Система магнитно-абразивной обработки поверхностей немагнитных труб
Номер патента: U 8772
Опубликовано: 30.12.2012
Авторы: Иванова Светлана Владимировна, Пасевич Петр Иванович, Климов Алексей Александрович, Глаговский Эдуард Михайлович, Хомич Николай Степанович, Шлепов Игорь Алексеевич, Корогода Олег Петрович, Хамутовский Александр Николаевич
Текст
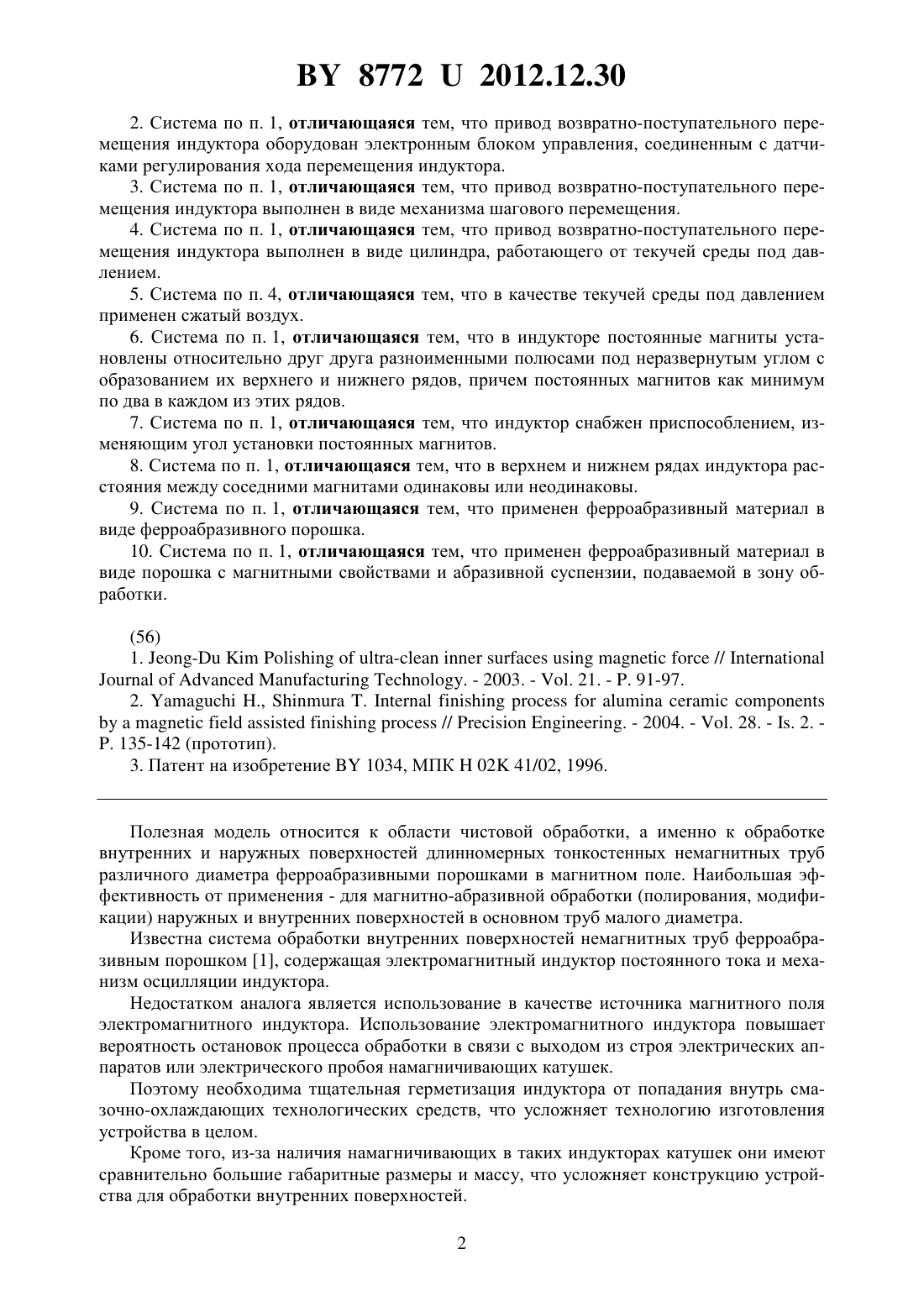
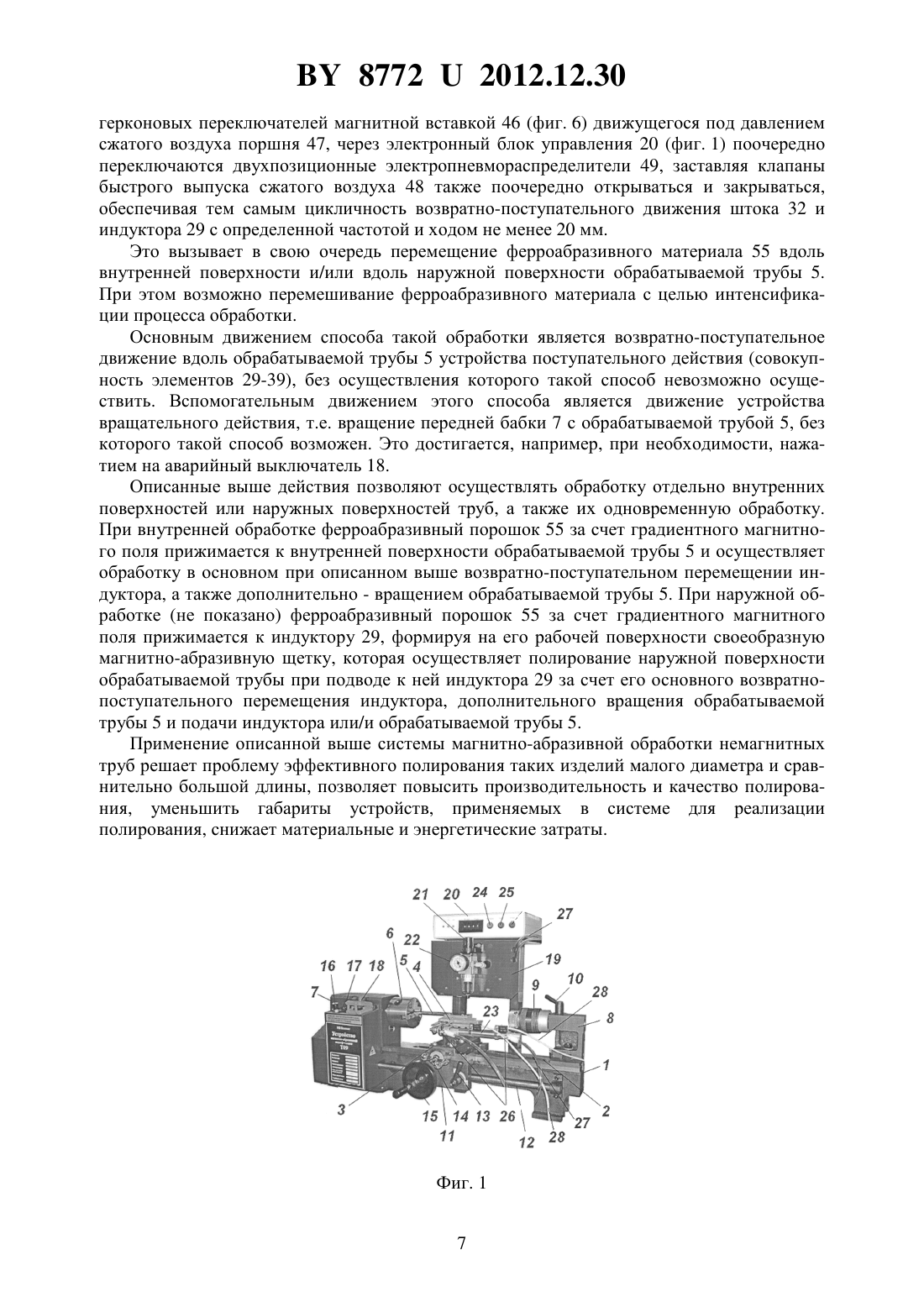
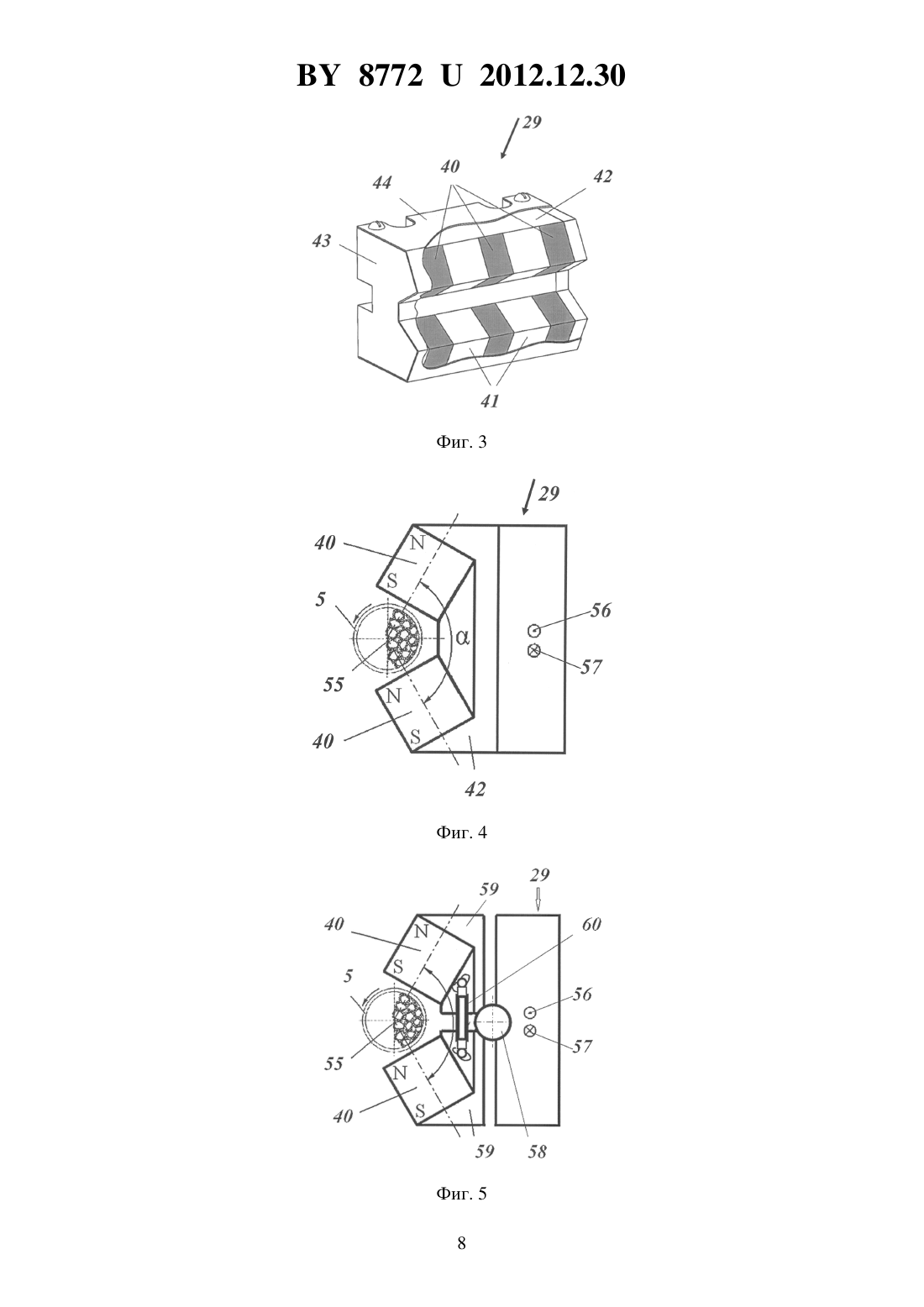
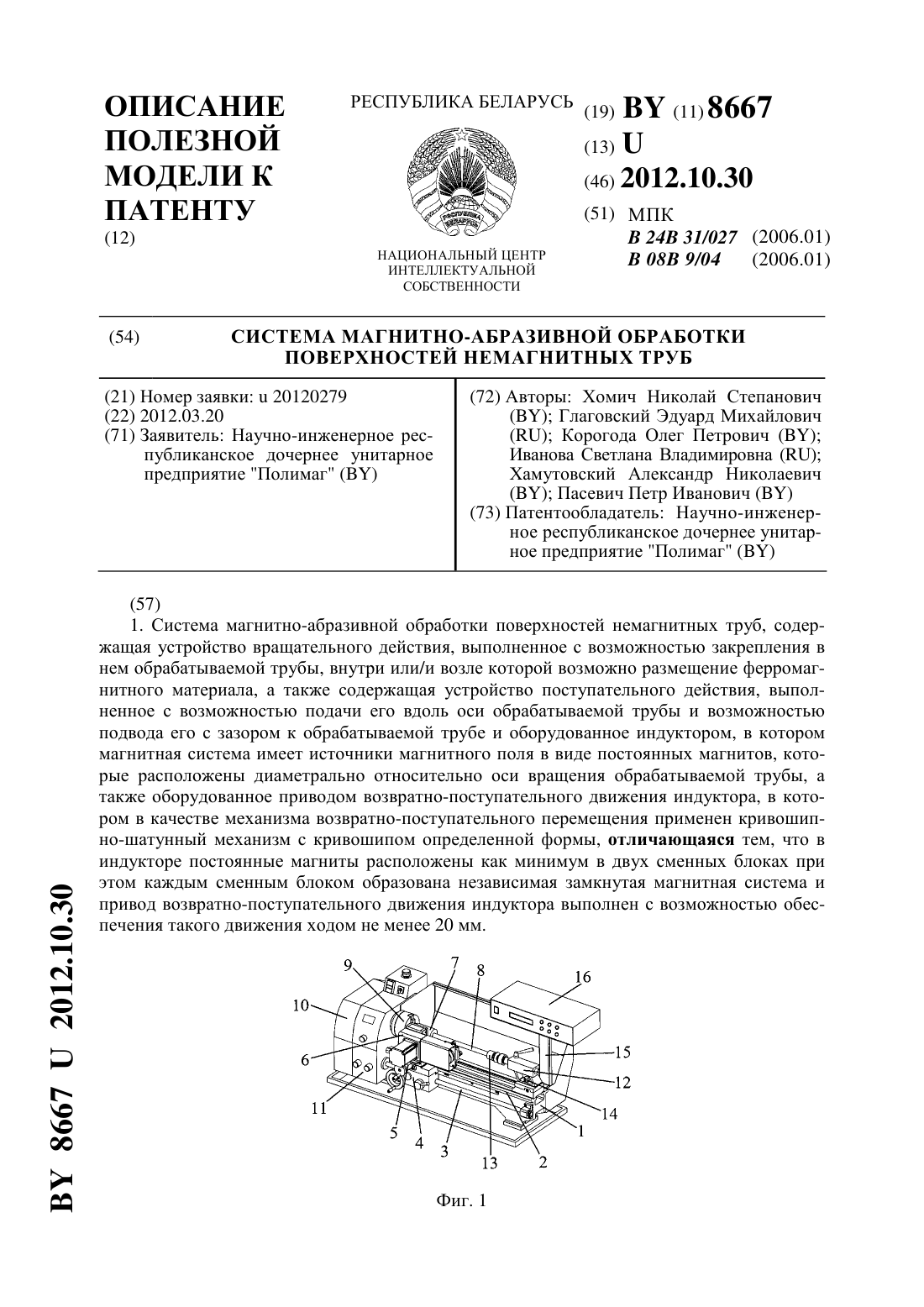
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СИСТЕМА МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕМАГНИТНЫХ ТРУБ(71) Заявитель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(72) Авторы Хомич Николай Степанович Шлепов Игорь АлексеевичКорогода Олег ПетровичИванова Светлана ВладимировнаПасевич Петр ИвановичКлимов Алексей АлександровичХамутовский Александр Николаевич(73) Патентообладатель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(57) 1. Система магнитно-абразивной обработки поверхностей немагнитных труб, содержащая устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри и/или возле которой размещен ферроабразивный материал, а также содержащая устройство поступательного действия, выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и возможностью подвода его с зазором к обрабатываемой трубе, оборудованное приводом возвратно-поступательного движения индуктора с постоянными магнитами, которые расположены вдоль оси вращения обрабатываемой трубы с частичным ее охватом, отличающаяся тем, что привод возвратно-поступательного движения индуктора выполнен с возможностью обеспечения такого движения ходом не менее 20 мм. 87722012.12.30 2. Система по п. 1, отличающаяся тем, что привод возвратно-поступательного перемещения индуктора оборудован электронным блоком управления, соединенным с датчиками регулирования хода перемещения индуктора. 3. Система по п. 1, отличающаяся тем, что привод возвратно-поступательного перемещения индуктора выполнен в виде механизма шагового перемещения. 4. Система по п. 1, отличающаяся тем, что привод возвратно-поступательного перемещения индуктора выполнен в виде цилиндра, работающего от текучей среды под давлением. 5. Система по п. 4, отличающаяся тем, что в качестве текучей среды под давлением применен сжатый воздух. 6. Система по п. 1, отличающаяся тем, что в индукторе постоянные магниты установлены относительно друг друга разноименными полюсами под неразвернутым углом с образованием их верхнего и нижнего рядов, причем постоянных магнитов как минимум по два в каждом из этих рядов. 7. Система по п. 1, отличающаяся тем, что индуктор снабжен приспособлением, изменяющим угол установки постоянных магнитов. 8. Система по п. 1, отличающаяся тем, что в верхнем и нижнем рядах индуктора расстояния между соседними магнитами одинаковы или неодинаковы. 9. Система по п. 1, отличающаяся тем, что применен ферроабразивный материал в виде ферроабразивного порошка. 10. Система по п. 1, отличающаяся тем, что применен ферроабразивный материал в виде порошка с магнитными свойствами и абразивной суспензии, подаваемой в зону обработки.(56) 1. --//. - 2003. - . 