Стыковое соединение электрода дуговой печи
Текст
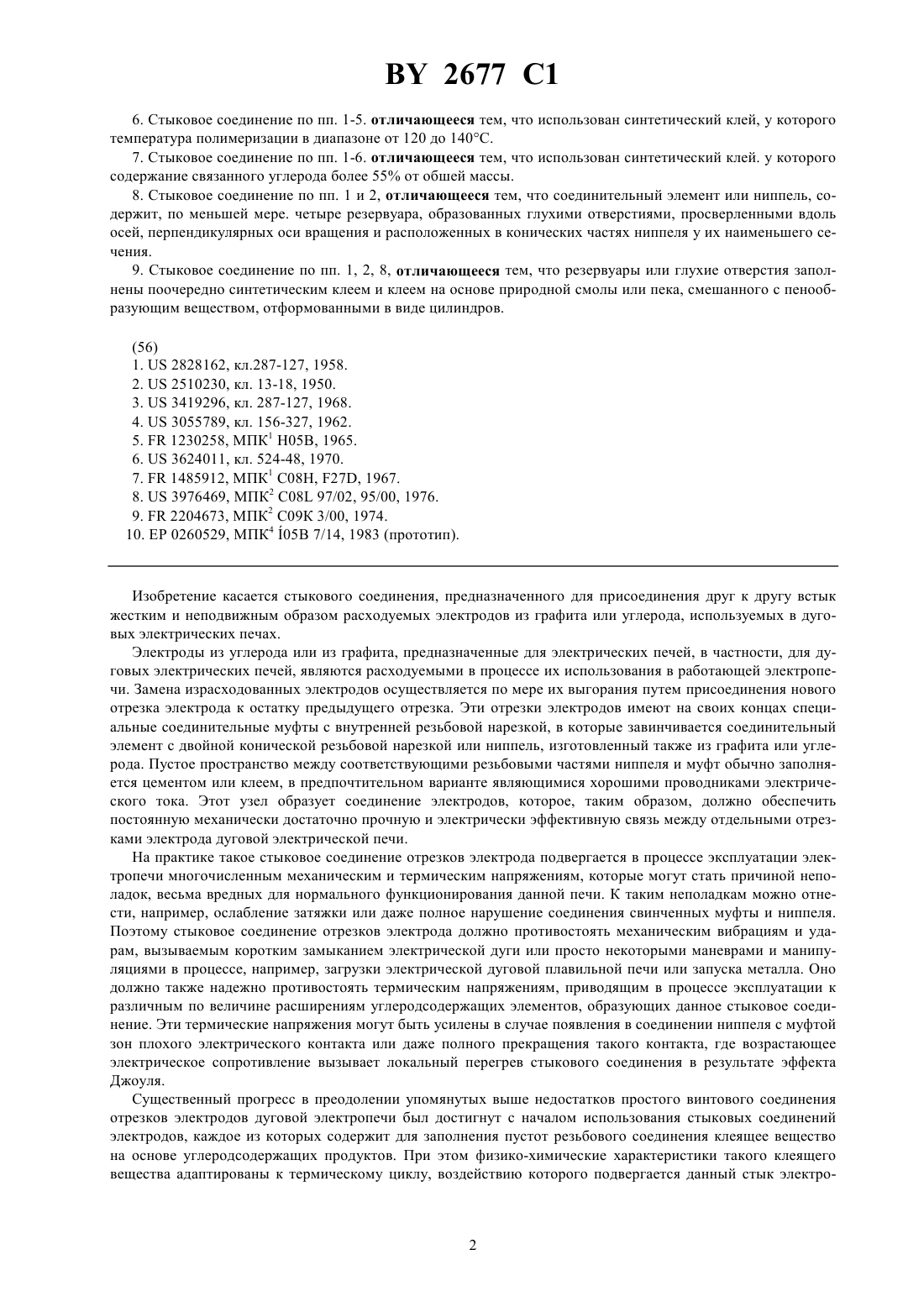
05 7/14 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СТЫКОВОЕ СОЕДИНЕНИЕ ЭЛЕКТРОДА ДУГОВОЙ ПЕЧИ(71) Заявитель СГЛ Карбон СА(73) Патентообладатель СГЛ Карбон СА(57) 1. Стыковое соединение электрода дуговой печи. включающее отрезки графитовых или углеродных электродов с выполненными на одном из их концов соединительными муфтами, соединительный элемент с двойной резьбовой нарезкой или ниппель с резервуарами, образованными просверленными в его теле отверстиями. заполненными твердым электропроводящим клеем, отличающееся тем, что, по меньшей мере, один из резервуаров заполнен синтетическим клеем из термоотверждаемой синтетической смолы, у которой, в присутствии катализатора, температура плавления выше 60 С, вязкость жидкой фазы в диапазоне температур от 90 С до 120 С - менее 2500 сантипуаз, а температура полимеризации - больше либо равна 120 С. 2. Стыковое соединение по п.1, отличающееся тем, что резервуары заполнены поочередно синтетическим клеем и клеем на основе природной смолы или пека, смешанного с пенообразующим веществом. 3. Стыковое соединение по пп. 1 или 2, отличающееся тем, что в качестве основы синтетического клея использована фенольная смола с низким молекулярным весом, а катализатора полимеризации - гексамин или гексаметилентетрамин (2)64. 4. Стыковое соединение по п.3, отличающееся тем, что содержание гексамина, добавленного к фенольной смоле в качестве катализатора полимеризации, составляет от 1 до 20 от общей массы, предпочтительно от 8 до 12. 5. Стыковое соединение по пп. 1-4, отличающееся тем, что использован синтетический клей, у которого собственная вязкость в жидком состоянии менее 500 сантипуаз при температуре в диапазоне от 100 до 110 С. 2677 1 6. Стыковое соединение по пп. 1-5. отличающееся тем, что использован синтетический клей, у которого температура полимеризации в диапазоне от 120 до 140 С. 7. Стыковое соединение по пп. 1-6. отличающееся тем, что использован синтетический клей. у которого содержание связанного углерода более 55 от обшей массы. 8. Стыковое соединение по пп. 1 и 2, отличающееся тем, что соединительный элемент или ниппель, содержит, по меньшей мере. четыре резервуара, образованных глухими отверстиями, просверленными вдоль осей, перпендикулярных оси вращения и расположенных в конических частях ниппеля у их наименьшего сечения. 9. Стыковое соединение по пп. 1, 2, 8, отличающееся тем, что резервуары или глухие отверстия заполнены поочередно синтетическим клеем и клеем на основе природной смолы или пека, смешанного с пенообразующим веществом, отформованными в виде цилиндров. Изобретение касается стыкового соединения, предназначенного для присоединения друг к другу встык жестким и неподвижным образом расходуемых электродов из графита или углерода, используемых в дуговых электрических печах. Электроды из углерода или из графита, предназначенные для электрических печей, в частности, для дуговых электрических печей, являются расходуемыми в процессе их использования в работающей электропечи. Замена израсходованных электродов осуществляется по мере их выгорания путем присоединения нового отрезка электрода к остатку предыдущего отрезка. Эти отрезки электродов имеют на своих концах специальные соединительные муфты с внутренней резьбовой нарезкой, в которые завинчивается соединительный элемент с двойной конической резьбовой нарезкой или ниппель, изготовленный также из графита или углерода. Пустое пространство между соответствующими резьбовыми частями ниппеля и муфт обычно заполняется цементом или клеем, в предпочтительном варианте являющимися хорошими проводниками электрического тока. Этот узел образует соединение электродов, которое, таким образом, должно обеспечить постоянную механически достаточно прочную и электрически эффективную связь между отдельными отрезками электрода дуговой электрической печи. На практике такое стыковое соединение отрезков электрода подвергается в процессе эксплуатации электропечи многочисленным механическим и термическим напряжениям, которые могут стать причиной неполадок, весьма вредных для нормального функционирования данной печи. К таким неполадкам можно отнести, например, ослабление затяжки или даже полное нарушение соединения свинченных