Пластмассовая труба и способ ее изготовления
Номер патента: 5809
Опубликовано: 30.12.2003
Авторы: Айно, Матиас ХОЛСО, Микаэл АНДЕРСОН, Дэвид, Чарлз ХАРДЖЕТ, Юри, Якко ЯРВЕНКИЛА
Текст
10. Пластмассовая труба по любому из пп. 1-9, отличающаяся тем, что отношение наружного диаметра трубы к толщине наружного защитного слоя составляет 150-400.-11. Пластмассовая труба по любому из пп. 1-10, отличающаяся тем, что предел прочности при растяжении наружного защитного слоя составляет 15-25 МПа.12. Пластмассовая труба по любому из пп. 1-11, отличающаяся тем, что когезионная прочность наружного защитного слоя составляет 5-10 МПа.13. Пластмассовая труба по п. 1, отличающаяся тем, что наружный защитный слой имеет толщину более 0,1 мм, отношение наружного диаметра трубы к толщине наружного слоя составляет, по меньшей мере, 70, предпочтительно 100, при этом когезионная прочность наружного защитного слоя, за исключением любых линий ослабления, по меньшей мере, на концах трубы, превышает прочность на отрыв адгезионного сцепления между наружным слоем и внутренней сердцевиной, а прочность на отрыв адгезионного сцепления между наружным защитным слоем и внутренней сердцевиной, измеренная при испытании на отрыв с растяжением, составляет О,2-05 Н/мм ширины.14. Способ изготовления пластмассовой трубы по любому из пп. 1-13, включающий совместное экструдирование через экструзионную головку расплавленных пластмасс, из которых формируются внутренняя сердцевина и наружный защитный слой, объединение расплавленных пластмасс в горячем состоянии и охлаждение экструдата.15. Способ по п. 14, отличающийся тем, что внутреннюю сердцевину выполняют из материала, содержащего полиэтилен, а наружный защитный слой выполняют из материала, содержащего гомо- или сополимер пропилена.16. Способ по п. 14 или 15, отличающийся тем, что расплавленные пластмассы объединяют внутри экструзионной головки в зоне повышенного давления.17. Способ по любому из пп. 14-16, отличающийся тем, что внутреннюю сердцевинуи наружный защитный слой объединяют при температуре 150-22 ОС.Изобретение относится к пластмассовым трубам, а более конкретно,к новой конструкции пластмассовой трубы, способу ее изготовления испособу выполнения соединений на такой трубе.При транспортировке, погрузке-разгрузке, прокладке и соединении пластмассовых труб их поверхность легко повреждается. Например, при современных технологиях прокладки труб в грунте бурят туннель для трубы, которая затем проталкивается или протягивается через туннель,например, в открытый шурф, где должно бьгть выполнено соединение трубы.При этом методе прокладки труба может подвергаться значительным изгибающим и растягивающим усилиям, а также контактным усилиям, вызывающим абразивный износ. Это является недостатком, так как изгибание, растягивание и абразивный износ трубымогут привести к снижению ее механической прочности. Кроме того, эксплуатационная долговечность трубы может снизиться под воздействием склонных к диффузии материалов в грунте, т.