Приспособление для позиционирующего зажима инструмента или детали

Текст
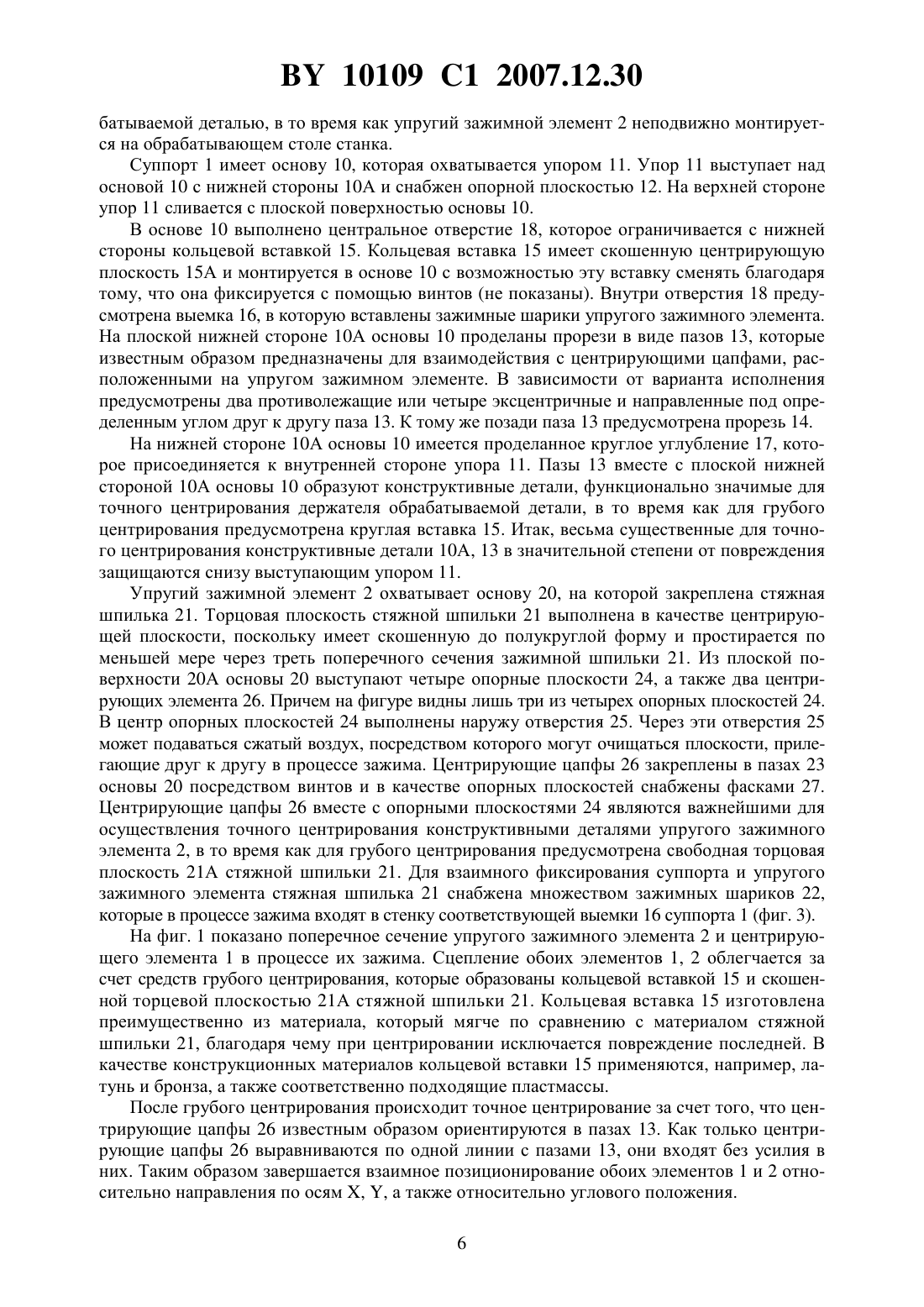
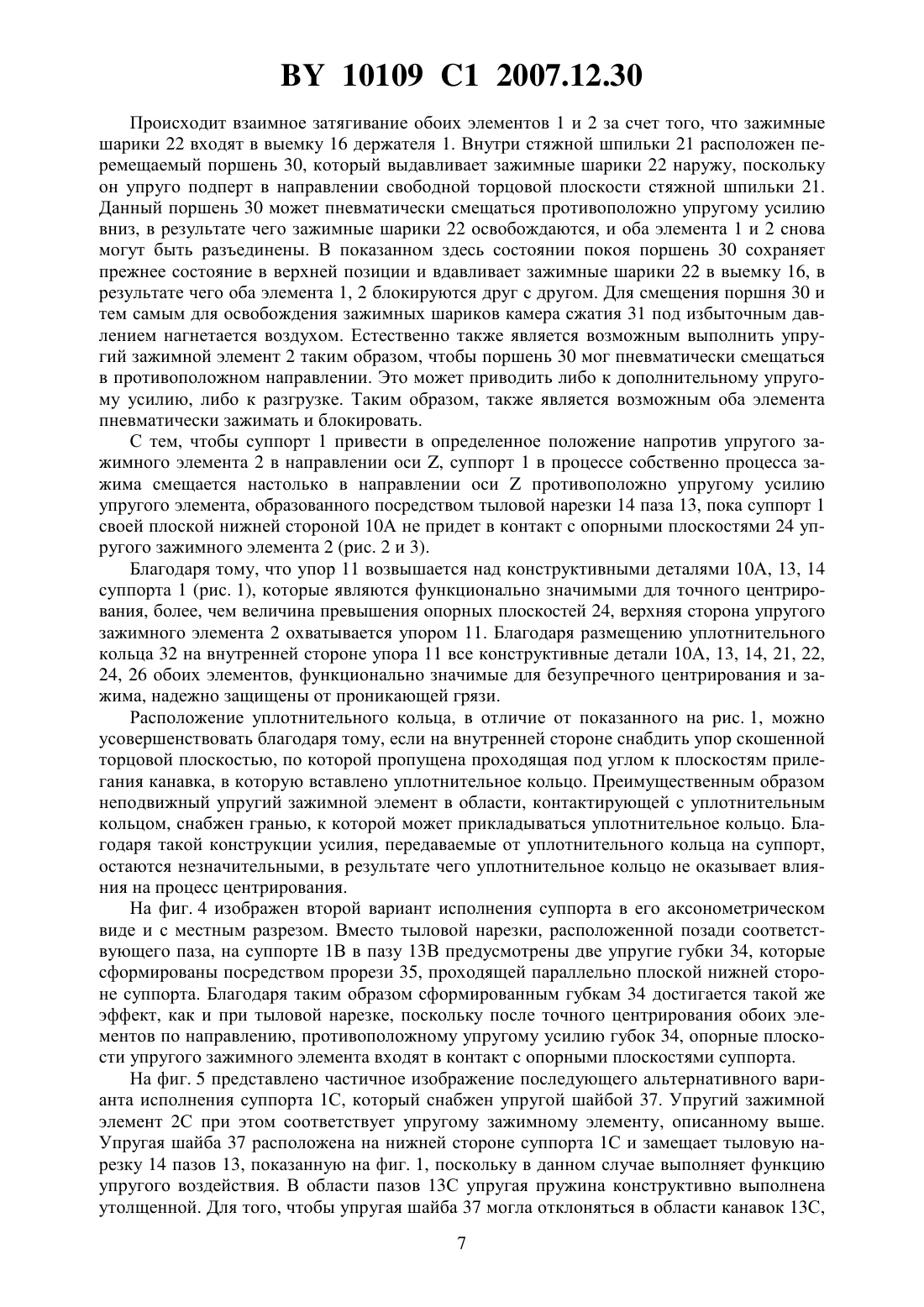
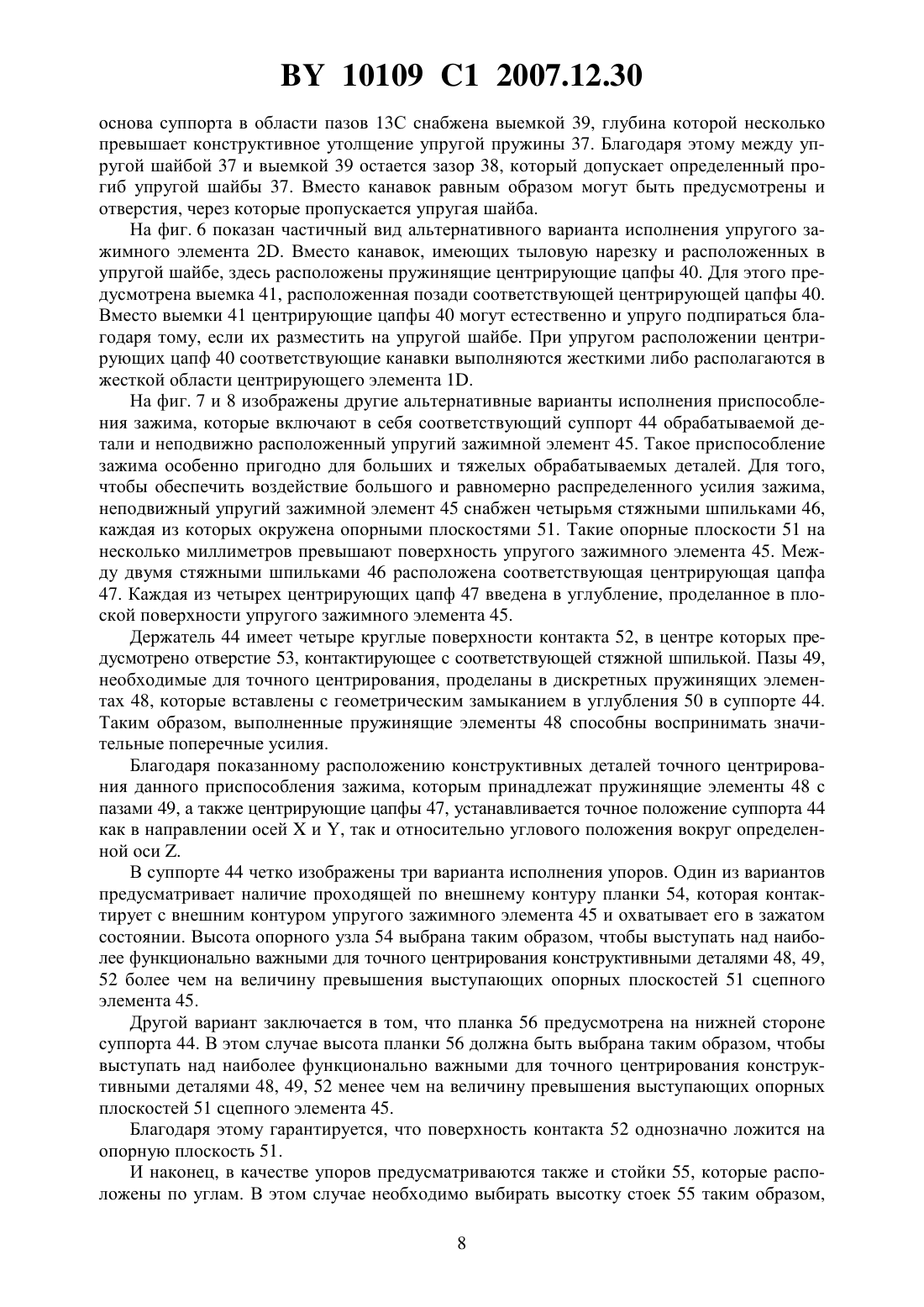
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРИСПОСОБЛЕНИЕ ДЛЯ ПОЗИЦИОНИРУЮЩЕГО ЗАЖИМА ИНСТРУМЕНТА ИЛИ ДЕТАЛИ(57) 1. Приспособление для позиционирующего зажима инструмента или обрабатываемой детали, содержащее неподвижный упругий зажимной элемент (2, 45) и жестко закрепляемый на нем суппорт (1, 1 С, 44) инструмента или обрабатываемой детали в виде разъемного зажимного элемента, причем, во-первых, для позиционирования один из двух зажимных элементов (1, 1 С, 44) снабжен пазами (13, 13 С, 49), предназначенными для определения положения в направлении Х и/или , взаимодействующими с расположенными на другом зажимном элементе (2, 45) центрирующими цапфами (26, 47) и, во-вторых, один из двух зажимных элементов (2, 45) снабжен выступающими опорными поверхностями (24, 51),контактирующими с плоскими опорными поверхностями (10 А, 52) другого зажимного элемента (1, 1 С, 44), которые после выполненного закрепления примыкают к опорным поверхностям (24, 51) и таким образом определяют взаимное положение обоих зажимных элементов (1, 1 С, 2 44, 45) в направлении , при этом предусмотрена по меньшей мере одна стяжная шпилька (21, 46) для взаимного фиксирования обоих зажимных элементов (1, 1 С,2 44, 45), причем стяжная шпилька расположена или стяжные шпильки (21, 46) расположены на неподвижном зажимном элементе (2 45), а суппорт (1, 1 С, 44) инструмента или обрабатываемой детали включает упорный узел (12 54, 55, 56) с упором (11, 54), внутренняя сторона которого контактирует с внешним контуром неподвижного зажимного 10109 1 2007.12.30 элемента (2, 45), и опорной поверхностью (12 58), возвышающейся относительно существенных для точного центрирования поверхностей (10 А, 13, 14 48, 49, 52) больше, чем на величину возвышения выступающих опорных поверхностей (24, 51) неподвижного зажимного элемента (2, 45). 2. Приспособление по п. 1, отличающееся тем, что суппорт (1) инструмента или обрабатываемой детали, равно как и неподвижный зажимной элемент (2), выполнены в сущности цилиндрическими, причем упор (11) предназначен для кольцевого охвата неподвижного зажимного элемента (2), а внутренний диаметр упора (11) по меньшей мере примерно соответствует наружному диаметру неподвижного зажимного элемента (2). 3. Приспособление по п. 2, отличающееся тем, что упор (11) снабжен с внутренней стороны уплотнительным кольцом (32), которое при соединении обоих зажимных элементов (1, 2) прилегает снаружи к неподвижному зажимному элементу (2). 4. Приспособление по п. 3, отличающееся тем, что на внутренней стороне упора (11) предусмотрена скошенная концевая поверхность, снабженная проходящим под углом к опорным поверхностям пазом, в который входит уплотнительное кольцо. 5. Приспособление по одному из пп. 1-4, отличающееся тем, что в суппорте (1) инструмента или обрабатываемой детали предусмотрено центральное отверстие (18), в котором крепится стяжная шпилька (21) неподвижного зажимного элемента (2), а стяжная шпилька (21) вместе с отверстием (18) в суппорте (1) инструмента или обрабатываемой детали выполнены как элемент грубого центрирования, при этом в стяжной шпильке (21) на концевом участке предусмотрена выполненная скошенной или в форме полукруга центрирующая поверхность (21 А), предназначенная для взаимодействия с кольцевой вставкой (15), ограничивающей с нижней стороны центральное отверстие (18) суппорта (1) инструмента или обрабатываемой детали. 6. Приспособление по п. 5, отличающееся тем, что ограничивающая отверстие (18) суппорта (1) инструмента или обрабатываемой детали кольцевая вставка (15) имеет скошенную центрирующую поверхность (15 А), при этом кольцевая вставка (15) закреплена с возможностью замены и выполнена из материала более мягкого, чем стяжная шпилька (21). 7. Приспособление по пп. 5 или 6, отличающееся тем, что центрирующая поверхность (21 А) стяжной шпильки (21) проходит по меньшей мере по трети ее свободной концевой поверхности. 8. Приспособление по одному из пп. 1-7, отличающееся тем, что позади и/или сбоку от соответствующего паза (13) суппорта (1) инструмента или обрабатываемой детали предусмотрена одна или предусмотрены несколько прорезей (14), которая выполнена или которые выполнены таким образом, что входящим в соответствующий паз (13) центрирующим цапфам (26) в процессе закрепления в направлениипротиводействует сила упругости,после преодоления которой плоские опорные поверхности (10 А) одного зажимного элемента (1) прилегают к опорным поверхностям (24) другого зажимного элемента (2). 