муфты и ниппеля. Поэтому стыковое соединение отрезков электрода должно противостоять механическим вибрациям и ударам, вызываемым коротким замыканием электрической дуги или просто некоторыми маневрами и манипуляциями в процессе, например, загрузки электрической дуговой плавильной печи или запуска металла. Оно должно также надежно противостоять термическим напряжениям, приводящим в процессе эксплуатации к различным по величине расширениям углеродсодержащих элементов, образующих данное стыковое соединение. Эти термические напряжения могут быть усилены в случае появления в соединении ниппеля с муфтой зон плохого электрического контакта или даже полного прекращения такого контакта, где возрастающее электрическое сопротивление вызывает локальный перегрев стыкового соединения в результате эффекта Джоуля. Существенный прогресс в преодолении упомянутых выше недостатков простого винтового соединения отрезков электродов дуговой электропечи был достигнут с началом использования стыковых соединений электродов, каждое из которых содержит для заполнения пустот резьбового соединения клеящее вещество на основе углеродсодержащих продуктов. При этом физико-химические характеристики такого клеящего вещества адаптированы к термическому циклу, воздействию которого подвергается данный стык электро 2 2677 1 дов, с тем, чтобы сохранить в процессе этого цикла постоянную и эффективную механическую и электрическую связь между отдельными отрезками электрода. В том, что касается заполнения пустот в резьбовом соединении муфты с ниппелем упомянутым выше клеевым составом, одной из наиболее распространенных на сегодняшний день технологий выполнения этой операции является введение твердого при температуре окружающей среды углеродсодержащего клея в специально предусмотренные выемки или полости в теле ниппеля, служащие резервуарами. Углеродсодержащий клей, который представляет собой вяжущую композицию, составленную чаще всего на основе смолы или пека, размещается в резервуарах ниппеля перед его соединением с муфтой электрода. Сформированное таким образом стыковое соединение двух отрезков электрода быстро нагревается, постепенно перемещаясь по направлению к плавильной ванне электропечи, что приводит к постепенному размягчению, а затем и к растеканию клея, содержащегося в резервуарах, по внутренним пространствам, оставшимся свободными в резьбовом соединении ниппеля с муфтой. Заполнив эти пустоты, клей в процессе продолжающегося нагрева стыкового соединения твердеет перед коксованием начиная с температуры порядка 400 С и вплоть до температуры 800 С, и образует твердые отложения на стенках пустот резьбового соединения, обеспечивая, таким образом, постоянную и достаточно эффективную механическую и электрическую связь муфты электрода с ниппелем. Стыковые соединения электродов описанного выше типа с резервуарами для клея существуют на практике и широко известны из патентов на изобретения, таких, например, как американские патенты 1, 2, 3. В том, что касается состава клеев, наиболее часто используемых в стыковых соединениях электродов описанного выше типа, они представляют собой вяжущие композиции на основе смолы или пека, включающие коксующиеся, но вязкие при достаточно низкой температуре, органические вяжущие, такие, например, как гудрон, битум, синтетическая смола, 4, 5 или такие, как декстрин или синтетическая термоотверждаемая смола 6, 7. Эти вяжущие композиции дают возможность, с одной стороны, упорядочить последовательность и равномерность распределения пластичной смолы, собственная вязкость которой в диапазоне температур от 100 С до 200 С может изменяться в весьма широких пределах, и, с другой стороны, способствовать, благодаря наличию в составе клея термоотверждаемой синтетической смолы, затвердеванию клея при температуре выше 200 С или 300 С. Практически же наличие в составе клея термоотверждаемого материала уже начинает мешать свободному растеканию клея, то есть его надлежащему распределению по имеющимся пустотам, в зоне температур, предусмотренных для осуществления этого процесса, то есть в диапазоне от 100 С до 200 С. Обозначенная выше проблема обеспечения надлежащего распределения клея и равномерного заполнения всех имеющихся в резьбовом соединении пустот представляется практически решенной при использовании новых клеевых