Способ управления электрическим приводом токарного станка
Номер патента: 4842
Опубликовано: 30.12.2002



Текст
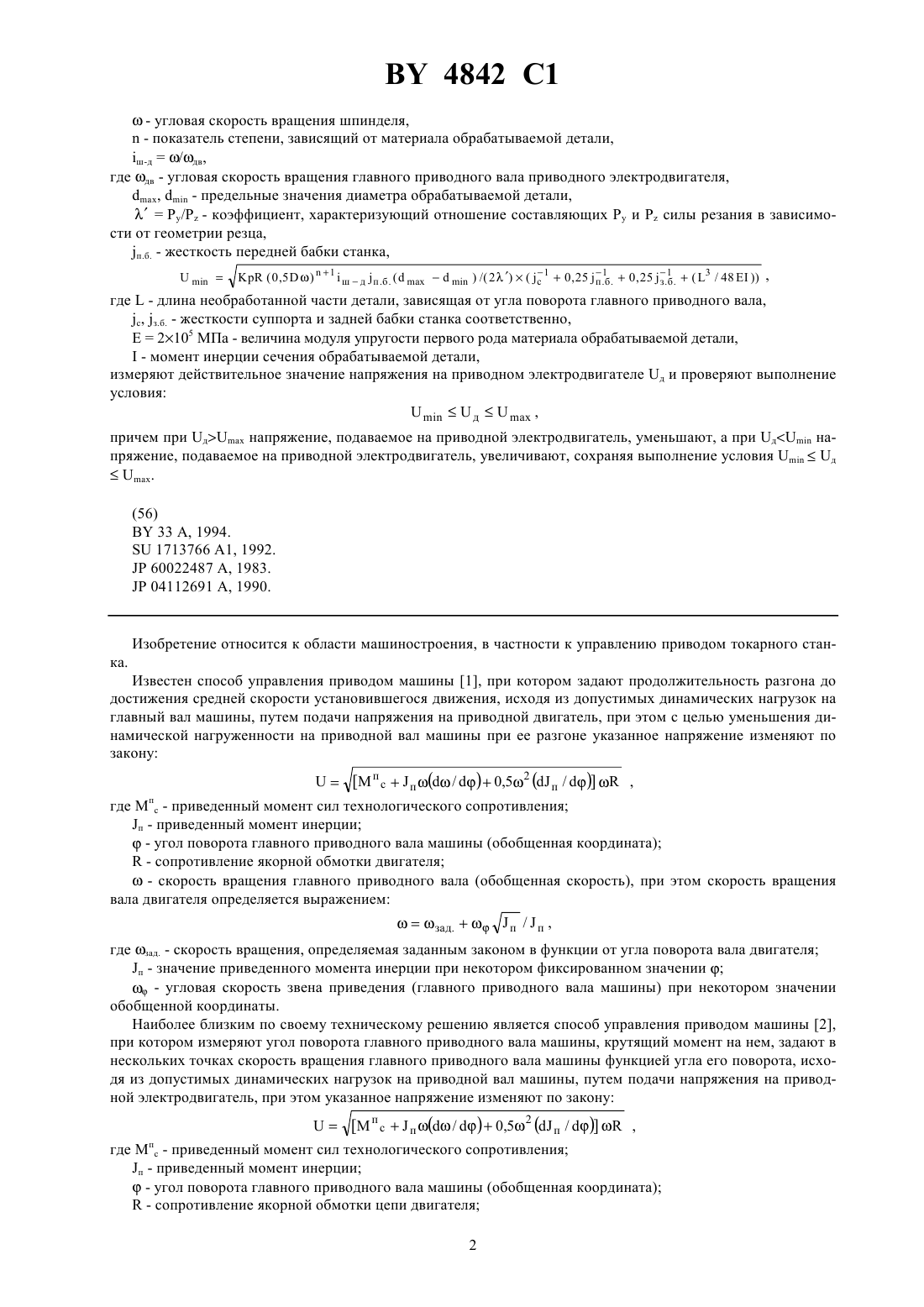
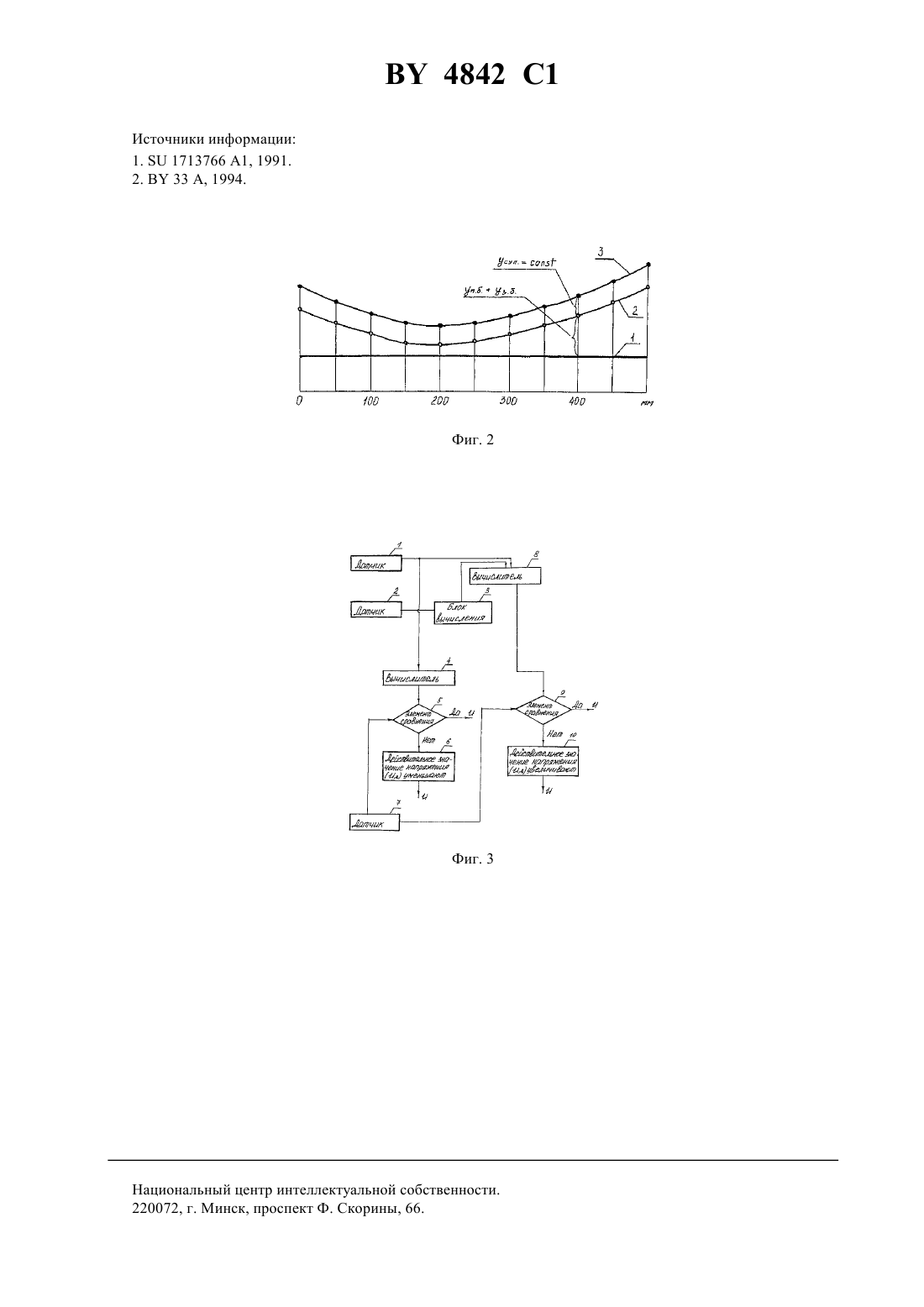
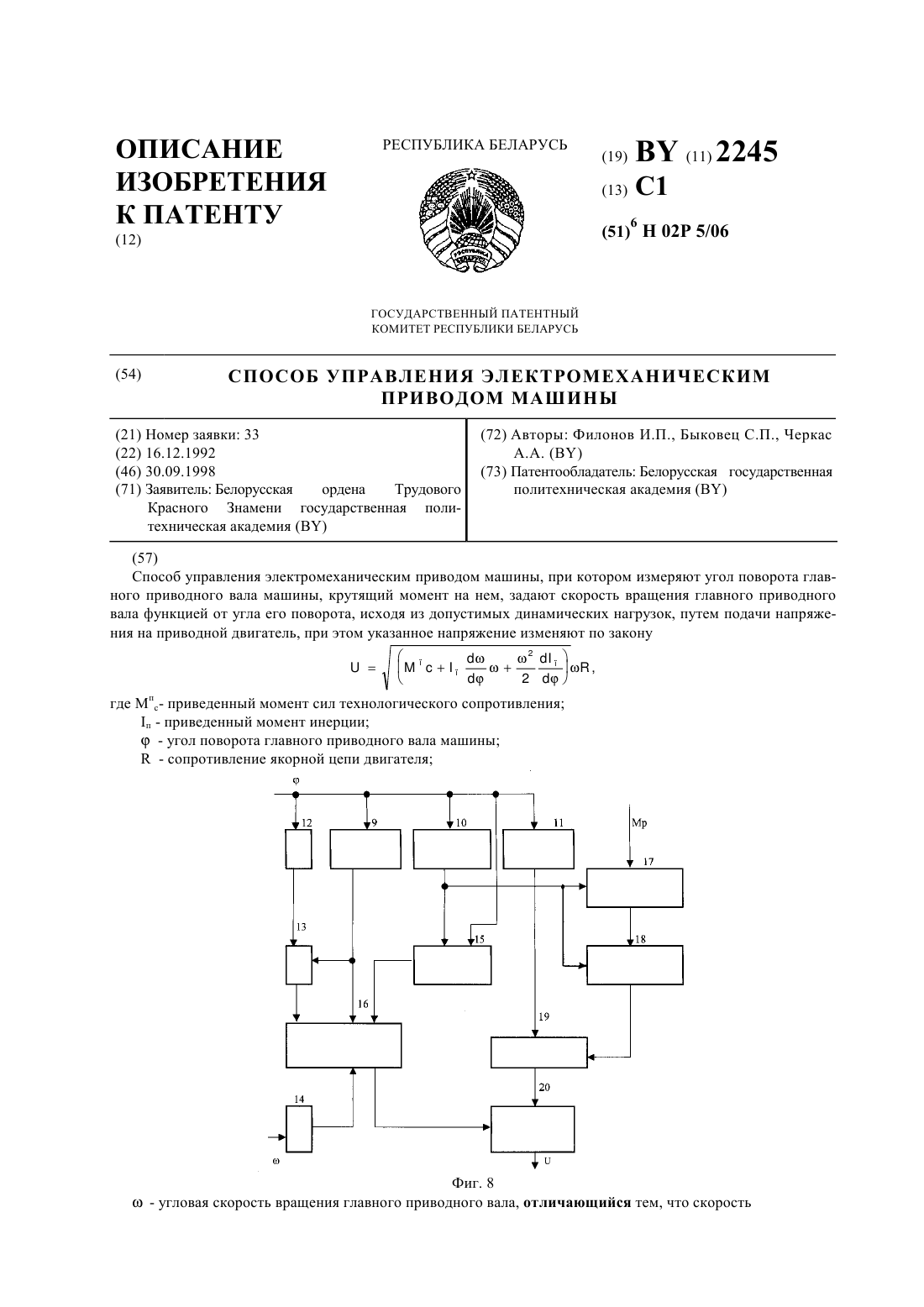
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ ТОКАРНОГО СТАНКА(71) Заявитель Белорусский национальный технический университет(73) Патентообладатель Белорусский национальный технический университет(57) Способ управления электрическим приводом токарного станка, при котором измеряют угол поворота главного приводного вала и задают скорость его вращения путем подачи напряжения на приводной электродвигатель, отличающийся тем, что дополнительно измеряют действительное значение угловой скорости вращения шпинделя, определяют границы регулирования действительного значения напряжения на приводном электродвигателе путем определения максимально допустимогои минимально допустимогозначений напряжения по следующим зависимостям(0,5)1 шд п.б. /(2) , Фиг. 1 где, величина, зависящая от условий протекания процесса резания, - сопротивление якорной цепи двигателя, - диаметр обрабатываемой детали,4842 1- угловая скорость вращения шпинделя, - показатель степени, зависящий от материала обрабатываемой детали,ш-д/дв,где дв - угловая скорость вращения главного приводного вала приводного электродвигателя- предельные значения диаметра обрабатываемой детали,/ - коэффициент, характеризующий отношение составляющихисилы резания в зависимости от геометрии резца,п.б. - жесткость передней бабки станка,где- длина необработанной части детали, зависящая от угла поворота главного приводного вала з.б. - жесткости суппорта и задней бабки станка соответственно,2105 МПа - величина модуля упругости первого рода материала обрабатываемой детали, - момент инерции сечения обрабатываемой детали,измеряют действительное значение напряжения на приводном электродвигателе д и проверяют выполнение условияд,причем при д напряжение, подаваемое на приводной электродвигатель, уменьшают, а при д напряжение, подаваемое на приводной электродвигатель, увеличивают, сохраняя выполнение условияд. Изобретение относится к области машиностроения, в частности к управлению приводом токарного станка. Известен способ управления приводом машины 1, при котором задают продолжительность разгона до достижения средней скорости установившегося движения, исходя из допустимых динамических нагрузок на главный вал машины, путем подачи напряжения на приводной двигатель, при этом с целью уменьшения динамической нагруженности на приводной вал машины при ее разгоне указанное напряжение изменяют по законуп сп ( / )0,52 ( п / ),где Мпс - приведенный момент сил технологического сопротивления п - приведенный момент инерции- угол поворота главного приводного вала машины (обобщенная координата)- сопротивление якорной обмотки двигателя- скорость вращения главного приводного вала (обобщенная скорость), при этом скорость вращения вала двигателя определяется выражением зад.п /п ,где зад. - скорость вращения, определяемая заданным законом в функции от угла поворота вала двигателя п - значение приведенного момента инерции при некотором фиксированном значении- угловая скорость звена приведения (главного приводного вала машины) при некотором значении обобщенной координаты. Наиболее близким по своему техническому решению является способ управления приводом машины 2,при котором измеряют угол поворота главного приводного вала машины, крутящий момент на нем, задают в нескольких точках скорость вращения главного приводного вала машины функцией угла его поворота, исходя из допустимых динамических нагрузок на приводной вал машины, путем подачи напряжения на приводной электродвигатель, при этом указанное напряжение изменяют по законуп сп ( / )0,5 2 ( п / ),где Мпс - приведенный момент сил технологического сопротивления п - приведенный момент инерции- угол поворота главного приводного вала машины (обобщенная координата)- сопротивление якорной обмотки цепи двигателя 2 4842 1- скорость вращения главного приводного вала (обобщенная скорость), при этом скорость вращения