Электрическая печь сопротивления шахтного типа и способ ее тепловой изоляции
Номер патента: 17041
Опубликовано: 30.04.2013
Авторы: Торопов Виктор Владимирович, Долидович Александр Федорович, Якутович Николай Владимирович, Ознобишин Александр Николаевич, Гринчук Павел Семенович

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ШАХТНОГО ТИПА И СПОСОБ ЕЕ ТЕПЛОВОЙ ИЗОЛЯЦИИ(71) Заявитель Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(72) Авторы Гринчук Павел Семенович Торопов Виктор Владимирович Ознобишин Александр Николаевич Якутович Николай Владимирович Долидович Александр Федорович(73) Патентообладатель Государственное научное учреждение Институт теплои массообмена имени А.В.Лыкова Национальной академии наук Беларуси(57) 1. Электрическая печь сопротивления шахтного типа периодического действия, включающая сварной наружный металлический корпус с герметизирующей крышкой, с расположенной внутри камерой нагрева с нагревательными элементами и ретортой из жаропрочного материала, внутри которой помещена емкость из перфорированного жаропрочного металла для обрабатываемых изделий, и футеровкой из огнеупорного и волокнистого теплоизоляционного материалов, отличающаяся тем, что имеет в поперечном сечении круглую или прямоугольную форму, при этом камера нагрева, выполненная в форме колодца, снаружи снабжена двумя равноудаленными горизонтальными ребрами жесткости, выполненными из одного слоя легковесного шамотного кирпича, расстояние между 17041 1 2013.04.30 которыми не превышает 1/3 высоты камеры нагрева, упирающимися в наружный металлический корпус, внутри которого в нижней его части крестообразно выполнены опорные полки из легковесного шамотного кирпича для установки реторты, высота кладки которых от днища наружного металлического корпуса не превышает высоты реторты, а ширина составляет не менее 1/4 диаметра или ширины реторты, распространяющиеся за пределы камеры нагрева и играющие роль вертикальных ребер жесткости причем огнеупорная футеровка камеры нагрева выполнена двухслойной и состоит из слоя огнеупорного фетра толщиной не более 25 мм и слоя легковесного шамотного кирпича толщиной не более 80 мм, а волокнистая теплоизоляционная футеровка выполнена трехслойной с толщиной каждого слоя не более 40, 100 и 40 мм соответственно, материалом которых служат каолиновые волокнистые плиты, базальтовые волокнистые плиты и минеральная вата соответственно, причем указанные выше слои расположены в направлении от камеры нагрева к наружному металлическому корпусу. 2. Способ формирования тепловой изоляции электрической печи сопротивления шахтного типа периодического действия по п. 1, при котором монтируют футеровку внутреннего высокотемпературного объема печи из двух слоев огнеупорного и трех слоев волокнистого теплоизоляционного материалов, огнеупорность которых возрастает от наружной металлической стенки печи к ее внутреннему высокотемпературному объему, в следующем порядке вначале монтируют огнеупорную футеровку из легковесного шамотного кирпича,начиная с днища печи, на котором укладывают крестообразные опорные полки для установки реторты, затем по всей высоте печи вплоть до герметизирующей крышки выкладывают вертикальный слой огнеупорной шамотной футеровки камеры нагрева, внутреннюю поверхность которой облицовывают еще одним слоем из огнеупорного фетра, имеющего максимальную степень черноты и увеличивающим долю радиационного теплового потока от нагревателей, идущего на нагрев обрабатываемых изделий, после чего снаружи в направлении наружного металлического корпуса печи на огнеупорный слой из легковесного шамотного кирпича монтируют трехслойную волокнистую теплоизоляционную футеровку, изготавливаемую в виде последовательно расположенных слоев из волокнистого теплоизоляционного материала, каждый из которых имеет требуемые теплофизические характеристики, низкую прочность на излом, но высокую прочность на сжатие, обеспечивают прочность и устойчивость футеровки выполнением горизонтальных и вертикальных ребер жесткости из прослоек огнеупорного шамотного кирпича, причем трехслойную волокнистую теплоизоляционную футеровку, заполняющую внутренний высокотемпературный объем печи от камеры нагрева до наружного металлического корпуса, последовательно выполняют из слоя каолиновых волокнистых плит, из слоя базальтовых волокнистых плит и из слоя минеральной ваты, максимальная температура применения каждого из которых в направлении от шамотной кладки к металлическому корпусу печи, а также их плотность и теплопроводность последовательно снижаются. 3. Способ по п. 2, отличающийся тем, что первый слой выполнен из каолиновых волокнистых плит типа КТПУ, имеющих максимальную температуру применения 1100 С, плотность 450 кг/м 3 и коэффициент теплопроводности 0,148 Вт/(мК), второй слой выполнен из базальтовых волокнистых плит типа БТП,имеющих максимальную температуру применения 800 С, плотность 200 кг/м 3 и коэффициент теплопроводности 0,130 Вт/(мК), третий слой выполнен из минеральной ваты типа МКРР-160, имеющей максимальную температуру применения 400 С, плотность 160 кг/м 3 и коэффициент теплопроводности 0,083 Вт/(мК). 4. Способ по п. 2, отличающийся тем, что огнеупорную футеровку из легковесного шамотного кирпича и теплоизоляционного волокнистого плиточного материала монтируют последовательно снизу вверх от днища металлического корпуса печи до уровня первого ребра жесткости, затем до уровня второго ребра жесткости и, наконец, до верхнего уровня печи, перекрываемого ее герметизирующей крышкой. 2 17041 1 2013.04.30 5. Способ по п. 4, отличающийся тем, что перед монтажом трехслойной волокнистой теплоизоляционной футеровки, имеющей форму плит, ее с помощью лекал и шаблонов предварительно нарезают на отрезки заданных размеров, притирают и формируют в пакеты,соответствующие заданным размерам и форме места монтажа во внутреннем высокотемпературном объеме печи, причем волокнистые теплоизоляционные плиты скрепляют друг с другом металлической проволокой либо неорганическим связующим, пазы между пакетами заделывают огнеупорным связующим на неорганической основе и смещают относительно друг друга для их перекрытия, а монтаж теплоизоляционной волокнистой футеровки производят на заранее установленных внутри печи крепежных элементах, имеющих малую тепловую инерционность и не выходящих за пределы высоты и ширины футеровки. Предлагаемое изобретение относится к электрическим печам сопротивления шахтного типа и способам их тепловой изоляции и может быть использовано в металлургической,машиностроительной и других отраслях промышленности при термической и термохимической обработке металлических и иных изделий. В металлообрабатывающих отраслях промышленности чрезвычайно актуальной является проблема повышения энергоэффективности технологии термической и термохимической обработки металла в электрических печах сопротивления, которая существенно зависит от их конструктивно-технологических особенностей, в частности от способа тепловой изоляции (футеровки) рабочего пространства печи от окружающей среды и используемых для этого материалов. Поскольку в электрической печи используется один из наиболее дорогих видов энергии - электрическая, то особенно важно, чтобы футеровка такой печи была сконструирована и выполнена таким образом, чтобы минимизировать тепловые потери через ограждающие металлические поверхности печи и всякого рода отверстия и чтобы аккумулируемое кладкой тепло также было минимальным. Последнее особенно важно для печей периодического действия, в которых при каждом разогреве теряется все тепло кладки печи. Футеровку нагревательных камер печей с рабочей температурой 400-1000 С, как правило, выполняют из двух слоев внутреннего - огнеупорного, способного работать при максимальной рабочей температуре печи и достаточно механически прочного, поскольку этот слой воспринимает все нагрузки от нагреваемых изделий и служит для крепления достаточно массивных нагревательных элементов, и внутреннего - теплоизоляционного,практически освобожденного от несения каких-либо нагрузок, кроме собственного веса,но зато обеспечивающего уменьшение до минимума тепловых потерь. В серийных электрических печах сопротивления в качестве основного футеровочного материала как огнеупорного, так и теплоизоляционного, используется, как правило, легковесный и ультралегковесный шамотный кирпич, выпускаемый промышленностью в виде прямоугольных изделий различных размеров и фасонных камней самых разнообразных конфигураций и размеров (кирпич для стен электропечей, клин, пятовый кирпич, фасоны для нагревателей и т.