композиций на основе смолы, включающих специальные добавки, предназначенные для того, чтобы способствовать распространению клея в процессе его нагревания вместе с данным стыковым соединением отрезков электрода и облегчить таким образом его надлежащее распределение в пустотах резьбового соединения при температуре начиная со 100 С. Так в качестве наиболее приемлемого варианта предложено использование особого смолистого пастообразного клея, растворенного в связующем на основе сульфоната лигнина, пенообразующие свойства которого после увлажнения и последующего нагрева до температуры выше 100 С хорошо известны 8, 9. Кроме того, известно стыковое соединение электродов, в котором клеящее вещество образовано главным образом смолой или пеком с добавлением минимального количества вспенивающего агента, выбранного из группы, в которую входят сера, 2, 4-динитроанилин и очищенные нитрованные масла 10. В этом последнем случае, то есть при использовании в качестве пенообразующей добавки очищенных нитрованных масел, можно получить двойную выгоду подобный вспенивающий агент способствует хорошему распределению клея в пустотах резьбового соединения муфты с ниппелем, понижая в определенной степени температуру начала размягчения смолы, и существенно увеличивает скорость коксования смолы, начиная с температуры в 350 С. Описанные выше типы стыковых соединений отдельных отрезков электрода, дающие в ряде случаев вполне удовлетворительные результаты, оказываются практически неприспособленными для использования на электродах дуговых электропечей, в которых применяются новые технологии защиты от окисления, состоящие в максимально возможном охлаждении электродов, в частности, разбрызгиванием воды на них, и нанесении в случае необходимости специального защитного противоокислительного слоя на их поверхность путем распыления водного раствора соответствующей соли, например, фосфата алюминия (см. европейский патент ЕР-А-0334007), в зоне, заключенной между контактными зажимами электродов и задвижкой электропечи. В этом случае цикл нагрева электродов и, следовательно, цикл нагрева стыковых соединений отдельных их отрезков, полностью изменяется таким образом, что известные на сегодняшний день типы стыковых соединений с резервуарами, в которых пустоты заполнены известными клеящими веществами, оказываются уже не в состоянии обеспечить надлежащим образом постоянную и эффективную механическую и электрическую связь между отдельными отрезками электрода. Дело в том, что продолжительное выдерживание (в 3 2677 1 течение 5 и даже 10 часов) электродов при температуре от 150 до 250 С с последующим резким поднятием этой температуры до значений, превышающих 500 С, при переходе перемещающегося электрода сквозь заслонку печи в ее внутреннюю полость, не позволяет обеспечить достаточно быстрое затвердевание заполняющей резьбовое соединение массы на основе смолы или пека до разогрева стыкового соединения до температуры в 500 С, в результате чего появляется вполне реальная опасность ослабления затяжки резьбового соединения муфты с ниппелем и даже его отвинчивания, а также опасность ненормального перегрева стыкового соединения отдельных отрезков используемого электрода. Таким образом, анализ современного состояния техники в данной области показывает, что существует необходимость решения задачи, заключающейся в разработке такого типа стыкового соединения отдельных отрезков электродов, например, стыкового соединения с резервуарами, который обеспечивает постоянную и эффективную механическую и электрическую связь между отдельными участками охлаждаемых тем или иным способом электродов в процессе их практического использования в дуговой электрической печи, принимая во внимание, что такие электроды в процессе эксплуатации подвергаются воздействию нового термического цикла, требующего использования нового клея, соединяющего в себе большое число специфических физико-химических свойств, таких, например, как стабильность в твердом состоянии вплоть до температуры как минимум 60 С для того, чтобы удержаться в резервуарах ниппеля в течение любого срока хранения до начала эксплуатации и в любых климатических условиях такого хранения плавление в диапазоне температур от 90 С до 120 С, сопровождающееся снижением собственной вязкости до величины менее 2500 сП с последующим