Способ управления процессом формообразования прецизионных поверхностей
Номер патента: 5650
Опубликовано: 30.12.2003
Авторы: Климович Федор Федорович, Филонов Игорь Павлович, Козерук Альбин Степанович
Текст
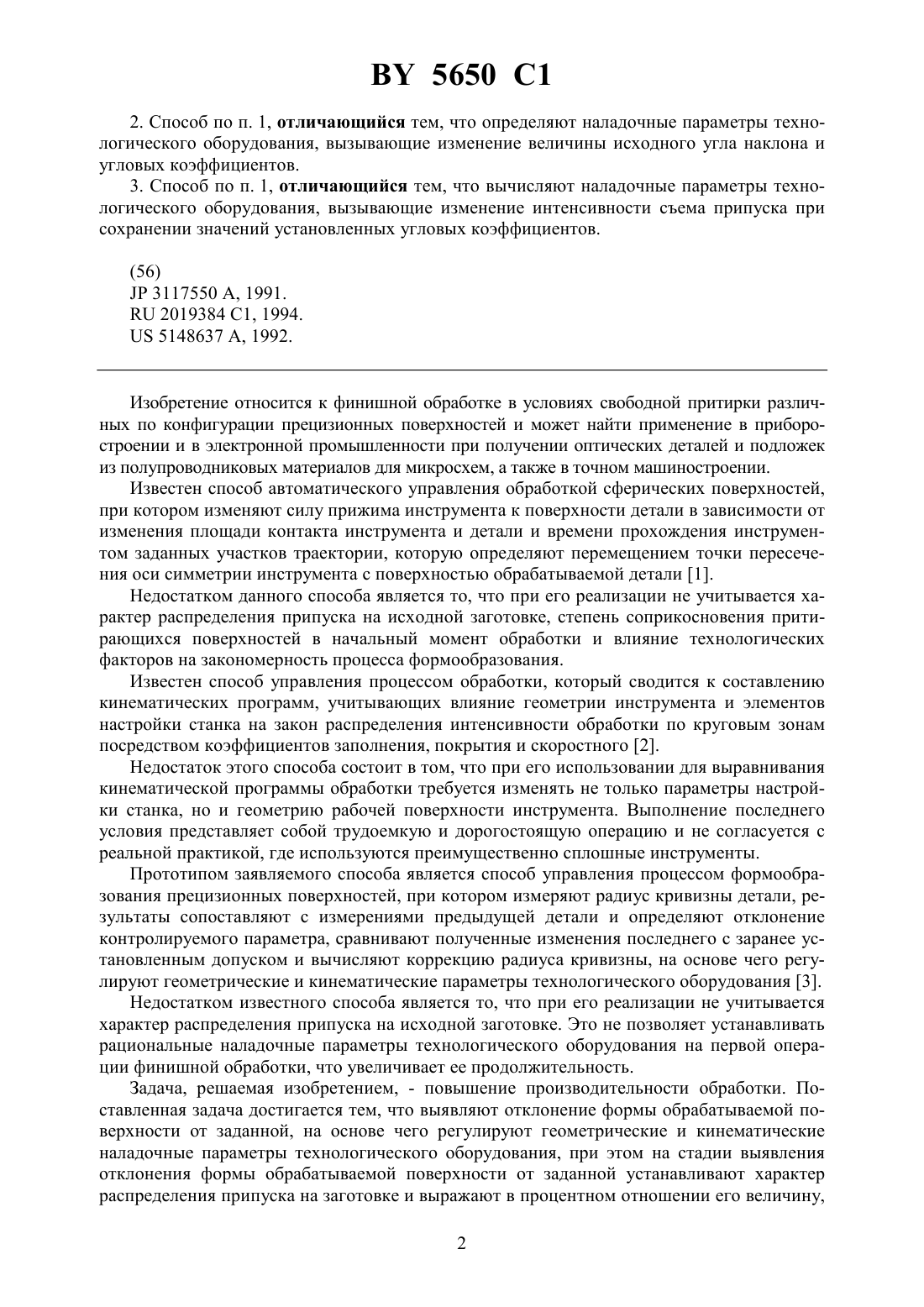
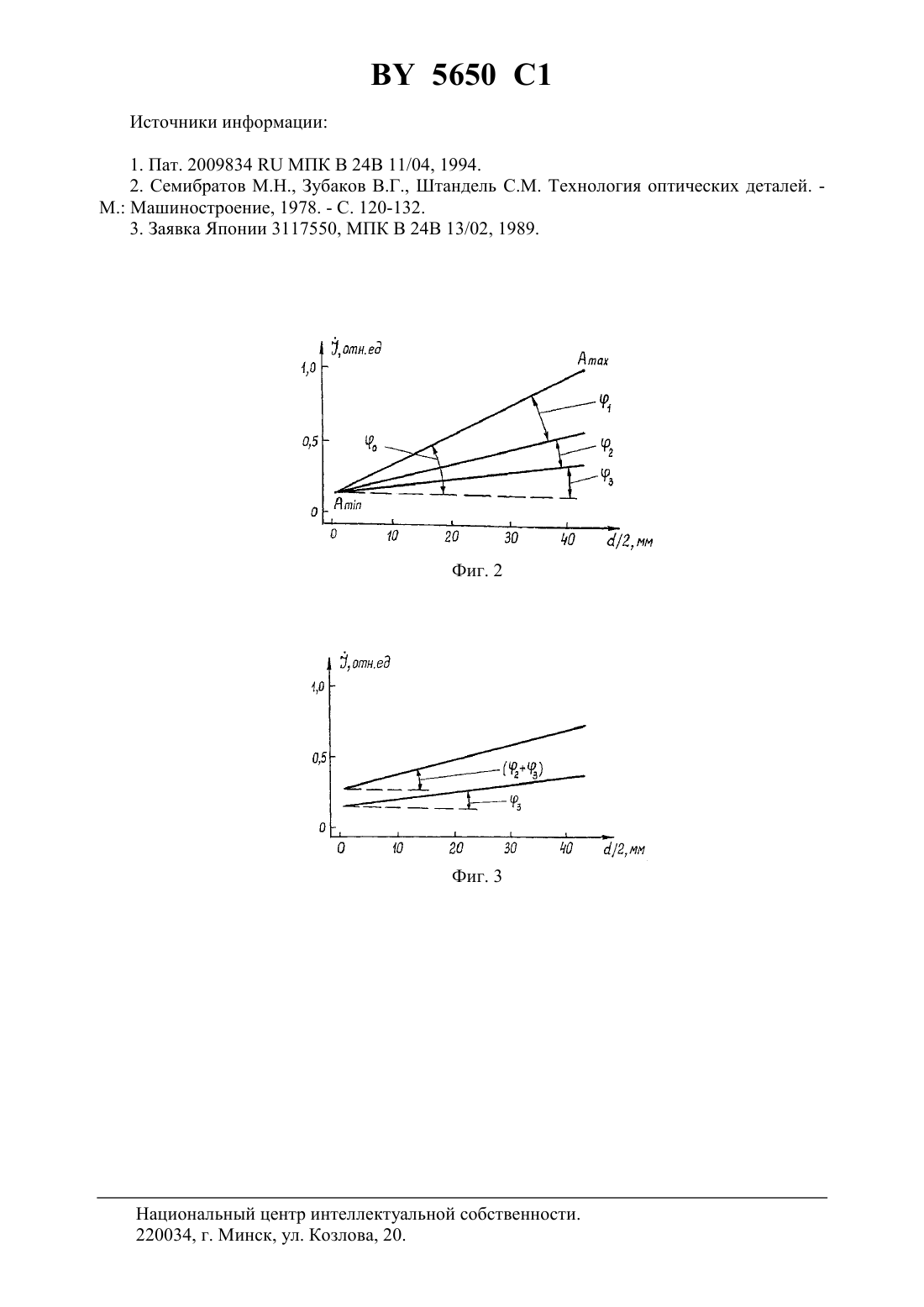
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМООБРАЗОВАНИЯ ПРЕЦИЗИОННЫХ ПОВЕРХНОСТЕЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Козерук Альбин Степанович Филонов Игорь Павлович Климович Федор Федорович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ управления процессом формообразования прецизионных поверхностей, включающий выявление отклонения формы обрабатываемой поверхности от заданной, на основе чего регулируют геометрические и кинематические наладочные параметры технологического оборудования, отличающийся тем, что при выявлении отклонения формы обрабатываемой поверхности от заданной устанавливают характер распределения припуска на заготовке и выражают в процентном отношении его величину, подлежащую удалению на каждой изнамеченных операций обработки, вычисляют значения наладочных параметров технологического оборудования, обеспечивающие максимальную величину износа в точке диаметрального сечения заготовки с наибольшей толщиной припуска, для полученных значений наладочных параметров рассчитывают износ в точке диаметрального сечения заготовки с наименьшей толщиной припуска, определяют исходный угол наклона прямой, проведенной через упомянутые точки и разбивают этот угол на диапазоны пропорционально процентному выражению припуска на заготовке, приходящегося на каждую из- 1 намеченных операций обработки,причем коэффициент пропорциональности определяют экспериментально, устанавливают угловые коэффициенты прямых разбиения на диапазоны и рассчитывают значения наладочных параметров технологического оборудования, обеспечивающие распределение износа в точках диаметрального сечения детали на второй и последующих операциях ее обработки в виде прямых с упомянутыми угловыми коэффициентами, при этом в процессе формообразования периодически выполняют контроль толщины снятого припуска и точности формируемой поверхности и в момент достижения заданных характеристик детали ее обработку на данной операции прекращают. 5650 1 2. Способ по п. 1, отличающийся тем, что определяют наладочные параметры технологического оборудования, вызывающие изменение величины исходного угла наклона и угловых коэффициентов. 3. Способ по п. 1, отличающийся тем, что вычисляют наладочные параметры технологического оборудования, вызывающие изменение интенсивности съема припуска при сохранении значений установленных угловых коэффициентов.