Способ контроля шероховатости поверхности (варианты) и устройство для его осуществления
Текст
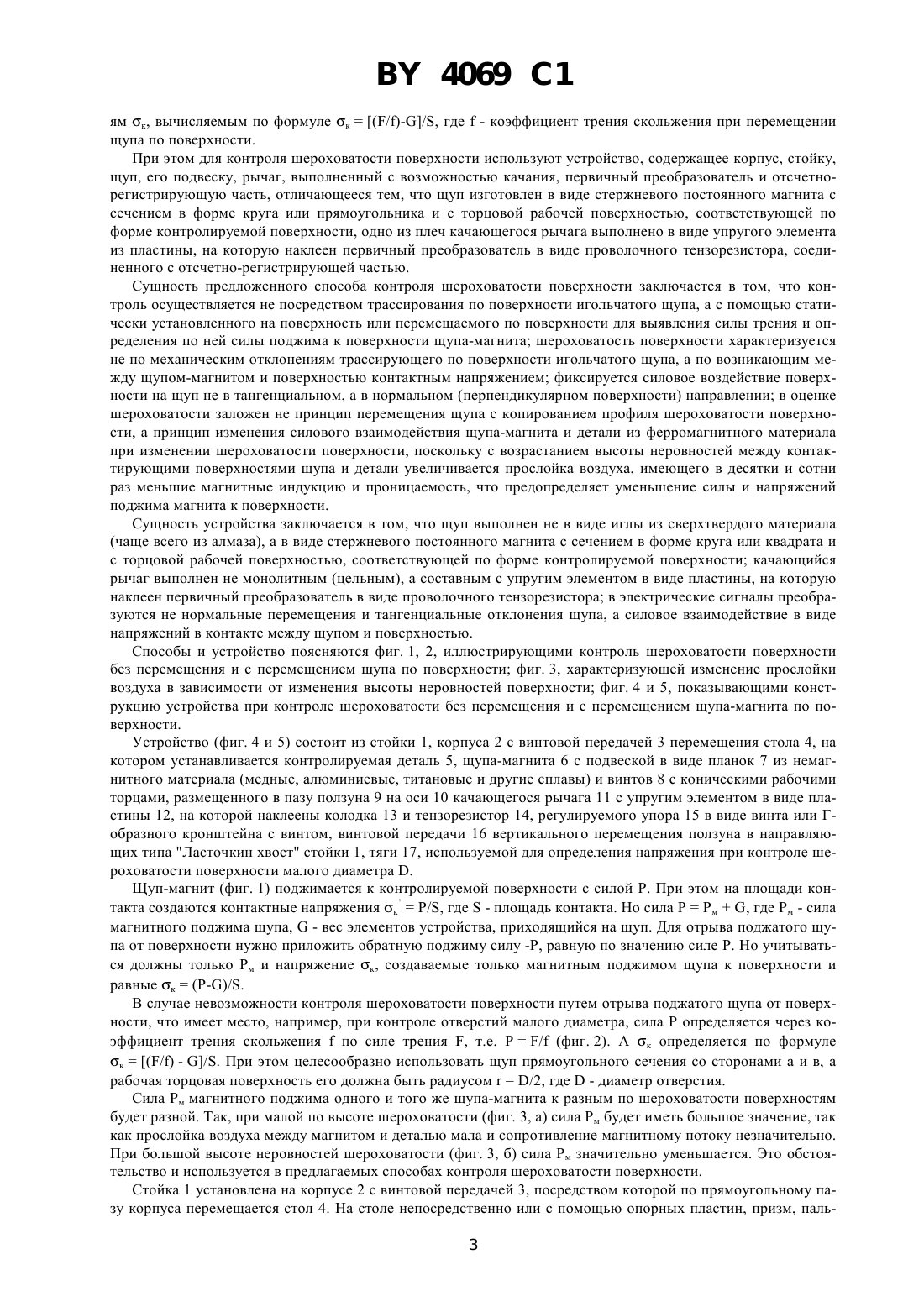
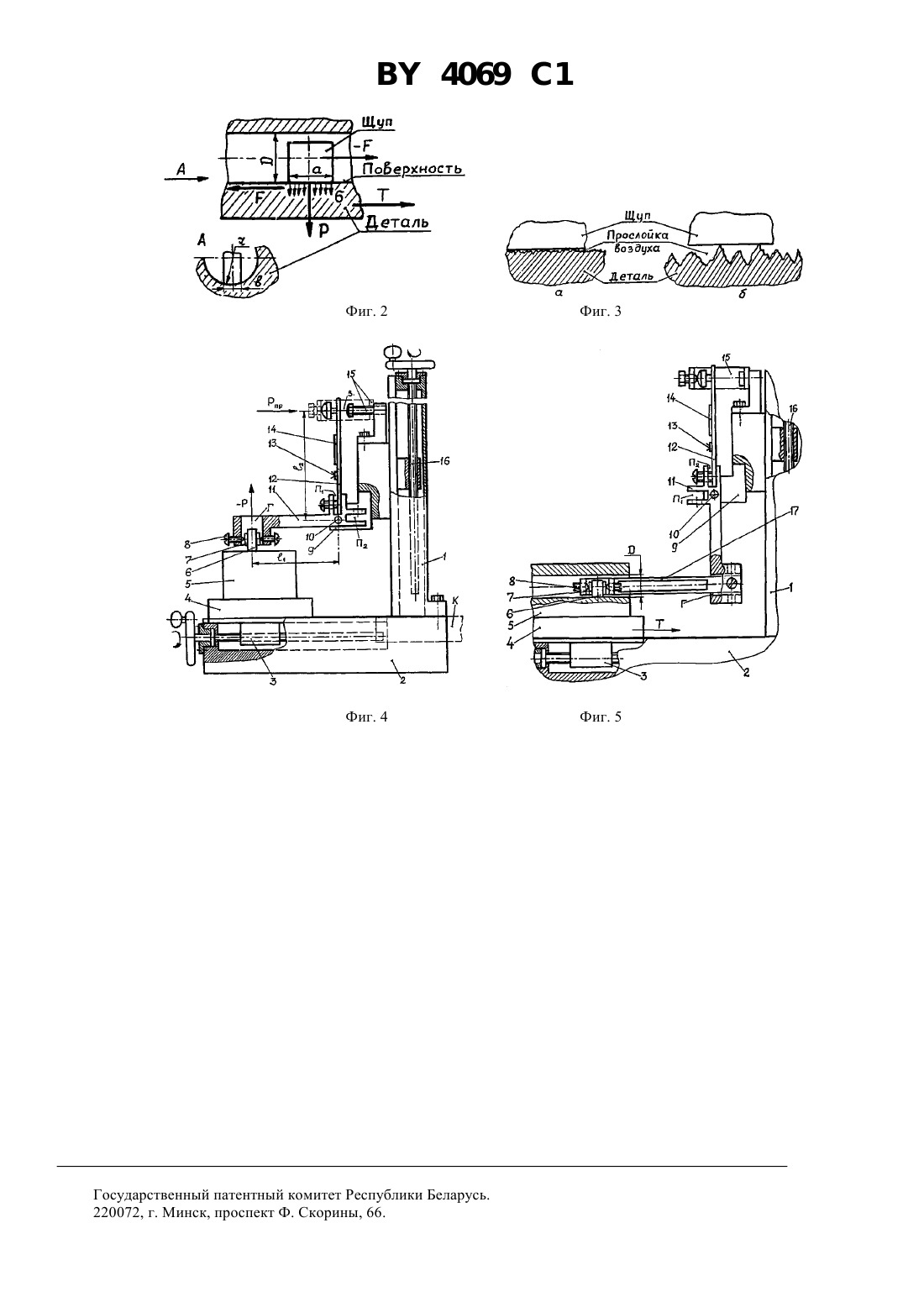
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский государственный университет информатики и радиоэлектроники(73) Патентообладатель Белорусский государственный университет информатики и радиоэлектроники(57) 1. Способ контроля шероховатости поверхности, включающий контактирование и взаимодействие с поверхностью поджимаемого к ней щупа, связанного с упругим элементом, на котором размещен первичный преобразователь отсчетно-регистрирующей части, отличающийся тем, что используют щуп из магнитного материала, регистрируют силовое воздействие контролируемой детали на щуп, поджимаемый к поверхности с силой Р, определяемой путем отрыва щупа от поверхности, и судят о высотных параметрах шероховатости по возникающим между щупом и поверхностью контактным напряжениям к, вычисляемым по формуле к(-)/,где-вес элементов устройства, приходящийся на щуп- площадь контакта щупа с поверхностью. 2. Способ контроля шероховатости поверхности, включающий контактирование и взаимодействие с поверхностью поджимаемого к ней щупа, связанного с упругим элементом, на котором размещен первичный преобразователь отсчетно-регистрирующей части, отличающийся тем, что регистрируют силовое воздействие контролируемой детали на щуп-магнит, поджимаемый к поверхности с силой, определяемой по силе тренияпри перемещении щупа по поверхности, и судят о высотных параметрах шероховатости по возникающим между щупом и поверхностью контактным напряжением к, вычисляемым по формуле к(/)-/,где- коэффициент трения скольжения при перемещении щупа по поверхности. Фиг. 1 3. Устройство для контроля шероховатости поверхности, содержащее корпус, стойку, щуп, его подвеску,рычаг, выполненный с возможностью качания, первичный преобразователь и отсчетно-регистрирующую 4069 1 часть, отличающийся тем, что щуп изготовлен в виде стержневого постоянного магнита с сечением в форме круга или прямоугольника и с торцовой рабочей поверхностью, соответствующей по форме контролируемой поверхности, одно из плеч рычага выполнено в виде упругого элемента из пластины, на которую наклеен первичный преобразователь в виде тензорезистора, соединенного с отсчетно-регистрирующей частью. Изобретение относится к технологии машино- и приборостроения, а именно к способам и средствам производственного (на рабочем месте) определения качества поверхностей деталей из магнитных (ферромагнитных) конструкционных материалов. Известны способы бесконтактного и контактного контроля шероховатости поверхности 1. Из бесконтактных способов в производственных условиях широко используется визуальный контроль шероховатости с помощью набора образцов по ГОСТ 9378-75, значительно реже - оптический и пневматический контроль. Из контактных способов используется ощупывание поверхности игольчатым щупом, по вертикальным отклонениям которого оценивают высотные параметры шероховатости. Известны устройства в виде различных микроскопов, пневмадлиномеров, профилографов, профилометров. Недостатком визуального контроля является низкая достоверность и надежность контроля, а применяемые для повышения надежности микроскопы сравнения снижают производительность и повышают стоимость этого контроля. Все другие способы контроля шероховатости поверхности и устройства для их реализации из-за дороговизны и