рубашки формы. охлажденный слойнагревается. отбирая тепло изнутри блока. На этом. как правило. тратится 2 мин. Затем циклы принудительное охлаждение выдержка повторяют. Дальнейшее охлажденис осуществляют в естественных условиях и при достижении температуры стенок формы 45 С открывают крышку формы и без особых усилий производят выталкивание из формы.На весь цикл изготовления крупногаба ритного (2.О х 1.3 х 0,6 м блока полистироль. ного пенопласта тратится 29 глин, что в дваПЭЗЭ МЕНЬШЕ. ЧЕМ при ИЗЕЕСТНОМ СПОСОбЕ.Качественные показатели при этом удовлетворительны. Блок не был подвергнут усадке. д плотностью гленеетбткг/мз, включающий заполнение полости формы. срормообразуЮщие поверхности которых покрыты анти 5 .пригарной смазкой, предварительно вспененными гранулами полистирола. замыкание формьл. формование блоков подачей в формы водяного пара методом тепловоговлечение готовых блоков из форм выталкиваниемотличающийся тем.что.с цепью снижения энергозатрат на извлечение блоков. расхода смазочных материалов и сокращения цикла изготовления блоков, ПродолжиУЕЛЪНВСТЬ пауаи пеРЕд Шт дитепьинм ОХПВЦД ином. минПродолжительность циклоп Принудительное охлаждение ГЫ- выдержка (В). минОхлаждение Проводят через 6-8 мин после прекращения подачи пара в форму со скоростью 6 О-80 С/мин, циклично. методом хо лодного удара в течение 69 мин при соотношении времени охлаждения к времени выдержки между циклами 12 с последующим охлаждением формы в естественных условиях, а раскрытие формы и извлечение блоков осуществляют при достижении тем 10 пературы формы 4 О 45 С.Оценка качества изделий К - (4) изделии без усадки Н изде лия с ПВДЙОЙЕПОДМ детальность естественного окнахрения (ц) и общего цикла иэготовл вина(го). мин. при достижении темпера тупы поверхности стенок чн С.Оценка качества изделий К о (т) изделий без усадки (-3 наделил о УСддчойПР 0 дд-д-- 9 С 9 С 799 д 7 д 7-3 Жд 9 д (713ного комитета по изобретениям и открытиям при ГКНТ СССР 13 О 35. Москва. Ж-ЗБ. Раушская наб,. 4/5
МПК / Метки
МПК: B29C 67/20
Метки: блоков, полистирольного, крупногабаритных, изготовления, пенопласта, способ
Код ссылки
<a href="https://by.patents.su/3-1174-sposob-izgotovleniya-krupnogabaritnyh-blokov-iz-polistirolnogo-penoplasta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления крупногабаритных блоков из полистирольного пенопласта</a>
Форма для изготовления изделий из пенопласта
Номер патента: 876
Опубликовано: 15.08.1995
Авторы: Семашко Е. Е., Ризер М. А., Давыдко В. М.
МПК: B29C 67/20
Метки: изготовления, пенопласта, изделий, форма
Текст:
...устанавливают травер- су 5. поворачивают на шарнирах 4 боковые стенки 2 и 3 до упора в стенки траверсы 5 и запирают ихспомощью, например винтового соединения (не показано). С помощью ограничителя 9 хода штока 7 выполненного в виде соединения винт-гайка, опускают шток 7 с поршнем 8 в полость формы с образованием между люком 6 и поршнем щели для засыпки гранул пенопласта. Фор му прогревают паром. подавая его к трубоп-роводу 10 в...
