Способ наплавки
Номер патента: 3906
Опубликовано: 30.06.2001
Авторы: Кожуро Лев Михайлович, Хилько Дмитрий Николаевич, Акулович Леонид Михайлович, Гальго Валерий Иванович, Лугаков Николай Федорович, Стукин Алексей Станиславович, Шиляев Алексей Семенович
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Государственное предприятие Конструкторско-технологический институт средств механизации и автоматизации(73) Патентообладатель Государственное предприятие Конструкторско-технологический институт средств механизации и автоматизации(57) Способ наплавки, включающий расплавление ферромагнитного порошка импульсами электрического тока и нанесение расплава ферромагнитного порошка на обрабатываемую поверхность в магнитном поле, отличающийся тем, что при нанесении расплава совместно с магнитным полем осуществляют наложение ультразвукового поля с частотой 21-23 КГц и амплитудой колебаний 8-12 мкм. Изобретение относится к способам нанесения и упрочнения покрытий в магнитном поле и может быть применено при изготовлении или ремонте деталей повышенной износостойкости. Известен способ нанесения покрытий электрическими разрядами с использованием наносимого материала в виде порошка при импульсной подаче тока и наложении магнитного поля для фиксации наплавляемого материала на обрабатываемую поверхность 1. Однако качество получаемой поверхности остается низким из-за содержания газовых включений в наплавках, которые способствуют образованию пористости и, взаимодействуя с металлом, образуют фазы, снижающие физико-механические свойства покрытия. Задачей, решаемой заявляемым способом, является повышение качества наплавленной поверхности за счет улучшения физико-механических свойств. Решаемая задача достигается тем, что в способе наплавки, включающем расплавление ферромагнитного порошка импульсами электрического тока и нанесение расплава ферромагнитного порошка на обрабатываемую поверхность в магнитном поле, при нанесении расплава совместно с магнитным полем осуществляют наложение ультразвукового поля с частотой 21-23 КГц и амплитудой колебаний 8-12 мкм. Способ осуществляют следующим образом. 3906 1 Обрабатываемую поверхность помещают вблизи полюсного наконечника магнита, связанного с магнитострикционным или пьезоэлектрическим преобразователем. В зазор между полюсным наконечником и деталью подают порошок наплавляемого материала. При замыкании электрической цепи между наконечником и обрабатываемой поверхностью возникает электрический разряд. Ферромагнитный порошок расплавляется и капли расплава под действием магнитного и ультразвукового полей равномерно наносятся на обрабатываемую поверхность. Воздействие магнитного и ультразвукового полей на расплав при его кристаллизации позволяет улучшить физико-механические свойства