п.). Вследствие довольно низких теплофизических характеристик используемого футеровочного материала и, как следствие, высоких тепловых потерь через стенки печи, а также больших затрат энергии (тепла) на прогрев футеровки из холодного состояния до температуры термообработки обрабатываемых деталей тепловой КПД традиционных серийных электрических печей сопротивления крайне невысок и не превышает 5-15 . В принципе, конструкции выпускаемых промышленностью шахтных электропечей сопротивления достаточно похожи и отличаются друг от друга в зависимости от их назначения и используемых теплоизоляционных материалов. Известна конструкция электропечи сопротивления 1, содержащей металлический кожух, камеру нагрева, ее футеровку и нагреватели с элементами их фиксации на футеровке. Способствующая повышению энергоэффективности футеровка электропечи сопро 3 17041 1 2013.04.30 тивления выполнена в виде плит из твердых волокнистых материалов, расположенных перпендикулярно к стенкам кожуха, и пакетов из мягких волокнистых материалов. Элементы крепления нагревателей фиксируются в плитах. Для снижения аккумулирующей способности, тепловых потерь в плитах из твердых волокнистых материалов выполнены сквозные отверстия, а каждая из плит установлена так, что задняя торцевая стенка плиты и поверхность кожуха образуют полость, пакеты из мягких волокнистых материалов расположены в полостях и сквозных отверстиях. Поскольку под действием высокой температуры плиты из волокнистых материалов могут размягчаться в различной степени в зависимости от высоты нагревательной камеры, фиксация нагревателей на ее стенках печи будет изменяться в разной степени, что будет приводить к неравномерности нагрева изделий и ухудшению качества термообработки. Известна также шахтная электропечь 2, в которой футеровка камеры нагрева выполняется чередующимися слоями кристобалитомуллитовых и периклазошпинельных термостойких материалов, а пространство между этими слоями и кожухом печи футеровано комбинированным теплоизоляционным слоем из асбестового картона и волокнистого огнеупорного материала, объемное соотношение которых в футеровке может варьировать в заданных пределах. Однако несмотря на некоторое снижение материалоемкости футеровки,выбранные материалы не позволяют существенно увеличить тепловой КПД печи, зато заметно усложняют сам процесс футерования. Кроме того, известен тепловой агрегат 3, в котором предложены новые конструктивные особенности формирования его футеровки. По утверждению авторов, снижения тепловых потерь через футеровку за счет снижения ее теплопроводности можно достичь путем ее выполнения в виде керамических плит, расположенных вертикально и перпендикулярно к кожуху и соединенных с ним посредством кронштейнов и анкерных болтов, установленных с зазорами к опорным керамическим плитам. Опорные керамические плиты расположены на кожухе рядами с интервалом в ряду, равном длине футеровочного изделия, и смещены в последующем ряду на половину длины указанного изделия, сами плиты имеют заданное отношение высоты к ширине, а боковые поверхности плит выполнены с выступами, удерживающими размещенные между ними футеровочные изделия в направлении рабочего пространства. К недостаткам такого формирования футеровки из предложенных материалов в нагревательной печи можно отнести достаточно высокую теплопроводность керамических материалов в сравнении с современными волокнистыми материалами, что приводит к незначительному увеличению энергоэффективности печи, а также невысокую механическую прочность керамических плит, препятствующую креплению на них достаточно массивных нагревательных элементов. Известно устройство серийной шахтной электропечи Ц-105 А 4, предназначенной для цементации стальных изделий и выбранной в качестве прототипа для реализации предлагаемого способа теплоизоляции нагревательных устройств. Эта печь содержит сварной металлический наружный корпус, крышку электропечи, герметизирующую реторту (муфель) из жароупорного металла, в которой циркулирует науглероживающая атмосфера, образующаяся в результате разложения под действием высокой температуры керосина, пиробензола, синтина или триэтаноламина, и в которой размещают корзину с обрабатываемыми деталями, нагреватели и элементы их крепления на стенках камеры нагрева, огнеупорная и теплоизоляционная футеровка которой выполнена из легковесного шамота и перлитовых плит на керамической связке и диатомитового кирпича. Процесс термообработки (цементации) в электропечах серии Ц осуществляют в сварной жароупорной реторте, которая устанавливается на поду печи на специальной литой подставке. Сверху реторта закрывается футерованной крышкой, герметичность перекрытия которой обеспечивается песочным затвором. Огнеупорная кладка электропечи выполнена из легковесного шамота. В качестве теплоизоляции боковых стенок применены перлитовые плиты на керамической связке, а на поду - диатомитовый кирпич. Перлитовые плиты и 4 17041 1 2013.04.30 диатомитовый кирпич кладутся насухо с тщательной притиркой между собой отдельных кирпичей и плит. Швы располагают вперевязку и пересыпаются крошкой из соответствующего материала. Кладку стенок и пода ведут одновременно по всей горизонтальной поверхности и всю необходимую подтеску кирпича и плит производят по месту их укладки. Огнеупорный раствор применяется для кладки огнеупорной части футеровки. Раствор должен быть следующего состава 70 молотого шамота и 30 огнеупорной глины. Крупность помола компонентов до 1,5 мм. В воду в количестве 500 литров на 1 м 3 сухой смеси добавляют 3-5 жидкого стекла. Диатомитовый порошок готовится из боя диатомитового кирпича и просеивается на сите с отверстиями 0,75 мм. При такой кладке футеровки на ряде промышленных печей пытаются улучшить тепловую изоляцию печи за счет того, что взамен диатомитового кирпича и диатомитовой засыпки применяют перлитовые плиты на керамической основе, а тепловые потери частично уменьшают путем перекрытия щели между ретортой и горловиной печи поясом из легковесного шамота, который выложен на горловине на жидком стекле. Однако подобная шамотная футеровка обладает существенными недостатками, поскольку она имеет достаточно высокую теплопроводность и теплоемкость, недостаточно высокое тепловое сопротивление и значительный объемный вес, приводящий к утяжелению конструкции и росту тепловых потерь печи. В связи с этим потери холостого хода серийных шахтных электропечей составляют от 25 до 40 от их номинальной мощности, а время разогрева до рабочей температуры составляет 5-8 часов. Такие низкие эксплуатационные показатели серийных электропечей объясняются их чрезмерно тяжелой кладкой, особенно ее огнеупорным слоем, аккумулирующим много тепла. А так как эти печи работают большей частью 1 или 2 смены с частыми простоями и недогрузом, то их тепловой КПД оказывается весьма низким (5-15 ). В то же время за счет применения в таких печах современных волокнистых (на базе муллитокремнеземистых и базальтовых волокон с применением высокотемпературных неорганических связующих) футеровочных и теплоизоляционных материалов, выпускаемых в виде плит, блоков, модулей, матов, фетра, ваты и других жестких и гибких элементов и сочетающих в себе огнеупорные и изоляционные свойства, низкую теплопроводность и малоинерционность, и новых способов их использования в существующем парке термического оборудования взамен традиционных футеровочных материалов, тепловой КПД электропечей сопротивления по имеющимся литературным данным можно поднять до 30-40 . Так, известен способ и система для облицовки пространств с высокой температурой 5, где описан способ тепловой изоляции высокотемпературных стенок электропечи волокнистой футеровкой, сформированной из пластинообразных полос в пакеты с помощью скрепляющего состава по всей площади слоя полос пакета, в которой волокна в основном параллельны плоскостям, перпендикулярным поверхности рабочей камеры. При таком способе футерования поочередно берут подходящую пачку полос, обработанных скрепляющим составом, эту пачку прижимают к поверхности в месте установки пачки и обжимают до подходящей плотности, причем за один раз берут одну пачку полос из волокна,обработанных скрепляющим составом, подходящего размера в зависимости от размера и формы места установки и облицовывают всю обрабатываемую поверхность. Предложенный способ выполнения футеровки и ее конструкция позволяют, с одной стороны, упростить и удешевить футеровочные работы, облегчить ремонт и обслуживание печного агрегата, но, с другой стороны, такая футеровка не может обеспечить жесткость системы,достаточную для фиксации в ней без возможности перемещения массивных нагревательных элементов и выдержки массы садки. Известен также способ теплоизоляционной обшивки элементов печей и модуль для теплоизоляционной обшивки стенки печи 6 путем формирования в качестве футеровки модулей из современных теплоизоляционных волокнистых материалов, состоящих из множества собранных вместе в стойко-упругое соединение с помощью