(56)3117550 , 1991.2019384 1, 1994.5148637 , 1992. Изобретение относится к финишной обработке в условиях свободной притирки различных по конфигурации прецизионных поверхностей и может найти применение в приборостроении и в электронной промышленности при получении оптических деталей и подложек из полупроводниковых материалов для микросхем, а также в точном машиностроении. Известен способ автоматического управления обработкой сферических поверхностей,при котором изменяют силу прижима инструмента к поверхности детали в зависимости от изменения площади контакта инструмента и детали и времени прохождения инструментом заданных участков траектории, которую определяют перемещением точки пересечения оси симметрии инструмента с поверхностью обрабатываемой детали 1. Недостатком данного способа является то, что при его реализации не учитывается характер распределения припуска на исходной заготовке, степень соприкосновения притирающихся поверхностей в начальный момент обработки и влияние технологических факторов на закономерность процесса формообразования. Известен способ управления процессом обработки, который сводится к составлению кинематических программ, учитывающих влияние геометрии инструмента и элементов настройки станка на закон распределения интенсивности обработки по круговым зонам посредством коэффициентов заполнения, покрытия и скоростного 2. Недостаток этого способа состоит в том, что при его использовании для выравнивания кинематической программы обработки требуется изменять не только параметры настройки станка, но и геометрию рабочей поверхности инструмента. Выполнение последнего условия представляет собой трудоемкую и дорогостоящую операцию и не согласуется с реальной практикой, где используются преимущественно сплошные инструменты. Прототипом заявляемого способа является способ управления процессом формообразования прецизионных поверхностей, при котором измеряют радиус кривизны детали, результаты сопоставляют с измерениями предыдущей детали и определяют отклонение контролируемого параметра, сравнивают полученные изменения последнего с заранее установленным допуском и вычисляют коррекцию радиуса кривизны, на основе чего регулируют геометрические и кинематические параметры технологического оборудования 3. Недостатком известного способа является то, что при его реализации не учитывается характер распределения припуска на исходной заготовке. Это не позволяет устанавливать рациональные наладочные параметры технологического оборудования на первой операции финишной обработки, что увеличивает ее продолжительность. Задача, решаемая изобретением, - повышение производительности обработки. Поставленная задача достигается тем, что выявляют отклонение формы обрабатываемой поверхности от заданной, на основе чего регулируют геометрические и кинематические наладочные параметры технологического оборудования, при этом на стадии выявления отклонения формы обрабатываемой поверхности от заданной устанавливают характер распределения припуска на заготовке и выражают в процентном отношении его величину,2 5650 1 подлежащего удалению на каждой