е. под влиянием условий окружающей среды.. Понятно, что этот способпрокладки труб может также привести к образованию царапин и загрязнению трубы. Это является недостатком,так как, во-первых, материал трубы может бьгть чувствительным к надрезам. В этом случае любые царапины могут вызвать более серьезные повреждения, появляющиеся в процессе последующей транспортировки или эксплуатации. Во-вторых, загрязнение трубы препятствует качественной сварке, В настоящее время общепринятым методом соединения пластмассовых труб является электросварка, -в частности,сварка электросплавлением с использованием соответствующего устройства. Основной причиной выхода из строя соединений,полученных с использованием устройства для сварки электросплавпением, является загрязнение или окисление поверхности трубы. По этой причине перед соединением концы труб всегда необходимо очистить и зачистить, например, наждачной иткуркой илимегаллическим скребком.На практике очистку и зачистку часто выполняют неравномерно (в частности, шокняя сторона трубы может быть обработана менее тщательно)поэтому качество готового соединения зависит огт квалификации рабочего.Для преодоления перечисленных недостатков были предложены многие решения.п В заявке на европейский патент М 0474583 описана пластмассовая труба, предназначенная для укладки в грунте и содержащая внутреннюю водо- или газопроводную трубу, которая снабжена наружной оболочкой из термопластичного материала, имеющего по сравнению с материалом внутренней трубы более высокую эластичность. Указывается, что труба способна выдерживать значительные механические напряжения,которым она подвергается в процессе укладки непосредственно в грунт. указывается также, что перед соединением двух участков трубы с помощью сварки наружная оболочка легко снймаетстп со смежных концов трубы. Кроме того, утверждается, что образование трещин,. вызванное повреждением защитной оболочки. не распространяется на внутреннюю трубу и прекращается после проникновения трещин через оболочку.В международной заявке РСТ/Р 192/00201 описана пластмассовая труба, в которой для выполнения соединений имеется поверхностный пластмассовый слой в качестве защитного покрытия, который может легко удаляться, по крайней мере, с концов трубы, для того, чтобы обнажить поверхность трубы, необходимую для выполнения соединения. Защитное покрытие может содержать УФ-стабилизаторы и наноситься методом совместной экструзии с помощью поперечной экструзионной головки. Изложены различные методы получения защитного покрытия,которое можно легко удалить с поверхности внутренней трубы, в том числе использование наполнителей в покрытии, подбор материалов покрытия и трубы с различными химическими свойствами,экструдирование покрытия при низких температурах и введение добавок,предотвращающих адгезию.