быстрым застыванием и отверждением в диапазоне температур от 120 С до 150 С и наконец, хорошая термическая стабильность вплоть до температуры, как минимум, 400 С, то есть до температуры начала коксования, с сохранением коэффициента связанного углерода в составе клея на уровне не менее 50 при условии обеспечения надежной механической и электрической связи в стыке даже после коксования клея вплоть до температуры порядка 800 С. Поставленная задача решена следующим образом. Предложено стыковое соединение электрода дуговой печи, включающее отрезки графитовых или углеродных электродов с выполненными на одном из их концов соединительными муфтами, соединительный элемент с двойной резьбовой нарезкой или ниппель с резервуарами, образованными просверленными в его теле отверстиями, заполненными твердым электропроводящим клеем, в котором согласно изобретению, по меньшей мере, один из резервуаров заполнен синтетическим клеем из термоотверждаемой синтетической смолы, у которой, в присутствии катализатора, температура плавления выше 60 С, вязкость жидкой фазы в диапазоне температур от 90 С до 120 С - не менее 2500 сантипуаз, а температура полимеризации - больше либо равна 120 С резервуары заполнены поочередно синтетическим клеем и клеем на основе природной смолы или пека,смешанного с пенообразующим веществом в качестве основы синтетического клея использована фенольная смола с низким молекулярным весом, а катализатора полимеризации - гексамин или гексаметилентетрамин (2)64 содержание гексамина, добавленного к фенольной смоле в качестве катализатора полимеризации, составляет от 1 до 20 от общей массы, предпочтительно от 8 до 12 использован синтетический клей, у которого собственная вязкость в жидком состоянии менее 500 сантипуаз при температуре в диапазоне от 100 до 110 С использован синтетический клей, у которого температура полимеризации в диапазоне от 120 до 140 С использован синтетический клей, у которого содержание связанного углерода более 55 от общей массы соединительный элемент или ниппель, содержит, по меньшей мере, четыре резервуара, образованных глухими отверстиями, просверленными вдоль осей, перпендикулярных оси вращения ниппеля и расположенных в конических частях ниппеля у их наименьшего сечения резервуары или глухие отверстия заполнены поочередно синтетическим клеем и клеем на основе природной смолы или пека, смешанного с пенообразующим веществом, отформованными в виде цилиндров. Принимая во внимание большие практические трудности подбора нового состава клея для стыкового соединения с резервуарами, обладающего всей совокупностью требуемых физико-химических характеристик,обеспечивающих необходимую сопротивляемость данного клея термическим напряжениям, воздействующим на соединительные стыки в ходе нового термического цикла для охлаждения электродов дуговых электрических печей, и даже по существу невозможность нахождения состава клея, удовлетворяющего такому количеству разнообразных требований, заявитель разработал стыковое соединение отрезков электродов, содержащее раздельно в специальных выемках или резервуарах, устроенных в теле ниппеля, с одной стороны,клеящее вещество на основе смолы или пека в соответствии с известными технологиями фиксации таких стыковых соединений, способное обеспечить удовлетворительные характеристики механической и электрической связи между отдельными отрезками электрода при температурах, превышающих 400 С, и с другой 4 2677 1 стороны, плавящийся и термоотверждаемый при достаточно низких температурах клей, который должен быть в состоянии надлежащим образом реагировать на термические напряжения, возникающие в процессе упомянутого выше нового теплового цикла функционирования электродов в диапазоне температур от температуры окружающей среды до 500 С. Таким образом, этот новый смешанный соединительный стык обеспечивает эффективное и надежное приклеивание ниппеля к муфте электрода во всем диапазоне эксплуатационных температур вплоть до температуры порядка 800 С, до которой электрод дуговой электрической печи может нагреваться вблизи плавильной ванны. При таком принципе построения соединительного стыка очевидно, что в некоторых частных случаях, когда максимальная эксплуатационная температура реализованного в упомянутом выше стыке клеевого соединения не превышает 500 С, может