высоких требований к обслуживающему персоналу не могут использоваться на рабочих местах, где изготавливаются детали, и находят применение лишь в лабораторных условиях и на специально оборудованных контрольных пунктах. Наиболее близким по технической сущности и обеспечиваемому эффекту является контроль качества поверхности с помощью перемещаемых щупов, воспринимающих силовое воздействие контролируемых поверхностей 2, 3. Такой контроль может осуществляться посредством специальных устройств, смонтированных на станочном или другом оборудовании. Но эти способы являются дорогостоящими и малопригодными при использовании непосредственно при изготовлении деталей, так как требуют отдельных специально оборудованных рабочих мест контроля. Ограничивает их применение в производственных условиях также низкая производительность контроля из-за необходимости поиска совпадений во времени нормального перемещения щупа с изменением в усилии движения его вдоль поверхности 2, сопоставления записей и емких расчетов общих характеристик по результатам неоднократного трассирования щупа последовательно несколько раз в двух направлениях 3, 4. Следует отметить также недостаточную надежность этих способов и устройств, так как они предназначены лишь для выявления и фиксации на поверхностях абразивных включений (шаржирования) и специфических неровностей (зацепов) 2, 3, 4. Задачей настоящего изобретения является получение технического результата, который выражается в повышении надежности, производительности и снижении стоимости производительного контроля. Поставленная задача решается за счет того, что способ контроля шероховатости, включающий контактирование и взаимодействие с поверхностью поджимаемого к ней щупа, связанного с упругим элементом, на котором размещен первичный преобразователь отсчетно-регистрирующей части, отличающийся тем, что используют щуп из магнитного материала, регистрируют силовое воздействие контролируемой поверхности на щуп, поджимаемый к поверхности с силой Р, определяемой путем отрыва щупа от поверхности, и судят о высотных параметрах шероховатости по возникающим между щупом и поверхностью контактным напряжениям к, вычисляемым по формуле к(-)/,где- вес элементов устройства, приходящийся на щуп,- площадь контакта щупа с поверхностью. Задача может решаться также за счет того, что способ контроля шероховатости поверхности, включающий контактирование и взаимодействие с поверхностью поджимаемого к ней щупа, связанного с упругим элементом, на котором размещен первичный преобразователь отсчетно-регистрирующей части, отличающийся тем, что регистрируют силовое воздействие контролируемой детали на щуп-магнит, поджимаемый к поверхности с силой, определяемой по силе тренияпри перемещении щупа по поверхности, и судят о высотных параметрах шероховатости по возникающим между щупом и поверхностью контактным напряжени 2 4069 1 ям к, вычисляемым по формуле к(/)-/, где- коэффициент трения скольжения при перемещении щупа по поверхности. При этом для контроля шероховатости поверхности используют устройство, содержащее корпус, стойку,щуп, его подвеску, рычаг, выполненный с возможностью качания, первичный преобразователь и отсчетнорегистрирующую часть, отличающееся тем, что щуп изготовлен в виде стержневого постоянного магнита с сечением в форме круга или прямоугольника и с торцовой рабочей поверхностью, соответствующей по форме контролируемой поверхности, одно из плеч качающегося рычага