транспортируемой по трубе среды, а также содержит наружную оболочку, охватывающую трубу и выполненную соответствующим способом нанесения покрытия, причем свойства оболочки, в основном, отвечают требованиям, предъявляемым условиями окружающей среды и технологией прокладки. Жесткость наружной оболочки, определяемая характеристиками ее материала или ее конструкцией, выше жесткости внутренней трубымзготовленной из того же количества, причем наружная оболочка является съемной, хотя бы на концах трубы. Наружную оболочку также наносят методом совместной экструзии с использованием поперечной экструзионной головки.Наружная ващитная оболочка выполнена таким образом, что она может легко сниматься, по крайней мере, на концах трубы, и имеет слабое сцепление с поверхностью трубы.В японском патенте М 3-24392 описана труба, свариваемая электрооплавлением и состоящая из каркаса трубы, который содержит термопластичную смолу, а также защитного слоя, который содержит несовместимую смолу Ни покрывает наружную поверхность каркаса трубы. Каркас трубы может состоять из трубчатого слоя структурированной термопластичной смолы и слоя неструктурированной термопластичной смолы, сформированного как одно целое на наружной поверхности первого слоя , а также защитного слоя, содержащего несовместимую смолу и покрывающего наружную поверхность каркаса трубы. Защитный слой может буть отделен путем отрыва и снят для выполнения соединения электрооплавлением.Содержание упомянутых патентов приведено в виде ссылок для всех Задач изобретения.Настоящим изобретением предлагается пластмассовая труба,содержащая внугренную серцевину и наружный защитный слой,который имеет улучшенное сочетание механических и физических свойств.В соответствии с одним вариантом изобретения установлено, что относительные размеры пластмассовой трубы и толщина наружногоЗПЩИТНОГО СЛОЯ ОКВЗЫВВКУГ ЗНЗЧИТСЛЬНОС ВПИЯНИС на эксштуатационные
МПК / Метки
МПК: F16L 11/04, F16L 9/12
Метки: пластмассовая, способ, труба, изготовления
Код ссылки
<a href="https://by.patents.su/24-5809-plastmassovaya-truba-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Пластмассовая труба и способ ее изготовления</a>
Теплообменник типа “труба в трубе”
Номер патента: 2665
Опубликовано: 30.03.1999
Авторы: БЕРКОВИЧ Александр Львович, БОЙКОВА Лариса Александровна, РАДЧИКОВ Виктор Степанович, Лаврентьева Тамара Тимофеевна, Решес Леонид Лазаревич
МПК: F28D 7/10
Метки: трубе, труба, типа, теплообменник
Текст:
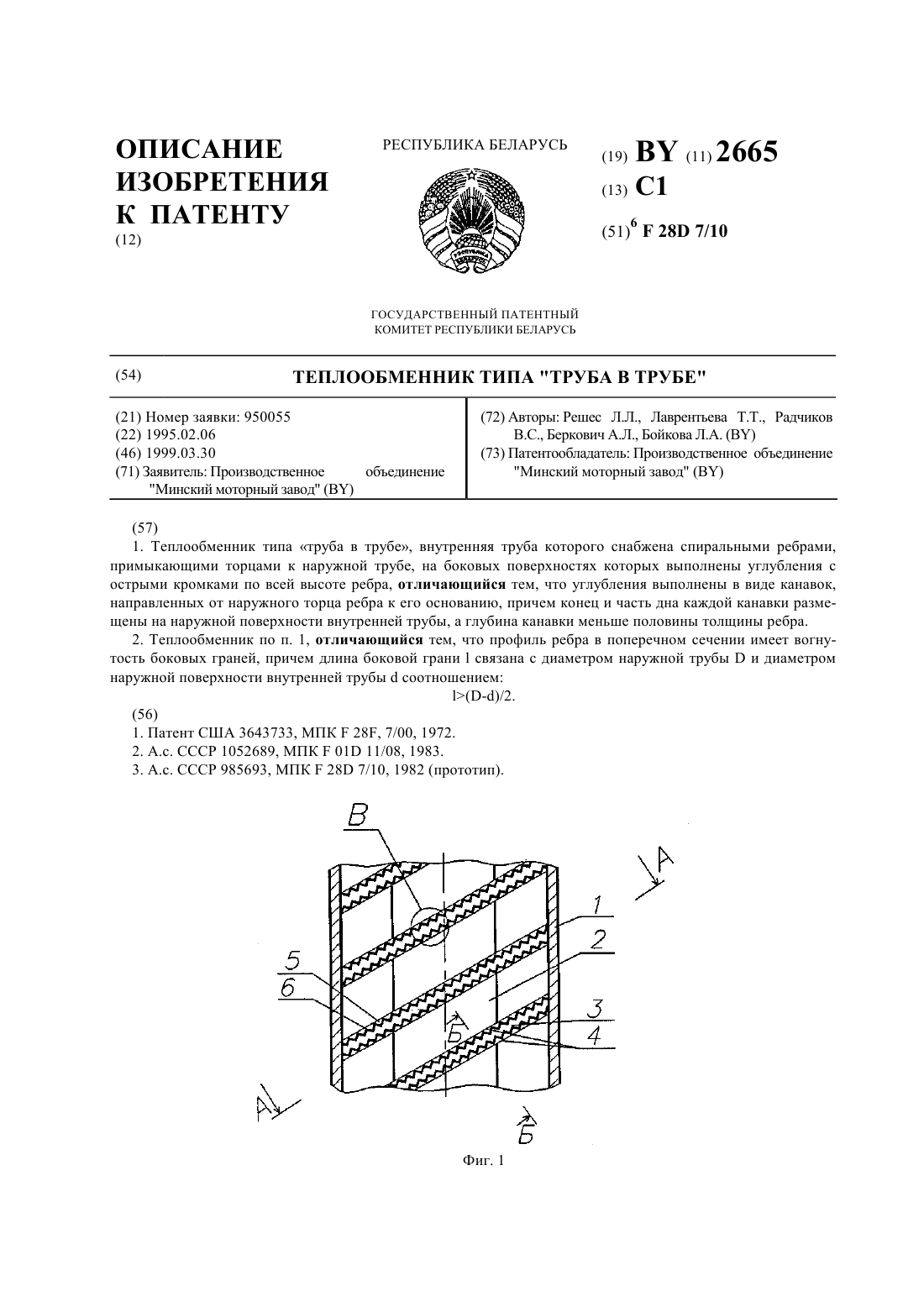
...площади боковой поверхности ребра обусловливает увеличение интенсивности теплообмена обеспечение турбулизации посредством разрушения пограничного с боковыми поверхностями ребра слоя теплоносителя, а также направленного движения от наружного торца ребра к его основанию пограничного потока охладителя и встречи его с наружной поверхностью внутренней трубы обусловливает увеличение интенсивности теплообмена увеличение проходного сечения для прохода...