оказаться выгодным несколько увеличить число резервуаров, заполненных плавящимся и термоотверждаемым при относительно низкой температуре клеем, за счет соответствующего уменьшения числа резервуаров, заполненных клеем на основе смолы, или даже вообще использовать в этих резервуарах только упомянутый выше легкоплавкий термоотверждаемый при достаточно низких температурах клей. Более определенно, предлагаемое изобретение касается стыкового соединения, предназначенного для присоединения друг к другу встык жестким и неподвижным образом отдельных отрезков электродов из графита или из углерода, концы которых содержат муфту с внутренней резьбовой нарезкой, в которую завинчиваются соединительный элемент с двойной или двухсторонней резьбой на его наружной поверхности или ниппель, в теле которого просверлены специальные отверстия, служащие резервуарами для размещения электропроводного клея в твердом состоянии. Предлагаемое соединение отличается тем, что по меньшей мере один из упомянутых выше резервуаров заполнен синтетическим клеем, представляющим собой термоотверждаемую синтетическую смолу, которая в присутствии специального катализатора плавится при температуре выше 60 С, образуя при этом жидкую фазу с собственной вязкостью менее 2500 сантипуаз в диапазоне температур от 90 до 120 С, и полимеризуется при температуре 120 С и выше. В предпочтительном варианте выполнения изобретения упомянутые выше резервуары заполняются раздельно и попеременно либо клеем на основе смолы или пека, смешанных с каким-либо пенообразующим веществом, либо упомянутым выше синтетическим клеем. После многочисленных экспериментов с различными углеродсодержащими клеящими веществами выяснилось, что наиболее подходящими в данном случае являются фенольные синтетические смолы с низким молекулярным весом, точка плавления которых перемещается в область температур выше 60 С после добавления в качестве катализатора полимеризации некоторого количества гексамина (гексаметилентетрамина(2)64. Приемлемой пропорцией содержания этого катализатора можно считать наличие от 1 до 20 гексамина от веса смолы, а предпочтительная порция составляет от 8 до 12 гексамина от веса смолы. Таким образом удается получить наилучшие условия компромисса между текучестью клеящего вещества в диапазоне температур от 90 до 120 С, когда должно осуществляться распределение и растекание этого клеящего вещества по пустотам затянутого резьбового соединения муфты электрода с ниппелем, и отверждением в результате полимеризации в диапазоне температур от 120 до 150 С, когда должно происходить затвердевание клея. Таким образом, в диапазоне температур от 90 до 120 С, то есть в условиях плавления смеси, и предпочтительно при температурах от 100 до 110 С, собственная вязкость клея должна быть ниже 2500 сантипуаз. В предпочтительном варианте она составляет менее 500 сантипуаз, для того, чтобы обеспечить достаточную скорость растекания и распределения упомянутой выше катализированной синтетической смолы из резервуаров ниппеля по свободным пространствам в затянутом резьбовом соединении муфты электрода с ниппелем по мере возрастания температуры данного соединительного стыка от 120 до 150 С. В предпочтительном варианте в более узком диапазоне температур от 120 до 140 С будет происходить затвердевание клеящего состава в результате полимеризации синтетической фенольной смолы. Результаты проведенных экспериментов дают возможность констатировать, что с одной стороны, количество используемого катализатора очевидным образом влияет на скорость процесса полимеризации фенольной смолы, но практически не оказывает влияния на температуру начала этого процесса, и что, с другой стороны, при добавлении в смолу катализатора в количестве от 8 до 12 по весу скорость отверждения смеси оказывается максимальной и характеризуется практически полной полимеризацией в течение получаса при температуре смеси 130 С. Кроме того в диапазоне температур от 150 до 400 С, когда клеевые составы на основе природной смолы или пека оказываются малоэффективными, полимеризованная синтетическая фенольная смола демонстрирует весьма высокую стабильность в отличие от множества других термоотверждаемых синтетических смол на основе углерода. Эта стабильность характеризуется, в частности, температурой разложения и коксования такого клеящего состава, составляющей порядка 400 С, а также процентным содержанием связанного углерода, контролируемым термогравиметрическими методами и составляющим примерно 55 и даже до 60 в оптимальных условиях, когда в фенольной смоле добавлено от 8 до 12 гексамина. 