Рельсовый переезд через железнодорожный путь с настилом и способ изготовления формованных блоков для него
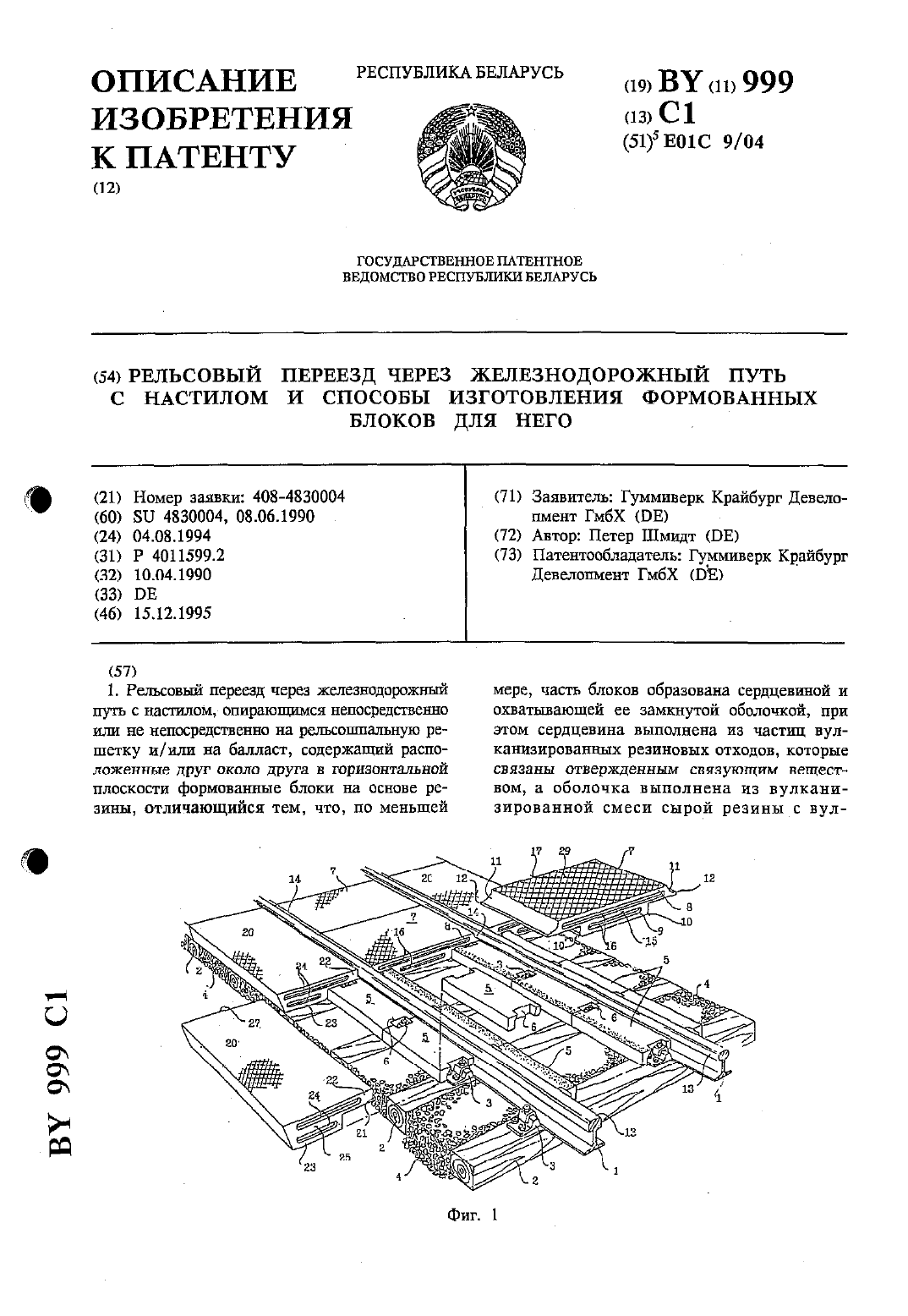
Номер патента: 999
Опубликовано: 15.12.1995
Автор: Петер Шмидт
МПК: E01C 9/04
Метки: настилом, способ, рельсовый, путь, блоков, железнодорожный, переезд, изготовления, него, формованных
Текст:
...со всех сторон.Для сцепления частиц вулканизованных реЗРПОВЫХ ОТХОДОВ МОЖНО ИСПОЛЬЗОВИТЬ РИЗНЫ связующие. Предпочтительно применение в качестве связующего невулканизованной, сырой резиновой смеси, которую можно вулканизовать обычным способом. В эту сырую рЕЗИНОЕуЮ СМЕСЬ ВБОДЯТ ИЗВЕСТНЫЕ ДООЗВКИ И вулканизующие агенты, особенно серу, благодаря чему вулканизация проводится как обычно, воздействием температуры и давления.Связь оболочки с...
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Луценко В. А., Стеблов А. Б., Олейник В. А., Дышлевич В. Ф., Жук О. А., Фетисов В. П., Парусов В. В.
Метки: проката, изготовления, способ
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Способ изготовления проката
Номер патента: 828
Опубликовано: 15.08.1995
Авторы: Бондаренко А. Н., Дышлевич В. Ф., Пичугин В. В., Сивак А. И., Луценко В. А., Фетисов В. П., Парусов В. В., Стеблов А. Б.
Метки: проката, изготовления, способ
Текст:
...Ткатанка, сорбитиаированная из высокочистой стали для металдюкорда.Выдержка в течение времени большею 1532 пр не целесообразна ввиду того, что структура и обезуглероженность, достигнув оптимальных показателей, нормируемых ТУ 14-1-4752-89,далее практически не меняются, а производительность технологического процесса начинает снижаться.Темп прокатки Величина дей Таким образом, при изготовлении проката по предлагаемому способу возможно...
Способ изготовления изделий из древопластика
Номер патента: 956
Опубликовано: 15.12.1995
Авторы: Заголовец В. А., Ивановский П. А., Федорчук А. К.
МПК: B27N 3/02
Метки: изделий, способ, древопластика, изготовления
Текст:
...Это позволяет также значительно уменьшить затраты на приобретение сырья.Подготовка связующего материала заключается в его измельчении и просеве через сито Ы 95-7.Подготовленные таким образом наполнитель и связующий материал в весовой пропорции 3070-7030 загружают в смеситель и добавляют туда сухой краситель в количестве 0,51,5 от веса приготовляемой массы. В качестве красителей могут быть использованы любые пигменты в виде порошка,...
Предыдущий патент: Способ лечения пародонтоза и устройство для его осуществления
Следующий патент: Способ панкреатогастростомии
Случайный патент: Шпиндель изделия широкоуниверсального зубообрабатывающего станка