Система оперативного программирования
Номер патента: U 10292
Опубликовано: 30.08.2014
Авторы: Смирнов Александр Александрович, Клебанов Евгений Аркадьевич, Секрияров Сергей Владимирович
Текст
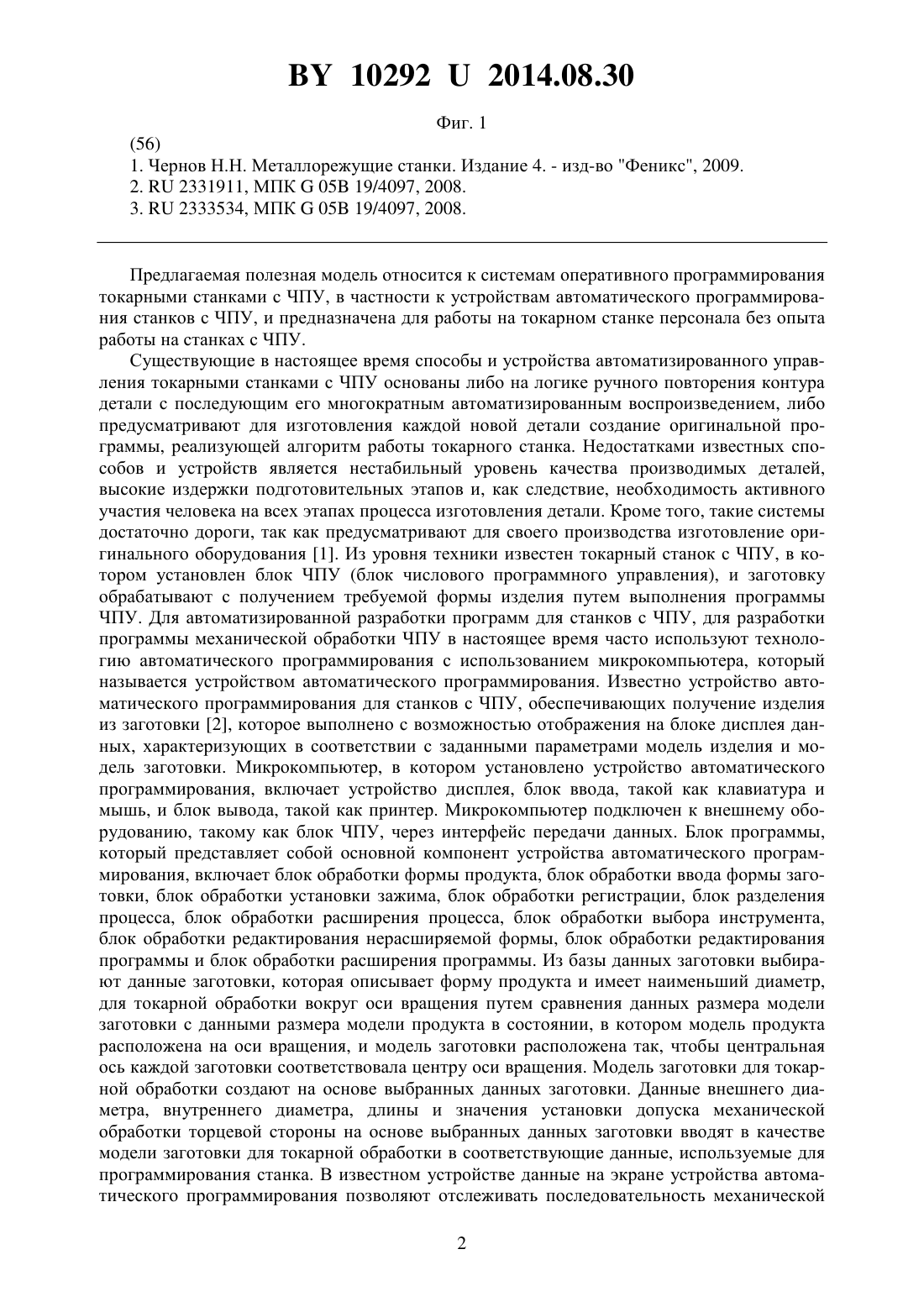
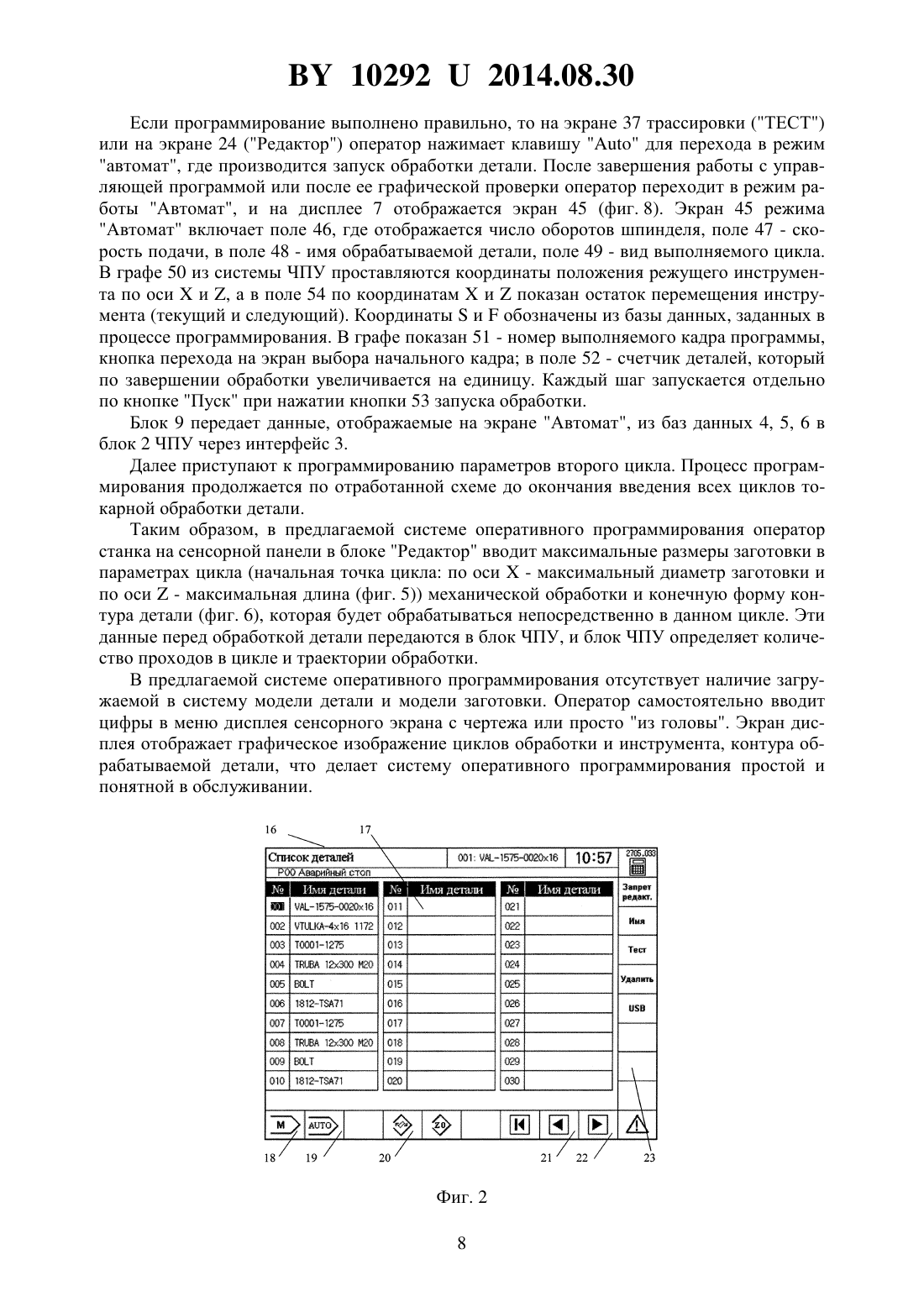
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(72) Авторы Клебанов Евгений Аркадьевич Секрияров Сергей Владимирович Смирнов Александр Александрович(57) 1. Система оперативного программирования для станков с ЧПУ, соединенная через интерфейс передачи данных с блоком ЧПУ, содержащая блок памяти, блок выхода, такой какили -порт, блок ввода информации, блок отображения информации, такой как дисплей графической панели оператора, и блок программы, выполненный с возможностью отображения на дисплее программ механической обработки деталей и ввода новой программы, блок редактирования, выполненный с возможностью отображения и редактирования на дисплее программы разработки ЧПУ, включающей в себя двухмерное графическое отображение циклов механической обработки, и программу механической обработки для каждого цикла, относящегося к детали и заготовке в соответствии с заданными параметрами, блок расширения редактирования программы, выполненный с возможностью двухмерного отображения контура детали на дисплее, блок проверки программы с отображением траектории движения режущего инструмента и блок корректирования программы. 2. Система оперативного программирования по п. 1, отличающаяся тем, что блок памяти включает базу данных заготовки, базу данных инструмента и базу данных технологических циклов.(56) 1. Чернов Н.Н. Металлорежущие станки. Издание 4. - изд-во Феникс, 2009. 2.2331911, МПК 05 19/4097, 2008. 3.2333534, МПК 05 19/4097, 2008. Предлагаемая полезная модель относится к системам оперативного программирования токарными станками с ЧПУ, в частности к устройствам автоматического программирования станков с ЧПУ, и предназначена для работы на токарном станке персонала без опыта работы на станках с ЧПУ. Существующие в настоящее время способы и устройства автоматизированного управления токарными станками с ЧПУ основаны либо на логике ручного повторения контура детали с последующим его многократным автоматизированным воспроизведением, либо предусматривают для изготовления каждой новой детали создание оригинальной программы, реализующей алгоритм работы токарного станка. Недостатками известных способов и устройств является нестабильный уровень качества производимых деталей,высокие издержки подготовительных этапов и, как следствие, необходимость активного участия человека на всех этапах процесса изготовления детали. Кроме того, такие системы достаточно дороги, так как предусматривают для своего производства изготовление оригинального оборудования 1. Из уровня техники известен токарный станок с ЧПУ, в котором установлен блок ЧПУ (блок числового программного управления), и заготовку обрабатывают с получением требуемой формы изделия путем выполнения программы ЧПУ. Для автоматизированной разработки программ для станков с ЧПУ, для разработки программы механической обработки ЧПУ в настоящее время часто используют технологию автоматического программирования с использованием микрокомпьютера, который называется устройством автоматического программирования. Известно устройство автоматического программирования для станков с ЧПУ, обеспечивающих получение изделия из заготовки 2, которое выполнено с возможностью отображения на блоке дисплея данных, характеризующих в соответствии с заданными параметрами модель изделия и модель заготовки. Микрокомпьютер, в котором установлено устройство автоматического программирования, включает устройство дисплея, блок ввода, такой как клавиатура и мышь, и блок вывода, такой как принтер. Микрокомпьютер подключен к внешнему оборудованию, такому как блок ЧПУ, через интерфейс передачи данных. Блок программы,который представляет собой основной компонент устройства автоматического программирования, включает блок обработки формы продукта, блок обработки ввода формы заготовки, блок обработки установки зажима, блок обработки регистрации, блок разделения процесса, блок обработки расширения процесса, блок обработки выбора инструмента,блок обработки редактирования нерасширяемой формы, блок обработки редактирования программы и блок обработки расширения программы. Из базы данных заготовки выбирают данные заготовки, которая описывает форму продукта и имеет наименьший диаметр,для токарной обработки вокруг оси вращения путем сравнения данных размера модели заготовки с данными размера модели продукта в состоянии, в котором модель продукта расположена на оси вращения, и модель заготовки расположена так, чтобы центральная ось каждой заготовки соответствовала центру оси вращения. Модель заготовки для токарной обработки создают на основе выбранных данных заготовки. Данные внешнего диаметра, внутреннего диаметра, длины и значения установки допуска механической обработки торцевой стороны на основе выбранных данных заготовки вводят в качестве модели заготовки для токарной обработки в соответствующие данные, используемые для программирования станка. В известном устройстве данные на экране устройства автоматического программирования позволяют отслеживать последовательность механической 2 102922014.08.30 обработки путем наложения модели детали на модель заготовки, что усложняет процесс подготовки управляющей программы и повышает требование к квалификации оператора. Известно устройство автоматического программирования, расположенное в микрокомпьютере и соединенное через контроллер отображения с блоком ЧПУ 3. При этом контроллер отображения отображает экран редактирования программы, имеющий дерево модели