вала двигателя определяется выражением гдеМ д - М с - суммарный момент на приводном валу машины Мпд - приведенный крутящий момент (движущий момент) на главном приводном валу машины о - фиксированное значение угла поворота приводного вала машины по - значение приведенного момента инерции машины при фиксированном угле поворотао - фиксированное значение угловой скорости главного приводного вала машины,при этом о измеряют при фиксированном значении угла поворота о главного приводного вала машины. Недостатком известного способа является то, что в приведенном моменте сил технологического сопротивления не учитывается податливость технологической системы, т.е. способ применим к машине с абсолютно жесткими звеньями. Такой идеализированный подход не позволяет реализовать адаптивное (самоприспосабливающееся) управление точностью обработки детали. Следует отметить, что и снижение динамической нагруженности при такой жесткой динамической модели будет приближенной. Заявляемое изобретение направлено на повышение точности обрабатываемых деталей за счет изменения частоты вращения приводного вала электродвигателя, а следовательно, и частоты вращения обрабатываемой детали (скорости резания), что в свою очередь приводит к изменению силы резания и соответственно к изменению величины деформации технологической системы. Поставленная задача решается тем, что в способе управления электрическим приводом токарного станка,при котором измеряют угол поворота главного приводного вала и задают скорость его вращения путем подачи напряжения на приводной электродвигатель, отличающийся тем, что дополнительно измеряют действительное значение угловой скорости вращения шпинделя, определяют границы регулирования действительного значения напряжения на приводном электродвигателе путем определения максимально допустимогои минимально допустимогозначений напряжения по следующим зависимостям(0,5)1 ш д п.б. /( 2) ,где Кр, величина, зависящая от условий протекания процесса резания- сопротивление якорной обмотки цепи двигателя- диаметр обрабатываемой детали- угловая скорость вращения шпинделя- показатель степени, зависящий от материала обрабатываемой детали/дв,где дв - угловая скорость вращения главного приводного вала электродвигателя,- предельные значения диаметра обрабатываемой детали/ - коэффициент, характеризующий отношение составляющихисилы резания в зависимости от геометрии резца п.б. - жесткость передней бабки станка,где- длина необработанной части детали, зависящая от угла поворота главного приводного вала, з.б. - жесткости суппорта и задней бабки станка соответственно Е 2105 МПа - величина модуля упругости первого рода материала обрабатываемой детали- момент инерции сечения обрабатываемой детали. Измеряют действительное значение напряжения на приводном электродвигателе д и проверяют выполнение условияд. Причем при д напряжение, подаваемое на приводной электродвигатель, уменьшают, а при д напряжение, подаваемое на приводной электродвигатель, увеличивают, сохраняя выполнение условия д. Это позволяет обеспечивать требуемую точность размера в пределах допуска. Последнее реализуется тем, что напряжение на приводном двигателе поддерживают в границах, определяемых исходя из геометрических параметров обрабатываемой детали, кинематических характеристик привода, жесткости технологической системы, а также состояния режущего инструмента и свойств обрабатываемого материала. Сущность изобретения поясняется чертежами, где на фиг. 1 приведена схема, поясняющая отдельные составляющие погрешности, обусловленные податливостью станка и детали фиг. 2 иллюстрирует искажение формы детали 4842 1 при токарной обработке в центрах на фиг. 3 представлена структурная схема системы управления, реализующая предлагаемый способ. Кроме этого, все сказанное поясняется приведенными ниже зависимостями. Исходя из равенства мощностей, можно записатьдв дв 0,5 шшд ,(1) где Мдв - момент на приводном электродвигателе дв - угловая скорость вращения приводного вала-дш/дв ш - угловая скорость вращения шпинделя (детали)- диаметр обрабатываемой детали- составляющая силы резания,10,где