выполнено в виде упругого элемента из пластины, на которую наклеен первичный преобразователь в виде проволочного тензорезистора, соединенного с отсчетно-регистрирующей частью. Сущность предложенного способа контроля шероховатости поверхности заключается в том, что контроль осуществляется не посредством трассирования по поверхности игольчатого щупа, а с помощью статически установленного на поверхность или перемещаемого по поверхности для выявления силы трения и определения по ней силы поджима к поверхности щупа-магнита шероховатость поверхности характеризуется не по механическим отклонениям трассирующего по поверхности игольчатого щупа, а по возникающим между щупом-магнитом и поверхностью контактным напряжением фиксируется силовое воздействие поверхности на щуп не в тангенциальном, а в нормальном (перпендикулярном поверхности) направлении в оценке шероховатости заложен не принцип перемещения щупа с копированием профиля шероховатости поверхности, а принцип изменения силового взаимодействия щупа-магнита и детали из ферромагнитного материала при изменении шероховатости поверхности, поскольку с возрастанием высоты неровностей между контактирующими поверхностями щупа и детали увеличивается прослойка воздуха, имеющего в десятки и сотни раз меньшие магнитные индукцию и проницаемость, что предопределяет уменьшение силы и напряжений поджима магнита к поверхности. Сущность устройства заключается в том, что щуп выполнен не в виде иглы из сверхтвердого материала(чаще всего из алмаза), а в виде стержневого постоянного магнита с сечением в форме круга или квадрата и с торцовой рабочей поверхностью, соответствующей по форме контролируемой поверхности качающийся рычаг выполнен не монолитным (цельным), а составным с упругим элементом в виде пластины, на которую наклеен первичный преобразователь в виде проволочного тензорезистора в электрические сигналы преобразуются не нормальные перемещения и тангенциальные отклонения щупа, а силовое взаимодействие в виде напряжений в контакте между щупом и поверхностью. Способы и устройство поясняются фиг. 1, 2, иллюстрирующими контроль шероховатости поверхности без перемещения и с перемещением щупа по поверхности фиг. 3, характеризующей изменение прослойки воздуха в зависимости от изменения высоты неровностей поверхности фиг. 4 и 5, показывающими конструкцию устройства при контроле шероховатости без перемещения и с перемещением щупа-магнита по поверхности. Устройство (фиг. 4 и 5) состоит из стойки 1, корпуса 2 с винтовой передачей 3 перемещения стола 4, на котором устанавливается контролируемая деталь 5, щупа-магнита 6 с подвеской в виде планок 7 из немагнитного материала (медные, алюминиевые, титановые и другие сплавы) и винтов 8 с коническими рабочими торцами, размещенного в пазу ползуна 9 на оси 10 качающегося рычага 11 с упругим элементом в виде пластины 12, на которой наклеены колодка 13 и тензорезистор 14, регулируемого упора 15 в виде винта или Гобразного кронштейна с винтом, винтовой передачи 16 вертикального перемещения ползуна в направляющих типа Ласточкин хвост стойки 1, тяги 17, используемой для определения напряжения при контроле шероховатости поверхности малого диаметра . Щуп-магнит (фиг. 1) поджимается к контролируемой поверхности с силой Р. При этом на площади контакта создаются контактные напряжения к/, где- площадь контакта. Но сила РРм, где Рм - сила магнитного поджима щупа,- вес элементов устройства, приходящийся на щуп. Для отрыва поджатого щупа от поверхности нужно приложить обратную поджиму силу -Р, равную по значению силе Р. Но учитываться должны только Рм и напряжение к, создаваемые только магнитным поджимом щупа к поверхности и равные к(-)/. В случае невозможности контроля шероховатости поверхности путем отрыва поджатого щупа от поверхности, что имеет место, например, при контроле отверстий малого диаметра, сила Р определяется через коэффициент трения скольженияпо силе трения , т.