9. Приспособление по одному из пп. 1-7, отличающееся тем, что позади и/или сбоку от соответствующей центрирующей цапфы предусмотрена одна или предусмотрены несколько прорезей (41), которая выполнена или которые выполнены таким образом, что входящим в соответствующий паз (13) центрирующим цапфам (26) в процессе закрепления в направлениипротиводействует сила упругости, после преодоления которой плоские опорные поверхности (10 А) одного зажимного элемента прилегают к опорным поверхностям (24) другого зажимного элемента (2). 10. Приспособление по любому из пп. 1-7, отличающееся тем, что суппорт (1 С) снабжен упругой шайбой (37), в которой вырезаны пазы (13 С). 11. Приспособление по п. 10, отличающееся тем, что центрирующие цапфы (26) расположены на упругой шайбе (37). 12. Приспособление по одному из пп. 1-11, отличающееся тем, что в суппорте (1) инструмента или обрабатываемой детали предусмотрена на внутренней стороне граничащая с упором (11) выемка (17) в виде канавки. 2 10109 1 2007.12.30 13. Приспособление по любому из пп. 1-12, отличающееся тем, что стяжная шпилька(21) снабжена множеством зажимных шариков (22), которые при сжатии прилегают к стенке соответствующего углубления (16) суппорта (1) инструмента или обрабатываемой детали. 14. Приспособление по п. 13, отличающееся тем, что зажимные шарики (22) установлены таким образом, что в состоянии покоя выталкиваются наружу расположенным внутри стяжной шпильки (21) с возможностью перемещения подпружиненным перемещаемым поршнем (30), причем подпружиненный перемещаемый поршень (30) установлен с возможностью пневматического перемещения предварительному натяжению пружины таким образом, что зажимные шарики (22) разгружаются. 15. Приспособление по п. 1, отличающееся тем, что суппорт (44) инструмента или обрабатываемой детали снабжен по меньшей мере четырьмя стяжными шпильками (46), а также по меньшей мере четырьмя центрирующими цапфами (47), а неподвижный зажимной элемент (45) снабжен соотносящимся с числом центрирующих цапф (47) числом пазов (49), причем пазы (49) и центрирующие цапфы (47) зажимного приспособления в целом определяют окончательное положение второго зажимного элемента (44) как в направлении Х и , так и относительно углового положения вокруг оси . 16. Приспособление по п. 15, отличающееся тем, что упор (11, 54) выполнен в виде опоясывающей планки (54), внутренняя сторона которой контактирует с наружным контуром неподвижного зажимного элемента (45), причем опоясывающая планка (54) выступает относительно существенных для точного центрирования поверхностей (48, 49, 52) второго зажимного элемента (44) больше, чем на величину превышения выступающих опорных поверхностей (51) первого зажимного элемента (45). 17. Приспособление по п. 15, отличающееся тем, что на нижней стороне суппорта (44) инструмента или обрабатываемой детали расположен по меньшей мере один упор (55, 56),который выступает или которые выступают относительно существенных для точного центрирования поверхностей (48, 49, 52) меньше, чем величина превышения выступающих опорных поверхностей (51) первого зажимного элемента (45). 18. Приспособление по одному из пп. 15-17, отличающееся тем, что предусмотрены четыре стяжные шпильки (46), причем между каждыми двумя стяжными шпильками (46) расположена соответствующая центрирующая цапфа (47). 19. Приспособление по одному из пп. 15-18, отличающееся тем, что предусмотренные для точного позиционирования пазы (49) выполнены в дискретных упругих элементах (48), которые вставлены с геометрическим замыканием в выемки (50) суппорта (44) инструмента или обрабатываемой детали. 20. Приспособление по одному из пп. 15-19, отличающееся тем, что предусмотренные для точного позиционирования центрирующие цапфы (47) выполнены как дискретные элементы и вставлены в выемки неподвижного зажимного элемента (45). Изобретение относится к области станкостроения и касается приспособления позиционирующего зажима инструмента или обрабатываемой детали. Из описания ЕР 0255042 В 1 известно зажимное приспособление инструмента или обрабатываемой детали, которое состоит из зажимного патрона и суппорта соответствующей зажимаемой обрабатываемой детали или инструмента. Зажимной патрон имеет выступающие с нижней стороны стержни и планки, причем планки возвышаются над стержнями и снабжены плоскостями контакта для ориентации инструмента или обрабатываемой детали. Суппорт имеет плоскую поверхность для контактирования со стержнями, в которой имеются пазы, направленные соответственно планкам зажимного патрона. Причем пазы снабжены упругими губками, сформированными для контакта с планками. Для зажима держателя обрабатываемого инструмента или детали предусмотрена фиксируемая в нем стяжная шпилька. 