механической обработки, на котором иерархически отображается множество названий блоков механической обработки, обозначающих модель механической обработки блока механической обработки, в виде блока механической обработки, в котором выполняется непрерывная механическая обработка, с использованием одного шпинделя и одного инструмента, в соответствии с порядком механической обработки дерево программы, на котором иерархически отображается множество названий программ механической обработки, относящихся к соответствующим блокам механической обработки, в соответствии с порядком механической обработки секцию редактора, в которой отображаются данные блока механической обработки,соответствующие названию блока механической обработки, обозначенному на дереве модели механической обработки, включающему в себя информацию модели механической обработки, обозначающую модель механической обработки, и данные содержания механической обработки, включающие в себя содержание механической обработки программу механической обработки, соответствующую названию программы механической обработки, обозначенному на дереве программы, для выполнения редактирования,и секцию отображения модели, в которой модель продукта, модель заготовки и модель механической обработки, соответствующей обозначенному блоку механической обработки, отображают в трехмерном виде и редактор программы разработки ЧПУ, который редактирует программу разработки ЧПУ, включающую в себя множество блоков механической обработки, и программу механической обработки для каждого блока механической обработки на основе ввода на экране редактирования программы. Контроллер отображения вставляет информацию модели механической обработки,соответствующую обозначенному элементу модели, требуемую для формирования данных блока механической обработки, в отношении модели механической обработки, отображаемой в секции отображения модели, в положение курсора, обозначенное в секции редактора. Контроллер отображения вставляет данные блока механической обработки, соответствующие блоку механической обработки, относящемуся к модели механической обработки, обозначенной в секции отображения модели в положении курсора. Контроллер отображения отображает с выделением модель механической обработки блока механической обработки, соответствующего положению курсора в секции редактора, для любой одной из модели продукта и модели заготовки или обеих этих моделей,отображаемых в секции отображения модели. Известные устройства обладают большой степенью автоматизации процессов механической обработки деталей для станков с ЧПУ. Работа известных устройств основана на использовании данных САПР, что предполагает дополнительное участие инженерного персонала и загруженность устройств технологической информацией. Все это в совокупности увеличивает время подготовки к производству детали и требует наличия высококвалифицированного обслуживающего персонала. Известные устройства автоматического программирования станков с ЧПУ, выполненные на базе микрокомпьютера, являются довольно сложными устройствами, предъявляют высокие требования к квалификации обслуживающего персонала станков при обеспечении функциональности на уровне станка с ЧПУ и не могут быть приняты в качестве ближайшего аналога к заявляемой полезной модели. Задачей предлагаемой полезной модели является разработка эффективной системы оперативного программирования, которая предназначена для создания простой в обслуживании и понятной (более эффективной) программы механической обработки деталей. 3 102922014.08.30 Технический результат достигается в уменьшении времени на подготовку к производству детали, простоте и удобстве обслуживания станка с ЧПУ. Поставленная задача достигается тем, что в системе оперативного программирования для станков с ЧПУ, соединенной через интерфейс передачи данных с блоком ЧПУ, содержащей блок памяти, блок выхода, такой какили -порт, блок ввода информации,блок отображения информации, такой как дисплей графической панели оператора, и блок программы, блок ввода новой программы выполнен с возможностью отображения на дисплее списка программ из блока памяти, а также ввода новой программы, блок редактирования, выполненный с возможностью отображения и редактирования новой программы разработки ЧПУ, включающей двухмерное графическое отображение циклов механической обработки, и программу механической обработки для каждого цикла механической обработки, относящегося к детали и заготовке в соответствии с заданными параметрами,блок расширения редактирования программы ЧПУ выполнен с возможностью графического двухмерного отображения контура детали на дисплее, блок проверки программы выполнен с возможностью отображения траектории движения режущего инструмента без перемещения рабочих органов и блок корректировки программы. Блок памяти системы оперативного программирования включает базу данных заготовки, базу данных инструмента и базу данных технологических циклов. Предлагаемая система оперативного программирования токарных станков с ЧПУ имеет легко воспринимаемое управление по меню с сенсорного экрана, расположенного на панели оператора. В предлагаемой системе оперативного программирования отсутствует наличие загружаемой в систему модели детали и модели заготовки. Оператор самостоятельно вводит цифры в меню дисплея сенсорного экрана с чертежа или эскиза детали. Экран дисплея отображает графическое изображение циклов обработки и инструмента,контура обрабатываемой детали, что делает систему оперативного программирования простой и понятной в обслуживании. Все необходимые режимы обработки и специальные экраны ввода параметров детали удобно сгруппированы в простом и понятном диалоговом меню оператора, что позволяет