е. Р/ (фиг. 2). А к определяется по формуле к(/) - /. При этом целесообразно использовать щуп прямоугольного сечения со сторонами а и в, а рабочая торцовая поверхность его должна быть радиусом/2, где- диаметр отверстия. Сила Рм магнитного поджима одного и того же щупа-магнита к разным по шероховатости поверхностям будет разной. Так, при малой по высоте шероховатости (фиг. 3, а) сила Рм будет иметь большое значение, так как прослойка воздуха между магнитом и деталью мала и сопротивление магнитному потоку незначительно. При большой высоте неровностей шероховатости (фиг. 3, б) сила Рм значительно уменьшается. Это обстоятельство и используется в предлагаемых способах контроля шероховатости поверхности. Стойка 1 установлена на корпусе 2 с винтовой передачей 3, посредством которой по прямоугольному пазу корпуса перемещается стол 4. На столе непосредственно или с помощью опорных пластин, призм, паль 3 4069 1 цев и других установочных элементов размещается контролируемые детали 5, в контакт с поверхностью которых вводится щуп-магнит 6, размещенный в отверстии Г посредством двух пластин 7 и винтов 8 с возможностью самоустанавливаться по поверхности деталей путем поворота относительно оси конических поверхностей винтов. В пазу ползуна 9 на оси 10 с возможностью качания размещен рычаг 11, в пазах П 1 или П 2 которого устанавливается зажимаемая винтами пластина 12 с наклеенной на ней колодкой 13 для вывода концов тензорезистора 14. Через колодку 13 электросигналы с тензорезистора 14 передаются на отсчетно-регистрирующую часть устройства (на фиг. не показана), в качестве которой может использоваться усилительный блок полупроводникового терморегулятора ПТР 2-01, подключенный к показывающему прибору (миллиамперметру) оттарированному под напряжения к, под значения высотынеровностей или среднего арифметического отклонения профиляшероховатости поверхности. Силу -Р отрыва щупа-магнита 6 от детали 5 можно обеспечивать путем нажатия пальцем с силой РПР-Р на пяту пластины 12 и перемещения ее в пределах зазорадо контактирования с упором 15 в виде винта. При этом установленная в пазу П 1 рычага пластины 12 изгибается, вызывая пропорциональную к деформацию тензорезистора, что регистрируется и фиксируется отклонением стрелки показывающего прибора отсчетно-регистрирующей части. Устройство может работать и с отрывом щупа-магнита от поверхности с помощью вращения маховичка винтовой передачи 16, размещенной в стойке 1. В этом случае устанавливается обратный упор 15 в виде Гобразного кронштейна с регулировочным винтом. При вращении маховичка в правую сторону винтовая передача 16 с правой резьбой обеспечивает подъем ползуна 9 вверх и отрыв щупа-магнита 6 от поверхности детали. Винтовая передача 16 служит также для настройки устройства по положению щупа 6 на поверхности относительно оси качания рычага 11. Так устройство может работать в стационарном (установленном на рабочем месте изготовителя деталей) режиме. Для контроля шероховатости поверхности массивных деталей устройство можно переносить и устанавливать непосредственно на контролируемую поверхность. Для этого корпус 2 заменяется на более облегченную плиту К. Контроль шероховатости поверхности отверстий малого диаметраможет осуществляться с помощью тяги 17, в пазу которой щуп-магнит 6 устанавливается с помощью пластин 7 и винтов 8.