Способ изготовления полупроводниковых интегральных схем
Номер патента: 3700
Опубликовано: 30.12.2000
Авторы: Бордодынов Александр Петрович, Юшкевич Геннадий Иосифович
МПК: H01L 21/308
Метки: полупроводниковых, интегральных, способ, изготовления, схем
Текст:
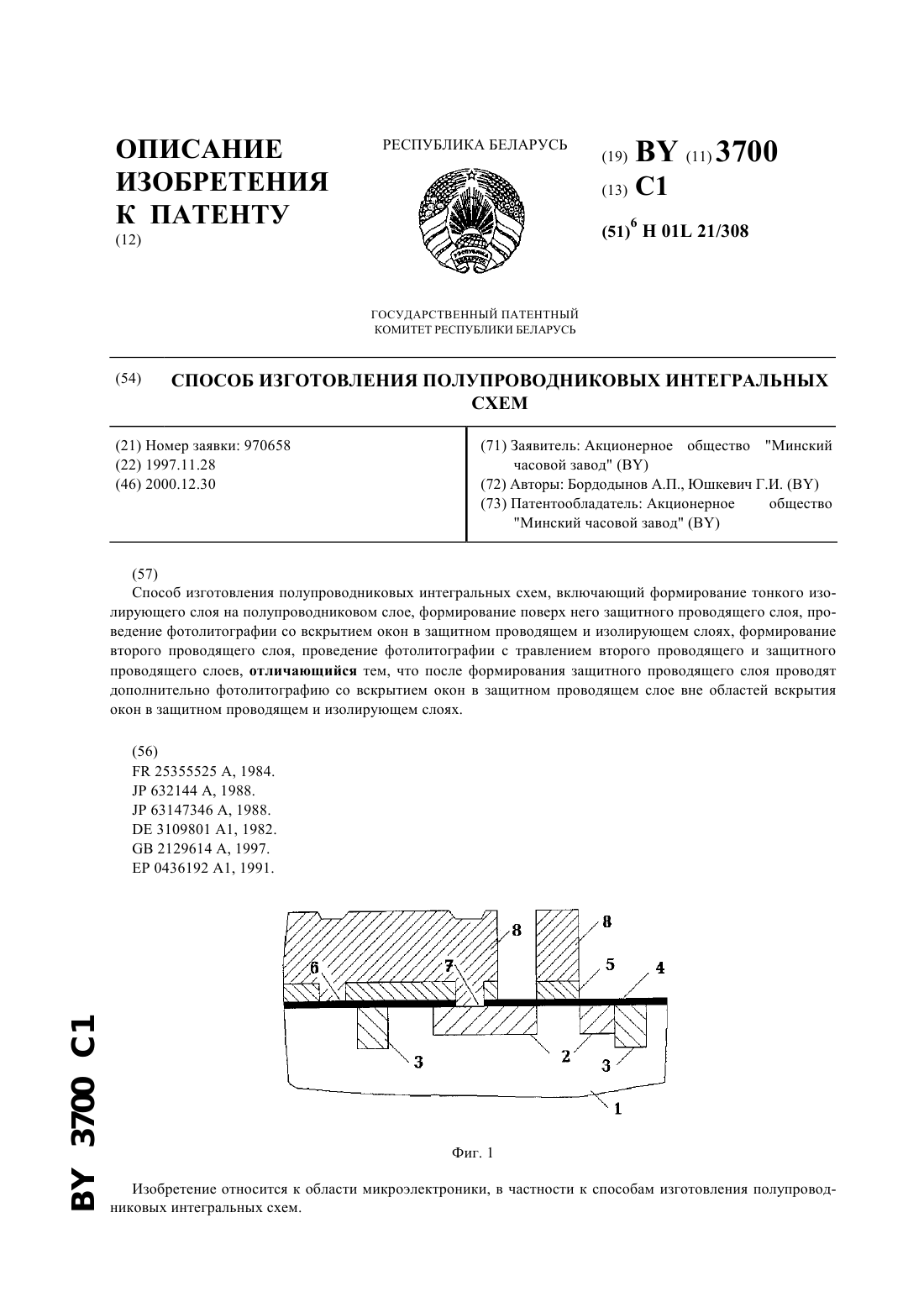
...слое вне областей вскрытия окон в защитном проводящем и изолирующем слоях. Таким образом, второй проводящий слой формируется не только на защитном проводящем слое и на полупроводниковом слое (во вскрытых контактных окнах), а и на тонком изолирующем слое во вскрытых во время