проводить обслуживание оперативной системы управления оператором, не имеющим большого опыта работы на станках с ЧПУ. Конкретный пример выполнения заявляемого устройства поясняется фигурами, где на фиг. 1 изображена блок-схема системы оперативного программирования для станков с ЧПУ на фиг. 2 - схема экрана менеджера программ на фиг. 3 - схема экрана режима Редактор на фиг. 4 - схема циклов токарной обработки детали на фиг 5 - блок-схема выбора параметров обработки на фиг. 6 - блок-схема ввода контура детали на фиг. 7 блок-схема Проверка цикла на фиг. 8 - блок-схема режима Автомат. Система оперативного программирования включает в себя в качестве основного компонента программное средство разработки ЧПУ, которое предназначено для непосредственной выборки данных, относящихся к заготовке и к детали из данных, введенных оператором станка, и разработки управляющей программы ЧПУ для обработки детали из материала (заготовки) в интерактивном режиме с оператором. Система предназначена для одношпиндельного станка механической обработки, который выполняет токарную обработку, включающую в себя вращение заготовки круглой формы для срезания припуска,сверление, включающее в себя сверление при вращении заготовки с формированием в заготовке отверстия. Система оперативного программирования 1 установлена в графической панели оператора, размещенной на пульте управления станком. Программа разработки ЧПУ написана на определенном языке, который имеет более высокий уровень, чем программа ЧПУ. 4 102922014.08.30 Система оперативного программирования 1 через интерфейс 3 передачи данных соединена с блоком 2 ЧПУ, который работает под управлением программы ЧПУ. Система включает в себя базу данных 4 заготовки и детали, базу данных 5 технологических циклов и базу данных 6 инструмента, образующих блок памяти системы оперативного программирования. Эти базы данных могут быть сохранены во встроенном запоминающем устройстве в памяти графической панели оператора или во внешнем запоминающем устройстве. База данных 4 заготовки и детали включает в себя двухмерные данные (данные двухмерной модели по осямидиаметры, линейные размеры), представляющие модель заготовки и детали. База данных 5 технологических циклов включает в себя следующую информацию обозначение технологического цикла токарной обработки, данные о режимах резания для каждого кадра (цикла) управляющей программы. Под циклом обработки понимают совокупность всех движений режущего инструмента, необходимых для выполнения одной технологической операции. База данных 6 инструмента включает в себя информацию о доступных инструментах, предназначенных для токарной обработки. Система оперативного программирования, установленная в графической панели оператора, включает в себя дисплей 7 (блок отображения информации), блок 15 ввода информации, такой как сенсорная панель, и блок 8 вывода, такой каки -порт,блок программы и блок памяти. Блок программы представляет собой основной компонент системы оперативного программирования и включает в себя блок 14 ввода новой программы, блок 13 редактирования программы, блок 12 обработки выбора инструмента, блок 11 расширения программы,блок 10 трассировки программы, блок 9 корректирования отредактированной программы. Блок 14 ввода новой программы на дисплее 7 отображает экран списка программ(фиг. 2), имеющихся в блоке памяти, и выполняет такую обработку, как ввод новой программы механической обработки детали путем формирования раздела в блоке памяти системы и присвоение индивидуального обозначения (имени) новой программе механической обработки детали. Блок 13 редактирования программы отображает на дисплее 7 экран выбора технологического цикла механической обработки детали и задания его параметров (фиг. 3) и выполняет обработку, такую как формирование базы данных из введенных параметров (из базы данных 5 технологического процесса блока памяти системы). Блок 12 обработки выбора инструмента выполняет обработку по определению инструмента, и выполняет обработку по определению инструмента для каждого цикла механической обработки из базы данных 6 инструмента, и определяет условия резки, соответствующие выбранному инструменту. Блок 11 расширения программы отображает на дисплее 7 экраны ввода параметров заготовки и детали для ввода параметров заготовки и детали оператором, и когда оператор вводит необходимые данные, блок 11 ввода параметров заготовки и детали выполняет обработку, такую как двухмерное отображение на экране контура детали по введенным параметрам. Блок 10 проверки программы обработки отображает на дисплее 7 экран трассировки программы механической обработки и выполняет такую обработку, как двухмерное отображение траектории движения инструмента. Блок 9 корректирования программы отображает на дисплее 7 экраны редактирования созданной программы и выполняет обработку, такую как изменение параметров программы после ее редактирования. В системе оперативного программирования каждый процесс обычно выполняют в соответствии с процедурой по следующей схеме ввод новой программы - ввод технологического цикла механической обработки - выбор режущего инструмента - ввод параметров заготовки и детали - выполнение трассировки программы (проверка программы) - редактирование программы (при необходимости). 