3 10109 1 2007.12.30 С тем, чтобы обеспечить надежность положения держателя при хранении его вне обрабатывающего станка и избежать повреждения стяжной шпильки, ее перед закладыванием крепления инструмента на хранение необходимо удалить. После удаления стяжной шпильки суппорт может быть оставлен для хранения на его плоской поверхности. Однако при этом существует опасность механического повреждения упругих губок и/или загрязнения пазов. Такая опасность существует также и тогда, когда держатель укладывается на какую-либо свою сторону, причем здесь не играет роли была ли стяжная шпилька удалена перед этим или нет. Здесь следует исходить из того, что при использовании такого рода приспособления зажима необходима определенная осторожность, поскольку необходимые для точного центрирования пазы и упругие губки являются открытыми. Кроме того, такое приспособление зажима оказывается не пригодным для больших и тяжелых инструментов, поскольку с использованием больших и тяжелых приспособлений невозможно достигнуть такой же тщательности при обработке, как с использованием малых и легких. Задача изобретения состоит в усовершенствовании приспособления зажима, заключающегося в том, чтобы при сохранении высокой точности взаимной ориентации обоих элементов оно оставалось жестким и нечувствительным при эксплуатации к внешним воздействиям. Данная задача решается тем, что приспособление позиционирующего зажима инструмента или обрабатываемой детали, содержащее неподвижный упругий зажимный элемент,фиксируемый суппорт инструмента или обрабатываемой детали, в качестве разъемного зажимного элемента, снабженной пазами для позиционирования с одной стороны одного из обоих упругих зажимных элементов и предназначенной для определения положения в направлениии/илипри взаимодействии с расположенными на другом упругом зажимном элементе центрирующими цапфами, причем другая сторона одного из обоих упругих зажимных элементов снабжена выступающими опорными плоскостями, а другой упругий зажимной элемент имеет плоские контактные поверхности, прилегающие к опорным плоскостям после зажима и тем самым определяющие взаимное положение обоих упругих зажимных элементов в направлении оси , причем предусмотрена по меньшей мере одна стяжная шпилька для взаимного блокирования обоих упругих зажимных элементов, расположенная или расположенные в неподвижном упругом зажимном элементе,и при этом суппорт инструмента или обрабатываемой детали имеет упорный узел, снабженный вершинной опорной плоскостью, возвышающийся над конструктивными деталями, предусмотренными в этом упругом зажимном элементе, которые обеспечивают точное позиционирование. Посредством расположения стяжной шпильки на неподвижном упругом зажимном элементе обеспечивается, что суппорт инструмента или обрабатываемой детали не имеет значительно выступающих деталей, благодаря чему облегчается организация хранения такого упругого зажимного элемента. Необходимость предусмотреть такой упор в креплении инструмента или обрабатываемой детали, который выступает над деталями, необходимыми для обеспечения точного позиционирования, и имеет с внешней стороны опорную плоскость, послужила наличию жесткого упругого зажимного элемента, простого и нечувствительного в процессе эксплуатации, поскольку ключевые центрирующие конструктивные детали, реагирующие весьма сильно на загрязнения и механические воздействия,оказываются защищенными и значительно снижают опасность повреждения. Кроме этого,упор придает упругому зажимному элементу более стабильное положение в нижнем положении. В преимущественном варианте исполнения приспособления зажима предлагается выполнить внутреннюю сторону упора таким образом, что он связывается с внешним контуром неподвижного зажимного упругого элемента. При этом упор возвышается над конструктивными деталями соответствующего упругого зажимного элемента, функционально существенными для точного позиционирования, на величину, превосходящую возвышение контактных плоскостей неподвижного упругого зажимного элемента. Благодаря 4 10109 1 2007.12.30 такому признаку обеспечивается защита конструктивных деталей обоих элементов, определяющих точность позиционирования. Благодаря этому при обработке деталей, например путем сверления, фрезерования,путем токарной обработки или при электроэрозионной обработке, значительно снижается опасность загрязнения или повреждения конструктивных деталей обоих элементов, определяющих точность позиционирования. В другом также преимущественном варианте осуществления изобретения предлагается снабдить упор на внутренней стороне области, возвышающейся над плоскими контактными плоскостями, уплотнительным кольцом, которое при сцеплении обоих элементов находится вне неподвижного упругого зажимного элемента. Одно из таких приспособлений зажима, выполненных таким образом, оказывается нечувствительным к пыли и воде. Последующая задача изобретения состоит в том, чтобы предложить устройство, которое действительно пригодно для позиционирующего зажима больших и тяжелых инструментов или обрабатываемых деталей. Для решения этой задачи в пункте 22 формулы изобретения предлагается устройство,имеющее