2677 1 Так, тестовые проверки эффективности и стабильности клеевого соединения, состоящие в разъединении в тисках двух графитовых пластин, смещенных друг относительно друга и склеенных вместе по поверхности своих перекрывающихся частей органическим клеем в соответствии с предлагаемым изобретением, содержащим 12 гексамина и прогретым в течение получаса при температуре 130 С, показали, что эти пластины были практически неразделимы без их разрушения при последовательном их нагреве до температур 140,170, 200, 400 и 450 С. Разделение пластин в условиях испытаний оказалось возможным только при температуре в 500 С. При температуре 600 С клеевое соединение практически перестало существовать. Суть и преимущества изобретения ниже подробно описаны на примерах практического применения и проиллюстрированы на фигуре, на которой представлен продольный разрез стыкового соединения электрода по плоскости, проходящей через ось симметрии этого соединения и через оси сверления глухих отверстий в теле ниппеля, служащих резервуарами для клеевого состава. Для практического использования изобретения заготавливают смесь фенольной смолы с низким молекулярным весом и гексамина в порошкообразном состоянии в качестве катализатора полимеризации этой смолы (гранулометрический состав порошкообразного гексамина на 90 по весу составляют частицы размером менее 75 мкм и не более 1 по весу хвостов, то есть частиц размером до 150 мкм), вводимого в смолу постепенно с доведением его содержания до уровня от 8 до 12 по весу от веса смолы, нагретой до температуры как минимум 90 С, но предпочтительно не более 110 С. Подготовленная таким образом жидкая однородная смесь охлаждается и затем отливается в виде цилиндрических столбиков, которые после загустевания и твердения смеси помещаются в глухие отверстия 1 ниппеля 2, служащие резервуарами и показанные на фигуре. Размещение в резервуарах цилиндрических столбиков из клея известного состава на основе природной смолы или пека, смешанных с серой (составляющей от 15 до 20 веса смеси). Эти резервуары, число которых обычно составляет не менее четырех, представляют собой глухие отверстия, просверленные в радиальном направлении в теле ниппеля по осям, перпендикулярным оси симметрии этого ниппеля, в его конических частях ближе к торцам с наименьшим диаметром таким образом, чтобы в момент расплавления жидкий клей из этих резервуаров мог не только растечься под действием силы тяжести и распределиться в оставшихся незаполненными пространствах затянутого резьбового соединения 3, но и проникнуть в свободные пространства или зазоры 4, специально устроенные между ниппелем и муфтами 5, под действием эффекта расширения, следующего за небольшим газовыделением, сопровождающим реакцию полимеризации клея при температуре выше 130 С. Как показано на фигуре, глухие отверстия, служащие в качестве резервуаров, просверлены попарно друг против друга по одной и той же оси, причем сами оси сверления этих отверстий лежат в плоскости, проходящей через ось симметрии стыка. Эта предпочтительная для практической реализации предлагаемого изобретения конфигурация может, тем не менее, быть модифицирована или изменена и может содержать, например, различные по расположению в пространстве оси сверления для каждого отверстия, но при условии,что все эти оси остаются перпендикулярными по отношению к оси симметрии стыка, хотя и могут располагаться в различных плоскостях. Начиная с момента своего включения в эксплуатацию, определяемого присоединением нового отрезка электрода к торцу работающего электрода, стыковое соединение в соответствии с изобретением подвергается воздействию термического цикла, характерного для охлаждаемых электродов дуговых электропечей. В соответствии с этим термическим циклом стыковое соединение довольно быстро, примерно за 12 часа, разогревается до температуры, заключенной в диапазоне от 150 до 250 С. После этого в течение нескольких часов соединение поддерживается в указанном выше диапазоне температур и не выходит за его пределы. Затем происходит