изнамеченных операций обработки, вычисляют значения наладочных параметров технологического оборудования, обеспечивающие максимальную величину износа в точке диаметрального сечения заготовки с наибольшей толщиной припуска, для полученных значений наладочных параметров рассчитывают износ в точке диаметрального сечения заготовки с наименьшей толщиной припуска, определяют исходный угол наклона прямой, проведенной через упомянутые точки, и разбивают этот угол на диапазоны пропорционально процентному выражению припуска на заготовке, приходящегося на каждую из -1 намеченных операций обработки, причем коэффициент пропорциональности определяют экспериментально, устанавливают угловые коэффициенты прямых разбиения на диапазоны и рассчитывают значения наладочных параметров технологического оборудования, обеспечивающие распределение износа в точках диаметрального сечения детали на второй и последующих операциях ее обработки в виде прямых с упомянутыми угловыми коэффициентами, при этом в процессе формообразования периодически выполняют контроль толщины снятого припуска и точности формируемой поверхности и в момент достижения заданных характеристик детали ее обработку на данной операции прекращают, причем в процессе обработки вычисляют наладочные параметры технологического оборудования, вызывающие изменение величины исходного угла наклона, угловых коэффициентов и интенсивности съема припуска при сохранении значений установленных угловых коэффициентов. Характерной особенностью обработки прецизионных деталей в условиях свободной притирки является зависимость выходных параметров изделия от кинематических, геометрических, динамических и технологических факторов процесса. Многофакторность свободной притирки делает ее применение ограниченным и зависящим от квалификации и мастерства исполнителя, который в каждом конкретном случае интуитивно определяет степень влияния того или иного фактора на закономерности съема припуска. При осуществлении предлагаемого способа представляется возможность формализовать действия оператора, основанные на его опыте и интуиции, и, следовательно, автоматизировать процесс формообразования прецизионных поверхностей различной конфигурации на финишных операциях. В этом и состоит существенное отличие настоящего технического решения. На фиг. 1 приведена исходная заготовка с седлообразным распределением припуска на фиг. 2 - схема разбиения исходного угла наклона о, образованного прямой распределения износа в точках диаметрального сечения заготовки на первой операции обработки на фиг. 3 - прямые распределения износа в точках диаметрального сечения детали на второй и третьей операциях обработки. Сущность способа поясняется примером. В качестве исходной использовали заготовку плоскопараллельной пластины из оптического стекла марки К 8 с распределением припуска в виде ямы (фиг. 1). Параметры заготовки толщина по краю - 