Ср - коэффициент, зависящий от механических свойств обрабатываемого материала- глубина резания- величина подачи- скорость резания Кр - коэффициент, учитывающий фактические условия резания х, у,- показатели степени, зависящие от обрабатываемого материала. При обработке деталей на токарных станках погрешность размеров определяется суммарной податливостью узлов станка и детали. Деформация детали зависит от схемы ее крепления. Степень деформации обрабатываемой детали (балки) определяется в данном случае радиусом кривизнынейтральной оси (оси, проходящей через центр тяжести сечения). Кривизна изогнутой оси связана с внешними силами (моментом М),свойствами материала (модулем упругости Е), формой и размерами поперечного сечения (осевым моментом(3) Произведениеназывают изгибной жесткостью. На фиг. 1 а - схема крепления детали б - расчетная схема для определения деформации детали в - схема деформации суппорта г, д - схемы распределения деформаций детали, обусловленных податливостью передней и задней бабок е - схема нагружения и деформации детали как балки на двух опорах. Податливость действиям суппорта в данном случае приводит к смещению резца относительно обрабатываемой поверхности на одинаковую величину суп по всей длине суп/суп , где Ру - составляющая силы резания, - жесткость суппорта. Для оценки смещения п.б. резца, обусловленного податливостью передней бабки, принята упрощенная схема, по которой деформация изменяется линейно от п.б. до нуля в опоре В. Причем п.б./п.б. ,где п.б. - жесткость передней бабки. Для оценки деформации з.б. также принята упрощенная схема изменения деформации от нуля в опоре А до з.б.в/з.б. по линейному закону. В основу оценки погрешности, обусловленной деформацией детали, положены условия закрепления, отражающие обработку в центрах. С геометрической точки зрения это значит, что изогнутая ось проходит через заданные в системе координат ХУ точки А и В, имея заданное направление. Для двух опорных балок в независимости от места расположения опор условие закрепления можно записать в виде 1) при ХХА 0 У(ХА)0 2) при ХХВ У(ХВ)0. Следовательно, изогнутая ось детали представляет собой кривую, проходящую через две заранее заданные точки. Суммарная погрешность обработки не остается постоянной по всей длине и определяется из соотношениясупп.б.з.б.дет . Уравнения (5) представляют собой уравнения прямых линий в выбранной системе координат. В этих уравнениях угловые коэффициенты определяются как тангенсы углов наклона прямых к оси Уравнения (5) с учетом соотношений (6) дают возможность представить смещение резца относительно оси симметрии детали следующими соотношениями Максимальные значения деформации передней и задней бабок определяются из соотношений Из уравнения равновесия сил, действующих на деталь, имеемРуХ и(-), откуда Уравнения (7), (8), (9) дают возможность выразить погрешности обработки детали, обусловленные податливостью передней и задней бабок в виде(11) При высокой жесткости узлов станка, когда суп.п.б.з.б., изгибной жесткости детали, при отсутствии деформации инструмента, размер обработанной детали не исказится. Искажение формы детали с недостаточной жесткостьюпроисходит несколько по другому закону. Например, при обработке в центрах в средней части детали будет снято меньше металла не только из-за ее прогиба, но из-за совместного влияния податливости передней и задней бабок. Форма обработанной поверхности будет бочкообразной. На фиг. 2 1 - диаметр обработанной поверхности, постоянный по всей длине детали, при большой жесткости узлов станка 2 - искажение профиля детали при различной податливости центров, связанных с передней и задней бабками 3 - искажение профиля детали при наличии податливости передней, задней бабок, а также суппорта. Прогиб детали дет. как свободно спертой балки, нагруженной силой Р, определяется точкой приложения силы, т.