нитевидного и 5 17041 1 2013.04.30 термостойкого соединяющего средства полотнищ матов, которые образуют по крайней мере два теплоизоляционных слоя основной в виде тел квадратной формы и дополнительный в виде тел иной требуемой формы. Недостатком такого способа является невозможность закрепления в такой футеровке полок для нагревательных элементов и обеспечения в печи жесткости системы, достаточной для монтажа на такого рода футеровке множества довольно тяжелых нагревательных элементов, а также размещения на ней нагреваемых металлических изделий. Кроме того, известен способ теплоизоляции электрических печей 7 путем выполнения футеровки из теплоизоляционных панелей, представляющих собой огнеупорный модуль, сформированный из дискретных волокон с помощью неорганического связующего агента в жесткую конструкцию, на внутренней, расположенной в камере нагрева поверхности которых закреплено множество керамических опорных элементов для крепления и размещения ленточного нагревательного элемента. Предполагается, что неорганическое связующее обеспечит такую жесткость конструкции теплоизоляционного модуля, которой окажется вполне достаточно, чтобы выдержать вес довольно массивного электронагревателя. Однако промышленная практика показывает, что при повышенных температурах жесткость конструкции волокнистых модулей независимо от вида связующего агента существенно снижается, в результате чего керамические полки с размещенным на них нагревательным элементом смещаются со своего исходного положения, что приводит к искажению заданного поля температур в рабочей камере печи и неравномерности нагрева обрабатываемых деталей, а также к возможному перегоранию нагревателя. Известен способ теплоизоляции промышленной электрической печи сопротивления 8, принятый за прототип. Сущность предложенного способа заключается в выполнении в промышленной электропечи сопротивления комбинированной футеровки, состоящей из наружного слоя волокнистой теплоизоляции и внутреннего слоя из огнеупорной кирпичной кладки, в теле которого подвижно закреплены опорные полки для размещения проволочного кольцевого нагревателя. По мнению авторов патента, подвижное крепление полок для нагревателя в кирпичной кладке удобно для условий их монтажа и демонтажа, а сама футеровка имеет длительный срок службы, удобство обслуживания и энергосберегающий эффект. Приведенное сравнение с выбранным авторами прототипом показывает,что при такой футеровке тепловая эффективность печи может быть увеличена в среднем примерно на 70 , а энергопотребление может быть сокращено примерно на 40 . Однако поскольку используемые в патенте волокнистая силикатно-глиноземная теплоизоляция и полновесный шамотный кирпич имеют достаточно высокую теплопроводность и массу и, следовательно, значительную паразитную теплоаккумулирующую емкость, ведущую к росту времени выхода печи на рабочий режим и потерям тепла через ограждающие поверхности, то применение иных комбинаций теплоизоляционных и огнеупорных материалов может привести к гораздо лучшей энергоэффективности. Задачей изобретения является повышение энергоэффективности и производительности шахтных электрических печей сопротивления периодического действия за счет использования современных волокнистых теплоизоляционных материалов, снижения теплопроводности и теплоемкости футеровки электропечи, снижения ее габаритной массы, сокращения сроков выхода печи на рабочий режим и снижения тепловых потерь при нагреве и термообработке изделий в печи. Поставленная задача решается следующим образом. Предлагаемая электрическая печь сопротивления шахтного типа периодического действия включает в себя сварной металлический наружный корпус с герметизирующей крышкой, с расположенной внутри камерой нагрева с нагревательными элементами и ретортой из жаропрочного материала, внутри которой помещена емкость из перфорированного жаропрочного металла для обрабатываемых изделий, и футеровкой из огнеупорного и волокнистого теплоизоляционного материалов, выполненной комбинированной и мно 6 17041 1 2013.04.30 гослойной, слои которой последовательно расположены в направлении от нагревательной камеры к наружному корпусу и выполнены из слоев огнеупорного фетра типа МКРФ-100,легковесного шамота типа ЛШК, каолиновых волокнистых плит типа КТПУ, базальтовых волокнистых плит типа БТП и минеральной ваты типа МКРР-160. Согласно изобретению, предлагаемая электропечь имеет в поперечном сечении круглую или прямоугольную форму, внутренняя комбинированная огнеупорная футеровка камеры нагрева выполнена двухслойной и состоит из слоя из волокнистого фетра МКРФ 100 толщиной не более 25 мм и слоя легковесного шамотного кирпича ЛШК толщиной не более 80 мм, а теплоизоляционная футеровка выполнена трехслойной и состоит из слоев каолиновых волокнистых плит КТПУ толщиной не более 40 мм, базальтовых плит БТП толщиной не более 100 мм и минеральной ваты МКРР-160 толщиной не более 40 мм. Общая толщина футеровки в печи равна 290 мм. Для сохранения жесткости конструкции печи, влияющей на равномерность нагрева металла в реторте из жаростойкой стали, внутреннюю поверхность камеры нагрева выполняют из одного вертикального слоя легковесного шамотного кирпича. Этот слой кирпича, имеющий форму колодца, служит для крепления электрических нагревателей на керамических полках. Помимо этого, слой кирпича по высоте печи снабжен двумя равноудаленными горизонтальными рядами ребер жесткости, выполненных из одного слоя такого же легковесного шамотного кирпича, расстояние между которыми не превышает 1/3 высоты камеры нагрева, упирающихся с одной стороны в наружный стальной корпус, а с другой - в данный колодец. Для надежного удержания суммарной массы реторты и емкости с обрабатываемыми металлическими изделиями внутри металлического корпуса в нижней его части крестообразно выполнены опорные полки из легковесного шамотного кирпича для установки реторты, высота кладки которых от днища наружного металлического корпуса не превышает высоты реторты, а ширина составляет не менее 1/4 диаметра или ширины реторты, распространяющиеся за пределы камеры нагрева и играющие роль вертикальных ребер жесткости. Предлагаемый способ тепловой изоляции электрических печей сопротивления шахтного типа периодического действия, включающий в себя выполнение огнеупорной и теплоизоляционной футеровки, заключается в том, что с целью сохранения жесткости конструкции печи, снижения ее объемного веса, сокращения сроков выхода печи на рабочий режим, уменьшения объемной теплопроводности и теплоемкости ее футеровки, сокращения тепловых потерь через стенки и крышку печи, повышения скорости нагрева и качества термохимической обработки изделий, сокращения потребления электроэнергии и повышения теплового КПД футеровку выполняют комбинированной, многокомпонентной и состоящей из двух слоев огнеупорной и трех слоев волокнистой теплоизоляции, огнеупорность которых возрастает от наружной металлической стенки печи к ее внутреннему высокотемпературному объему. Процесс футерования внутреннего высокотемпературного объема печи ведут в следующем порядке вначале монтируют огнеупорную футеровку из легковесного шамотного кирпича начиная с днища печи, на котором укладывают крестообразные опорные полки для установки реторты, затем по всей высоте печи вплоть до герметизирующей крышки выкладывают вертикальный огнеупорный слой легковесной шамотной футеровки камеры нагрева, внутреннюю поверхность которой облицовывают еще одним слоем из огнеупорного фетра, имеющего максимальную степенью черноты и увеличивающим долю радиационного теплового потока от нагревателей, идущего на нагрев металлических изделий,после чего снаружи в направлении наружного металлического корпуса печи на огнеупорный слой из легковесного шамотного кирпича монтируют трехслойную волокнистую теплоизоляционную футеровку, изготовляемую в виде последовательно расположенных слоев из волокнистого теплоизоляционного материала, каждый из которых имеет требуе 7 17041 1 2013.04.30 мые теплофизические и механические характеристики, низкую прочность на излом, но высокую прочность на сжатие, обеспечивают прочность и устойчивость футеровки выполнением горизонтальных и вертикальных ребер жесткости из прослоек огнеупорного шамотного кирпича, причем трехслойную волокнистую теплоизоляционную футеровку,заполняющую внутренний высокотемпературный объем печи от камеры нагрева до наружного металлического корпуса, последовательно выполняют из слоя каолиновых волокнистых плит, из слоя базальтовых волокнистых плит и из слоя минеральной ваты, максимальная температура применения каждого из которых в направлении от шамотной кладки к металлическому корпусу печи, а также их плотность и теплопроводность последовательно снижаются. Следует заметить, что огнеупорную футеровку из