21. - . 91-97. 2..,.//. - 2004. - . 28. - . 2. . 135-142 (прототип). 3. Патент на изобретение 1034, МПК 02 41/02, 1996. Полезная модель относится к области чистовой обработки, а именно к обработке внутренних и наружных поверхностей длинномерных тонкостенных немагнитных труб различного диаметра ферроабразивными порошками в магнитном поле. Наибольшая эффективность от применения - для магнитно-абразивной обработки (полирования, модификации) наружных и внутренних поверхностей в основном труб малого диаметра. Известна система обработки внутренних поверхностей немагнитных труб ферроабразивным порошком 1, содержащая электромагнитный индуктор постоянного тока и механизм осцилляции индуктора. Недостатком аналога является использование в качестве источника магнитного поля электромагнитного индуктора. Использование электромагнитного индуктора повышает вероятность остановок процесса обработки в связи с выходом из строя электрических аппаратов или электрического пробоя намагничивающих катушек. Поэтому необходима тщательная герметизация индуктора от попадания внутрь смазочно-охлаждающих технологических средств, что усложняет технологию изготовления устройства в целом. Кроме того, из-за наличия намагничивающих в таких индукторах катушек они имеют сравнительно большие габаритные размеры и массу, что усложняет конструкцию устройства для обработки внутренних поверхностей. 2 87722012.12.30 Известна более надежная и простая в исполнении система магнитно-абразивной обработки поверхностей немагнитных труб 2, принятая за прототип полезной модели. Такая система содержит устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри и/или возле которой размещен ферроабразивный материал. В системе имеется также устройство поступательного действия,выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и подвода его с зазором к обрабатываемой трубе, оборудованное приводом возвратно-поступательного перемещения индуктора с постоянными магнитами, которые расположены вдоль оси вращения обрабатываемой трубы с частичным ее охватом. Причем возвратно-поступательное перемещение индуктора представляет собой короткоходовые колебательные движения(осцилляция) ходом 5 мм, что позволяет перемешивать ферроабразивный порошок для повышения эффективности обработки. Недостатком такой системы является низкая универсальность ее применения для магнитно-абразивной обработки немагнитных труб. Это выражается тем, что конструкция индуктора ограничивает пространство конкретно для труб определенного диаметра и для эффективной обработки труб другого диаметра требуется индуктор другого размера. Также недостатком прототипа 2, как и аналога 1, является неэффективность и даже,в некоторых случаях, невозможность обработки внутренней поверхности труб малого диаметра. Это связано с тем, что обработка поверхностей в основном обеспечивается вращательным движением обрабатываемой трубы, а короткий ход индуктора не осуществляет обработку, а обеспечивает только перемешивание ферроабразивного порошка. Задачей, решаемой полезной моделью, является достижение технического результата по повышению эффективности работы, упрощение конструкции и повышение