дополнительной фотолитографии окнах. Введение дополнительной операции позволит обеспечить гарантированно надежное соединение элементов металлической разводки с...
Бетонная безнапорная труба
Номер патента: 1851
Опубликовано: 30.12.1997
Авторы: Шепелевич Николай Иосифович, Купреев Василий Владимирович, Ярохович Иван Андреевич, Чесноков Петр Гаврилович
МПК: F16L 9/08
Метки: труба, бетонная, безнапорная
Текст:
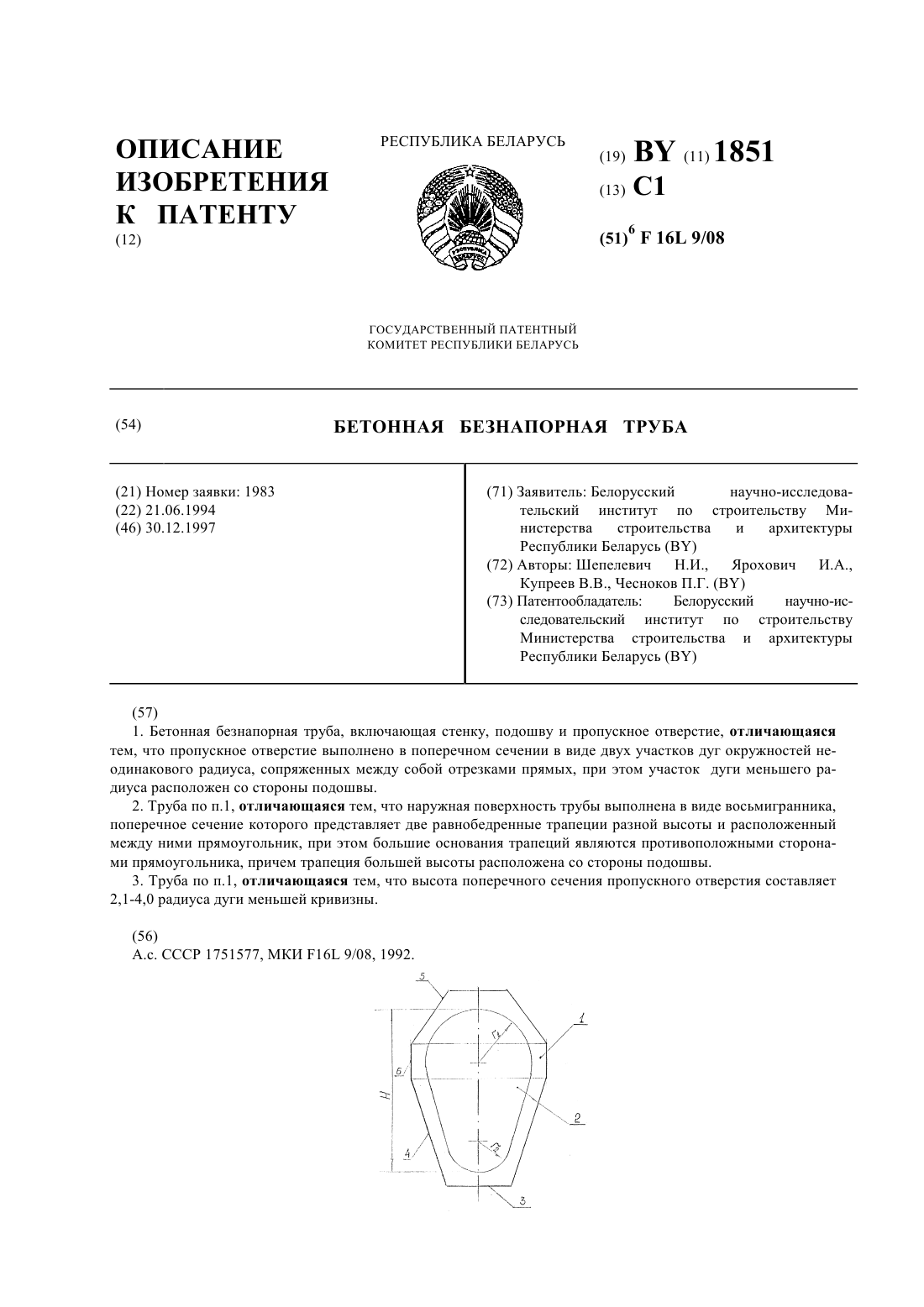
...поперечное сечение бетонной безнапорной трубы. Труба включает стенку 1, пропускное отверстие 2 и подошву 3. Пропускное отверстие в