е. расстоянием А и В от концов балки. В рассмотренном примере имеют место два различных выражения для изгибающего момента одно для части балки, лежащей слева от точки приложения силы, а другое для части балки, лежащей справа от точки приложения силы. Тогда уравнения линии прогибов будут иметь вид дет . /( 222 ), 0,(12) Первое из этих уравнений дает линию прогибов для части балки, лежащей справа от точки приложения силы Ру, второе - линию прогибов для части балки, лежащей справа от этой точки. Углы наклонов для двух частей балки определяются из выражений /( 223 2 ), 0,(14) Максимальный прогиб в балке имеет место в точке, где касательная к линии прогибов горизонтальна. Он возникает вблизи середины балки при расположении силы слева и справа от центра. Если АВ, то максимальный прогиб возникает в левой части балки (при 0 А). Координататочки, в которой имеет место максимальный прогиб, определяется из выражения (М), если приравнять его нулю. После преобразования получим Из выражения (16) можно видеть следующее. Если точка приложения силы Ру перемещается, например,от середины детали (В 1/2) к правому концу (когда величина В стремится к нулю), расстояние Х изменя 5 4842 1 ется от 1/2 до 1 / 30,577. Это говорит о том, что максимальный прогиб возникает близко к центру балки. Величина максимального прогиба находится подстановкой выражения (16) в соотношение (13), что дастдет Прогиб в середине балки получается подстановкой Х 1/2 в выражение (13) В наиболее благоприятном случае, когда В стремится к нулю, значение максимального прогиба и прогиба в середине пролета отличаются друг от друга менее чем на 3 . Когда сила приложена в середине (АВ 1/2), имеем(2 ) /(16 ),Таким образом, выражение (12) с учетом соотношений (13) позволяет проанализировать искажение формы детали при токарной обработке в центрах, обусловленной раздельным влиянием податливости суппорта передней бабки и прогиба самой детали. Как видно из предыдущих выкладок, коэффициенты /п.б. и /з.б. в уравнении (12) будут переменными. Они зависят от диапазона сил резания. Это дает возможность проанализировать искажение формы детали в диапазоне малых и больших значений сил резания. Такое исследование позволит получить наиболее полную информацию о методах точности и стабильности операции. Сравнение между собой по форме и величине наибольшего отклонения составляющих выражения (12) позволит наметить конкретные рекомендации по снижению погрешности обработки. При этом следует сравнить между собой все составляющие уравнения (12) с учетом соотношений (13) по наибольшему значению величины смещения и сделать вывод об увеличении жесткости того или иного узла станка. При отсутствии возможности повышения точности за счет этих соображений следует уменьшить силу резания. В этом случае определение режимов резания (подачии глубины резания ) необходимо проводить с учетом суммарной жесткости технологической системы. Пользуясь выражением (12) с учетом соотношений (13), определим значение суммарного прогиба в случае, если, например, сила Ру приложена посередине обрабатываемой детали Знаяи соответствующую этой деформации силу Ру , а также допустимую из соображений точности деформацию доп. технологической системы, получим соотношения Как видно из уравнений (21), (22), каждому значению максимальной податливости системы / и допустимой податливости доп./Рудоп. соответствуют свои значения составляющих податливости суппорта 1/суп., передней бабки 1/п.б., задней бабки 1/з.б. и детали 1/. Значения этих составляющих зависят от величины силы Ру так, что при увеличении силы жесткость уменьшается, т.е. их податливости увеличиваются. Это необходимо учесть при назначении режимов обработки, обеспечивающих требуемую точность в результате деформации технологической системы. Суммарная допустимая податливость технологической системы может быть определена из соображений возможного смещения инструмента, не превышающего величины допуска на размер , т.е. где- величина деформации технологической системы под воздействием силы Р/ - коэффициент, характеризующий отношение составляющих силы резания в зависимости от геометрии режущего инструмента, состояния режущего лезвия, режимов резания и свойств обрабатываемого материала. Таким образом, задача выбора наиболее благоприятных параметровис точки зрения достижения требуемой точности обработки сводится к определению соотношения (23). Упрощенно условия обработки детали с заданными предельными значениями диаметраиможно представить следующим образом где/ - коэффициент, характеризующий отношение составляющих силы резания в зависимости от геометрии режущего инструмента суп, п.