универсальности системы магнитно-абразивной обработки поверхностей немагнитных труб за счет улучшения качества обработки наружных и внутренних поверхностей длинномерных тонкостенных немагнитных труб малого диаметра. Поставленная задача решается тем, что система магнитно-абразивной обработки поверхностей немагнитных труб, содержащая устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри и/или возле которой размещен ферроабразивный материал, а также содержащая устройство поступательного действия, выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и возможностью подвода его с зазором к обрабатываемой трубе, оборудованное приводом возвратно-поступательного движения индуктора с постоянными магнитами, которые расположены вдоль оси вращения обрабатываемой трубы с частичным ее охватом,имеет отличительный признак привод возвратно-поступательного движения индуктора выполнен с обеспечением хода перемещения индуктора не менее 20 мм. Данный отличительный признак направлен на обеспечение независимости процесса обработки поверхностей трубы от возникающей в процессе ее вращения центробежной силы. Кроме того, введение данного отличительного признака позволит даже в случае остановки устройства вращательного действия все же обеспечить обработку поверхностей труб. Это повысит эффективность действия системы магнитно-абразивной обработки поверхностей немагнитных труб, повысив, в сравнении с прототипом 2, универсальность своего применения для труб малого диаметра. Целесообразными вариантами выполнения полезной модели являются нижеследующие привод возвратно-поступательного перемещения индуктора оборудован электронным блоком управления, соединенным с датчиками регулирования хода перемещения индуктора привод возвратно-поступательного перемещения индуктора выполнен в виде механизма шагового перемещения 87722012.12.30 привод возвратно-поступательного перемещения индуктора выполнен в виде цилиндра, работающего от текучей среды под давлением в качестве текучей среды под давлением применен сжатый воздух постоянные магниты установлены относительно друг друга разноименными полюсами под углом, отличным от развернутого, с образованием их верхнего и нижнего рядов, причем постоянных магнитов, как минимум, по два в каждом из этих рядов индуктор снабжен приспособлением, изменяющим угол установки постоянных магнитов в верхнем и нижнем рядах расстояния между соседними магнитами одинаковы или неодинаковы применяют ферроабразивный материал в виде ферроабразивного порошка применяют ферроабразивный материал в виде порошка с магнитными свойствами и подаваемой в зону обработки абразивной суспензии. Полезная модель поясняется иллюстрациями, где на фиг. 1 показан пример технологической установки для осуществления способа обработки поверхностей немагнитных труб на фиг. 2 - общий вид устройства для обработки поверхностей немагнитных труб на фиг. 3 - индуктор такого устройства по первому варианту исполнения на фиг. 4 показана общая схема осуществления способа обработки поверхностей немагнитных труб с помощью индуктора первого варианта исполнения на фиг. 5 - то же самое, что и на фиг. 4, но с помощью индуктора второго варианта исполнения