5 102922014.08.30 Работа системы оперативного программирования осуществляется следующим образом. При включении системы оперативного программирования на дисплее 7 отображается экран 16 Менеджера программ (фиг. 2). Блок памяти системы позволяет сохранить в блоках 4, 5, 6 до 120 технологических программ механической обработки деталей, а функциональность блока 14 позволяет выбирать, переименовывать, удалять, копировать на внешние носители ранее созданные программы и создавать новые. На экране 16 в таблице 17 отображается список файлов программ механической обработки деталей, (зарегистрированных в базах данных 4, 5, 6), включающих номер и название деталей. В нижней части экрана 16 расположены кнопки режимов работы системы 18 - переход на экран ручных режимов, 19 - переход на экран автоматического режима, 20 - переход на экран редактора выбранной программы, 21 и 22 - переход назад и вперед, 25 - переход на экран диагностики. В колонке 23 экрана 16 отображены функции менеджера программ запрет редактирования, копирование и вставка с внешних носителей. Оператор из списка таблицы 17 выбирает имя и номер детали, подлежащей механической обработке. Если механической обработке подлежит новая деталь, то оператор в таблицу 17 вводит новое имя и присваивает детали новый номер. В блоке 14 происходит обработка по отображению на экране 16 названия новой программы и присвоению индивидуального обозначения, а также блок 14 формирует новый раздел в блоке памяти системы с обозначением новой программы соответствующим именем. Далее для создания новой программы или редактирования уже имеющейся оператор нажимает кнопку 20 на экране 17 для перехода в режим редактирования. На дисплее 7 отображается экран 24 программы Редактор (фиг. 3). Блок 13 редактирования программы производит обработку по выбору из базы данных 5 технологических циклов множества циклов механической обработки и программы механической обработки для каждого цикла обработки детали с параметрами цикла. В программе Редактор циклы программируются в последовательности обработки детали. На экране 24 в виде таблицы на дисплее 7 отображается последовательность программы обработки детали, в которой покадрово (один кадр - обработка детали за один цикл) отображен тип цикла, использованный в данном кадре, и параметры цикла- номер инструмента,- рабочая подача,частота вращения шпинделя. Каждый цикл механической обработки имеет свой номер. Так же, в виде пиктограммы (графического изображения), указывается тип цикла, запрограммированный в кадре. После каждого кадра обработки следует кадр отвода инструмента на безопасное расстояние. Если оператор согласен с данными обработки, то он нажимает клавишу КОНТУР и переходит на экран 32 (ввод контура детали). Для изменения или создания нового кадра обработки оператору необходимо нажать в соответствующую строку (того кадра, который нужно изменить), после чего появится окно выбора нужного цикла (в том случае, если кадр создается) или откроется уже имеющийся цикл для редактирования. Чтобы запрограммировать новый цикл, оператор нажимает на поле экрана, обозначающее номер цикла механической обработки детали, например цикл 1. На дисплее 7 отображается экран 25 Выбор цикла. Для облегчения поиска нужного цикла все циклы механической обработки имеют графическое изображение на экране 25 и классифицированы на внешние, внутренние, вспомогательные (фиг. 4). В базе данных 5 технологических циклов в блоке памяти системы уже имеются основные циклы, и когда оператор выбирает цикл путем нажатия на графическое изображение цикла, то и на дисплее 7 отображается экран 26 ввода параметров цикла (фиг. 5). Ввод параметров любого цикла состоит из нескольких этапов ввод параметров режимов резания (номер инструмента, обороты шпинделя, подача) ввод общих параметров цикла (начальная точка обработки, глубина прохода) ввод контура детали для циклов, имеющих контур. 6 102922014.08.30 При определении режимов резания задается номер инструмента , величина рабочей подачи , частота вращения шпинделя , постоянная скорость резания , прямое вращение шпинделя 3 и обратное вращение шпинделя 4. Когда оператор нажимает на графическое изображение цикла на экране 24, то блок 12 осуществляет обработку по выбору инструмента, обозначенному на экране 24 как номер инструмента , из базы данных 6 инструмента. В графе 27 экрана 26 отображаются только зарегистрированные режущие инструменты, соответствующие выбранной структуре. Режимы резания (обороты шпинделя, подача) оператор вводит вручную в соответствии с технологией обработки. При выборе скорости подачи в окне 28 или оборотов шпинделя в окне 29 открываются окна с выбором готовых значений. Программирование скорости резания определяется согласно справочным данным для каждого режущего инструмента. Поле параметров режимов резания всех технологических циклов выглядит практически одинаково. Отличия заключаются лишь в том, что в циклах нарезания резьбы резцом задают угол заточки инструмента, а в циклах обработки канавок - ширину резца. Численные величины параметров обработки имеют визуальное отображение на эскизе соответствующего цикла, отображенного дисплеем 7 на экране 26 (фиг. 5). Окно общих параметров цикла, включающих в себя начальный (максимальный) диаметр обработки заготовки , конечный диаметр обработки , начальную координату обработки (максимальная длина заготовки) по оси -, конечную координату обработки , глубину резания за один проход, расположено на том же экране, что и параметры режимов резания, в правой части. После ввода данных заготовки и их графического отображения на экране 26 в окне 30 оператор переходит к вводу параметров контура детали нажатием на клавишу 31 КОНТУР Блок 11 расширения редактирования программы отображает на дисплее 7 экран 32(фиг. 6) ввода параметров контура. Блок 11 выполняет обработку по строительству графического изображения контура детали на основе координат, введенных оператором вручную в таблицу 33, и выполняет такую обработку, как двухмерное отображение детали в поле 34. Оператор вводит параметры детали по осямии процесса резания на экране 31 в соответствии с эскизом