несколько приспособлений зажима, выполненных согласно изобретению. Устройство состоит из крепления обрабатываемых деталей, на котором расположены несколько упругих зажимных элементов. При этом количество неподвижных упругих зажимных элементов соответствует количеству упругих зажимных элементов с инструментом или обрабатываемой деталью. Совокупность пазов и центрирующих цапф зажимного устройства устанавливает определенное положение крепления обрабатываемой детали как в направлении осей , , так и относительно углового положения вокруг определенной оси . С помощью такого устройства для быстрого и незатратного перемещения и закрепления в месте обработки можно выполнять зажим крупных и тяжелых деталей, которые зачастую должны перемещаться с помощью крана. Затем после обработки крепление обрабатываемой детали может быть отставлено практически в любом месте, например, на земле без принятия особых мер предосторожности, поскольку крепление обрабатываемой детали при его освобождении размещается на упоры соответствующих упругих зажимных элементов, а следовательно, практически исключается повреждение и загрязнение элементов точного центрирования. Примеры исполнения приспособления зажима более подробно описываются с помощью фигур, на которых показано фиг. 1 - изображено поперечное сечение приспособления зажима согласно первому варианту осуществления изобретения фиг. 2 - общий вид неподвижного упругого зажимного элемента на фиг. 1 фиг. 3 - общий вид первого варианта исполнения суппорта инструмента или обрабатываемой детали на фиг. 1 фиг. 4 - общий вид второго варианта исполнения суппорта инструмента или обрабатываемой детали на фиг. 1 фиг. 5 - схематичное изображение приспособления зажима согласно одному альтернативному варианту исполнения, вид сбоку фиг. 6 - схематичное изображение приспособления зажима согласно следующему альтернативному варианту исполнения, вид сбоку фиг. 7 - общий вид одного из последующих вариантов исполнения суппорта инструмента или обрабатываемой детали фиг. 8 - общий вид неподвижного зажимного упругого элемента согласно одному из вариантов исполнения, взаимодействующего с суппортом инструмента или обрабатываемой детали на фиг. 7 фиг. 9 - вид сверху приспособления позиционирующего зажима деталей, вид сверху фиг. 10 - вид сбоку приспособления на фиг. 9, вид сбоку. Как следует из фиг. 1, суппорт 1 и упругий зажимной элемент 2 образуют вместе приспособление зажима. Обычно суппорт 1 связан с закрепляемым инструментом или обра 5 10109 1 2007.12.30 батываемой деталью, в то время как упругий зажимной элемент 2 неподвижно монтируется на обрабатывающем столе станка. Суппорт 1 имеет основу 10, которая охватывается упором 11. Упор 11 выступает над основой 10 с нижней стороны 10 А и снабжен опорной плоскостью 12. На верхней стороне упор 11 сливается с плоской поверхностью основы 10. В основе 10 выполнено центральное отверстие 18, которое ограничивается с нижней стороны кольцевой вставкой 15. Кольцевая вставка 15 имеет скошенную центрирующую плоскость 15 А и монтируется в основе 10 с возможностью эту вставку сменять благодаря тому, что она фиксируется с помощью винтов (не показаны). Внутри отверстия 18 предусмотрена выемка 16, в которую вставлены зажимные шарики упругого зажимного элемента. На плоской нижней стороне 10 А основы 10 проделаны прорези в виде пазов 13, которые известным образом предназначены для взаимодействия с центрирующими цапфами, расположенными на упругом зажимном элементе. В зависимости от варианта исполнения предусмотрены два противолежащие или четыре эксцентричные и направленные под определенным углом друг к другу паза 13. К тому же позади паза 13 предусмотрена прорезь 14. На нижней стороне 10 А основы 10 имеется проделанное круглое углубление 17, которое присоединяется к внутренней стороне упора 11. Пазы 13 вместе с плоской нижней стороной 10 А основы 10 образуют конструктивные детали, функционально значимые для точного центрирования держателя обрабатываемой детали, в то время как для грубого центрирования предусмотрена круглая вставка 15. Итак, весьма существенные для точного центрирования конструктивные детали 10 А, 13 в значительной степени от повреждения защищаются снизу выступающим упором 11. Упругий зажимной элемент 2 охватывает основу 20, на которой закреплена стяжная шпилька 21. Торцовая плоскость стяжной шпильки 21 выполнена в качестве центрирующей плоскости, поскольку имеет скошенную до полукруглой форму и простирается по меньшей мере через треть поперечного сечения зажимной шпильки 21. Из плоской поверхности 20 А основы 20 выступают четыре опорные плоскости 24, а также два центрирующих элемента 26. Причем на фигуре видны лишь три из четырех опорных плоскостей 24. В центр опорных плоскостей 24 выполнены наружу отверстия 25. Через эти отверстия 25 может подаваться сжатый воздух, посредством которого могут