Тяга 17 размещается своим концом в отверстии Г рычага 11, повернутого на оси 10 в вертикальное положение. Закрепление (подвеска) тяги 17 осуществляется винтами 8 (фиг. 4), которые выворачиваются из отверстий для закрепления щупа-магнита 6 и вворачиваются в отверстия с перпендикулярной осью (фиг. 5) для закрепления тяги с возможностью качания. При этом пластина 12 переставляется из паза П 1 в паз П 2 рычага 11, а в качестве упора 15 используется Г-образный кронштейн с винтом, торцовая сферическая поверхность которого упирается в пяту пластины 12. Деталь 5 устанавливается на столе 4 и при контроле шероховатости поверхности отверстия перемещается в направлении Т путем вращения в правую сторону маховичка винтовой передачи 3 с левой резьбой, размещенной в корпусе 2. При этом прогиб пластины 11 будет соответствовать силе трения , по которой определяются напряжения к, фиксируемые отсчетно-регистрирующей частью устройства. Пример. Изготовлен экспериментальный образец устройства. Испытание способов контроля шероховатости поверхности и устройства для его осуществления проведено в лабораторных условиях. Настраивание и тарирование отсчетно-регистрирующей части устройства проведено по образцам шероховатости Фрезирование торцовое. В качестве щупа-магнита устройства использован магнит из магнитно-твердого спеченного феррита от клавиш вычислительно-печатающих устройств с размерами 7,543 мм. Использование рекомендуемых формул для определения напряжений к по силам отрыва магнита-щупа от поверхности и трения при перемещении его по поверхности позволяет вполне однозначно характеризовать шероховатость поверхности как по , так и по . Источники информации 1. Маханько А.М. Контроль станочных и слесарных работ. - М. Высшая школа, 1986. - С. 182-195. 2. А.с. СССР 800606, МПК 01 В 5/28, 1981. 3. А.с. СССР 1226008 А, МПК 01 В 5/28, 1986. 4. А.с. СССР 1665216 А 1, МПК 01 В 5/28, 1991. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: G01B 5/28
Метки: способ, устройство, варианты, шероховатости, поверхности, осуществления, контроля
Код ссылки
<a href="https://by.patents.su/5-4069-sposob-kontrolya-sherohovatosti-poverhnosti-varianty-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ контроля шероховатости поверхности (варианты) и устройство для его осуществления</a>
Способ контроля микрогеометрии поверхности и устройство для его осуществления
Номер патента: 3936
Опубликовано: 30.06.2001
Автор: Горохов Вадим Андреевич
МПК: G01B 5/28
Метки: способ, контроля, устройство, осуществления, поверхности, микрогеометрии
Текст:
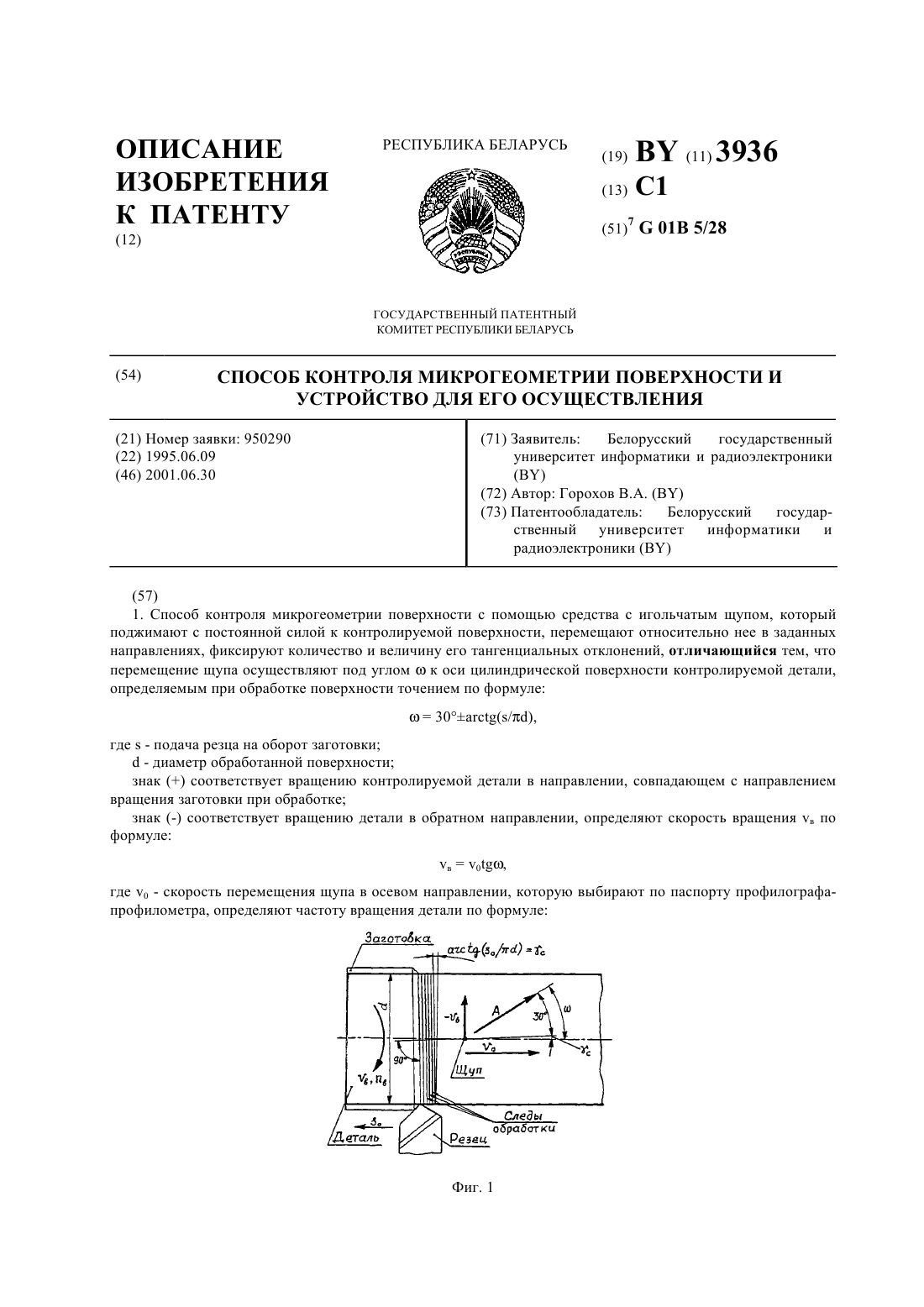
...где- базовая длина,которую выбирают по паспорту базового профилографа-профилометра, определяют значение превышения п ПН над высотой неровностей по десяти точкамиз выражения п 2(-2) - , где 2 - исходная длина горизонтального плеча Г-образного рычага, 2 - угол отклонения щупа при встрече с ПН, а среднее значение превышенияср вычисляют по формулесрп/в. При этом используют устройство для контроля микрогеометрии поверхности, содержащее корпус,...