13,54 мм, толщина по центру - 13,425 мм, окончательная толщина о детали - 13,32 мм, диаметр детали- 86 мм. Заготовку обрабатывали в условиях свободной притирки на полировально-доводочном станке мод. ЗПД-320 при расположении ее снизу. Обработка состояла из трех операций основного и окончательного шлифования абразивной суспензией микропорошков соответственно М 28 и 10 и полирования водной суспензией полирита. Исходную толщину припуска 0,105 мм разделили на три части следующим образом на операцию основного шлифования - 10,06 мм,на операцию окончательного шлифования - 20,03 мм, на операцию полирования 30,015 мм, что составляет примерно 60, 30 и 10 от . Далее выполнили математическое моделирование процесса формообразования плоских поверхностей на станке ЗПД 320 и с помощью ЭВМ определили значения его наладочных параметров из рабочего диапазона, при которых обеспечивалась максимальная величина износав точке диаметрального сечения заготовки с наибольшей толщиной припуска (точка А на фиг. 1). При этом 3 5650 1 наладочными параметрами станка были величина размаха верхнего звена 60 мм, частота вращения шпинделя станка 48 об/мин, смещение поводка верхнего звена 17 мм. Для выбранных значений наладочных параметров станка рассчитали износ в точке диаметрального сечения заготовки с наименьшей ее толщиной (точкана фиг. 1). Определили исходный угол наклона о прямой, проведенной через упомянутые точки, который составлял в масштабе, приведенном на фиг. 2, 27. Этот угол разбили на диапазоны пропорционально процентному выражению припуска на заготовке, приходящегося на первые две из намеченных операций, причем коэффициент пропорциональности был определен экспериментально и составлял 0,8. В результате получили углы 113 и 26,5(фиг. 2). Установили угловые коэффициенты 1(12)0,2493 и К 230,1317 прямых разбиения угла о на диапазоны, где 3 о - 1 - 2 (фиг. 2), и расчетным путем определили значения наладочных параметров станка ЗПД-320, которые обеспечили распределение износа в точках диаметрального сечения детали на второй и третьей операциях ее обработки в виде прямых с углами наклона (23) и 3 (фиг. 3). Этими значениями являлись на второй стадии -52 мм,42 об/мин,11 мм на третьей стадии-40 мм,37 об/мин,6 мм. Используя выявленные таким образом значения наладочных параметров станка, провели обработку детали, периодически выполняя контроль толщины снятого припуска и точности формируемой поверхности. При этом оказалось, что результаты контроля данных параметров не коррелируют между собой в момент достижения съема припуска заданной толщины 1, 2, 3 необходимая точность формы поверхности не обеспечивалась. В частности, после первой и второй операций отступление обработанной поверхности от эталонной составляло соответственно 4 и 1 интерференционных кольца ямы, а после завершения третьей - одно интерференционное кольцо бугра, в то время как требовалось