детали. Блок 11 сохраняет введенные параметры в базы данных 4, 5, 6 блока памяти системы. Счет отрезков контура идет от начальной точки обработки по направлению движения резца. В качестве координат программируется координата конечной точки текущего элемента контура детали (отрезок или дуга). Текущий элемент контура (отрезок, дуга вогнутая или дуга выпуклая) выбирается кнопками 35 на экране 32. Для завершения программирования одного цикла оператор нажимает кнопку 36(ОК). Следующим этапом программируют отвод инструмента на быстром ходу с целью его смены. Для исключения ошибок оператора при программировании обработки существует режим графической проверки программы (режим трассировки). Для входа в данный режим оператор нажимает клавишу ТЕСТ в окне редактора программы на экране 24 (фиг. 3). Блок 10 выполняет обработку по отображению траектории движения режущего инструмента без перемещения рабочих органов в окне 38 на экране 37 на дисплее 7 (фиг. 7). В поле 39 экрана 37 автоматически отображаются координаты положения резца, в поле 40 графическое изображение цикла, в окне 41 - номер инструмента и выполняемый цикл обработки. В колонке 42 экрана 37 расположены кнопки изменения масштаба и кнопка 43 клавиша Редактора. Если в процессе отображения траектории движения инструмента возникла необходимость корректировки программы, то оператор переходит (возвращается) к редактированию программы путем нажатия на клавишу 43 экрана 37. Блок 9 выполняет обработку по переходу к редактору программы на экран 24. В блоке 9 корректирования программы можно выполнять такую операцию редактирования, как изменение последовательности циклов обработки, изменение параметров. 7 102922014.08.30 Если программирование выполнено правильно, то на экране 37 трассировки (ТЕСТ) или на экране 24 (Редактор) оператор нажимает клавишудля перехода в режим автомат, где производится запуск обработки детали. После завершения работы с управляющей программой или после ее графической проверки оператор переходит в режим работы Автомат, и на дисплее 7 отображается экран 45 (фиг. 8). Экран 45 режима Автомат включает поле 46, где отображается число оборотов шпинделя, поле 47 - скорость подачи, в поле 48 - имя обрабатываемой детали, поле 49 - вид выполняемого цикла. В графе 50 из системы ЧПУ проставляются координаты положения режущего инструмента по осии , а в поле 54 по координатамипоказан остаток перемещения инструмента (текущий и следующий). Координатыиобозначены из базы данных, заданных в процессе программирования. В графе показан 51 - номер выполняемого кадра программы,кнопка перехода на экран выбора начального кадра в поле 52 - счетчик деталей, который по завершении обработки увеличивается на единицу. Каждый шаг запускается отдельно по кнопке Пуск при нажатии кнопки 53 запуска обработки. Блок 9 передает данные, отображаемые на экране Автомат, из баз данных 4, 5, 6 в блок 2 ЧПУ через интерфейс 3. Далее приступают к программированию параметров второго цикла. Процесс программирования продолжается по отработанной схеме до окончания введения всех циклов токарной обработки детали. Таким образом, в предлагаемой системе оперативного программирования оператор станка на сенсорной панели в блоке Редактор вводит максимальные размеры заготовки в параметрах цикла (начальная точка цикла по оси- максимальный диаметр заготовки и по оси- максимальная длина (фиг. 5 механической обработки и конечную форму контура детали (фиг. 6), которая будет обрабатываться непосредственно в данном цикле. Эти данные перед обработкой детали передаются в блок ЧПУ, и блок ЧПУ определяет количество проходов в цикле и траектории обработки. В предлагаемой системе оперативного программирования отсутствует наличие загружаемой в систему модели детали и модели заготовки. Оператор самостоятельно вводит цифры в меню дисплея сенсорного экрана с чертежа или просто из головы. Экран дисплея отображает графическое изображение циклов обработки и инструмента, контура обрабатываемой детали, что делает систему оперативного программирования простой и понятной в обслуживании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 11
МПК / Метки
МПК: G05B 19/40
Метки: система, программирования, оперативного
Код ссылки
<a href="https://by.patents.su/11-u10292-sistema-operativnogo-programmirovaniya.html" rel="bookmark" title="База патентов Беларуси">Система оперативного программирования</a>
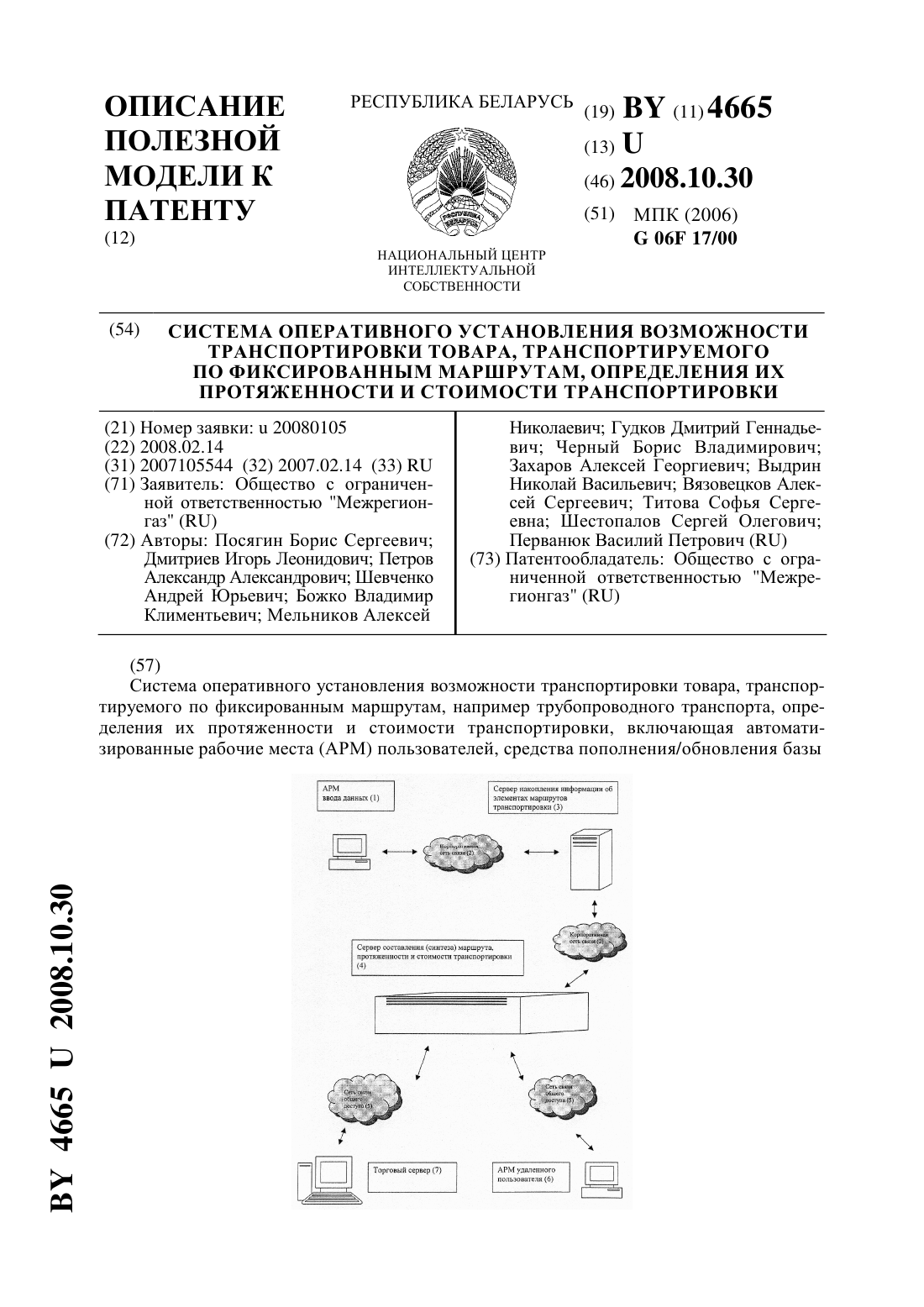
Система оперативного установления возможности транспортировки товара, транспортируемого по фиксированным маршрутам, определения их протяженности и стоимости транпортировки
Номер патента: U 4665
Опубликовано: 30.10.2008
Авторы: Выдрин Николай Васильевич, Перванюк Василий Петрович, Шестопалов Сергей Олегович, Захаров Алексей Георгиевич, Вязовецков Алексей Сергеевич, Божко Владимир Климентьевич, Посягин Борис Сергеевич, Дмитриев Игорь Леонидович, Гудков Дмитрий Геннадьевич, Шевченко Андрей Юрьевич, Титова Софья Сергеевна, Мельников Алексей Николаевич, Черный Борис Владимирович, Петров Александр Александрович
МПК: G06F 17/00
Метки: оперативного, транпортировки, транспортируемого, маршрутам, протяженности, система, установления, товара, фиксированным, определения, возможности, стоимости, транспортировки
Текст:
...трубопроводным, или железнодорожным, или водным, или воздушным, или автомобильным, или другим транспортом. При этом в качестве транспортируемого товара может выступать газ и продукты его переработки, нефть и продукты ее переработки, электроэнергия, информация, передаваемая по каналам связи, и другие товары. Система преимущественно предназначена для электронной торговли товаром, когда поставщики и покупатели географически находятся...