поперечном сечении выполнено в виде двух участков дуг окружностей с радиусами 1 и 2 и сопряженных между собой отрезками прямых, при этом участок дуги меньшего радиуса расположен со стороны подошвы. Наружная поверхность трубы выполнена в виде восьмигранника, поперечное сечение которого представляет две...
Способ изготовления многоцветного оптического фильтра для жидкокристаллического устройства
Номер патента: 1007
Опубликовано: 15.12.1995
Авторы: Будникова Наталья Васильевна, Кареник Тамара Николаевна, Русалович Анатолий Иванович, Белько Владимир Владимирович
МПК: G02F 1/133
Метки: изготовления, устройства, жидкокристаллического, фильтра, многоцветного, способ, оптического
Текст:
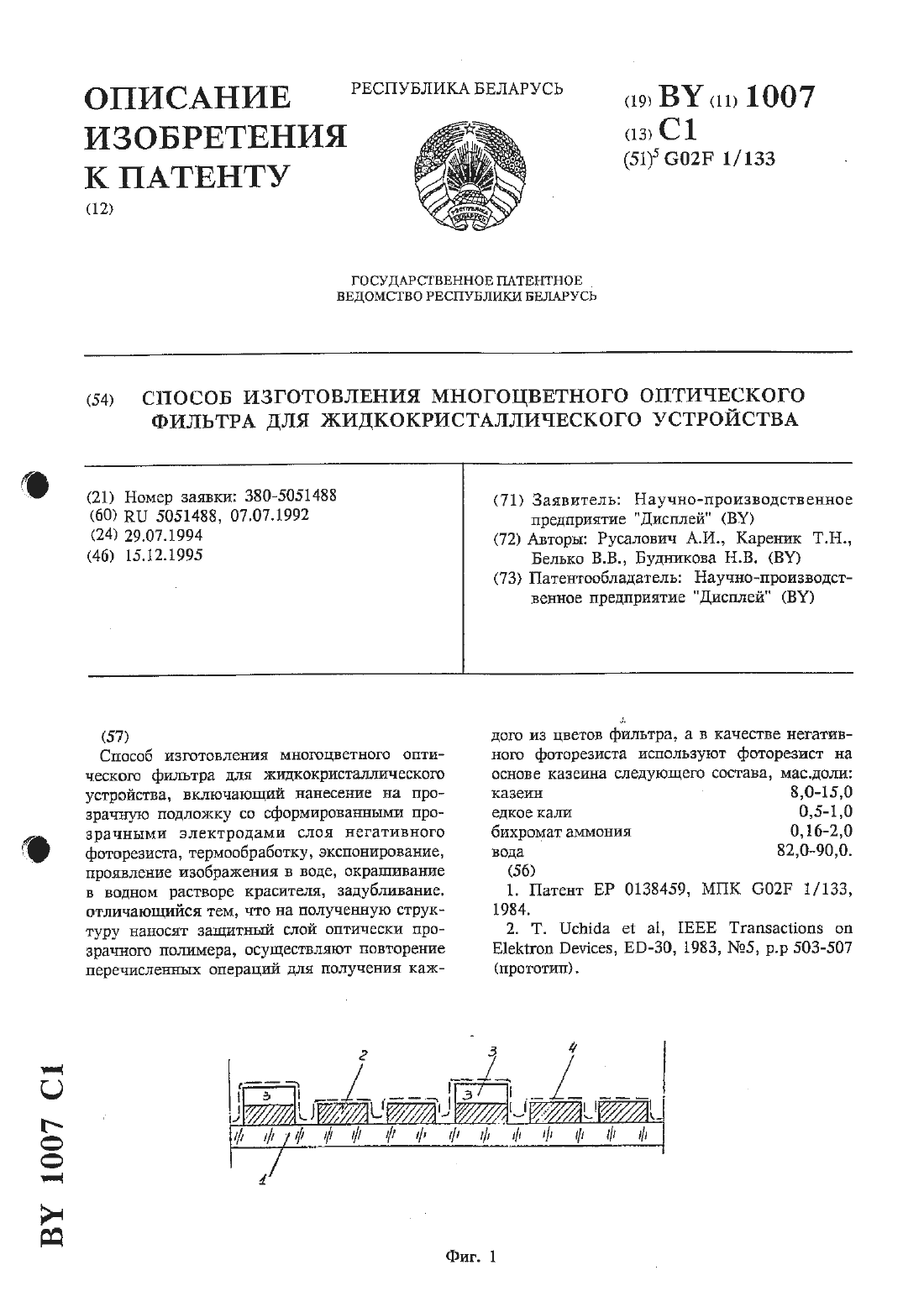
...на основе казеина. Слой фоторезиста сушат и экспонируют УФ-излучением через фотошаблон соответствующей топологии. Фоторезист, используемый в данном способе, является водорастворимым, поэтому проявление конфигурации элементов фильтра и удаление необлученных участков осуществляют в воде при комнатной температуре. Окрашивание элементов формируемого фильтра в разные цвета, например, красный, зеленый, желтый,проводят в водном растворе...