Устройство для определения шероховатости поверхности
Номер патента: 2623
Опубликовано: 30.03.1999
Автор: Стариков Сергей Владимирович
МПК: G01B 11/30, G01B 21/88, G01B 21/47...
Метки: поверхности, шероховатости, определения, устройство
Текст:
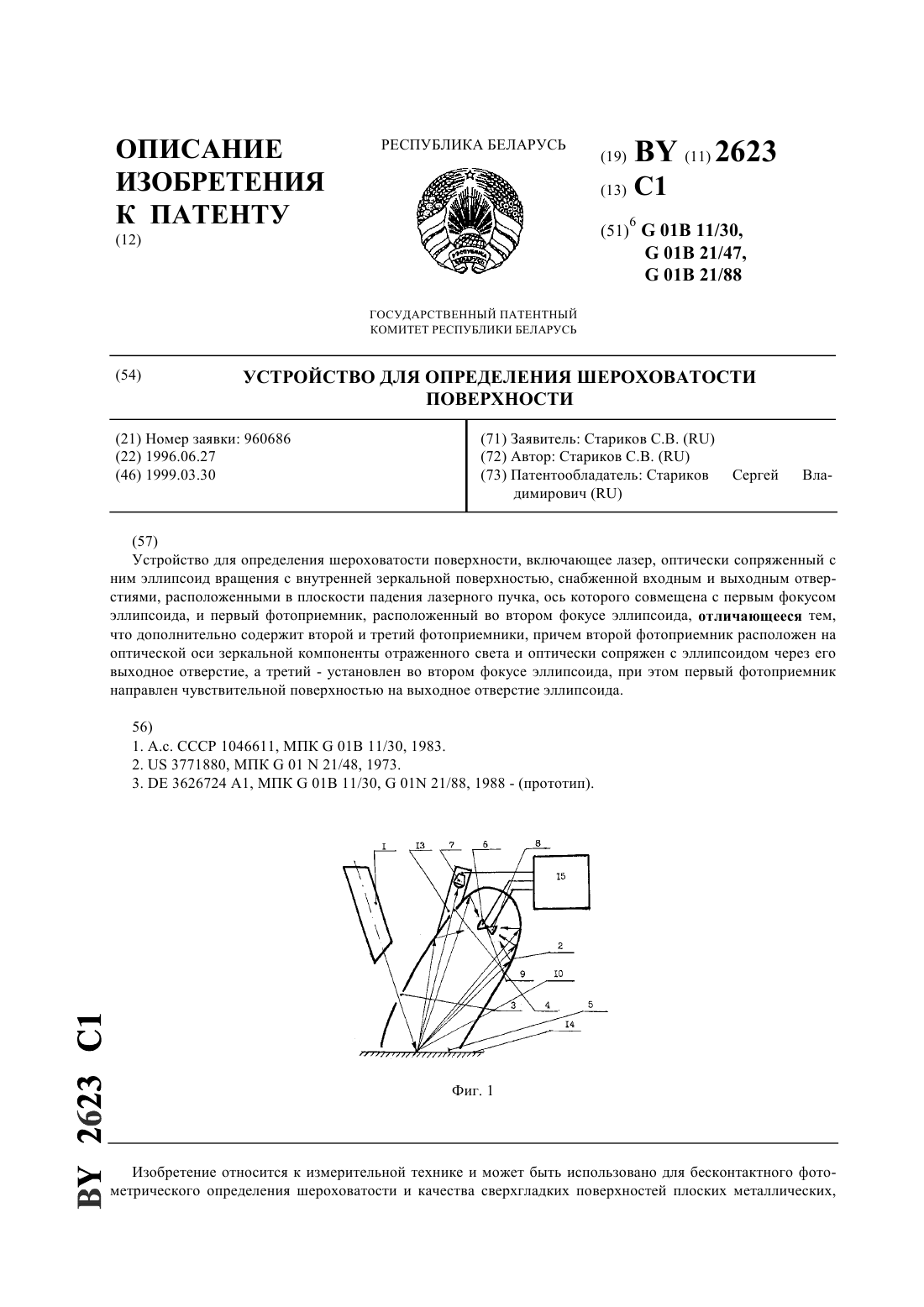
...С 2 з гдед. - интегральная интенсивность диффузной компоненты отраженного света с - интегральная интенсивность зеркальной компоненты отраженного света- средняя высота неровностей профиля С - постоянная устройства, зависящая от угла падения и длины волны света (при коэффициенте отражения поверхности эллипсоида, близком к 1). Коэффициент С может быть определен экспериментально или теоретически. Благодаря указанной зависимости (1) и...