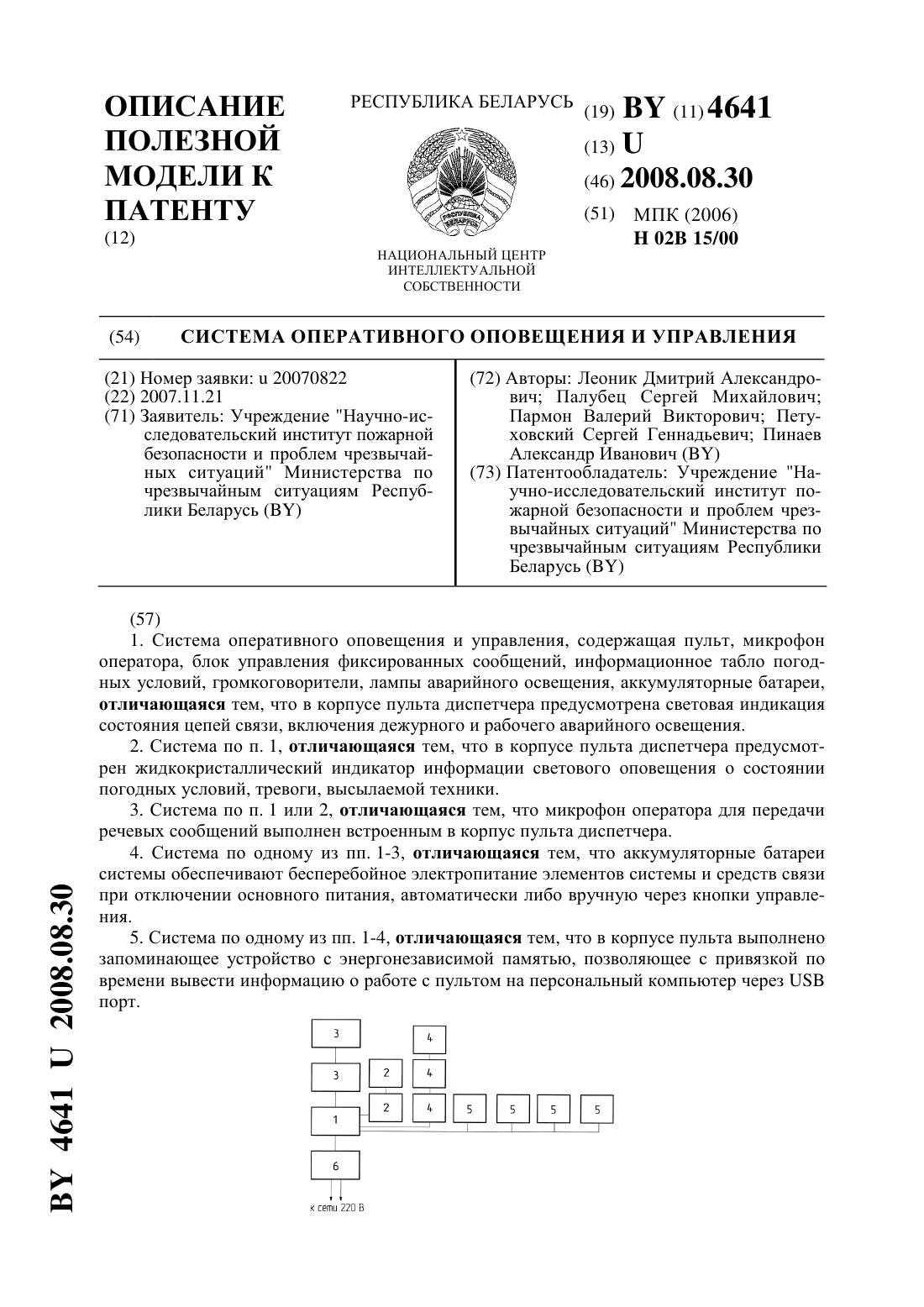
Система оперативного оповещения и управления
Номер патента: U 4641
Опубликовано: 30.08.2008
Авторы: Палубец Сергей Михайлович, Пармон Валерий Викторович, Петуховский Сергей Геннадьевич, Пинаев Александр Иванович, Леоник Дмитрий Александрович
МПК: H02B 15/00
Метки: оповещения, оперативного, управления, система
Текст:
...повышение эффективности системы оповещения и управления в оперативных службах. Поставленная задача решается за счет того, что в корпусе пульта диспетчера предусмотрены световая индикация состояния цепей связи, включения дежурного и рабочего аварийного освещения, жидкокристаллический индикатор информации светового оповещения о состоянии погодных условий, тревоги, высылаемой техники. Встроенный в корпус пульта микрофон облегчает работу...