получить 6, 3 и 2 интерференционных кольца ямы соответственно на каждой из упомянутых операций обработки. Для достижения требуемой точности уменьшили значения исходного угла наклона и угловых коэффициентов на 20(величина уменьшения установлена экспериментально) и вычислили наладочные параметры станка,при которых обеспечивалось распределение интенсивности съема припуска в точках диаметрального сечения заготовки в виде прямых с откорректированными о и К 1, К 2. Новыми значениями выбранных наладочных параметров были на первой стадии -52 мм,44 об/мин,15 мм на второй стадии -45 мм,39 об/мин,8 мм на третьей стадии -37 мм,32 об/мин,3 мм. Обработка на новых режимах сопровождалась менее интенсивным съемом припуска на периферии детали и позволила получить заданную точность поверхности. В рассмотренном примере точность поверхности по локальным погрешностям не превышала 0,2 интерференционного кольца. Проведена также обработка детали, на которой требовалось обеспечить упомянутый параметр качества в пределах 0,1 интерференционного кольца. Для достижения такой точности потребовалось, как показали экспериментальные исследования, уменьшить интенсивность съема припуска на всех операциях обработки в среднем на 15 . Это обеспечивалось определением наладочных параметров технологического оборудования, позволивших уменьшить интенсивность съема припуска на указанную величину при установленных (уточненных) значениях угловых коэффициентов прямых разбиения угла о на диапазоны. Наладочные параметры в данном случае имели следующие значения на первой стадии -52 мм,42 об/мин, 115 мм на второй стадии -45 мм,34 об/мин,6 мм на третьей стадии -37 мм,26 об/мин,4 мм. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 1/00
Метки: поверхностей, формообразования, способ, управления, процессом, прецизионных
Код ссылки
<a href="https://by.patents.su/5-5650-sposob-upravleniya-processom-formoobrazovaniya-precizionnyh-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Способ управления процессом формообразования прецизионных поверхностей</a>
Способ управления процессом формообразования прецизионных поверхностей оптических деталей

Номер патента: 5253
Опубликовано: 30.06.2003
Авторы: Филонов Игорь Павлович, Маляренко Александр Дмитриевич, Видмант Феликс Викентьевич, Митенков Максим Валерьевич
МПК: B24B 13/00
Метки: управления, формообразования, прецизионных, процессом, поверхностей, способ, деталей, оптических
Текст:
...лучшей управляемости процессом формообразования толщина полировальника уменьшается от центра к краю. Сущность изобретения поясняется чертежами, где фиг. 1 - схема обработки выпуклой поверхности фиг. 2 - схема обработки вогнутой поверхности фиг. 3 - графическая зависимость точности формы полируемой поверхности от температуры суспензии фиг. 4 - зависимость производительности доводки от температуры полировальной суспензии. Устройство для...