покрытия, например, повышается микротвердость,сплошность наплавки, снижается количество растворенных газов в расплаве. Пример. Проводят восстановление посадочных шеек под подшипники качения на валах из стали 45, износ которых не превышает 0,2 мм при номинальном размере шеек 40 мм. Для нанесения покрытий применяют порошок - с размерами зерен 0,2-0,4 мм. Вал и полюсный наконечник подключают к разноименным полюсам сварочного трансформатора. Магнитное поле создают при помощи магнита, являющегося одновременно источником передачи ультразвуковых колебаний в расплав. При непрерывной подаче порошка в зазор между шейкой вала и полюсным наконечником замыкается электрическая цепь сварочного трансформатора. При этом порошок расплавляется и, под действием магнитного поля с магнитной индукцией В 0,9-1,0 Тл и ультразвукового поля с частотой 21-23 кГц, амплитудой колебаний А 8-12 мкм, капли расплава равномерно наносятся на восстанавливаемую шейку вала. Результаты выполненного газового анализа наплавок (табл. 1) показывают, что предлагаемый способ наплавки способствует значительному, в среднем пятикратному снижению количества газов в металле покрытий. Это достигнуто за счет почти семикратного снижения количества кислорода и трехкратного уменьшения количества водорода при фактически незначительном возрастании содержания азота. Результаты проведенных экспериментов по сравнению качества наплавленного слоя (табл. 2) показывают, что использование предлагаемого метода обеспечивает высокую сплошность и равномерность покрытия,а также повышение микротвердости. Таблица 1 Результаты газового анализа наплавок Способ известный предлагаемый Приведенное количество всего газа на 100 г. металла, см 3 128,73 26,64 Таблица 2 Показатели качества наплавки Способ известный предлагаемый Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C23C 26/02, B22F 3/105
Код ссылки
<a href="https://by.patents.su/2-3906-sposob-naplavki.html" rel="bookmark" title="База патентов Беларуси">Способ наплавки</a>
Устройство для электромагнитной наплавки
Номер патента: 3676
Опубликовано: 30.12.2000
Авторы: Мрочек Жорж Адамович, Кожуро Сергей Львович, Акулович Леонид Михайлович, Кожуро Лев Михайлович, Гальго Сергей Иванович, Гальго Валерий Иванович
Метки: устройство, наплавки, электромагнитной
Текст:
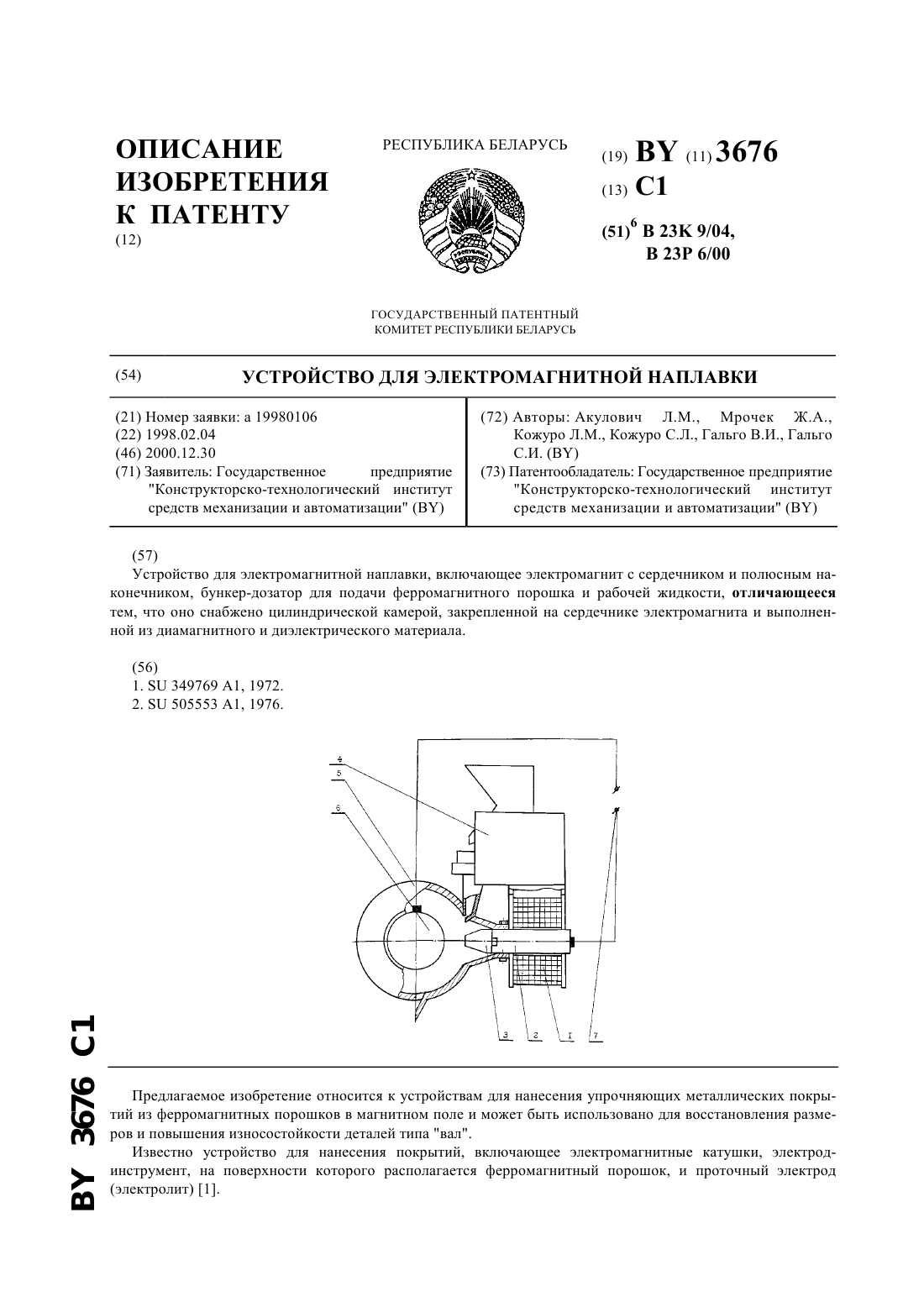
...состоит из электромагнита 1 с сердечником 2 и сменным полюсным наконечником 3, бункера-дозатора 4 для подачи ферромагнитного порошка и рабочей жидкости, цилиндрической камеры 5, охватывающей наплавляемую поверхность детали 6 и закрепленной на сердечнике 2, источника тока 7. Устройство работает следующим образом. Обрабатываемая деталь 6 приводится во вращение. В зазор между полюсным наконечником 3 и деталью 6 подают ферропорошок из...