легковесного шамотного кирпича и теплоизоляционного волокнистого плиточного материала монтируют последовательно снизу вверх от днища металлического корпуса печи до уровня первого горизонтального ребра жесткости, затем до уровня второго ребра жесткости и, наконец, до верхнего уровня печи, перекрываемого ее герметизирующей крышкой. Кроме того, для формирования качественной тепловой изоляции печи перед монтажом трехслойной волокнистой теплоизоляционной футеровки, имеющей форму плит, ее с помощью лекал и шаблонов предварительно нарезают на отрезки заданных размеров,притирают и формируют в пакеты, соответствующие заданным размерам и форме места монтажа во внутреннем высокотемпературном объеме печи, причем волокнистые теплоизоляционные плиты скрепляют друг с другом металлической проволокой либо неорганическим связующим, пазы между пакетами заделывают огнеупорным связующим на неорганической основе и смещают относительно друг друга для их перекрытия, а монтаж теплоизоляционной волокнистой футеровки производят на заранее установленных внутри печи крепежных элементах, имеющих малую тепловую инерционность и не выходящих за пределы высоты и ширины футеровки. Таким образом, согласно предлагаемому изобретению, внутреннее пространство печи,образующей камеру нагрева, облицовывают двумя слоями огнеупорной футеровки из легковесного шамотного кирпича типа ЛШК (плотность 950 кг/м 3, теплопроводность при 600 С 0,600 Вт/(мК и из огнеупорного муллитокремнеземистого фетра типа МКРФ 100 (плотность 160 кг/м 3, теплопроводность при 600 С 0,083 Вт/(мК, имеющего в диапазоне температур 1000-1200 С степень черноты 0,9-0,95, которым облицована внутренняя, обращенная к камере нагрева поверхность шамотного кирпича, а остальное внутреннее пространство печи в направлении от огнеупорного слоя к наружному корпусу печи заполняют тремя слоями теплоизоляционного волокнистого футеровочного материала с различными заданными теплофизическими характеристиками, изготавливаемого в виде прессованных (или вакуум-формованных) листов, имеющих низкую прочность на излом, но высокую - на сжатие. Жаростойкость каждого последующего слоя должна возрастать в направлении от наружной к внутренней поверхности печи. В частности, это пространство может быть футеровано последовательно слоем из каолиновых уплотненных теплоизоляционных волокнистых плит типа КТПУ (плотность 450 кг/м 3, теплопроводность при 600 С 0,148 Вт/(мК, слоем из базальтовых теплоизоляционных волокнистых плит марки БТП (плотность 200 кг/м 3, теплопроводность при 600 С 0,130 Вт/(мК и слоем из муллитокремнеземистой минеральной ваты типа МКРР-160(плотность 160 кг/м 3, теплопроводность при 600 С 0,083 Вт/(мК. Благодаря такому сочетанию теплофизических свойств огнеупорной и теплоизоляционной облицовки,радиационный тепловой поток (тепловое излучение), упавший на поверхность футеровки,будет попадать на ее первый поверхностный огнеупорный слой с высокой степенью черноты и, не успевая отводиться из-за низкой теплопроводности к внутренним теплоизоляционным слоям, будет переизлучаться в рабочее пространство печи, что позволит увеличить количество тепла, идущего непосредственно на нагрев металлических изделий,8 17041 1 2013.04.30 улучшить равномерность их термообработки, сократить тепловые потери через стенку печи, снизить потребление электроэнергии. Для увеличения радиационного теплового потока от электронагревателей, идущего на нагрев металлических изделий в корзине, находящейся в реторте, внутреннюю поверхность шахты или камеры из легковесного шамотного кирпича облицовывают слоем огнеупорного фетра, имеющего высокую степень черноты (около 0,9), физический принцип работы которого описан выше. Таким образом, для снижения тепловых потерь в электропечи, снижения потребления печью электроэнергии и повышения теплового КПД печи внутренний объем печи между шахтой или камерой нагрева из легковесного шамотного кирпича и металлическим корпусом печи заполняют тремя слоями легковесной волокнистой теплоизоляционной футеровки, максимальная температура применения каждого из которых в направлении от шамотной кладки к металлическому корпусу печи, плотность и коэффициент теплопроводности последовательно снижаются 1-й слой - из каолиновых волокнистых плит типа КТПУ (1100 С,450 кг/м 3,0,148 Вт/(мК,2-ой слой - из базальтовых волокнистых плит типа БТП (800 С,200 кг/м 3,0,130 Вт/(мК,3-й слой - из минеральной ваты (400 С,160 кг/м 3,0,083 Вт/(мК. На фиг. 1 приведены схематическое изображение конструкции электрической печи сопротивления шахтного типа периодического действия прямоугольного сечения и принципиальная схема осуществления способа ее тепловой изоляции. На фиг. 2 приведена схема расположения огнеупорной и теплоизоляционной футеровки в шахтной электропечи сопротивления прямоугольного сечения (разрез по А-А). На фиг. 3 приведена схема расположения огнеупорной и теплоизоляционной футеровки в шахтной электропечи сопротивления прямоугольного сечения (разрез по Б-Б). На фиг. 4 приведена схема расположения огнеупорной и теплоизоляционной футеровки в шахтной электропечи сопротивления прямоугольного сечения (разрез по В-В). На фиг. 5 приведены схематическое изображение конструкции электрической печи сопротивления шахтного типа периодического действия круглого сечения и принципиальная схема осуществления способа ее тепловой изоляции. На фиг. 6 приведена схема расположения огнеупорной и теплоизоляционной футеровок в шахтной электропечи сопротивления круглого сечения (разрез по А-А). На фиг. 7 приведена схема расположения огнеупорной и теплоизоляционной футеровок в шахтной электропечи сопротивления круглого сечения (разрез по Б-Б). На фиг. 8 приведена схема расположения огнеупорной и теплоизоляционной футеровок в шахтной электропечи сопротивления круглого сечения (разрез по В-В). На фиг. 9 приведена расчетная геометрическая схема футеровки электропечи (двумерное сечение, вид сверху). Принципы осуществления предлагаемых шахтных электрических печей сопротивления периодического действия и способа их тепловой изоляции можно понять из рассмотрения схематических изображений конструкций печей круглого и прямоугольного сечений, представленных на фиг. 1, 5. На фиг. 1, 5 показаны конструкции предлагаемых шахтных электропечей сопротивления прямоугольного и круглого сечений и принципиальные схемы осуществления способа их тепловой изоляции, которые включают в себя сварной наружный металлический корпус 1 электропечи, крышку 2 электропечи, шахту (камеру нагрева) 3, реторту (муфель) 4 из жароупорного металла, емкость (корзину) 5 из перфорированного жароупорного материала для размещения обрабатываемого материала, керамические опорные подставки 6 для электронагревателей, электронагреватели (спиральные или ленточные) 7, огнеупорную футеровку шахты из шамотного кирпича 8, горизонтальные ребра жесткости из ша 9 17041 1 2013.04.30 мотного кирпича 9, футеровку из теплоизоляционных волокнистых плит типа КТПУ 10,футеровку из теплоизоляционных волокнистых плит типа БТП 11, футеровку из слоя минеральной ваты 12, облицовку внутреннего объема шахты печи огнеупорным теплоотражающим материалом (фетром) 13, футеровку крышки электропечи теплоизоляционными модулями из волокнистых материалов 14. В футеровке шахты (камеры нагрева) 3 электропечи из шамотного кирпича выполнены опорные внутренние выступы 15 для размещения реторты (муфеля) 4. В нижней части корпуса электропечи внутри шахты 3 выложена также крестообразная опорная полка из шамотного кирпича 16 для размещения реторты (муфеля) 4, которая за внешними пределами шахты переходит в вертикальные ребра жесткости 17. Другие такие типичные конструктивные элементы шахтных электрических печей цементации прямоугольного или круглого сечения, как механизм подъема крышки, бачок и патрубки ввода карбюризатора, песочный затвор и т.