очищаться плоскости, прилегающие друг к другу в процессе зажима. Центрирующие цапфы 26 закреплены в пазах 23 основы 20 посредством винтов и в качестве опорных плоскостей снабжены фасками 27. Центрирующие цапфы 26 вместе с опорными плоскостями 24 являются важнейшими для осуществления точного центрирования конструктивными деталями упругого зажимного элемента 2, в то время как для грубого центрирования предусмотрена свободная торцовая плоскость 21 А стяжной шпильки 21. Для взаимного фиксирования суппорта и упругого зажимного элемента стяжная шпилька 21 снабжена множеством зажимных шариков 22,которые в процессе зажима входят в стенку соответствующей выемки 16 суппорта 1 (фиг. 3). На фиг. 1 показано поперечное сечение упругого зажимного элемента 2 и центрирующего элемента 1 в процессе их зажима. Сцепление обоих элементов 1, 2 облегчается за счет средств грубого центрирования, которые образованы кольцевой вставкой 15 и скошенной торцевой плоскостью 21 А стяжной шпильки 21. Кольцевая вставка 15 изготовлена преимущественно из материала, который мягче по сравнению с материалом стяжной шпильки 21, благодаря чему при центрировании исключается повреждение последней. В качестве конструкционных материалов кольцевой вставки 15 применяются, например, латунь и бронза, а также соответственно подходящие пластмассы. После грубого центрирования происходит точное центрирование за счет того, что центрирующие цапфы 26 известным образом ориентируются в пазах 13. Как только центрирующие цапфы 26 выравниваются по одной линии с пазами 13, они входят без усилия в них. Таким образом завершается взаимное позиционирование обоих элементов 1 и 2 относительно направления по осям , , а также относительно углового положения. 6 10109 1 2007.12.30 Происходит взаимное затягивание обоих элементов 1 и 2 за счет того, что зажимные шарики 22 входят в выемку 16 держателя 1. Внутри стяжной шпильки 21 расположен перемещаемый поршень 30, который выдавливает зажимные шарики 22 наружу, поскольку он упруго подперт в направлении свободной торцовой плоскости стяжной шпильки 21. Данный поршень 30 может пневматически смещаться противоположно упругому усилию вниз, в результате чего зажимные шарики 22 освобождаются, и оба элемента 1 и 2 снова могут быть разъединены. В показанном здесь состоянии покоя поршень 30 сохраняет прежнее состояние в верхней позиции и вдавливает зажимные шарики 22 в выемку 16, в результате чего оба элемента 1, 2 блокируются друг с другом. Для смещения поршня 30 и тем самым для освобождения зажимных шариков камера сжатия 31 под избыточным давлением нагнетается воздухом. Естественно также является возможным выполнить упругий зажимной элемент 2 таким образом, чтобы поршень 30 мог пневматически смещаться в противоположном направлении. Это может приводить либо к дополнительному упругому усилию, либо к разгрузке. Таким образом, также является возможным оба элемента пневматически зажимать и блокировать. С тем, чтобы суппорт 1 привести в определенное положение напротив упругого зажимного элемента 2 в направлении оси , суппорт 1 в процессе собственно процесса зажима смещается настолько в направлении осипротивоположно упругому усилию упругого элемента, образованного посредством тыловой нарезки 14 паза 13, пока суппорт 1 своей плоской нижней стороной 10 А не придет в контакт с опорными плоскостями 24 упругого зажимного элемента 2 (рис. 2 и 3). Благодаря тому, что упор 11 возвышается над конструктивными деталями 10 А, 13, 14 суппорта 1 (рис. 1), которые являются функционально значимыми для точного центрирования, более, чем величина превышения опорных плоскостей 24, верхняя сторона упругого зажимного элемента 2 охватывается упором 11. Благодаря размещению уплотнительного кольца 32 на внутренней стороне упора 11 все конструктивные детали 10 А, 13, 14, 21, 22,24, 26 обоих элементов, функционально значимые для безупречного центрирования и зажима, надежно защищены от проникающей грязи. Расположение уплотнительного кольца, в отличие от показанного на рис. 1, можно усовершенствовать благодаря тому, если на внутренней стороне снабдить упор скошенной торцовой плоскостью, по которой пропущена проходящая под углом к плоскостям прилегания канавка, в которую вставлено уплотнительное кольцо. Преимущественным образом неподвижный упругий зажимной элемент в области, контактирующей с уплотнительным кольцом, снабжен гранью, к которой может прикладываться уплотнительное кольцо. Благодаря такой конструкции усилия, передаваемые от уплотнительного кольца на суппорт,остаются незначительными, в результате чего уплотнительное кольцо не оказывает влияния на процесс центрирования. На фиг. 4 изображен второй вариант исполнения суппорта в его аксонометрическом виде и с местным разрезом. Вместо тыловой нарезки, расположенной позади соответствующего паза, на суппорте 1 В в пазу 13 В предусмотрены две