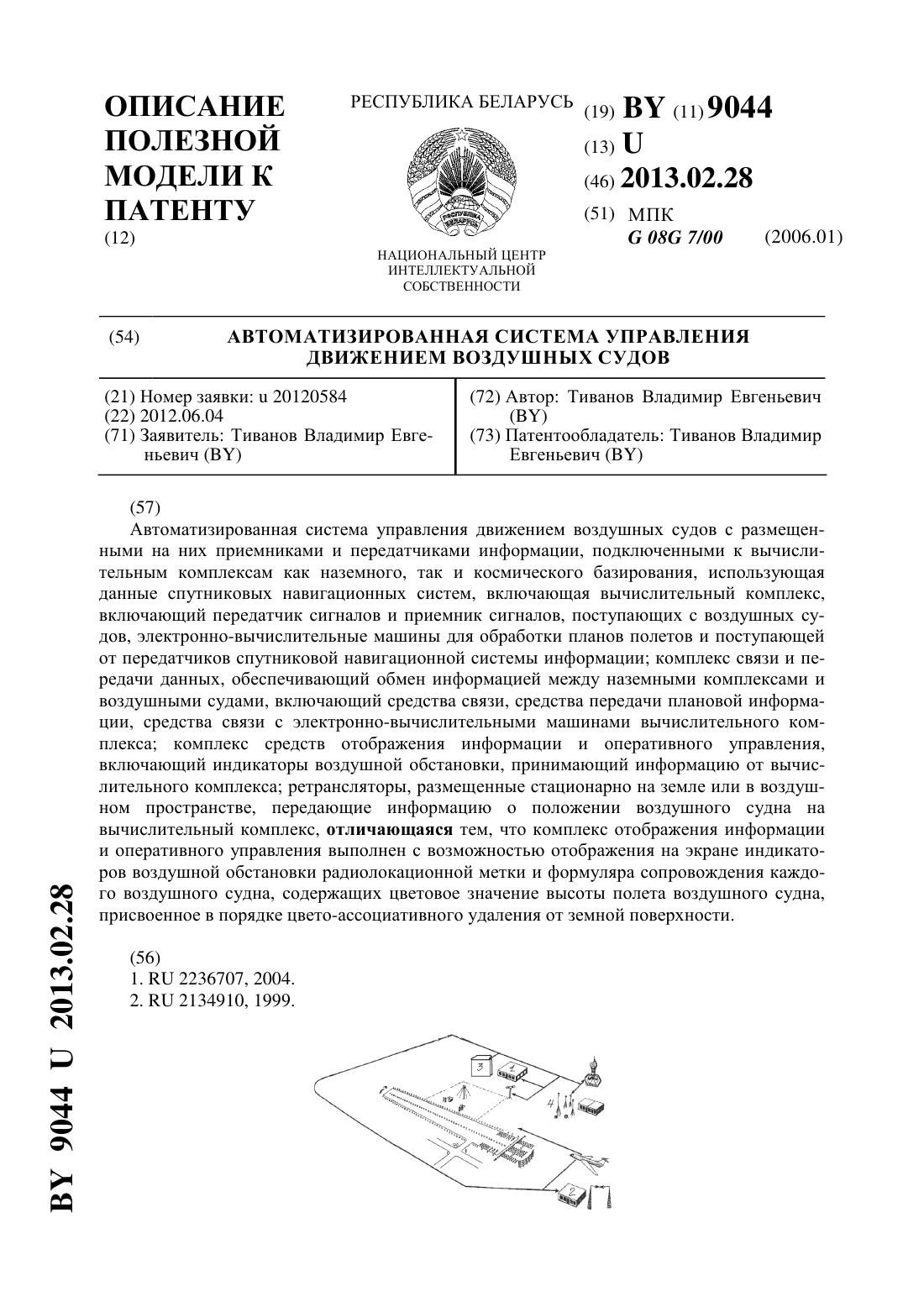
Автоматизированная система управления движением воздушных судов
Номер патента: U 9044
Опубликовано: 28.02.2013
Автор: Тиванов Владимир Евгеньевич
МПК: G08G 7/00
Метки: воздушных, судов, управления, автоматизированная, движением, система
Текст:
...движением воздушных судов с размещенными на них приемниками и передатчиками информации, подключенными к вычислительным комплексам как наземного, так и космического базирования, использующей данные спутниковых навигационных систем,включающей вычислительный комплекс, включающий передатчик сигналов и приемник сигналов, поступающих с воздушных судов, электронно-вычислительные машины для обработки планов полетов и поступающей от...
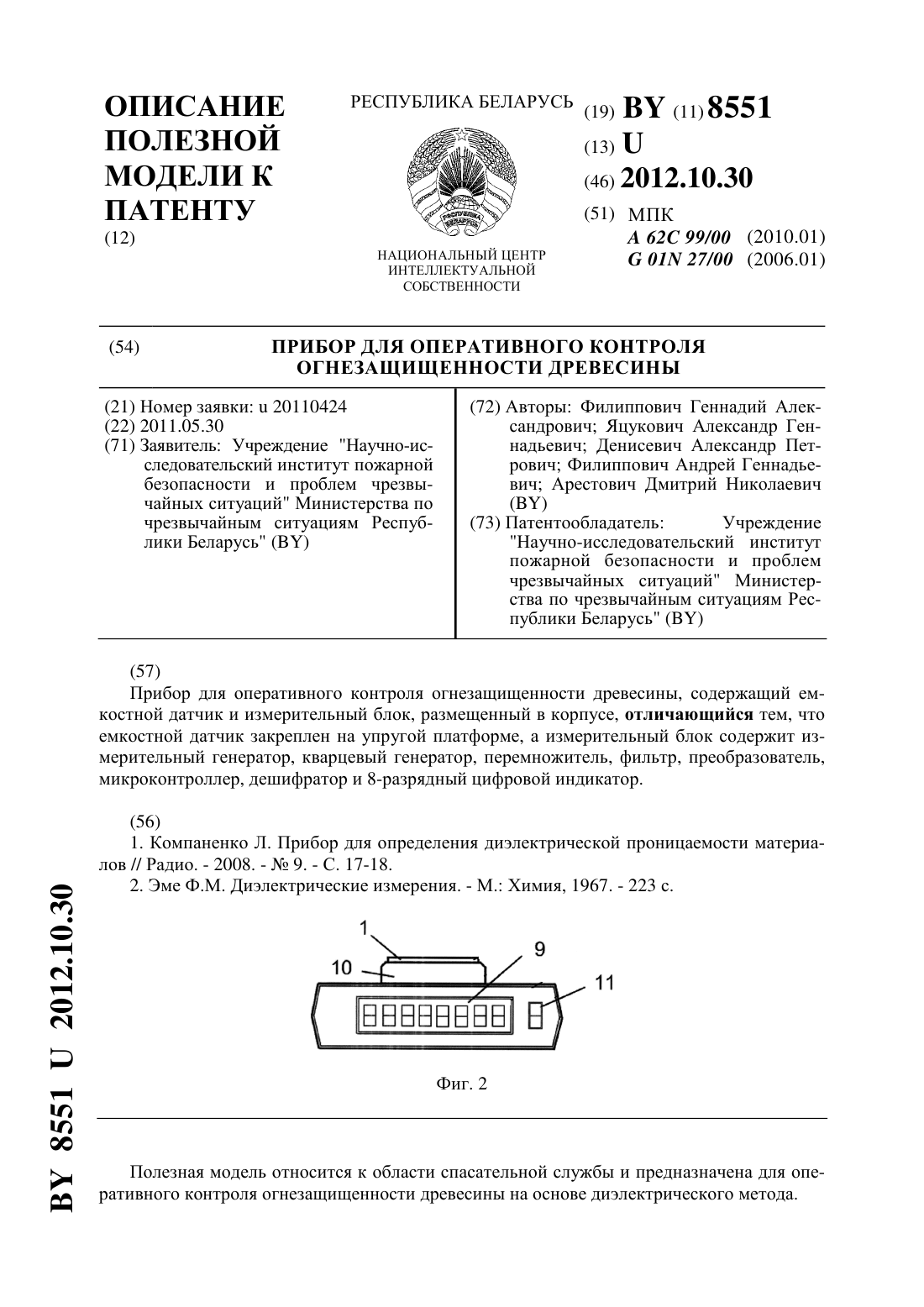
Прибор для оперативного контроля огнезащищенности древесины
Номер патента: U 8551
Опубликовано: 30.10.2012
Авторы: Арестович Дмитрий Николаевич, Филиппович Геннадий Александрович, Яцукович Александр Геннадьевич, Денисевич Александр Петрович, Филиппович Андрей Геннадьевич
МПК: A62C 99/00, G01N 27/00
Метки: огнезащищенности, прибор, оперативного, контроля, древесины
Текст:
...измерений от прижимного усилия с целью использования результатов измерений для оценки качества огнезащитной обработки деревянных конструкций. Устранение зависимости результатов измерений от прижимного усилия достигается путем введения в конструкцию прибора упругой подвижной платформы с емкостным датчиком. Такая конструкция обеспечивает одинаковое прижимное усилие при многократных измерениях. Повышение точности измерения диэлектрических...