д., на фигурах не показаны как не входящие в предмет изобретения. Высота расположения двух горизонтальных равноудаленных ребер жесткости 9(фиг. 2, 6) из одного слоя легковесного шамотного кирпича равна примерно 1/3 высоты шахты (камеры нагрева) 3. Размер внутренних опорных выступов 15 (фиг. 4, 8) в футеровке шахты (камеры нагрева) 3 из легковесного шамотного кирпича для размещения реторты (муфеля) 4 составляет не менее 1/4 ее диаметра, а высота кладки крестообразной опорной полки 16 из легковесного шамотного кирпича внутри шахты 3 для размещения реторты (муфеля) 4 от днища металлического корпуса 1 печи равна высоте реторты (муфеля) 4, причем за пределами шахты (камеры нагрева) 3 эта крестообразная полка играет роль вертикального ребра жесткости 17. Внутреннее пространство печи между огнеупорной шамотной кладкой и металлическим корпусом печи футеруют последовательно расположенными от шахты к корпусу тремя слоями теплоизоляции из каолиновых волокнистых плит КТПУ 10, базальтовых волокнистых плит БТП 11 и минеральной ваты МКРР-160 12 расчетной толщины (фиг. 3, 7),суммарная механическая прочность на сжатие которых позволяет с двукратным запасом выдерживать массу двух слоев легковесного шамотного кирпича, выполняющих функцию ребер жесткости 9. Огнеупорную футеровку из легковесного шамотного кирпича и теплоизоляционного волокнистого плиточного материала осуществляют последовательно снизу вверх от днища корпуса до уровня первого ребра жесткости, затем до уровня второго ребра жесткости и, наконец, до верхнего уровня печи, перекрываемого ее крышкой. Перед монтажом теплоизоляционной волокнистой футеровки, имеющей форму плит,ее с помощью лекал и шаблонов предварительно нарезают на отрезки заданных размеров,притирают и формируют в пакеты, соответствующие заданным размерам и форме места монтажа во внутреннем пространстве печи, причем теплоизоляционные плиты могут скрепляться друг с другом либо металлической проволокой, либо неорганическим связующим, а пазы между пакетами, заделанные огнеупорным связующим на неорганической основе, смещены относительно друг друга с целью их перекрытия, а сам монтаж производят на заранее установленных внутри печи крепежных элементах, имеющих малую тепловую инерционность и не выходящих за пределы высоты и ширины футеровки. После укладки двух слоев теплоизоляции из каолиновых 10 и базальтовых 11 волокнистых плит расчетной толщины оставшееся между ними и корпусом печи заданное пространство утрамбовывают минеральной ватой 12 до образования жесткой теплоизоляционной системы. Крышку 2 печи футеруют модулями из волокнистого материала 14, конфигурация которых соответствует конфигурации и размеру крышки. В соответствии с вышеприведенным описанием фиг. 1, 5, предлагаемый способ тепловой изоляции шахтных электрических печей сопротивления периодического действия в 10 17041 1 2013.04.30 его промышленной реализации осуществляется за счет выполнения в них пятислойной футеровки, из которых два слоя являются огнеупорной футеровкой и три слоя теплоизоляционной футеровкой из волокнистых материалов, выпускаемых в виде плит,блоков, модулей, матов, ваты и других жестких и гибких элементов и сочетающих в себе высокие изоляционные свойства, низкую теплопроводность и малоинерционность. Первый огнеупорный слой футеровки, образующий основной элемент печи - шахту (камеру нагрева) 3, выполняется из легковесного шамотного кирпича 8, а второй огнеупорный слой, которым футеруют внутреннюю поверхность шахты (камеры нагрева) 3 печи, выполняют из теплоотражающего материала - фетра 13. Благодаря облицовке внутренней поверхности шахты (камеры нагрева) 3 слоем огнеупорного фетра 13, имеющего высокую степень черноты (около 0,9), существенно увеличивается доля радиационного теплового потока от нагревателей, идущего на нагрев металлических изделий в корзине 5, находящейся в реторте (муфеле) 4, что улучшает равномерность их нагрева и, соответственно,качество их термообработки. Трехслойную теплоизоляционную футеровку электропечи,которая заполняет внутренний объем печи от шахты 8 до наружного корпуса 1 печи, последовательно выполняют из каолиновых волокнистых плит 10, из базальтовых волокнистых плит 11 и из слоя минеральной ваты 12, причем максимальная температура применения каждого из слоев в направлении от шамотной кладки к металлическому корпусу печи, а также их плотность и теплопроводность последовательно снижаются 1-й слой - из каолиновых волокнистых плит типа КТПУ (1100 С,450 кг/м 3,0,148 Вт/(мК,2-ой слой - из базальтовых волокнистых плит типа БТП (800 С,200 кг/м 3,0,130 Вт/(мК,3-й слой - из минеральной ваты типа МКРР-160 (400 С,160 кг/м 3,0,083 Вт/(мК. Для снижения тепловых потерь через крышку 2 электропечи ее изнутри футеруют теплоизоляционными модулями из волокнистых материалов 14. Таким образом, благодаря надлежащему подбору и оптимизации механических и,главным образом, теплофизических характеристик огнеупорной и теплоизоляционной футеровок достигается снижение тепловых потерь в электропечи и потребления печью электроэнергии, и, соответственно, повышение теплового КПД печи и качества термообработки металлических изделий. Работа приведенных на фиг. 1, 5 заявляемых шахтных электрических печей сопротивления периодического действия прямоугольного или круглого сечения, в частности шахтных муфельных электропечей серии Ц, предназначенных для газовой цементации и нитроцементации стальных изделий и широко применяемых на металлообрабатывающих предприятиях, реализующих предлагаемый способ их тепловой изоляции, осуществляется следующим образом. Подвергаемые термообработке детали загружаются в емкость (корзину) 5 и подъемным механизмом опускаются в реторту (муфель) 4, находящуюся в шахте(камере нагрева) 3. Не показанный на фигурах механизм подъема опускает крышку 2 печи и с помощью песчаного затвора герметизирует реторту (муфель) 4 и шахту (камеру нагрева) 3 от окружающей атмосферы. Включаются электронагреватели 7, находящиеся на керамических опорных полках (подставках) 6, закрепленных в футеровке 8 из легковесного шамотного кирпича, и исполнительным механизмом системы управления задается режим нагрева. При достижении заданной температуры не ниже 750 С включается закрепленный на крышке 2 печи вентилятор (не показанный на фигурах), а из бачка через патрубок ввода (не показанные на фигурах) на крышке 2 печи в реторту (муфель) 4 начинает подаваться жидкий карбюризатор, в качестве которого могут использоваться бензол, пиробензол, керосин, синтин или триэтаноламин, создавая в нем циркулирующую науглероживающую атмосферу, в которой содержание 2 не должно превышать 0,81,0 . Выходящий через отводной патрубок из печи отработанный газ-карбюризатор сжи 11 17041 1 2013.04.30 гается с помощью установленной на крышке печи свечи (не показанной на фигурах). Подвергаемые термохимической обработке детали в емкости (корзине) 5 с целью их равномерного смывания газом-карбюризатором укладываются надлежащим порядком и выдерживаются в науглероживающей атмосфере реторты (муфеля) 4 при заданной температуре в течение заданного времени нагрева. Контроль глубины цементированного слоя и степени цементации деталей ведут с помощью так называемых свидетелей, загружаемых в муфель через патрубок на крышке 2 электропечи (не показанный на фигурах). По завершении заданного цикла термохимической обработки загруженных в печь деталей отключается подача в печь карбюризатора, вентилятор и электронагреватели, крышка печи отводится, корзина с деталями выгружается из муфеля и детали подвергаются охлаждению. Как видно из вышеизложенного, предлагаемый способ тепловой изоляции и тем самым совершенствования работы электротермических нагревательных печей способен воздействовать на наиболее важные влияющие факторы их энергоэффективности, а именно на тепловые потери, тепловой КПД, скорость нагрева металла и качество термической и термохимической обработки металла. Благодаря использованию предлагаемого способа тепловой изоляции в реализующих его устройствах, представляющих собой шахтные электропечи сопротивления круглого или прямоугольного сечения, можно достичь снижения тепловых потерь на 60-65 в сравнении с прототипом. Доказательства реальности достижения поставленной цели можно подтвердить следующими примерами. Пример 1. Для расчета и сравнения теплофизических показателей работы электропечи при традиционном и предлагаемом способе тепловой изоляции была выбрана серийная шахтная электропечь цементации Ц-105, внутренний диаметр (диаметр реторты) которой составляет 450 мм, а наружный диаметр стального корпуса - 840 мм. На базе анализа теплофизических и механических характеристик традиционных и современных волокнистых материалов было высказано предположение, что для повышении термического КПД серийной электропечи ее футеровку следует делать многослойной и для этой цели были выбраны следующие теплоизоляционные материалы волокнистые плиты КТПУ (толщина плит 20 мм, плотность 450 кг/м 3) волокнистые плиты БТП (толщина плит 20 мм, плотность 200 кг/м 3) минеральная вата (плотность 160 кг/м 3) легковесный шамотный кирпич (плотность 950 кг/м 3). Температура, С 25 100 200 300 600 800 1200 Волокнистые плиты КТПУ 0,050 0,090 0,148 0,188 Теплопроводность, Вт/(мК) Волокнистые Минеральная плиты БТП вата 0,038 0,035 0,043 0,059 0,081 0,083 0,130 0,161 Легковесный шамотный кирпич 0,5 0,55 0,600 0,696 На основе существующих методов расчета мощности и параметров электрических печей 9 была разработана физико-математическая модель теплофизического расчета температуры в футеровке электропечи и геометрическая схема футеровки, представленная на фиг. 9. Согласно этой модели, уравнение переноса излучения имеет следующий вид 12(, )0,где (, ) - спектральная интенсивность