на фиг. 6 - пример выполнения пневматического привода для осуществления способа обработки поверхностей немагнитных труб. Система магнитно-абразивной обработки поверхностей немагнитных труб смонтирована, например (фиг. 1), на станине 1, в направляющих 2 которой установлен суппорт 3,на котором и закреплено непосредственно устройство 4 магнитно-абразивной обработки поверхностей немагнитных труб, например, как показано - трубы 5 из немагнитного материала, закрепленной в устройстве вращательного действия - патроне 6 передней бабки 7 технологической установки, которая также снабжена задней бабкой 8 с патроном 9 для установки длинномерных труб. На задней бабке 8 установлен стопор 10 для фиксации расстояния между патронами 6 и 9. Суппорт 3 соединен с кареткой 11, которая имеет возможность перемещения с помощью ходового винта 12 по направляющей 2 станины 1 с обеспечением режимов такого перемещения при помощи рычага включения автоматической подачи 13, ручки поперечной подачи 14 суппорта 3 и маховик ручной подачи 15 каретки 11. Технологическая установка (фиг. 1) снабжена органами управления, с помощью которых осуществляется способ магнитно-абразивной обработки поверхностей немагнитных труб. Это ручка регулировки скорости 16 вращения патрона 6, переключатель направления (вперед/выключить/назад) 17 этого вращения и аварийный выключатель 18. На станине 1 технологической установки закреплена полка 19, на которой установлен электронный блок управления 20 и закреплен аппарат подготовки сжатого воздуха 21 с манометром 22. Электронный блок управления 20 снабжен кнопками 24 и 25 соответственно с функциями наладки и пуска технологического процесса магнитно-абразивной обработки поверхностей немагнитных труб. Аппарат подготовки сжатого воздуха 21 необходим для функционирования пневмоцилиндра 23, соединенного с устройством 4 магнитно-абразивной обработки поверхностей немагнитных труб. Полости пневмоцилиндра 23 снабжены винтами 26 для быстрого выпуска сжатого воздуха из этих полостей. К пневмоцилиндру 23 и к аппарату подготовки сжатого воздуха 21 подведены трубопроводы 27, а к устройству 4 магнитно-абразивной обработки поверхностей немагнитных труб - электрокабели 28. 4 87722012.12.30 Устройство 4 (фиг. 2) магнитно-абразивной обработки поверхностей немагнитных труб содержит индуктор 29 с источниками магнитного поля (фиг. 3) и привод его возвратно-поступательного перемещения, в качестве которого может применяться известный механизм шагового перемещения 3 (не показан), или кривошипно-шатунный механизм 2(не показан), или гидроцилиндр, работающий от подачи минерального масла (не показано), или вышеупомянутый пневмоцилиндр 23, работающий от текучей среды под давлением, например, сжатого воздуха (фиг. 4) через аппарат его подготовки 21 или вакуума(не показано). Индуктор 29 может быть выполнен в двух вариантах двух исполнений (фиг. 4 и 5). По первому варианту своего исполнения индуктор 29 закреплен на пластине 30, которая расположена на установочном поводке 31. Пневмоцилиндр 23 снабжен штоком 32 и закреплен на кронштейне 33, который в свою очередь закреплен на суппорте 3 технологической установки. На установочном поводке 