б., з.б. - жесткость суппорта, передней и задней бабки соответственно,- предельные значения размера обрабатываемой детали Е 2105 МПа - величина модуля упругости первого рода (модуль Юнга)- момент инерции сечения заготовки,6 4842 1- длина необработанной части детали, зависящая от угла поворота главного приводного вала, характеризующая перемещение суппорта относительно обрабатываемой детали. Произведениепредставляет собой площадь снимаемого слоя материала за один оборот детали. Оно может характеризовать энергетическую сторону процесса и является основой для приближенной оценки погрешности обработки, обусловленной податливостью технологической системы. Таким образом, условия обработки детали с учетом жесткости элементов, входящих в технологическую систему, могут быть записаны следующим образом в левой части равенства (26) записано выражение мощности на приводном валу электродвигателя, которое может быть представлено как отношение квадрата напряжения, подаваемого на двигатель, к величине сопротивления якорной обмотки поэтому перепишем выражение (26) в виде где- сопротивление цепи якоря. Максимальное значение напряжения определим как напряжение на двигателе в случае наименьшей податливости технологической системы, с этой целью в формуле (25) учтем податливость только передней бабки. С учетом сказанного перепишем выражение (25) в виде Превышение измеренного действительного напряжения д надбудет означать, что усилия, возникающие в процессе резания, могут выйти за пределы указанного допуска. Минимальное значение напряженияопределяют с учетом жесткости всех элементов технологической системы, поэтому, используя (25),можем записать Одним из показателей, характеризующих процесс резания, протекающий в нормальных условиях, является выполнение условияд.(33) Действительное напряжение д измеряют через определенный угол поворота приводного вала. Несоблюдение условия (33) является сигналом к корректировке системы. При д- напряжение на приводном двигателе уменьшают, а при д- напряжение увеличивают. Система, реализующая данный способ управления приводом машины, работает следующим образом датчики 1 и 2 измеряют величину угловой скорости вращения шпинделяи угла поворота приводного валасоответственно, затем в зависимости оти шага ходового винтав блоке 3 вычисляют длину оставшейся необработанной части детали. На основании сигнала, поступающего от датчика 1 в блоке 4, являющегося вычислителем, определяют величину максимально допустимого напряжения . После этого элемент сравнения на основании информации, поступающей от блока 4 и датчика 7, последний измеряет действительное значение напряжения на приводном двигателе д, проверяет выполнение условияд, если условие не выполняется, то поступает команда на уменьшение величины напряжения , подаваемого на приводной электродвигатель, в противном случае величина напряженияне корректируется. Аналогично в вычислителе 8 определяют минимальное значение напряженияс использованием сигналов, поступающих от датчика 1 и блока 3, затем элемент сравнения 9 с учетом величины д проверяет выполнение условияд и при необходимости дает команду на увеличение д. Выходные сигналы блоков 6 и 10 либо 5 и 9,в зависимости от значения д, представляют собой величины напряжения, подаваемого на приводной двигатель. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 8
МПК / Метки
МПК: H02P 5/06
Метки: приводом, электрическим, станка, токарного, управления, способ
Код ссылки
<a href="https://by.patents.su/8-4842-sposob-upravleniya-elektricheskim-privodom-tokarnogo-stanka.html" rel="bookmark" title="База патентов Беларуси">Способ управления электрическим приводом токарного станка</a>
Способ управления электромеханическим приводом машин
Номер патента: 2245
Опубликовано: 30.09.1998
Авторы: Филонов И. П., Черкас А. А., Быкевец С. П.