излучения в точкев направлении . Граничные условия к уравнению (1) определяются процессами излучения и отражения на граничных поверхностях. Эти условия могут быть записаны в форме 1(, ) 00(, )(, , )(, ) ,(2)2 где(, , ) - спектральный коэффициент отражения границы 0 (, ) - спектральная интенсивность собственного или пропущенного извне излучения в точкеграницывнешняя нормаль к границе. Для расчета переноса излучения необходимо на основе решения уравнений (1), (2) для поля интенсивностей излучения определить локальные плотности результирующего радиационного потокана тепловоспринимающую поверхность футеровки печи. Здесь- спектральная интенсивность излучения черного тела при температуре . На основе решения уравнений (1)-(3) для геометрии, представленной на фиг. 9, находился тепловой поток, падающий на поверхность печи со стороны нагревателя. В общем случае полагалось, что футеровка имеет 5 слоев фетр, легковесный шамотный кирпич, плиты КТП, плиты БТП, минеральная вата. Далее с учетом цилиндрической геометрии стенок печи по известному падающему тепловому потоку находилось распределение температуры в футеровке печи. Это распределение описывается следующей системой уравнений 3(5) 8 8 88/8 - тепловое сопротивление стального кожуха(6) 7 87 8 77/7 - тепловое сопротивление слоя минваты(7)6 7 6 7 66/6 - тепловое сопротивление слоя из плит КТП 5 (4556 )6 (5667 )(8)5 6 5 6 55/5 - тепловое сопротивление слоя плит БТП 4 (3445 )5 (4556 )(9)4 5 4 5 44/4 - тепловое сопротивление слоя легковесного шамота 3 (34 )4 (3445 )(10)3 4 3 4 33/3 - тепловое сопротивление слоя фетра. Нелинейная система уравнений (4)-(10) решалась численно итерационным методом. При решении учитывалась зависимость теплофизических свойств всех материалов футеровки от температуры. Температура на наружной поверхности футеровки определялась из 17041 1 2013.04.30 решения данной системы уравнений. На фиг. 9 представлена геометрическая схема футеровки электропечи (двумерное сечение, вид сверху), где 4 - реторта (1450 мм), 130 мм(расстояние от края реторты до края керамической полки), 211480 мм, 6 - керамическая полка для нагревателя (толщина 295 мм), 13 - слой фетра (толщина 325 мм),8 - слой шамота (толщина 480 мм), 10 - слой плит КТПУ (толщина 5), 11 - слой плит БТП (толщина 6), 12 - слой минваты (толщина 7), 1 - стальной корпус (толщина 85 мм),11234567,840 мм. На основе этой модели были выполнены расчеты температуры наружной поверхности работающей электропечи с кирпичной (легковесный шамот) футеровкой толщиной 330 мм,сравниваемые с результатами натурных измерений, и при предлагаемых вариантах футеровки. Электрические и геометрические параметры печи были взяты из технической документации на печь. Результаты этих расчетов при различных вариантах футеровки приведены в примерах 2 и 3 ниже. Пример 2. Старая стандартная кирпичная футеровка. Исходные параметры электропечи. Футеровка электропечи легковесный шамот, суммарная толщина - 330 мм. Высота печи 2,28 м. Температура окружающей среды 30 С. Измеренные температуры наружной поверхности печи (в верхней зоне) 97-112 С. Рассчитанные параметры электропечи. Температура нихромового нагревателя 980 С. Температура поверхности реторты 950 С. Температура на внутренней поверхности футеровки 959,0 С. Температура на наружной поверхности печи 95 С. Падение температуры на всей футеровке 864 С. Масса всей футеровки, приходящаяся на высоту зоны печи 2776,5 кг. Тепло на прогрев всей футеровки, приходящееся на высоту зоны печи 1087590 кДж(37,1 кг у.т.). Тепловые потери через футеровку, приходящиеся на высоту зоны печи 11813 Вт. Суммарные потери через боковую поверхность 16,1 кВт. Суммарное тепло на прогрев футеровки 50,6 кг у.т. Средняя температура наружной боковой поверхности 99 С. Пример 3. Предлагаемая новая многослойная футеровка электропечи. Слой 1 материал - волокнистый фетр, толщина - 25 мм. Слой 2 материал - легковесный шамотный кирпич, толщина - 80 мм. Слой 3 материал - плиты КТПУ, толщина - 40 мм. Слой 4 материал - плиты БТП, толщина - 100 мм. Слой 5 материал - минвата, толщина - 75 мм. Слой 6 материал - стальной лист, толщина - 5 мм. Суммарная толщина футеровки 325 мм. Рассчитанные параметры электропечи. Температура нихромового нагревателя 993 С. Температура поверхности реторты 950 С. Температура окружающей среды 30 С. Температура на внутренней поверхности футеровки 980 С. Температура на границе 1 и 2-го слоев (волокнистый фетр/легковесный шамотный кирпич) 942 С. Падение температуры на 1-м слое (волокнистый фетр) 38 С. 14 17041 1 2013.04.30 Температура на границе 2 и 3-го слоев (легковесный шамотный кирпич/плиты КТПУ) 872 С. Падение температуры на 2-м слое (легковесный шамотный кирпич) 70 С. Температура на границе 3 и 4-го слоев (плиты КТПУ/плиты БТП) 758 С. Падение температуры на 3-м слое (плиты КТПУ) 113 С. Температура на границе 4 и 5-го слоев (плиты БТП/минвата) 431 С. Падение температуры на 4-м слое (плиты БТП) 326 С. Температура на границе 5 и 6-го слоев (минвата/стальной лист) 53 С. Падение температуры на 5-м слое (минвата) 379 С. Температура на наружной поверхности печи 56 С. Падение температуры на всей футеровке 927 С. Масса всей футеровки, приходящаяся на высоту зоны печи 1224,5 кг. Тепло на прогрев всей футеровки, приходящееся на высоту зоны печи 630730 кДж(21,5 кг у.т.). Тепловые потери через футеровку, приходящиеся на высоту зоны печи 3631 Вт. Суммарные потери через боковую поверхность 4,95 кВт. Суммарное тепло на прогрев футеровки 29,3 кг у.т. Сравнение параметров электропечи Ц-105 при различных вариантах ее футеровки с использованием новых волокнистых материалов приведено в таблице. Сравнение рассчитанных параметров различной компоновки футеровки электропечи Ц-105 новыми волокнистыми материалами Кол-во тепла на Тепловые Вариант Средняя темпепрогрев потери с бокомпоновки ратура наруж-к старойк старой футеровкик старой ковой пофутеровки ной боковой футеровке, С футеровке,из холод- футеровке,верхности,печи поверхности, С ного сокВт стояния,кг. у.т. Старая Лег 99 16,1 50,6 ковесный шамотный кирпич 17041 1 2013.04.30 Продолжение таблицы Кол-во тепла на Тепловые Вариант Средняя темпепрогрев потери с бокомпоновки ратура наруж-к старойк старой футеровкик старой ковой пофутеровки ной боковой футеровке, С футеровке,из холод- футеровке,верхности,печи поверхности, С ного сокВт стояния,кг. у.т. 2.2. 58(180 мм). Толщина футеровки 330 мм Таким образом, результаты выполненных расчетов показывают, что оптимальной по экономии энергии и снижению температуры на наружной поверхности является следующая компоновка футеровки из новых волокнистых материалов 25 мм волокнистый фетр,80 мм шамотный кирпич, 40 мм плиты КТПУ, 100 мм плиты БТП, 40 мм минеральная вата. Толщина футеровки 290 мм. Эта футеровка с использованием предлагаемого способа тепловой изоляции для новой модернизированной печи должна обеспечить температуру наружной поверхности 605 С и снизить тепловые потери по сравнению со старой кирпичной футеровкой на 60-65 . Источники информации 1. Патент 2094724, МПК 27 1/0027 11/02, 1997. 2. Патент 2122185, МПК 27 1/14, 1998. 3. Патент 2256860, МПК 27 1/0027 1/08, 2005. 4. Сокунова Б.А., Гробова Л.С. Электротермические установки (Электрические печи сопротивления). - М. УПИ, 2004. - С. 71-72. 5. Патент 2118775, МПК 27 1/00,1998. 6. Патент 2078292, МПК 27 1/00, 1997. 7. Патент США 4,414, 674, МПК 27 1/00, 1983. 8. Патент 2135132,27 1/00, 1993. 9. Егоров А.В. Расчет мощности и параметров электропечей черной металлургии. - М. Металлургия, 1990. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 19
МПК / Метки
Метки: электрическая, печь, тепловой, изоляции, сопротивления, способ, типа, шахтного
Код ссылки
<a href="https://by.patents.su/19-17041-elektricheskaya-pech-soprotivleniya-shahtnogo-tipa-i-sposob-ee-teplovojj-izolyacii.html" rel="bookmark" title="База патентов Беларуси">Электрическая печь сопротивления шахтного типа и способ ее тепловой изоляции</a>
Печь плавильная сопротивления ванного типа отражательная
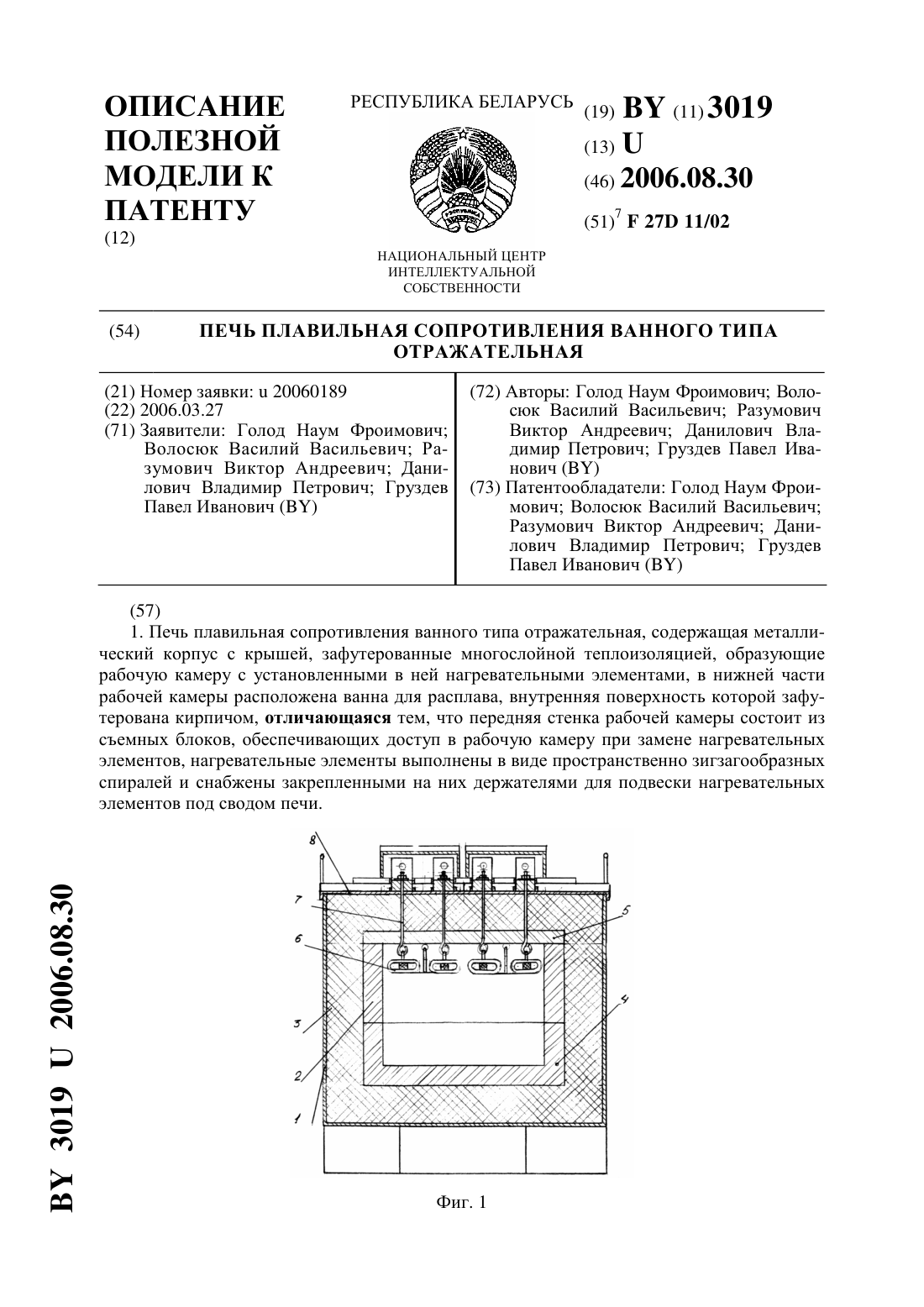
Номер патента: U 3019
Опубликовано: 30.08.2006
Авторы: ГОЛОД Наум Фроимович, ВОЛОСЮК Василий Васильевич, ГРУЗДЕВ Павел Иванович, РАЗУМОВИЧ Виктор Андреевич, ДАНИЛОВИЧ Владимир Петрович
МПК: F27D 11/02
Метки: печь, сопротивления, отражательная, типа, ванного, плавильная
Текст:
...50 мм в количестве 6 штук (по 2 штуки на фазу), закрепленные на электрическом своде под крышкой печи. В качестве нагревателя использована нихромовая проволока диаметром 5 мм. Питание печи осуществляется от источника 380/220 В. Недостатками такой печи являются сложность конструкции электрического свода и низкая эксплуатационная надежность нагревательных элементов, имеющих малые диаметр и шаг витка спирали. Задачей предлагаемой полезной...