31 закреплен палец 34, который расположен в линейном подшипнике 35, закрепленном в бобышке 36 кронштейна 33 с помощью установочного винта 37. Установочный поводок 31 имеет загнутую часть 38, на которой закреплен гайкой (не обозначено) шток 32 пневмоцилиндра 23, а также винтом 39 палец 34. В качестве источников магнитного поля применены постоянные магниты 40 (фиг. 3),которые установлены относительно друг друга своими разноименными полюсами под неразвернутым углом(на фиг. 4 и 5 показаны примеры установки под острым углом) с образованием их верхнего и нижнего рядов (как показано на фиг. 3). Причем постоянных магнитов 40, как минимум, по два (на фиг. 3 показан пример, где их по три) в каждом из этих рядов. Постоянные магниты 40 (фиг. 3) в рядах разделены между собой немагнитными вставками 41 и подведены к магнитопроводу 42. Данные конструктивные элементы 40-42 закреплены в немагнитном корпусе 43 под немагнитной крышкой 44. При этом в верхнем и нижнем рядах расстояние между всеми соседними постоянными магнитами 40 может быть одинаковым (как показано) или неодинаковым (не показано). Или же для некоторых соседних магнитов 40 расстояние между ними может быть (не показано) одинаковым, а для других соседних магнитов 40 - неодинаковым. На концах пневмоцилиндра 23 закреплены датчики регулирования хода перемещения 45 (фиг. 2 и 6) индуктора 29, которые соединены с электронным блоком 20 управления(фиг. 1). Они могут быть изготовлены на основе герконовых переключателей (не показаны), реагирующими на магнитное поле, создаваемое, например, магнитной вставкой 46(фиг. 6) в поршне 47 пневмоцилиндра 23, выходные полости которого сообщены с клапанами быстрого выпуска сжатого воздуха 48 (фиг. 2 и 6), управляемыми от двухпозиционных электропневмораспределителей 49, снабженных глушителями 50 (фиг. 6) и сообщенных через тройник 51 с датчиком давления 52, например тензометрическим, и с регулятором давления 53, который через магистральный фильтр 54 сообщен с питающей частью (не показана) пневмопривода. Двухпозиционные электропневмораспределители 49 и датчик давления 52 также соединены с электронным блоком управления 20 (фиг. 1). Обрабатываемая труба 5 (фиг. 1) имеет возможность своего закрепления в патроне 6(фиг. 1) передней бабки 7 технологической установки таким образом, что внутри этой трубы 5 (фиг. 4, 5) может располагаться ферроабразивный материал 55 (фиг. 4) в виде ферроабразивного порошка или в виде комбинации порошка, обладающего магнитными свойствами и подаваемой абразивной суспензии. Кроме того, ферроабразивный материал 55 может располагаться (не показано) и снаружи обрабатываемой трубы 5. Индуктор 29 имеет возможность своего перемещения (фиг. 4) с помощью штока 32(фиг. 2) пневмоцилиндра 23 в прямом направлении 56 и обратном направлении 57. По второму варианту исполнения индуктора 29 (фиг. 5) он выполнен сборным. В его конструкцию может быть введено приспособление (фиг. 5), изменяющее уголустановки постоянных магнитов 40. Такое приспособление может быть выполнено на основе шар 5 87722012.12.30 нирного узла 58, на котором подвижно установлены два магнитопровода 59, аналогичные по исполнению с магнитопроводом 