Устройство для определения шероховатости поверхности
Номер патента: 2838
Опубликовано: 30.06.1999
Авторы: Алешкевич Николай Иванович, Сытько Владимир Владимирович, Шолох Владимир Федорович, Свириденко Юрий Николаевич
МПК: G01B 11/30
Метки: определения, шероховатости, поверхности, устройство
Текст:
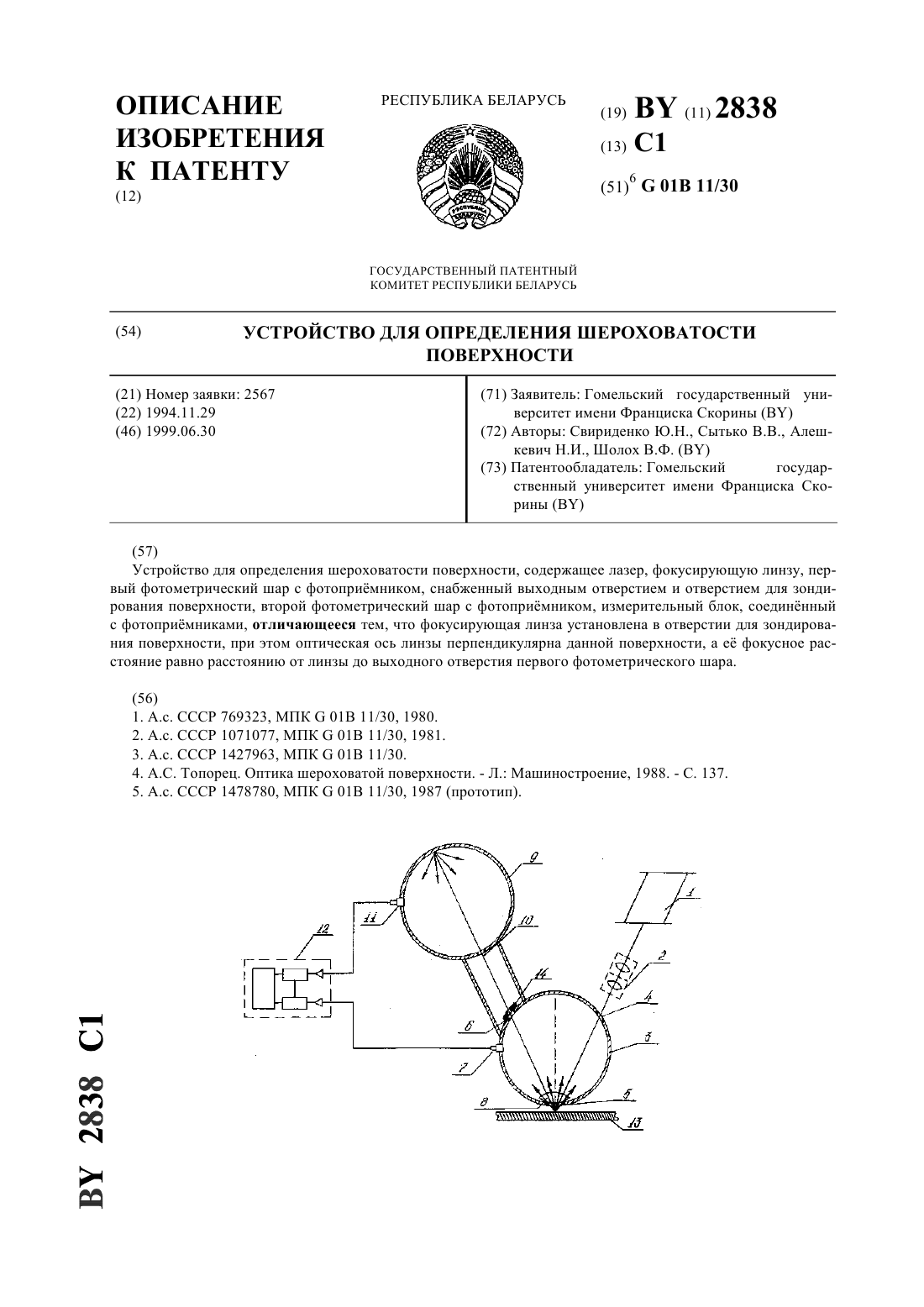
...более полного разделения диффузной и зеркальной компонент отраженного светового потока. Достижение указанного технического результата обеспечивается тем, что в устройстве для определения шероховатости поверхности, содержащем лазер, фокусирующую линзу, первый фотометрический шар с фотоприемником, снабженный выходным отверстием и отверстием для зондирования поверхности, второй фотометрический шар с фотоприемником, измерительный блок,...
Способ прямого восстановления содержащего оксиды железа материала (варианты) и устройство для осуществления способа (варианты)

Номер патента: 3196
Опубликовано: 30.12.1999
Авторы: ЦИП, Герхард, МИЛИОНИС, Константин, ГУШЕХ, Мортеза Садат, УИПП, Рой, Хуберт, Мл.