Устройство тепловой изоляции для сооружений
Номер патента: U 1278
Опубликовано: 30.03.2004
Автор: Берхин Владимир Ильич
МПК: E04B 1/62
Метки: изоляции, тепловой, устройство, сооружений
Текст:
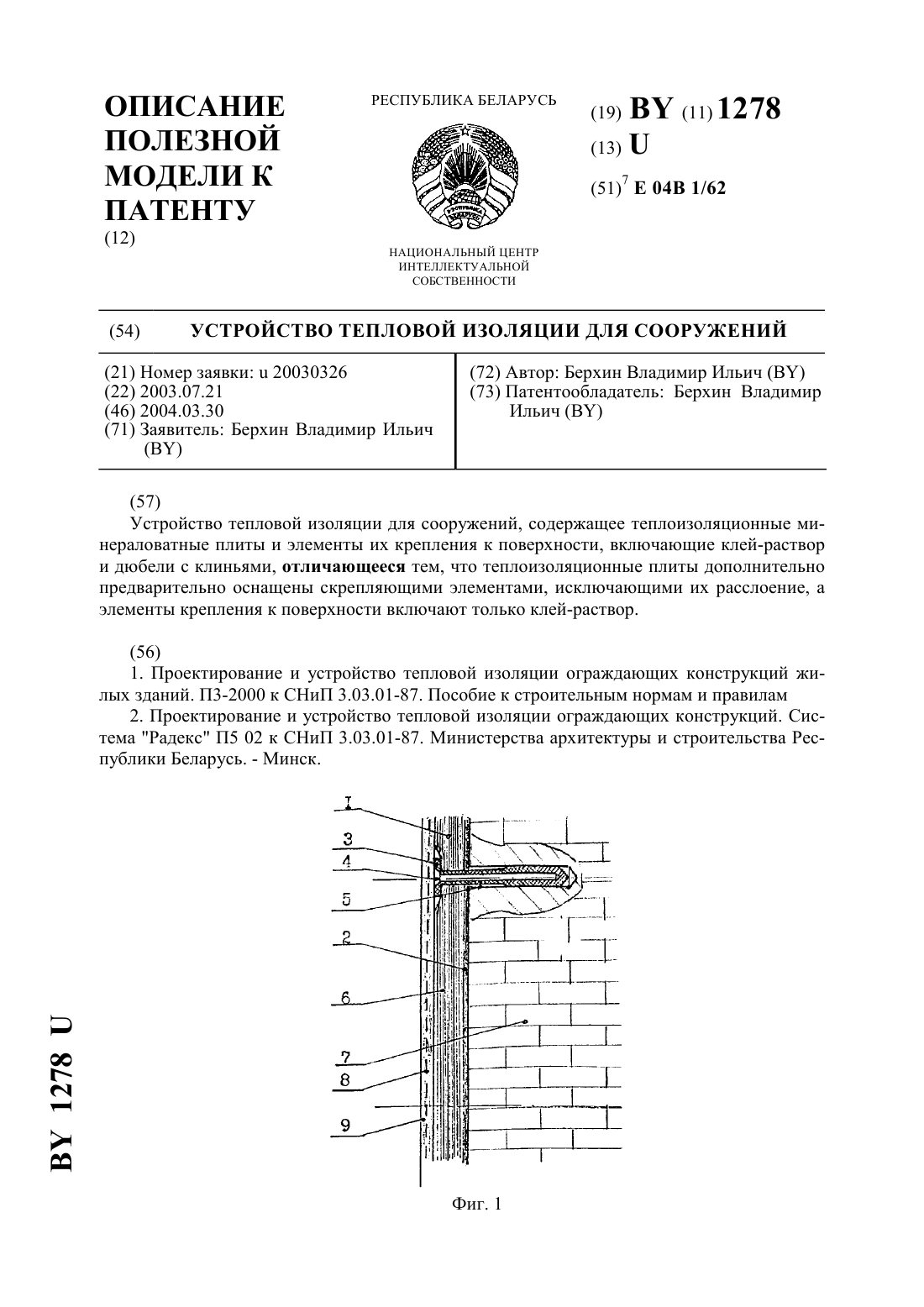
...установки дюбелей отпала бы. Пластмассовые дюбели выполняют роль скрепления плит от расслоения и, частично, крепления их к стене. Если бы крепление плит к стене было основной функцией, то не применялся бы клейраствор между плитой и стеной. Таким образом, минераловатные плиты необходимо предохранять от расслоения, например, по аналогии с теплоизоляционными матами, применяемыми для изоляции трубопроводов или ватными изделиями, которые...
Электрическая печь-каменка для бань и саун
Номер патента: U 3983
Опубликовано: 30.10.2007
Авторы: Езубчик Михаил Федорович, Синяков Анатолий Леонидович, Гаркуша Карина Эдуардовна
МПК: A61H 33/06, F24C 7/00
Метки: электрическая, печь-каменка, бань, саун
Текст:
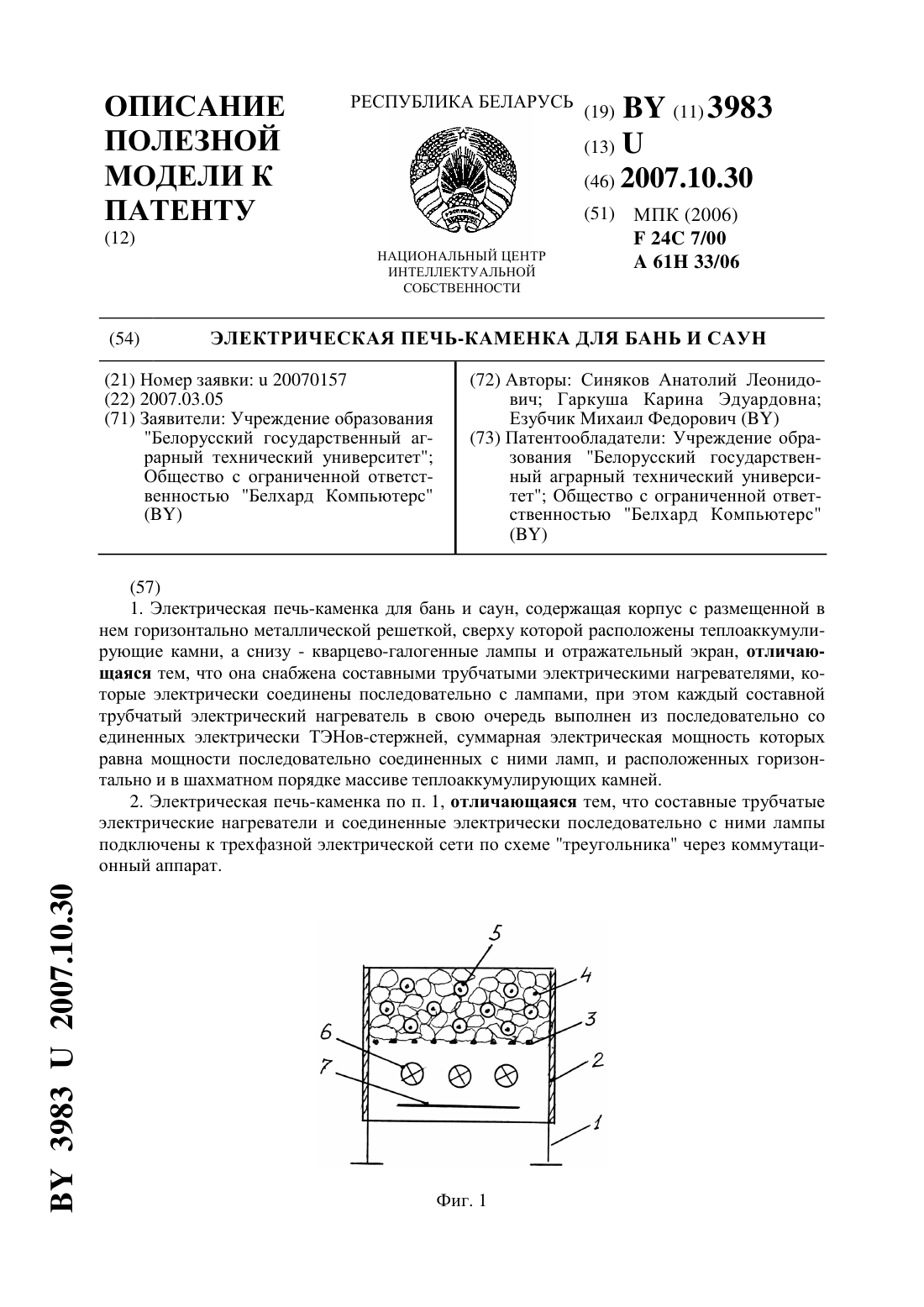
...электрические нагреватели и соединенные электрически последовательно с ними лампы подключены к трехфазной электрической сети по схеме треугольник через коммутационный аппарат. Корпуса ТЭНов-стержней выполнены из нержавеющей стали. 2 39832007.10.30 Сущность предлагаемой модели электрической печи-каменки поясняется следующими графическими изображениями на фиг. 1 изображена схема электропечи. На фиг. 2 - электрическая схема...