42 (фиг. 4) и содержащие по отдельности такие же,как и в нем, ряды постоянных магнитов 40. Оба магнитопровода 59 (фиг. 5) соединены,например, с электромагнитным исполнительным механизмом следящего действия 60, который может быть связан с электронным блоком управления 20 (фиг. 1). Система магнитно-абразивной обработки поверхностей немагнитных труб осуществляется следующим образом. Обрабатываемую трубу 5 (фиг. 1) закрепляют в устройстве вращательного действия патроне 6 передней бабки 7 и в случае длинномерной обрабатываемой трубы 5 - в патроне 9 задней бабки 8 технологической установки. Предварительно, с помощью регулировки положения установочного поводка 31(фиг. 2) по отношению к положению обрабатываемой трубы 5 (фиг. 1 и 4), выставляют необходимый зазор между постоянными магнитами 40 и предполагаемой обрабатываемой трубой 5, а также с помощью электромагнитного исполнительного механизма следящего действия 60 (фиг. 5) выставляют необходимый угол обхватамежду постоянными электромагнитами 40. Внутри и/или возле обрабатываемой трубы размещают ферроабразивный материал 55(фиг. 4, 5). При необходимости с помощью перемещения суппорта 3 и каретки 11 (фиг. 1) технологической установки подводят к обрабатываемой трубе 5, также с обеспечением необходимого зазора между обрабатываемой трубой 5 и постоянными магнитами 40,устройство поступательного действия, которое составлено из совокупности упомянутых элементов 29-39 и которое располагают вдоль оси вращения обрабатываемой трубы 5 с частичным ее охватом постоянными магнитами 40. На программаторе электронного блока управления 20 с помощью кнопки 24 выставляется количество циклов способа обработки или время осцилляции. Изменением вручную положения датчиков регулирования хода перемещения 45 на пневмоцилиндре 23 выставляется ход его штока 32. Вращением винтов 26 на клапанах быстрого выпуска сжатого воздуха 48 (фиг. 2, 6) выставляется частота осцилляции индуктора. После этого включают устройство вращательного действия, т.е. переднюю бабку 7 и устройство поступательного действия, составленное из совокупности упомянутых элементов 29-39. В результате этого ферроабразивный материал 55 под действием магнитного поля, создаваемого постоянными магнитами 40, совершает обработку внутренней поверхности и/или наружной поверхности обрабатываемой трубы 5, совершающей круговое движение. При этом, в случае необходимости, с помощью рычага включения автоматической подачи 13, или ручки поперечной подачи 14 суппорта 3 (фиг. 1), или с помощью маховика ручной подачи 15 каретки 11 совершают подачу упомянутого устройства поступательного действия. Также с помощью ручки регулировки скорости 16 вращения патрона 6 регулируют вращение обрабатываемой трубы. Кроме того, в случае если части обрабатываемой трубы 5 выполнены с разными диаметрами, например под конус, или со ступенчатыми переходами, или с фигурными элементами криволинейных поверхностей, при этом применяют второй вариант исполнения(фиг. 5) индуктора 29, то также регулируют автоматически с помощью заранее заданной программы через электронный блок управления 20 величину зазора между обрабатываемой трубой 5 и постоянными магнитами 