МПК: C21B 13/02, C21B 13/00
Метки: осуществления, способа, прямого, оксиды, материала, способ, содержащего, восстановления, железа, устройство, варианты
Текст:
...прошедшего очистку от СО 2, примешивают к колошниковому газу, подвергнутому очистке от СО 2. Часть колошникового газа, не прошедшего очистку от СО 2, примешивают к колошниковому газу, подвергнутому очистке от СО 2. Колошниковый газ, подвергнутый очистке от СО 2, могут смешивать с одним или несколькими следующими газами в качестве газов синтезаотходящий газ, отходящий газ,доменный газ от доменных печей,колошниковый газ от...
Способ неразрушающего контроля и устройство для его осуществления
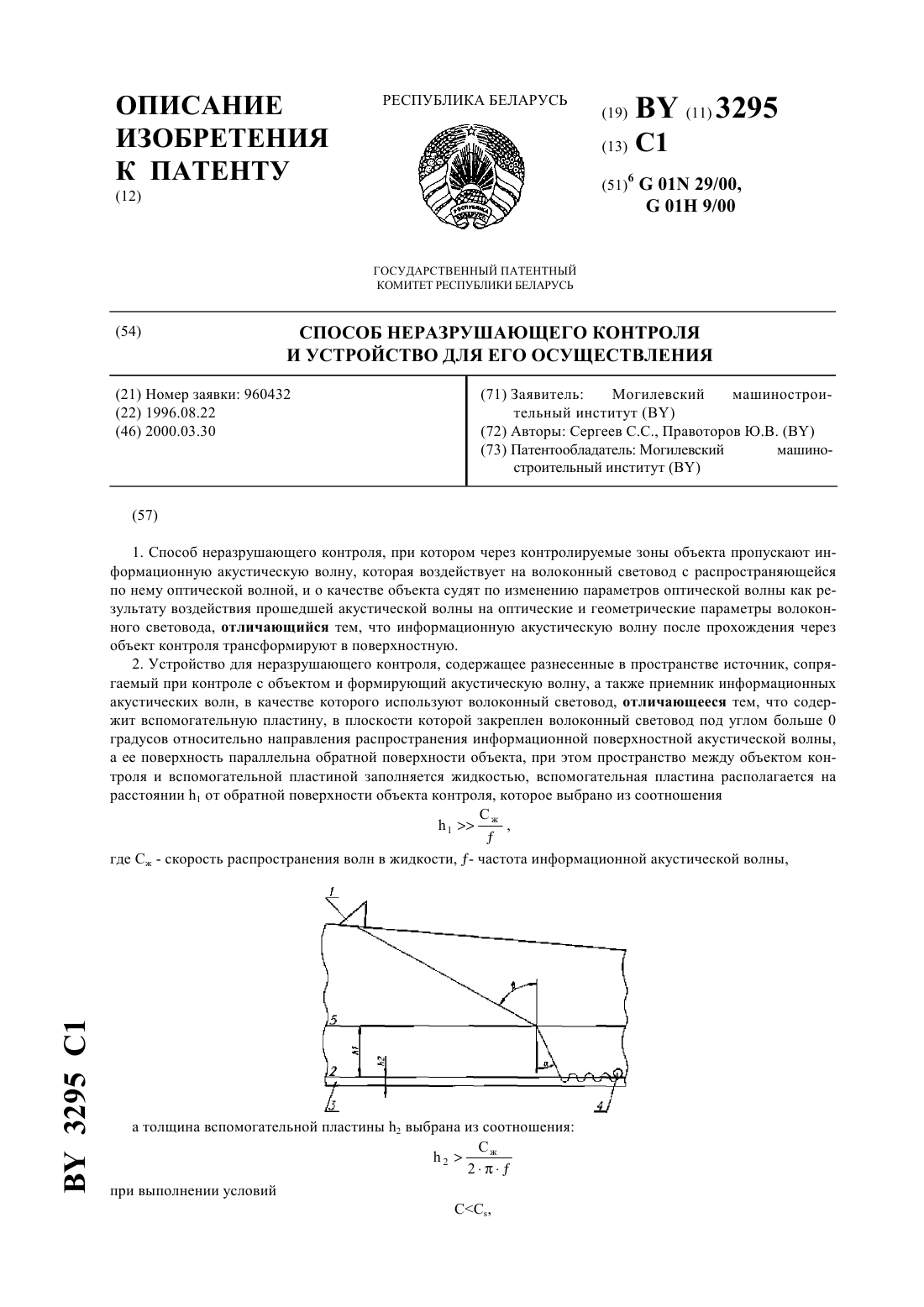
Номер патента: 3295
Опубликовано: 30.03.2000
Авторы: Сергеев Сергей Сергеевич, Правоторов Юрий Витальевич
МПК: G01N 29/00, G01H 9/00
Метки: осуществления, способ, контроля, неразрушающего, устройство
Текст:
...качестве объекта судят по изменению параметров оптической волны как результату воздействия прошедшей акустической волны на оптические и геометрические параметры волоконного световода, согласно изобретению, информационную акустическую волну после прохождения через объект контроля трансформируют в поверхностную. Решение указанной задачи достигается также тем, что предложено устройство для неразрушающего контроля, содержащее разнесенные в...
Предыдущий патент: Стекло
Следующий патент: Вискозиметр-плотномер
Случайный патент: Способ лечения аномалийного положения зубов и прикуса