упругие губки 34, которые сформированы посредством прорези 35, проходящей параллельно плоской нижней стороне суппорта. Благодаря таким образом сформированным губкам 34 достигается такой же эффект, как и при тыловой нарезке, поскольку после точного центрирования обоих элементов по направлению, противоположному упругому усилию губок 34, опорные плоскости упругого зажимного элемента входят в контакт с опорными плоскостями суппорта. На фиг. 5 представлено частичное изображение последующего альтернативного варианта исполнения суппорта 1 С, который снабжен упругой шайбой 37. Упругий зажимной элемент 2 С при этом соответствует упругому зажимному элементу, описанному выше. Упругая шайба 37 расположена на нижней стороне суппорта 1 С и замещает тыловую нарезку 14 пазов 13, показанную на фиг. 1, поскольку в данном случае выполняет функцию упругого воздействия. В области пазов 13 С упругая пружина конструктивно выполнена утолщенной. Для того, чтобы упругая шайба 37 могла отклоняться в области канавок 13 С,7 10109 1 2007.12.30 основа суппорта в области пазов 13 С снабжена выемкой 39, глубина которой несколько превышает конструктивное утолщение упругой пружины 37. Благодаря этому между упругой шайбой 37 и выемкой 39 остается зазор 38, который допускает определенный прогиб упругой шайбы 37. Вместо канавок равным образом могут быть предусмотрены и отверстия, через которые пропускается упругая шайба. На фиг. 6 показан частичный вид альтернативного варианта исполнения упругого зажимного элемента 2. Вместо канавок, имеющих тыловую нарезку и расположенных в упругой шайбе, здесь расположены пружинящие центрирующие цапфы 40. Для этого предусмотрена выемка 41, расположенная позади соответствующей центрирующей цапфы 40. Вместо выемки 41 центрирующие цапфы 40 могут естественно и упруго подпираться благодаря тому, если их разместить на упругой шайбе. При упругом расположении центрирующих цапф 40 соответствующие канавки выполняются жесткими либо располагаются в жесткой области центрирующего элемента 1. На фиг. 7 и 8 изображены другие альтернативные варианты исполнения приспособления зажима, которые включают в себя соответствующий суппорт 44 обрабатываемой детали и неподвижно расположенный упругий зажимной элемент 45. Такое приспособление зажима особенно пригодно для больших и тяжелых обрабатываемых деталей. Для того,чтобы обеспечить воздействие большого и равномерно распределенного усилия зажима,неподвижный упругий зажимной элемент 45 снабжен четырьмя стяжными шпильками 46,каждая из которых окружена опорными плоскостями 51. Такие опорные плоскости 51 на несколько миллиметров превышают поверхность упругого зажимного элемента 45. Между двумя стяжными шпильками 46 расположена соответствующая центрирующая цапфа 47. Каждая из четырех центрирующих цапф 47 введена в углубление, проделанное в плоской поверхности упругого зажимного элемента 45. Держатель 44 имеет четыре круглые поверхности контакта 52, в центре которых предусмотрено отверстие 53, контактирующее с соответствующей стяжной шпилькой. Пазы 49,необходимые для точного центрирования, проделаны в дискретных пружинящих элементах 48, которые вставлены с геометрическим замыканием в углубления 50 в суппорте 44. Таким образом, выполненные пружинящие элементы 48 способны воспринимать значительные поперечные усилия. Благодаря показанному расположению конструктивных деталей точного центрирования данного приспособления зажима, которым принадлежат пружинящие элементы 48 с пазами 49, а также центрирующие цапфы 47, устанавливается точное положение суппорта 44 как в направлении осейи , так и относительно углового положения вокруг определенной оси . В суппорте 44 четко изображены три варианта исполнения упоров. Один из вариантов предусматривает наличие проходящей по внешнему контуру планки 54, которая контактирует с внешним контуром упругого зажимного элемента 45 и охватывает его в зажатом состоянии. Высота опорного узла 54 выбрана таким образом, чтобы выступать над наиболее функционально важными для точного центрирования конструктивными деталями 48, 49,52 более чем на величину превышения выступающих опорных плоскостей51 сцепного элемента 45. Другой вариант заключается в том, что планка 56 предусмотрена на нижней стороне суппорта 44. В этом случае высота планки 56 должна быть выбрана таким образом, чтобы выступать над наиболее функционально важными для точного центрирования конструктивными деталями 48, 49, 52 менее чем на величину превышения выступающих опорных плоскостей 51 сцепного элемента 45. Благодаря этому гарантируется, что поверхность контакта 52 однозначно ложится на опорную плоскость 51. И наконец, в качестве упоров предусматриваются также и стойки 55, которые расположены по углам. В этом случае необходимо выбирать высотку стоек 55 таким образом,8 10109 1 2007.12.30 чтобы превысить наиболее значимые для точного