Печь шахтная электрическая
Номер патента: 14171
Опубликовано: 30.04.2011
Авторы: Дьяков Денис Владимирович, Щерба Владимир Яковлевич, Прушак Виктор Яковлевич
МПК: F27B 1/00
Метки: шахтная, электрическая, печь
Текст:
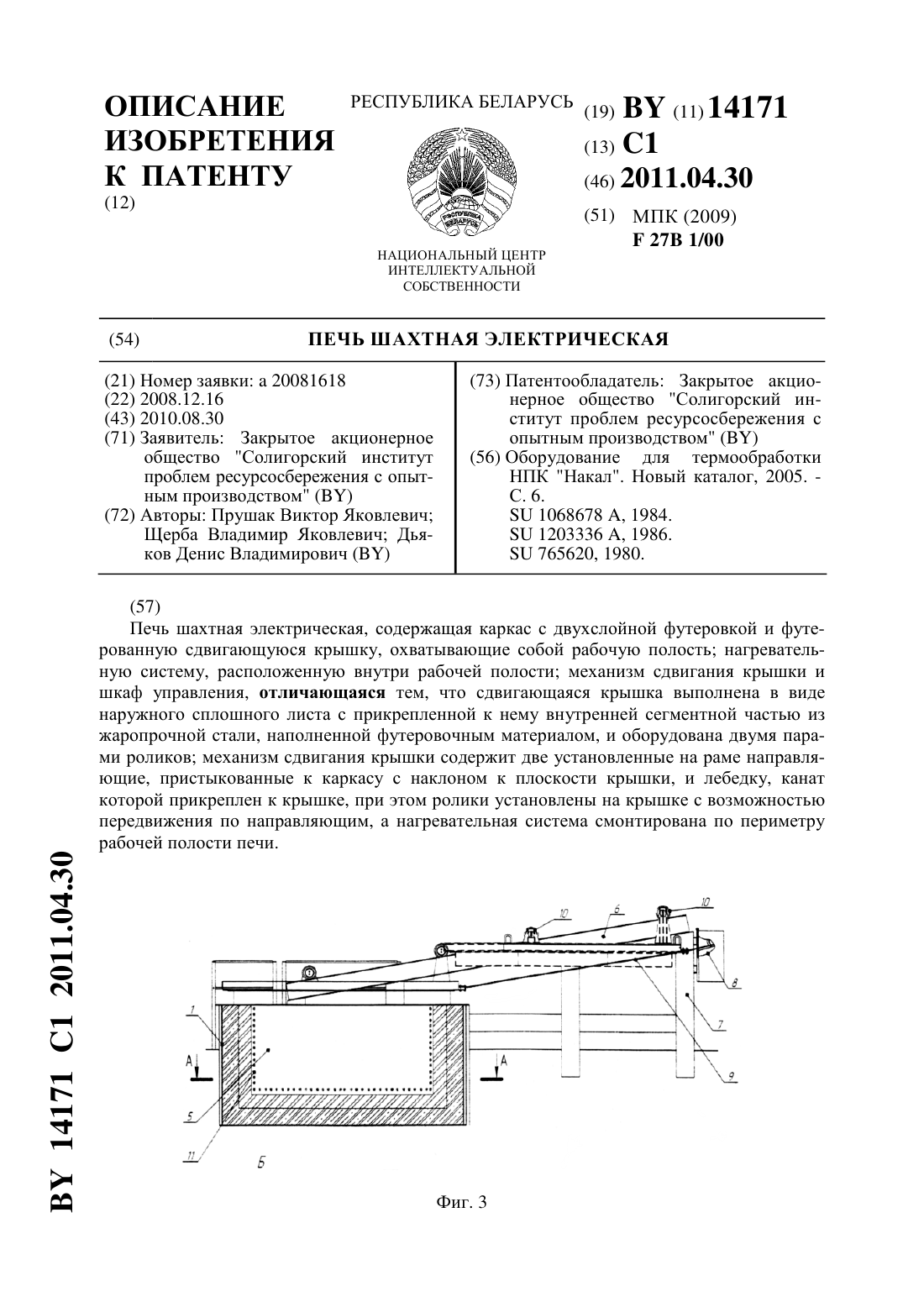
...сдвигания крышки, нагревательную систему и шкаф управления 4. Каркас 1 с двухслойной футеровкой 2 и футерованная сдвигающаяся крышка 3 охватывают рабочую полость 5 печи. Печь оборудована механизмом сдвигания крышки 3, который содержит две направляющие 6, установленные на раме 7 с наклоном к плоскости крышки 3 и пристыкованные к каркасу 1 печи. На раме 7 закреплена лебедка 8 с канатом 9, присоединенным к крышке 3. Сдвигающаяся крышка 3...
Вращающаяся электрическая печь для химико-термической обработки сыпучего материала
Номер патента: 15412
Опубликовано: 28.02.2012
Авторы: Щербаков Вячеслав Геннадьевич, Константинов Валерий Михайлович, Штемпель Олег Петрович
МПК: F27B 7/14
Метки: печь, материала, сыпучего, обработки, вращающаяся, электрическая, химико-термической
Текст:
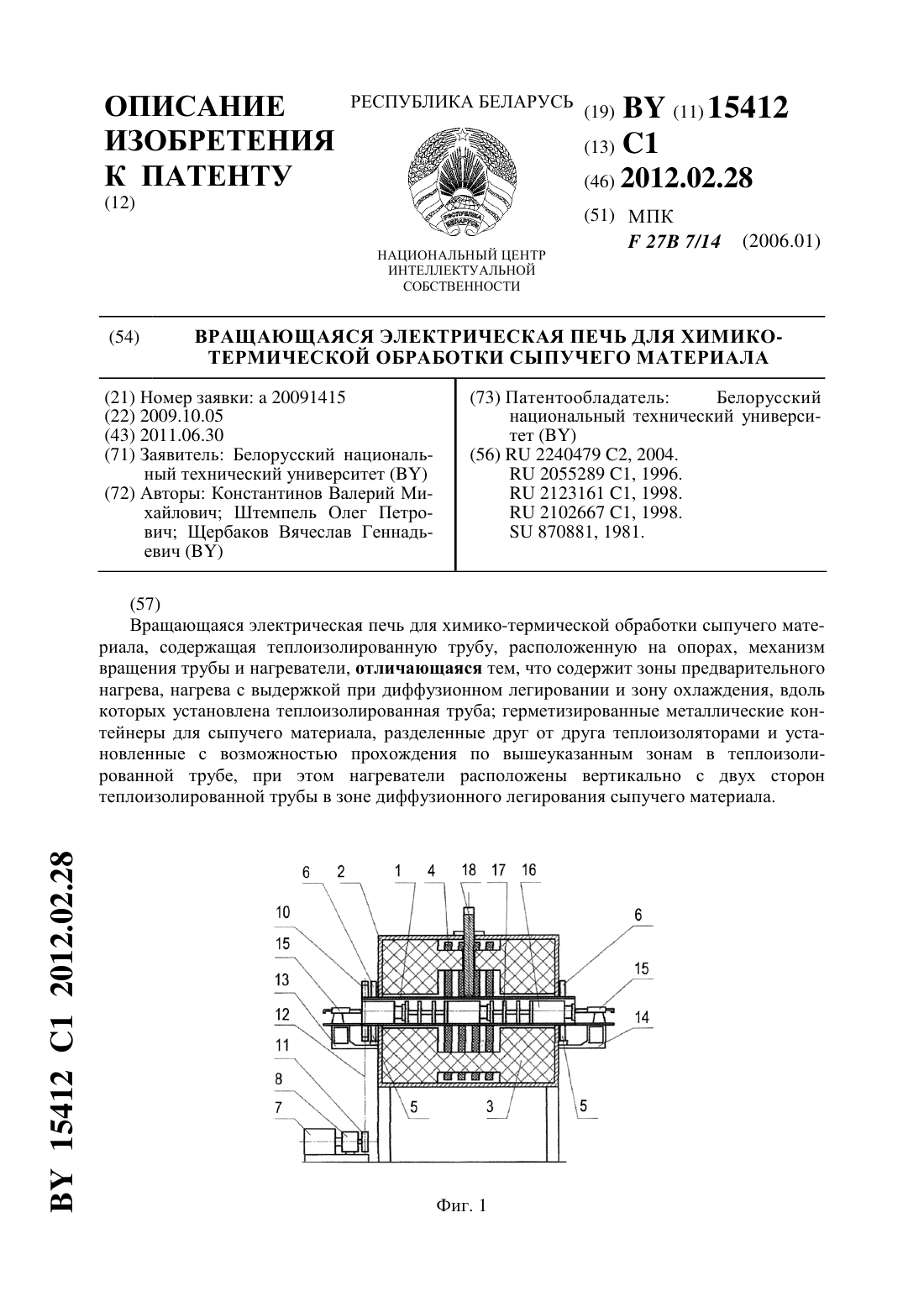
...результатом использования предлагаемого изобретения являются проведение режимов химико-термической обработки порошковых материалов и варьирование температурно-временных параметров процесса для получения заданных покрытий на порошковом материале. Поставленная задача решается тем, что вращающаяся электрическая печь для химикотермической обработки сыпучего материала, содержащая теплоизолированную трубу,расположенную на опорах, механизм...