Электрический фильтр для прибора оперативного контроля огнезащищенности древесины
Номер патента: U 8125
Опубликовано: 30.04.2012
Авторы: Филиппович Геннадий Александрович, Арестович Дмитрий Николаевич, Денисевич Александр Петрович, Яцукович Александр Геннадьевич, Шашок Виктор Николаевич, Филиппович Андрей Геннадьевич
МПК: A62C 99/00
Метки: прибора, древесины, контроля, огнезащищенности, электрический, оперативного, фильтр
Текст:
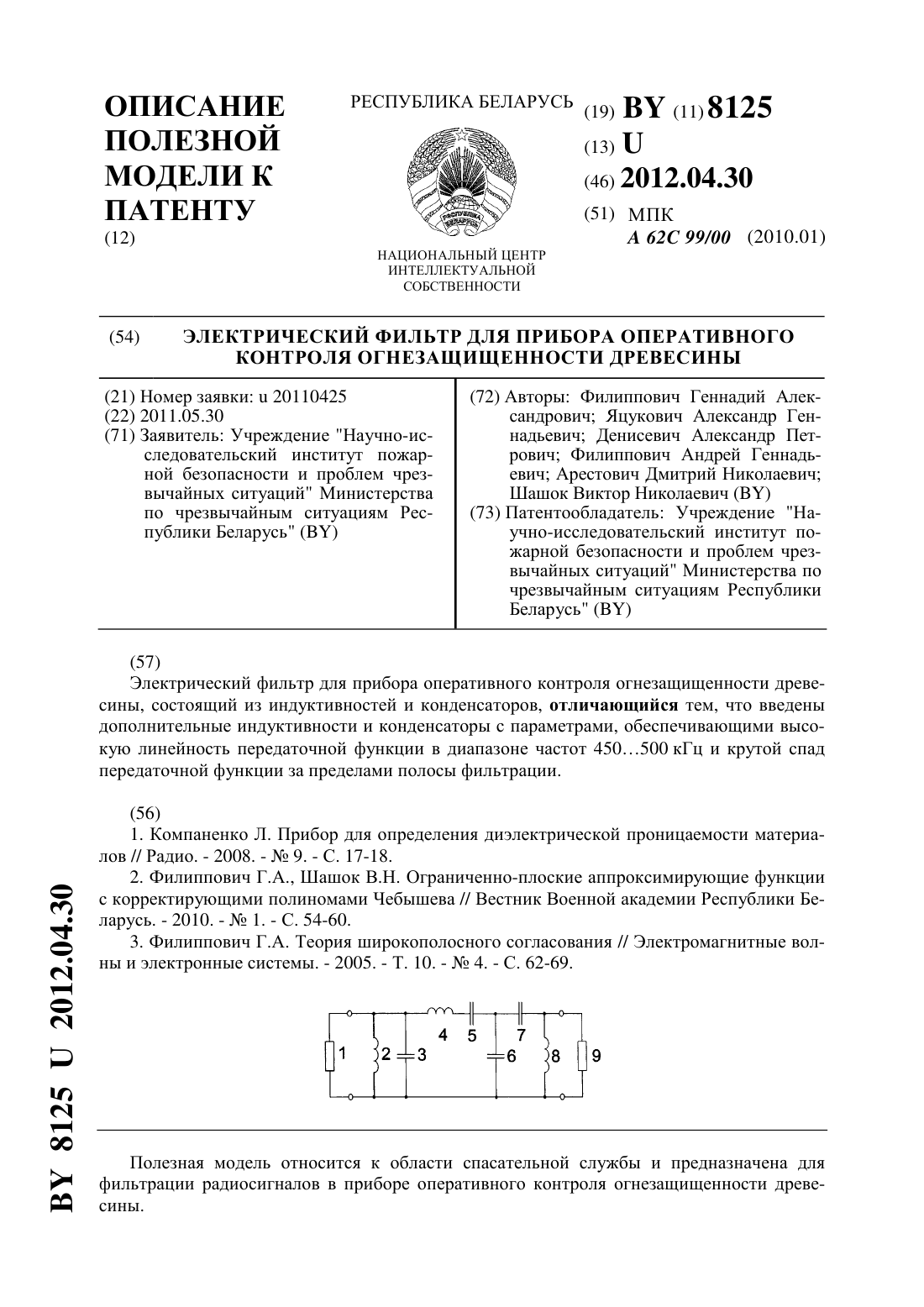
...(прототипом) является электрический фильтр прибора для измерения диэлектрической проницаемости материалов 1. Фильтрующие свойства прибора определяются индуктивностью (дросселем) 3 и конденсатором 4. Такой фильтр имеет следующие недостатки низкие фильтрующие свойства в области как высоких, так и низких частот, что снижает помехозащищенность прибора значительную неравномерность коэффициента передачи в диапазоне частот. Последний фактор...
Предыдущий патент: Автоматическая душевая установка
Следующий патент: Игровое устройство для симуляции вождения
Случайный патент: Смеситель