центрирования конструктивные детали 48,49, 52 менее чем на величину превышения выступающих опорных плоскостей 51 сцепного элемента 45. Вместо показанных четырех центрирующих цапф 46, естественно, может предусматриваться также и большее количество центрирующих цапф, например шесть. Равным образом представляется возможным соответственно определенным требованиям повышать количество центрирующих цапф 47 вместе с корреспондирующимся количеством пазов 49. На фиг. 9 схематически изображено устройство позиционирующего зажима деталей, а на рис. 10 - схематическое изображение этого устройства видом сбоку. Устройство имеет четыре приспособления зажима 3, а также приспособление 4 крепления обрабатываемых деталей. Крепление детали состоит из круглой платформы 5, на нижней стороне которой фиксированы четыре суппорта 1, расположенные симметрично относительно оси симметрии 6 платформы 5. На платформе 5 крепится обрабатываемая деталь (не показана), причем вместо одной платформы может использоваться любое другое крепление, например зажимная рама. Четыре упругих зажимных элемента 2 приспособления зажима 3 расположены неподвижно, например, на рабочем столе 7 обрабатывающего станка. Каждое из четырех приспособлений зажима 3 снабжено двумя центрирующими цапфами и двумя соосными пазами, которые в качестве центрирующих конструктивных деталей в своей совокупности определяют нужное положение крепления обрабатываемой детали как в направлении осей, , так и относительно углового положения оси . Безусловно, что вместо изображенного здесь круглого приспособления 4 крепления обрабатываемой детали возможно использование любых других вариантов исполнения приспособления крепления обрабатываемой детали, например, прямоугольной формы. В случае прямоугольного крепления обрабатываемой детали достигается то преимущество,что одно из приспособлений зажима можно снабдить четырьмя пазами и центрирующими цапфами. Благодаря такому приспособлению зажима определяется положение крепления обрабатываемой детали в направлении осей ,и, тем самым, база оси . Дополнительно должно присутствовать другое приспособление зажима, расположенное с зазором относительно первого приспособления зажима, которое определяет положение крепления обрабатываемой детали лишь относительно углового положения вокруг оси . Для этого предусмотрено приспособление зажима, которое имеет два паза и две центрирующие цапфы,допускающие изменение длины крепления обрабатываемой детали в одном направлении. Это позволяет также и при неблагоприятных условиях, например под влиянием термического изменения размеров крепления обрабатываемой детали, обеспечить высокую точность позиционирования закрепления детали. Вместо вышеописанных приспособлений зажима данное устройство может снабжаться, естественно, и приспособлениями зажима согласно фиг. 7 и 8. Фиг. 10 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B23Q 3/02
Метки: детали, позиционирующего, инструмента, или, зажима, приспособление
Код ссылки
<a href="https://by.patents.su/10-10109-prisposoblenie-dlya-pozicioniruyushhego-zazhima-instrumenta-ili-detali.html" rel="bookmark" title="База патентов Беларуси">Приспособление для позиционирующего зажима инструмента или детали</a>
Приспособление для заточки и правки столярного инструмента

Номер патента: 6130
Опубликовано: 30.06.2004
Автор: Будаков Анатолий Сергеевич
МПК: B24B 3/38
Метки: инструмента, заточки, столярного, приспособление, правки
Текст:
...для стяжек 8, по одной подвижной планке 4 (с передними и задними упорами), закрепляемые на боковинах 1 винтами 5, и окна 6 (фиг. 1, 3) для визуального наблюдения прилегания плоскости фаски затачиваемого инструмента к плоскости точильного бруска, оселка при установке затачиваемого инструмента в каретке (фиг. 4), двух сменных сборок ( 7 с точильным бруском и 8 с оселком), имеющих по два поперечных 7 (фиг. 1, 2, 3, 7, 8) и по два продольных 9...
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 31/00
Метки: зажима, деталей, способ, трубчатых, тонкостенных
Текст:
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Рута С. А., Минец В. В.
МПК: B24B 37/02
Метки: длинномерной, обработки, способ, детали, цилиндрической
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали
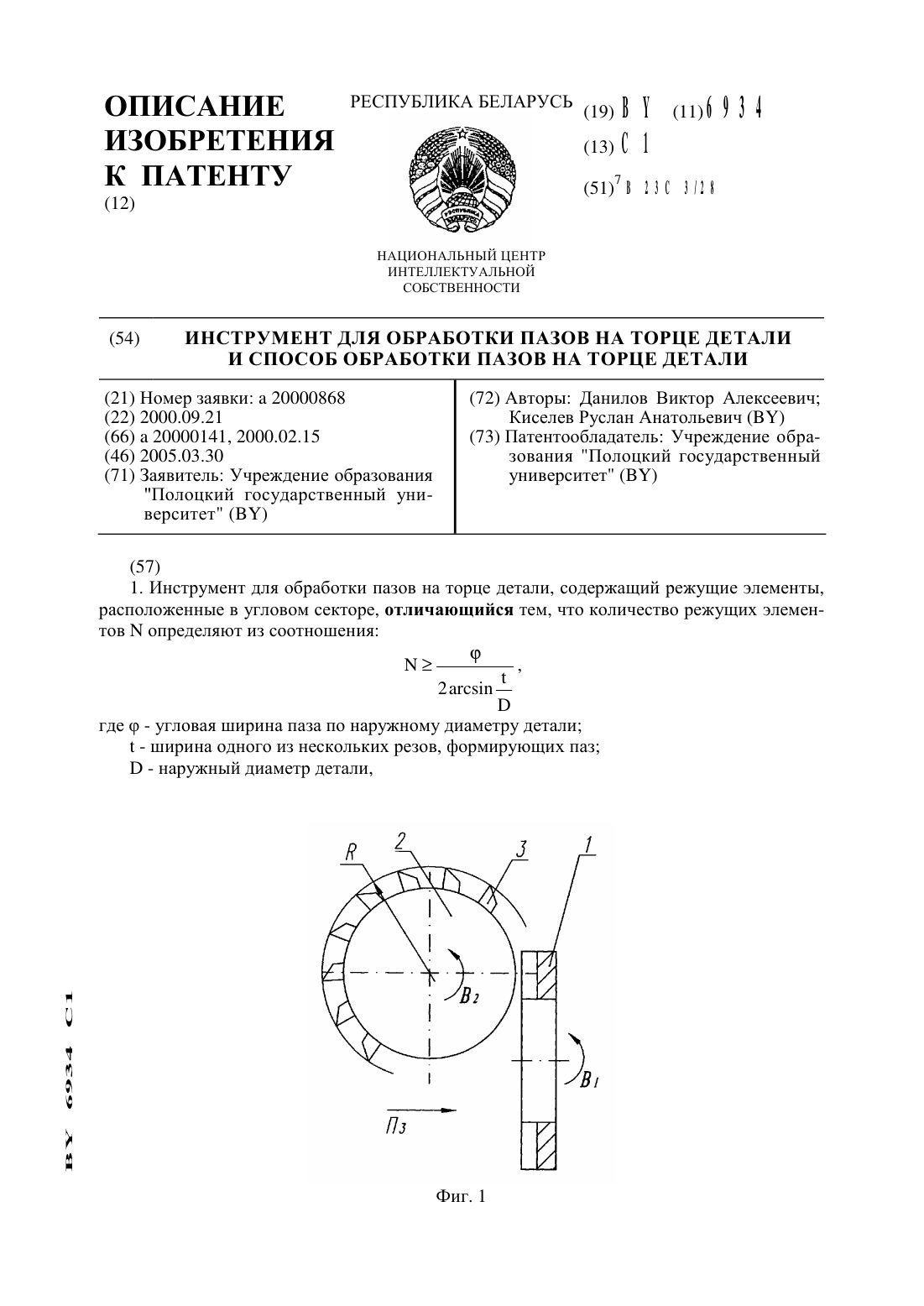
Номер патента: 6934
Опубликовано: 30.03.2005
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: инструмент, детали, обработки, торце, пазов, способ
Текст:
...инструмента и детали.Отличительные признаки предлагаемого инструмента и способа обеспечивают получение технического результата в виде возможности управления шириной и геометрией формируемых пазов при непрерывном процессе деления. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими элементами, расположенными в угловом секторе. Благодаря этому инструмент и способ обладает по сравнению с прототипом более...