МПК: H02P 5/06
Метки: приводом, электромеханическим, машин, управления, способ
Текст:
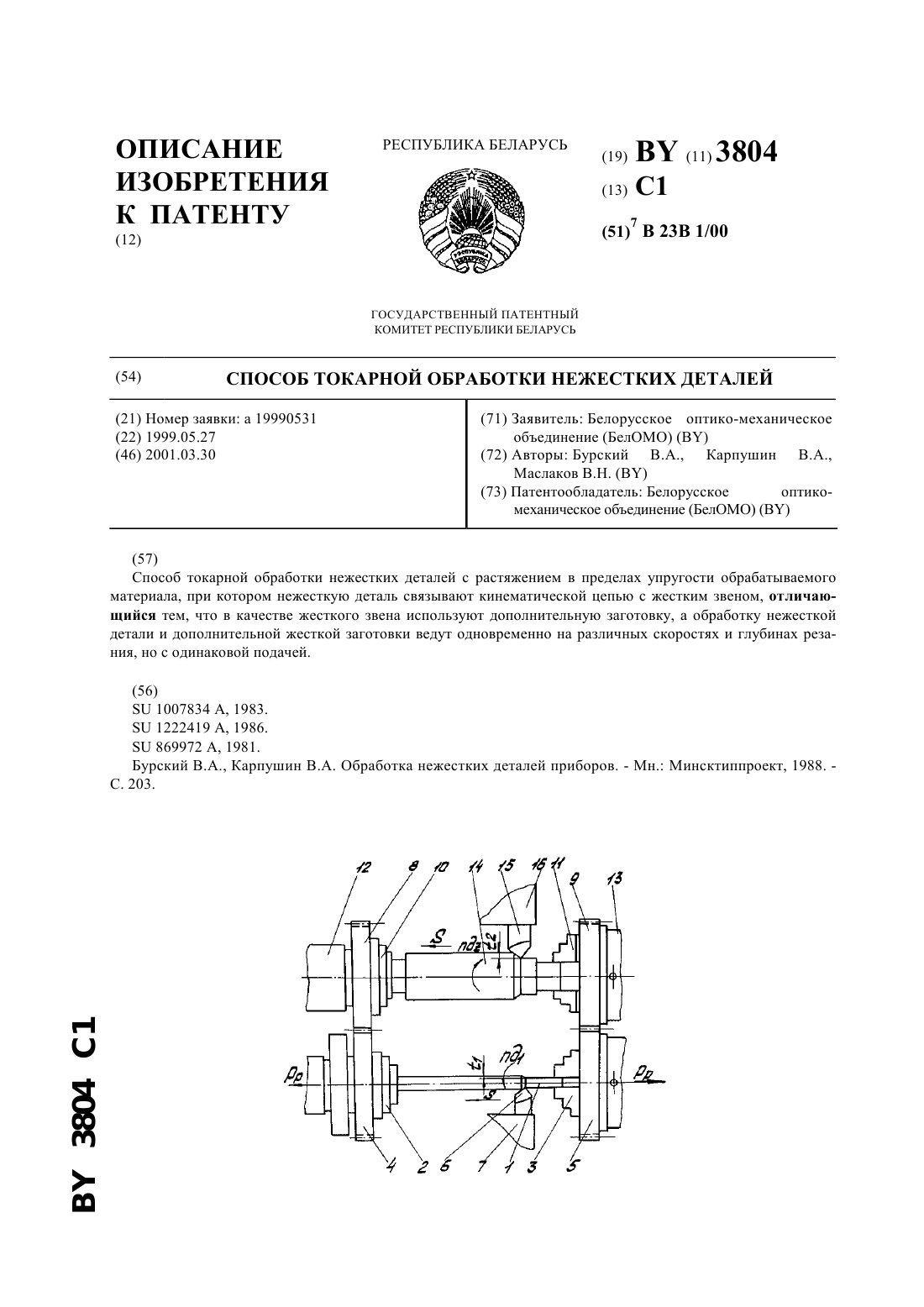
...скоростиот нуля до ср главного приводного вала машины. 2 и, определяющие суммарное значение привеНа фигуре 5 представлены зависимости,2 денного моментадвижущих сил в функции углаповорота главного приводного вала машины. На фи гуре 6 приведена зависимость, полученная как сумма составляющих, изображенных на фигуре 5. На фиг. 7 представлена структурная схема системы управления, включающая вычислитель 1, регулятор 2,двигатель 3, датчика 4...
Способ токарной обработки нежестких деталей
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: обработки, токарной, способ, деталей, нежестких
Текст:
...резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя...
Способ управления мощностью роторного вертродвигателя
Номер патента: 3061
Опубликовано: 30.12.1999
Авторы: Силич Николай Николаевич, Пашков Владимир Анатольевич, Ламашев Борис Иванович
МПК: F03D 7/00
Метки: вертродвигателя, роторного, мощностью, управления, способ
Текст:
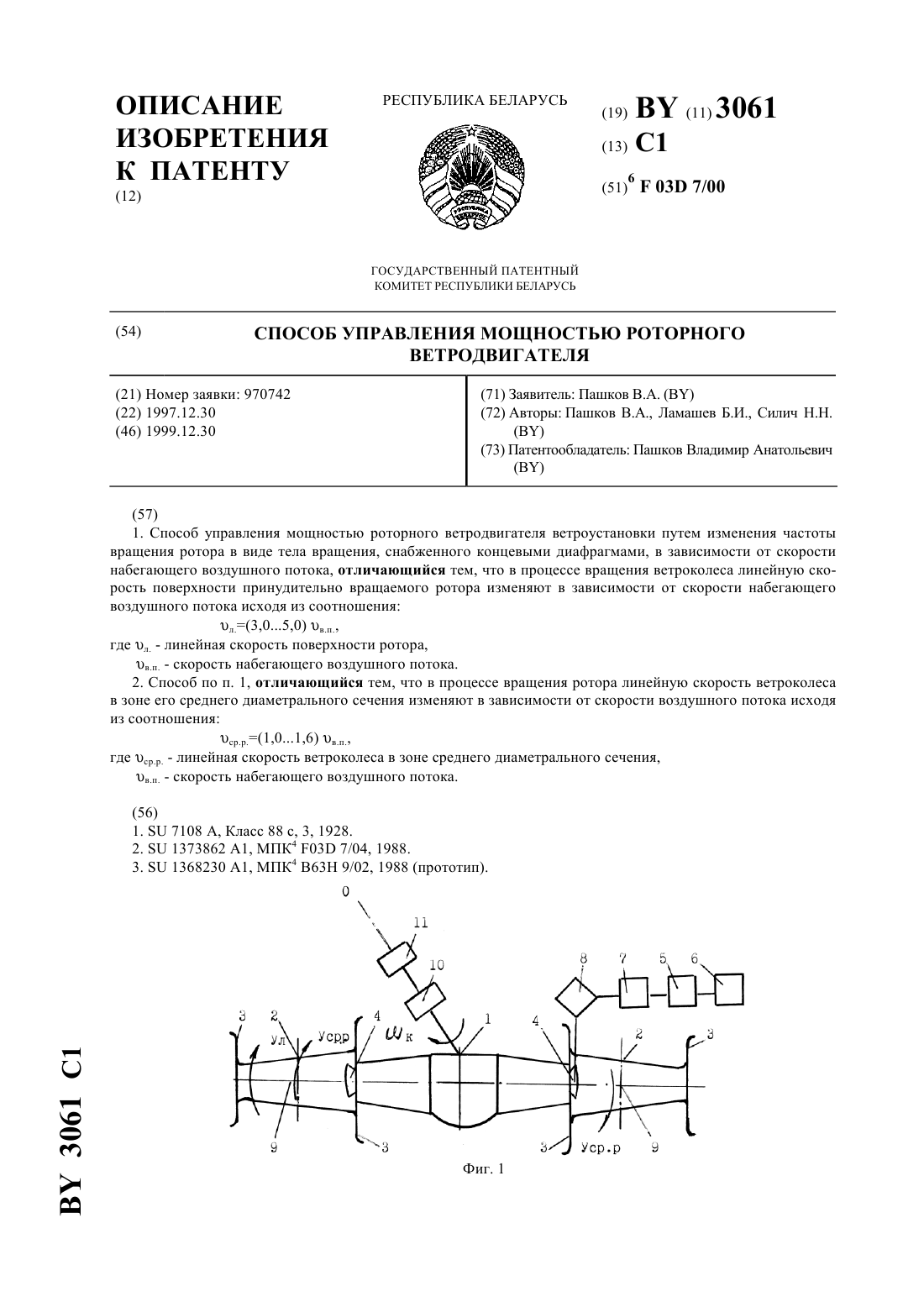