40. Далее включенному упомянутому устройству поступательного действия придают возвратно-поступательное движение с помощью поочередной подачи сжатого воздуха в полости пневмоцилиндра 23 (фиг. 2, 6) через двухпозиционные электропневмораспределители 49 и закрытые клапаны быстрого выпуска сжатого воздуха 48. При этом шток 32 перемещает индуктор 29 из одного крайнего положения в другое, в которых поочередно срабатывают датчики регулирования хода перемещения 45 (фиг. 2 и 6). От замыкания их 6 87722012.12.30 герконовых переключателей магнитной вставкой 46 (фиг. 6) движущегося под давлением сжатого воздуха поршня 47, через электронный блок управления 20 (фиг. 1) поочередно переключаются двухпозиционные электропневмораспределители 49, заставляя клапаны быстрого выпуска сжатого воздуха 48 также поочередно открываться и закрываться,обеспечивая тем самым цикличность возвратно-поступательного движения штока 32 и индуктора 29 с определенной частотой и ходом не менее 20 мм. Это вызывает в свою очередь перемещение ферроабразивного материала 55 вдоль внутренней поверхности и/или вдоль наружной поверхности обрабатываемой трубы 5. При этом возможно перемешивание ферроабразивного материала с целью интенсификации процесса обработки. Основным движением способа такой обработки является возвратно-поступательное движение вдоль обрабатываемой трубы 5 устройства поступательного действия (совокупность элементов 29-39), без осуществления которого такой способ невозможно осуществить. Вспомогательным движением этого способа является движение устройства вращательного действия, т.е. вращение передней бабки 7 с обрабатываемой трубой 5, без которого такой способ возможен. Это достигается, например, при необходимости, нажатием на аварийный выключатель 18. Описанные выше действия позволяют осуществлять обработку отдельно внутренних поверхностей или наружных поверхностей труб, а также их одновременную обработку. При внутренней обработке ферроабразивный порошок 55 за счет градиентного магнитного поля прижимается к внутренней поверхности обрабатываемой трубы 5 и осуществляет обработку в основном при описанном выше возвратно-поступательном перемещении индуктора, а также дополнительно - вращением обрабатываемой трубы 5. При наружной обработке (не показано) ферроабразивный порошок 55 за счет градиентного магнитного поля прижимается к индуктору 29, формируя на его рабочей поверхности своеобразную магнитно-абразивную щетку, которая осуществляет полирование наружной поверхности обрабатываемой трубы при подводе к ней индуктора 29 за счет его основного возвратнопоступательного перемещения индуктора, дополнительного вращения обрабатываемой трубы 5 и подачи индуктора или/и обрабатываемой трубы 5. Применение описанной выше системы магнитно-абразивной обработки немагнитных труб решает проблему эффективного полирования таких изделий малого диаметра и сравнительно большой длины, позволяет повысить производительность и качество полирования, уменьшить габариты устройств, применяемых в системе для реализации полирования, снижает материальные и энергетические затраты. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B24B 31/27, B08B 9/04