Способ изготовления обкладки конденсатора из поликристаллического кремния
Номер патента: 3148
Опубликовано: 30.12.1999
Авторы: Довнар Николай Александрович, Турцевич Аркадий Степанович, Наливайко Олег Юрьевич, Красницкий Василий Яковлевич
МПК: H01L 21/308
Метки: обкладки, конденсатора, поликристаллического, изготовления, способ, кремния
Текст:
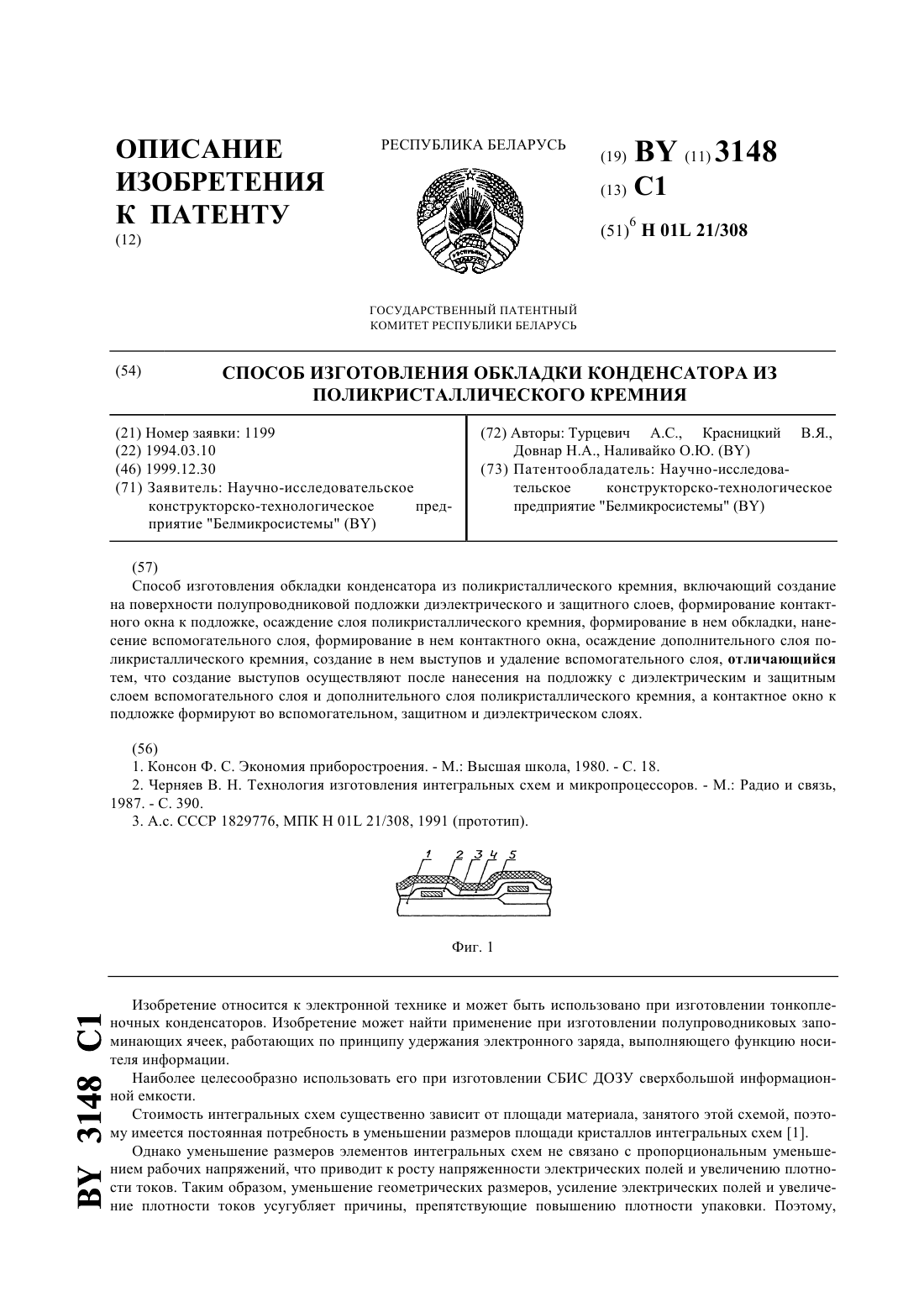
...слоя нанесение дополнительного слоя поликристаллического кремния создание выступов травлением дополнительного слоя через фоторезистивную маску формирование контактного окна к подложке во вспомогательном защитном и диэлектрическом слоях осаждение слоя поликристаллического кремния формирование обкладки удаление вспомогательного слоя. Из-за того, что после удаления вспомогательного слоя между сформированной обкладкой и поверхностью...
Предыдущий патент: Способ управления процессом формообразования прецизионных поверхностей
Случайный патент: Подвижный цифровой датчик износа тормозных накладок автомобилей