...вращения, снабженного концевыми диафрагмами, в зависимости от скорости набегающего воздушного потока, согласно изобретению, в процессе вращения ветроколеса линейную скорость поверхности принудительно вращаемого ротора изменяют в зависимости от скорости воздушного потока исходя из следующего соотношения л.(3,05,0) в.п.,где л. - линейная скорость поверхности ротора в.п. - скорость набегающего воздушного потока. Задача достигается также и тем,...
Транспортное средство с приводом мускульной силой человека
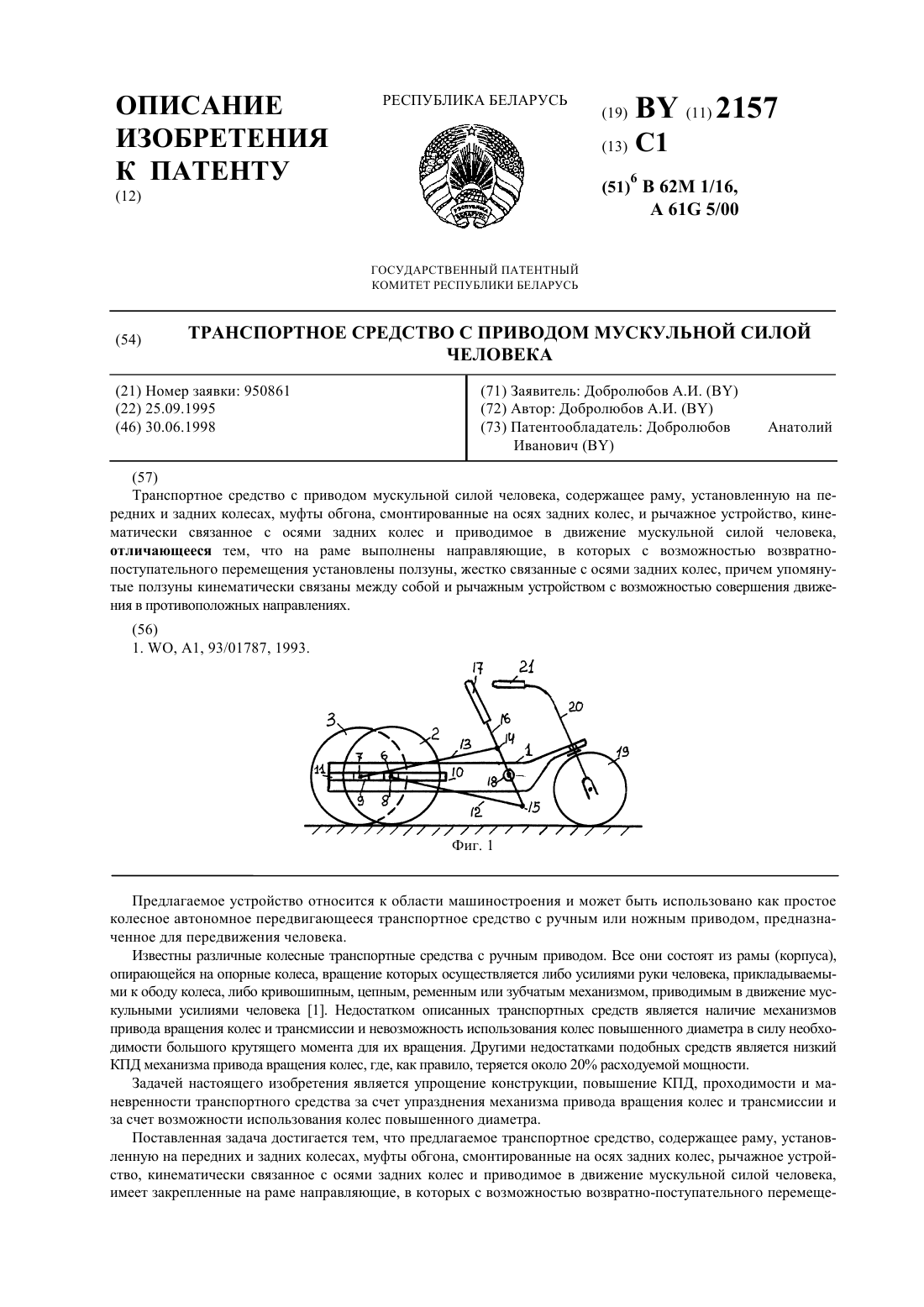
Номер патента: 2157
Опубликовано: 30.06.1998
Автор: Добролюбов Анатолий Иванович
Метки: транспортное, приводом, силой, человека, средство, мускульной
Текст:
...фиг. 1 и 2 изображена схема предлагаемого транспортного средства, на фиг. 3 изображен вариант схемы с ножным приводом. Транспортное средство (фиг. 1) содержит раму 1, опирающуюся на опорные колеса 2 и 3, снабженные стандартными муфтами обгона 4 и 5. Оси 6 и 7 вращения колес смонтированы на ползунах 8 и 9, способных совершать возвратно-поступательные движения в направляющих 10 и 11, смонтированных на раме 1. Ползуны 8 и 9 шарнирно соединены с...