Устройство для электромагнитной наплавки
Номер патента: 2036
Опубликовано: 30.03.1998
Авторы: Кожуро Сергей Львович, Щукин Виктор Семенович, Краснер Марк Григорьевич, Мрочек Жорж Адамович, Орлов Юрий Григорьевич, Кожуро Лев Михайлович, Филиппова Нэла Николаевна, Акулович Леонид Михайлович
МПК: B23K 9/04
Метки: устройство, электромагнитной, наплавки
Текст:
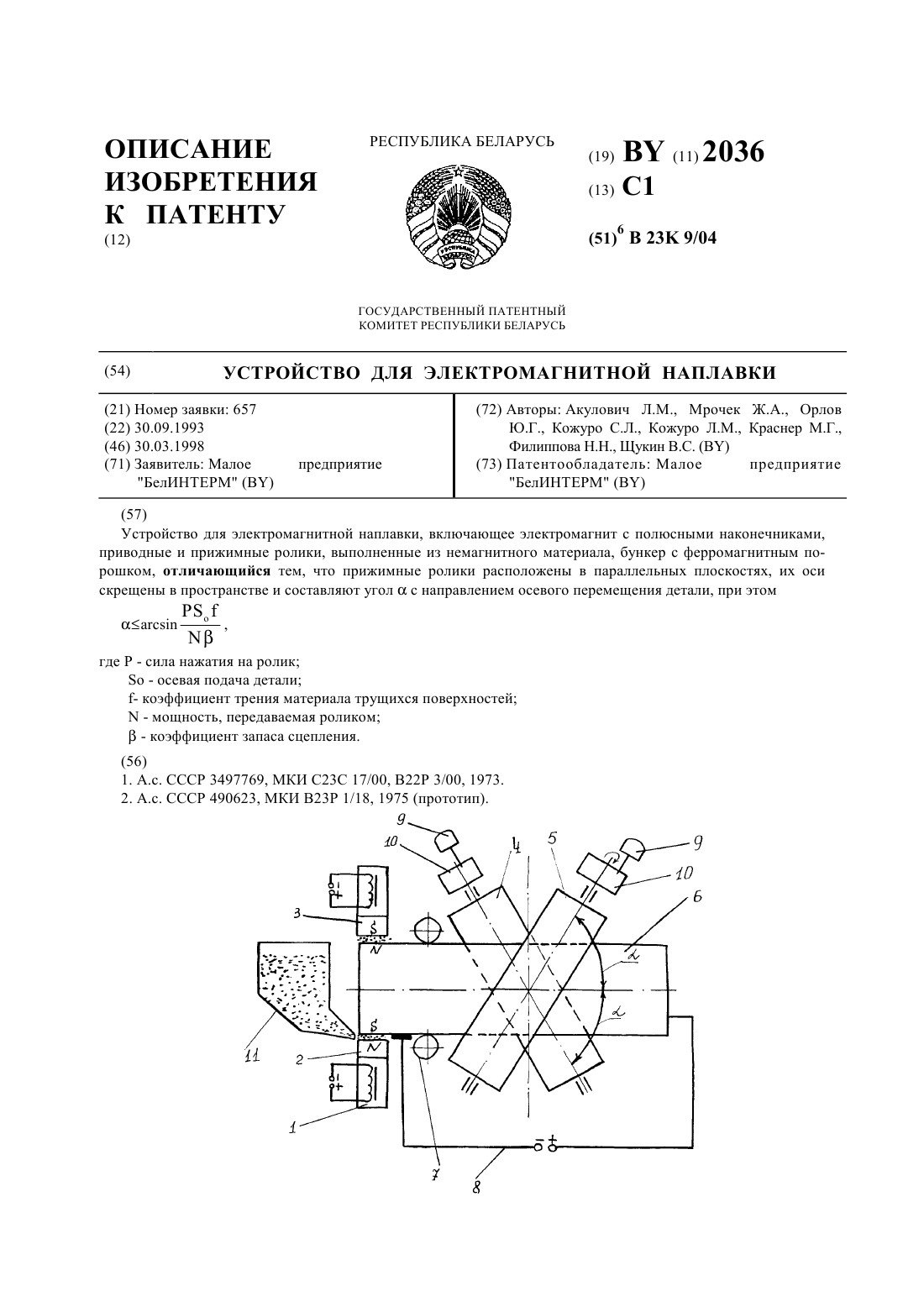
...усилий на ролик, а также упрощение конструкции. Поставленная задача решается в предлагаемом устройстве, включающем электромагнит с полюсными наконечниками, приводные и прижимные ролики, выполненные из немагнитного материала, бункер с ферромагнитным порошком, прижимные ролики расположены в параллельных плоскостях, их оси скрещены в пространстве и составляют уголс направлением осевого перемещения детали, при этом где Р - сила нажатия на ролик-...
Способ нанесения диффузионных покрытий на металлические порошки, преимущественно для наплавки
Номер патента: 3207
Опубликовано: 30.12.1999
Авторы: Пантелеенко Федор Иванович, Штемпель Олег Петрович, Константинов Валерий Михайлович
Метки: порошки, металлические, преимущественно, способ, диффузионных, покрытий, наплавки, нанесения
Текст:
...9,5)1/2. Изотермическую выдержку проводят в течение 0,3-2 ч. Выбор времени изотермической выдержки обусловлен тем, что при выдержке в печи более 2 ч происходит преимущественно сквозное борирование порошка, что негативно влияет на его технологические свойства (насыпную плотность, текучесть и наплавляемость), а выдержка менее 20-ти минут приводит к неравномерному насыщению исходного порошка легирующими элементами (неравномерный прогрев...
Способ наплавки токопроводящих контактных площадок из самофлюсующихся сплавов
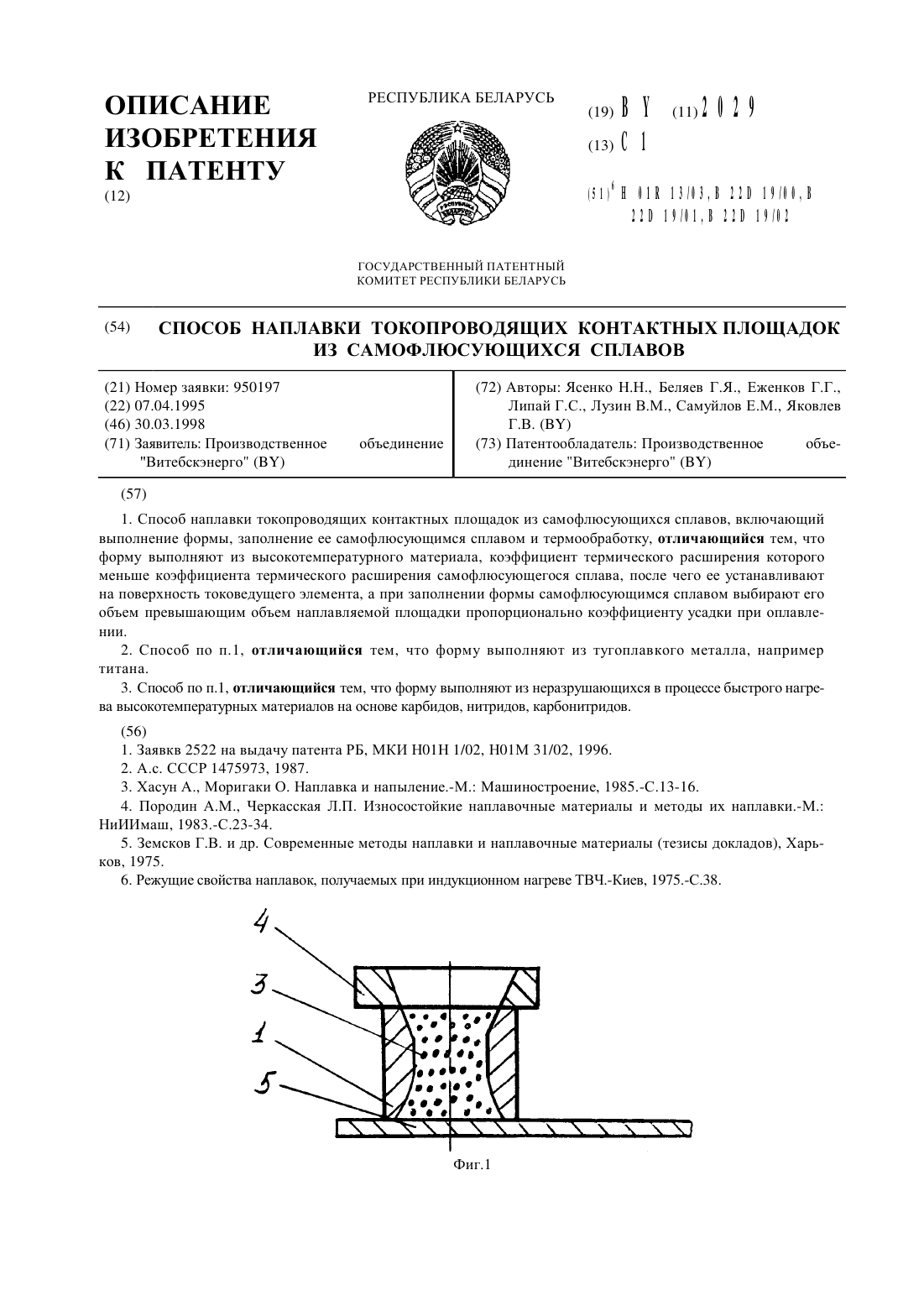
Номер патента: 2029
Опубликовано: 30.03.1998
Авторы: Самуйлов Евгений Михайлович, Лузин Владимир Михайлович, Еженков Григорий Григорьевич, Ясенко Николай Николаевич, Беляев Геннадий Яковлевич, Липай Геннадий Семенович, Яковлев Геннадий Васильевич
МПК: B22D 19/00, B22D 19/02, B22D 19/01...
Метки: контактных, сплавов, наплавки, площадок, способ, токопроводящих, самофлюсующихся
Текст:
...детали, что значительно сужает область применения данного способа, особенно при наплавке контактных площадок на токоведущие элементы электрооборудования4. снижение экономической эффективности в связи с необходимостью механической обработки основы каждой детали с целью получения формы.Задачей изобретения является расширение технологических возможностей способа наплавки самофлюсующимися порошковыми сплавами с целью получения токопроводящих...
Состав для электромагнитной наплавки
Номер патента: 2134
Опубликовано: 30.06.1998
Авторы: Гальго Валерий Иванович, Акулович Леонид Михайлович, Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Кожуро Лев Михайлович
МПК: B23K 35/30, C22C 38/14
Метки: состав, наплавки, электромагнитной
Текст:
...и эксплуатационные характеристики поверхностного слоя и производительность процесса. Известен сплав для наплавки на основе железа, содержащий углерод, хром, молибден, титан, кремний и марганец 2. Использование данного материала для ЭМН позволяет увеличить толщину наплавленного слоя до 0,8 мм и производительность процесса в 1,21,4 раза. К недостаткам известного материала следует отнести сравнительно невысокую микротвердость (около 5...
Предыдущий патент: Способ глубинного уплотнения грунта
Следующий патент: Способ и устройство для подвешивания и установки взрывозаградительных водяных резервуаров в подземных горных разработках и туннелях
Случайный патент: Шестереночный ключ