Способ автоматического управления процессом сушки
Номер патента: 674
Опубликовано: 30.06.1995
Авторы: Бурштейн С. М., Аношин А. И., Вишняк Б. А.
МПК: F26B 21/06
Метки: способ, процессом, сушки, управления, автоматического
Текст:
...на последующем технологическом процессе продукта с учетом сигнала расхода высушенного продукта и заданного значения сигнала температуры смешанного продуктаСуть решения задачи управления температурой в кипящем слое сводится к следУЮЩему. Уравнение теплового баланса процесса смешивания по текущим значениям расходов высушенного продукта Рви и отработавшего на последующем технологическом процессе продукта Бди с учетом их температур, расхода и...
Способ управления процессом обезвоживания суспензии
Номер патента: 105
Опубликовано: 30.09.1994
Авторы: Аношин А. И., Бурштейн С. М., Вишняк Б. А., Лемещенко В. С.
МПК: B01D 21/00, B01D 37/00
Метки: процессом, обезвоживания, суспензии, управления, способ
Текст:
...к отрицательному скорость ленты снижается ниже этого значениям при увеличенииабсоПЮТНОГО значения отрицательного сигнала до максимальной величины скорость снижается ДО МИНИМЭПЬНО допустимого-значения. Подачу теплоносителя в паровую рубашку выполняют регулятором 22 в зависиМОСТИ 01 сигнала датчика 21 ВЛЗЖНОСТИ КЕКЭ и корректирующего сигнала скорости движения ленты вакуум-фильтра. Последний сигнал. поступающий на регулятор 22 с выхода...
Способ автоматического управления процессом ввода добавок в готовый продукт
Номер патента: 703
Опубликовано: 30.06.1995
Авторы: Вишняк Б. А., Бурштейн С. М.
МПК: G05D 7/00
Метки: процессом, управления, автоматического, продукт, способ, готовый, ввода, добавок
Текст:
...на коэффициент, отражающий удельную норму добавки на единицу продукта. Полученный сигнал расхода добавки .Т является заданием алгоблоку МПК. управляющего исполнительным механизмом 7 изменения расхода добавки. Сигнал управления исполнительным механизмом 7 формируется при сравнении в МПК сигнала расхода добавки 11 и продифферснцированного сигнала датчика уровня 12. Регулирующий орган 8 изменяет свое положение в зависимости от величины и знака...
Способ автоматического управления процессом непрерывного аэробного культивирования микроорганизмов

Номер патента: 5279
Опубликовано: 30.06.2003
Авторы: Абаев Генрих Николаевич, Шестопалова Ольга Евгеньевна
МПК: C12Q 3/00
Метки: культивирования, аэробного, процессом, непрерывного, управления, микроорганизмов, автоматического, способ
Текст:
...процессы сопровождаются расходом субстрата и кислорода и приводят к снижению выход субстрата по конструктивному обмену, что требует коррекции путем дополнительной подачи субстрата в зависимости от величины рассогласования. На фиг. 1 представлена схема устройства для осуществления заявляемого способа, на фиг. 2 - кривая зависимости(доли субстрата, израсходованного на конструктивный обмен, равной отношению субстрата,...
Предыдущий патент: Беспроводная многоячеечная система радиосвязи
Следующий патент: Пластмассовая труба и способ ее изготовления
Случайный патент: Способ обработки смеси, содержащей хлорид калия, и устройство для его осуществления