Устройство для растачивания отверстий в крупногабаритной детали
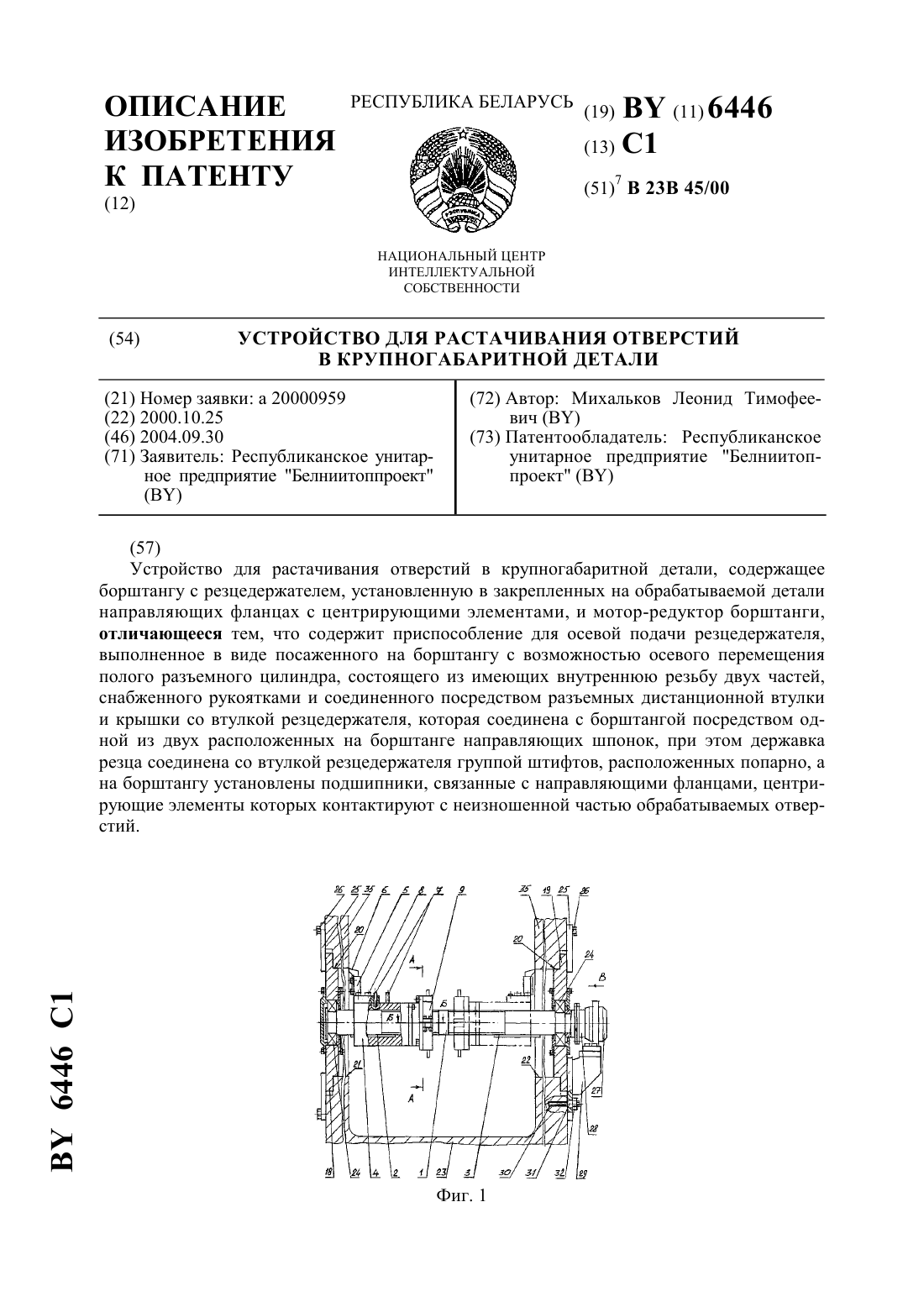
Номер патента: 6446
Опубликовано: 30.09.2004
Автор: Михальков Леонид Тимофеевич
МПК: B23B 45/00
Метки: крупногабаритной, растачивания, отверстий, детали, устройство
Текст:
...3. С борштангой 1 посредством направляющих шпонок 2 и 3 соединен резцедержатель, выполненный в форме втулки 4 и державки 5, имеющий резец 6. Державка 5 соединена с втулкой 4 группой штифтов 7 и прикреплена к втулке 4 с помощью болтов 8. Борштанга 1 снабжена приспособлением 9 для осевой подачи резцедержателя, выполненного в форме полого разъемного цилиндра,состоящего их двух разъемных частей, а именно одной разъемной части 10 и второй разъемной...
Предыдущий патент: Способ лечения и предупреждения дальнейшего развития близорукости у детей
Следующий патент: Система охлаждения форм, применяемых в машине для формования стеклянных изделий, и способ охлаждения форм
Случайный патент: Подметально-уборочное устройство