Метки: обработки, магнитно-абразивной, немагнитных, система, поверхностей, труб
Код ссылки
<a href="https://by.patents.su/9-u8772-sistema-magnitno-abrazivnojj-obrabotki-poverhnostejj-nemagnitnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Система магнитно-абразивной обработки поверхностей немагнитных труб</a>
Система магнитно-абразивной обработки поверхностей немагнитных труб
Номер патента: U 8667
Опубликовано: 30.10.2012
Авторы: Хамутовский Александр Николаевич, Иванова Светлана Владимировна, Хомич Николай Степанович, Пасевич Петр Иванович, Корогода Олег Петрович, Глаговский Эдуард Михайлович
МПК: B24B 31/027, B08B 9/04
Метки: система, обработки, труб, поверхностей, магнитно-абразивной, немагнитных
Текст:
...магнитов, которые установлены относительно друг друга в одной плоскости,параллельной оси вращения трубы на фиг. 10 - способ обработки поверхностей труб с помощью индуктора с открытой рабочей зоной, имеющего магнитную систему, состоящей из сменных блоков с парами по 4 86672012.10.30 стоянных магнитов, которые установлены относительно друг друга в плоскостях, расположенных под углом друг к другу на фиг. 11 - общая схема осуществления...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Бабич Виталий Евгеньевич, Федорович Элла Николаевна
МПК: B24B 31/00
Метки: деталей, обработки, сложнопрофильных, устройство, машин, поверхностей, магнитно-абразивной, цилиндрических
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: универсальное, поверхностью, обработки, поверхностей, устройство, деталей, цилиндрических, магнитно-абразивной, сложнопрофильной
Текст:
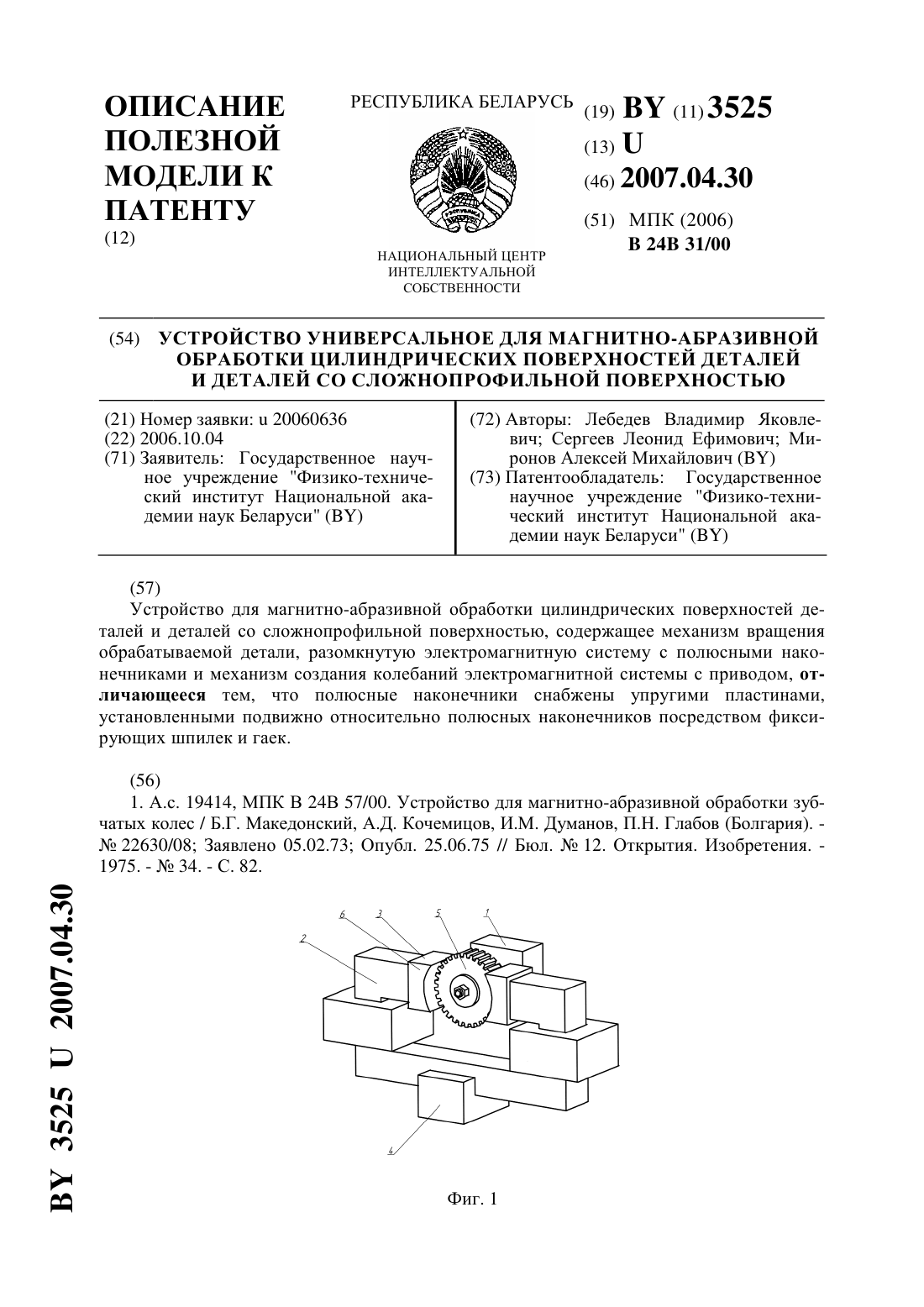
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов
Номер патента: U 7473
Опубликовано: 30.08.2011
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: рабочих, станок, поверхностей, роликов, обработки, бочкообразных, магнитно-абразивной
Текст:
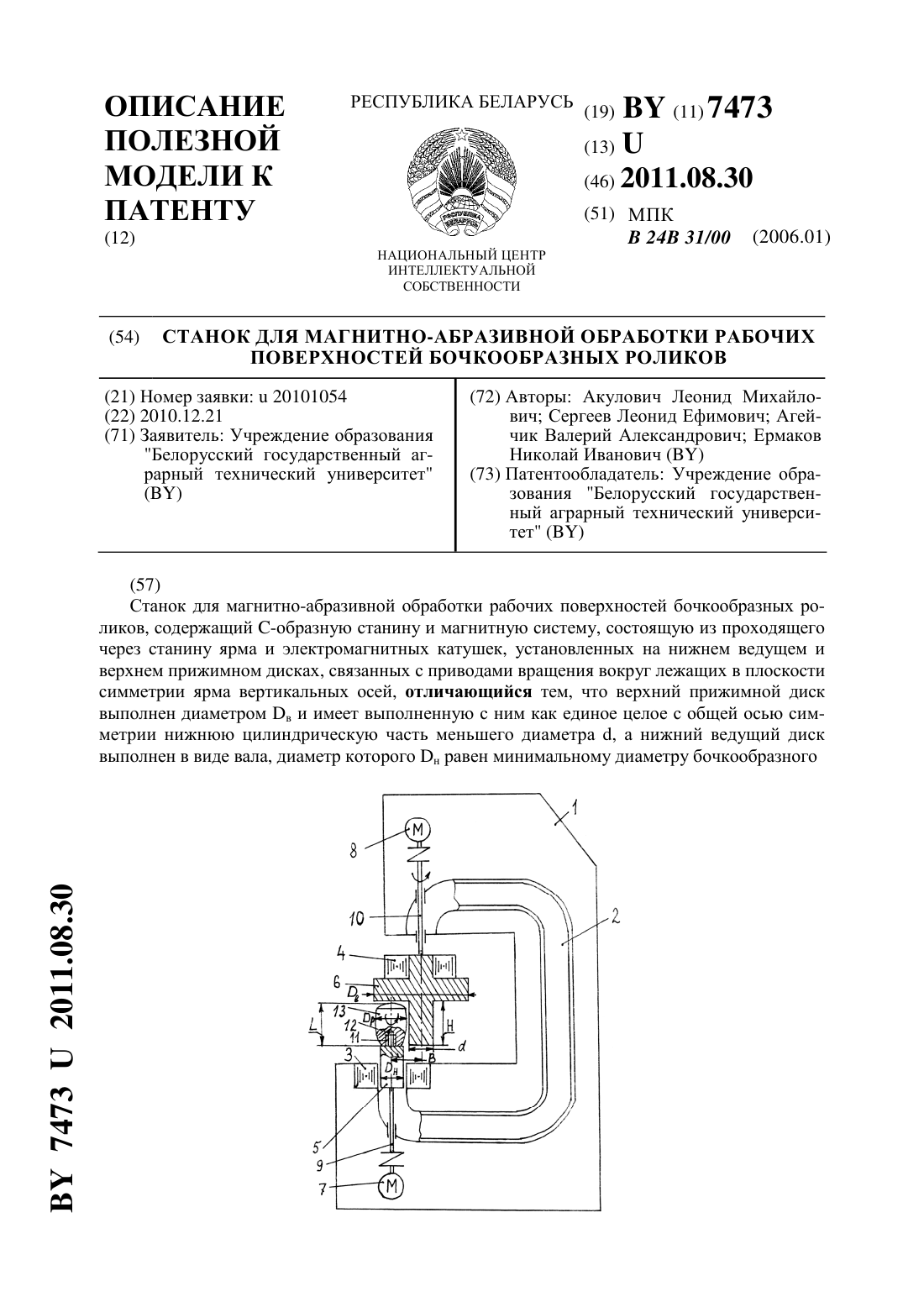
...и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей, где верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей...
Станок для двухсторонней магнитно-абразивной обработки сферических поверхностей

Номер патента: U 7933
Опубликовано: 28.02.2012
Авторы: Сергеев Леонид Ефимович, Ворошухо Олег Николаевич, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: сферических, поверхностей, магнитно-абразивной, обработки, двухсторонней, станок
Текст:
...материала, например резины,магазины со сквозными отверстиями, имеющими оси, перпендикулярные плоскости симметрии ремня, проходящей через весь его контур с возможностью удержания в магазинах за счет упругих сил обрабатываемых деталей с двухсторонними сферическими поверхностями, причем расположенный между верхней и нижней частями ярма шкив является ведущим и закреплен на нажнем конце установленного на станине в подшипниках с возможностью...
Предыдущий патент: Покрытие для пола, состоящее из панелей пола
Следующий патент: Технический комплекс для предотвращения террористических актов, совершаемых с использованием взрывных устройств
Случайный патент: Способ нанесения плазменно-вакуумного покрытия из тугоплавкого материала на поверхность металлического изделия