Рычажно-храповой реверсивный механизм с шарнирно-рычажным приводом
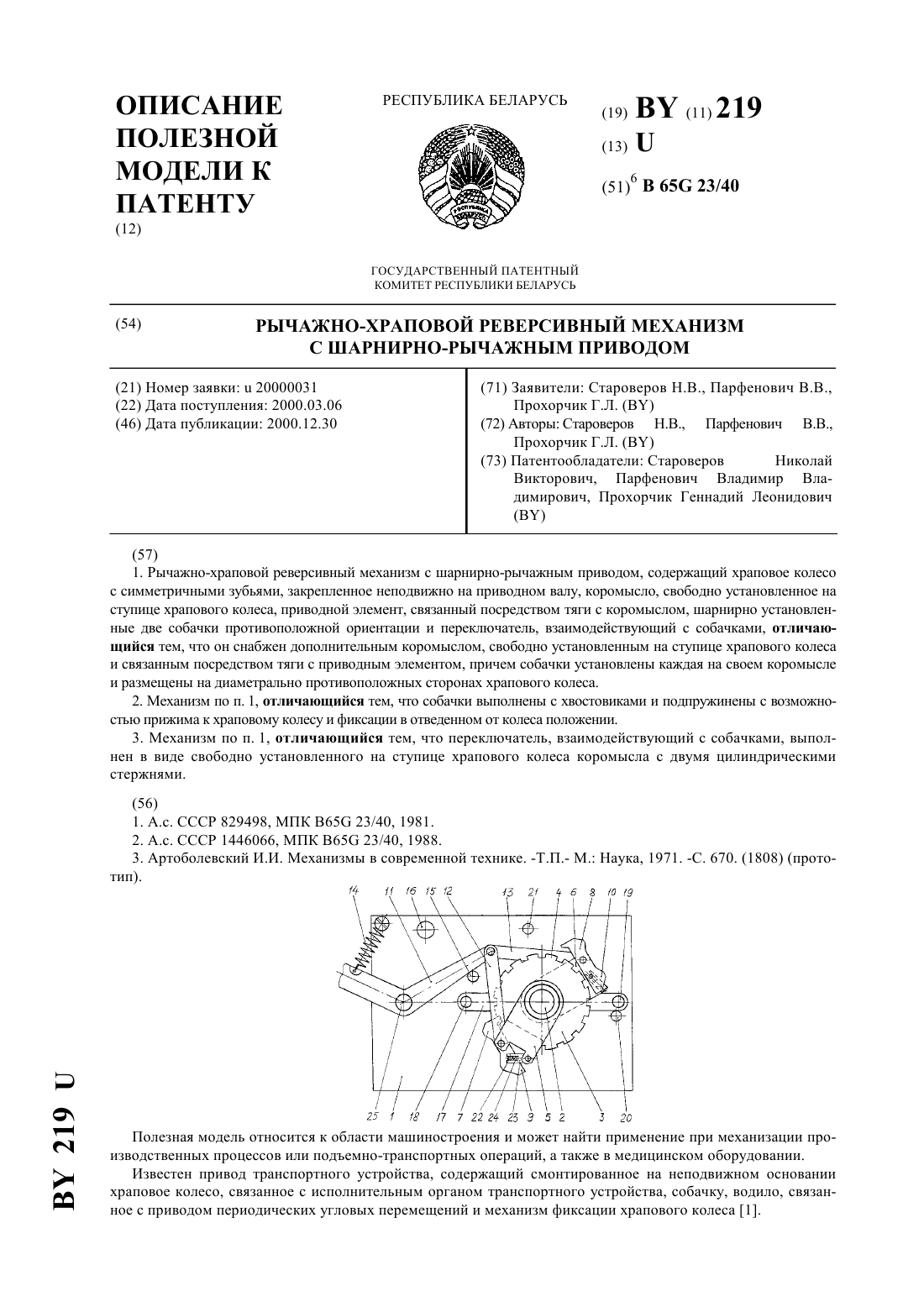
Номер патента: U 219
Опубликовано: 30.12.2000
Авторы: Староверов Николай Викторович, Парфенович Владимир Владимирович, Прохорчик Геннадий Леонидович
МПК: B65G 23/40
Метки: реверсивный, приводом, рычажно-храповой, механизм, шарнирно-рычажным
Текст:
...одностороннего действия, рычага кулачкового механизма с силовым замыканием пружиной, подпружиненной педали и т.п. Задача, на решение которой направлена заявляемая полезная модель - расширение функциональных возможностей механизма. Для этого в предложенном рычажно-храповом реверсивном механизме с шарнирно-рычажным приводом,содержащем храповое колесо с симметричными зубьями, закрепленное неподвижно на ведомом валу, коромысло, свободно...
Предыдущий патент: Полиимидная композиция
Следующий патент: Устройство для диагностирования транспортного средства
Случайный патент: Устройство для подсчета количества отжиманий