достаточно быстрый разогрев соединительного стыка до температуры выше 500 С в процессе приближения стыка к крышке плавильной ванны и дальнейший его разогрев до температуры 800 С и даже до 900 С в непосредственной близости от поверхности расплавленного в печи металла или другого материала. Этот термический цикл, являющийся специфическим для специально охлаждаемых электродов дуговой электрической печи, реализуется практически без отклонения от описанного выше течения и, следовательно, без повреждения смешанного стыкового соединения стыка отдельных отрезков электрода, в котором в соответствии с предлагаемым изобретением комбинируется использование известного клея на основе природной смолы или пека с использованием синтетического термоотверждаемого при достаточно низкой температуре клея, промышленные характеристики которого конкретизируются в приведенной ниже серии примеров соединения отдельных отрезков графитового электрода диаметром 600 мм для дуговой электрической печи. Пример 1. Стыковое соединение известного типа без применения фиксирующего резьбовое соединение клея. Стыки отрезков электрода соединяют при помощи ниппелей без клея и их резьбовые соединения затягивают с моментом 1275 Нм в холодном состоянии. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент составляет 2304 Нм. 6 2677 1 После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания стыка момент практически равен нулю. Пример 2. Стыковое соединение известного типа с использованием клея для фиксации резьбового соединения. Стыки отрезков электрода соединяют при помощи ниппелей с использованием только клеящей мастики на основе природной смолы в смеси с серой известного и описанного выше состава и их резьбовые соединения затягиваются в холодном состоянии с таким же, как и в примере 1, моментом, составляющим 1275 Нм. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент составляет 2470 Нм. После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания данного стыка момент превышает 6180 Нм, то есть превышает возможности использованного испытательного стенда. Пример 3. Стыки отрезков электрода соединяют при помощи ниппелей с использованием только синтетического клея на основе фенольной смолы типа 333 с низким молекулярным весом, распространяемой на рынке фирмой БОРДЕН, смешанной после плавления при температуре 90 С с 25 по весу гексамина для образования клеящей смеси, плавящейся при температуре 65 С, имеющей собственную вязкость при температуре 110 С менее 2000 сантипуаз, остаток связанного углерода порядка 56 и полимеризующейся при температурах, начиная со 130 С. Момент затяжки резьбового соединения стыка идентичен примерам 1 и 2 и составляет 1275 Нм в холодном состоянии стыка. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент составляет 5280 Нм. После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания стыка момент составляет 1465 Нм. Пример 4. Условия испытаний в данном примере воспроизводят условия испытаний, соответствующие примеру 3,однако упомянутый в этом примере синтетический клей притоговлен путем добавления к фенольной смоле типа 333 гексамина в количестве 9 по весу в составе смеси для получения после плавления при температуре 90 С синтетического клея, плавящегося при температуре 70 С, обладающего собственной вязкостью в жидком состоянии при температуре 110 С меньше 500 сантипуаз, характеризуемого остатком связанного углерода на уровне порядка 60 и полимеризующегося при температурах, выше или равных 130 С. Момент затяжки резьбового соединения стыка в холодном состоянии идентичен предыдущим примерам и составляет 1275 Нм. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент составляет 6180 Нм, то есть превышает возможности использования испытательного стенда. После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания стыка момент составляет 1650 Нм. Пример 5. Условия испытаний в данном примере воспроизводят условия испытаний, соответствующие примеру 3,однако упомянутый в этом примере синтетический клей приготовлен путем добавления к фенольной смоле типа 333 гексамина в количестве 12 по весу в составе смеси для получения после плавления при температуре 90 С синтетического клея, плавящегося при температуре 75 С, обладающего в жидком состоянии собственной вязкостью меньше 250 сантипуаз при температуре 110 С, характеризуемого остаточным содержанием связанного углерода, превышающим 60 , и полимеризующегося при нагревании, начиная с температуры в 130 С. Момент затяжки резьбового соединения стыка в холодном состоянии идентичен предыдущим примерам и составляет 1275 Нм. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент составляет 6180 Нм, то есть превышает возможности использования испытательного стенда. После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания стыка момент составляет 1765 Нм. Пример 6. Условия испытаний в данном примере воспроизводят оптимальные условия использования смешанного стыкового соединения отдельных отрезков электрода в соответствии с предлагаемым изобретением, согласно которым два диагонально противоположных резервуара ниппеля, показанных на фигуре, заполнены синтетическим клеем в виде упомянутых выше заранее отформованных цилиндров, приготовленных в соответствии с условиями, изложенными в примере 5 (добавление к фенольной смоле 12 гексамина по весу), а два других диагонально противоположных резервуара показанного на фигуре ниппеля заполнены клеем на основе природной смолы или пека в консистенции мастики с добавлением серы в качестве пенообразующего 2677 1 средства в соответствии с описанием условий проведения испытаний в примере 2, представляющем известное на сегодняшний день состояние данной области техники и технологии. Момент затяжки резьбового соединения стыка в холодном состоянии идентичен предыдущим примерам и составляет 1275 Нм. После прогрева в течение 1 часа при температуре 140 С необходимый для развинчивания стыка момент по-прежнему превышает 6180 Нм, то есть превышает возможности использования испытательного стенда. После прогрева в течение 1 часа при температуре 600 С необходимый для развинчивания стыка момент составляет 6180 Нм, то есть превышает возможности использованного испытательного стенда. Из приведенного выше описания серии проведенных испытаний следует, что клеевое соединение, реализованное с использованием синтетического клея, содержащего от 8 до 12 гексамина, является наиболее эффективным при низких температурах, начиная со 140 С, поскольку полимеризация такого клея осуществляется весьма быстро, и что комбинация этого синтетического клея с клеем на основе природной смолы или пека, который был известен ранее, позволяет получить соединительный стык, механически и электрически эффективный на протяжении всего термического цикла охлаждаемого электрода. И наконец, отметим, что содержание гексамина более 20 приводит к деградации характеристик клея в соответствии с предлагаемым изобретением, особенно при низких температурах. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 8
МПК / Метки
МПК: H05B 7/14, F16B 21/20
Метки: стыковое, печи, соединение, электрода, дуговой
Код ссылки
<a href="https://by.patents.su/8-2677-stykovoe-soedinenie-elektroda-dugovojj-pechi.html" rel="bookmark" title="База патентов Беларуси">Стыковое соединение электрода дуговой печи</a>
Стыковое с поперечным обжатием соединение железобетонной накладной плиты с тавровыми диафрагменными и каркасной арматурой балками сборного железобетонного пролетного строения моста

Номер патента: 1691
Опубликовано: 30.06.1997
Авторы: Нахманович Нелли Ароновна, Еллала Фаузи, Павуков Юрий Иванович, Золотов Петр Васильевич, Пастушенко Анатолий Герасимович
МПК: E01D 22/00
Метки: железобетонного, каркасной, тавровыми, поперечным, обжатием, соединение, моста, железобетонной, стыковое, балками, арматурой, пролетного, диафрагменными, плиты, накладной, строения, сборного
Текст:
...в сквозных отверстиях балки и обетонированные в накладной плите нагели в виде более коротких, чем суммарная толщина обжимаемых слоев, металлических труб, заполненных бетоном, и стяжные элементы, установленные внутри металлических труб, на оси диафрагмы балки между крайними стержнями верхней арматуры диафрагмы выполнены глухие отверстия, вертикально расположенные оси которых находятся на расстоянии от ближней к каждому из них боковой грани...
Способ производства высококачественной стали в дуговой печи
Номер патента: 1155
Опубликовано: 14.06.1996
Авторы: Дорофеев Генрих Алексеевич, Тимошпольский Владимир Исаакович, Корченов Юрий Иванович, Падерин Сергей Николаевич, Стеблов Анвер Борисович, Афанасиади Афанасий Григорьевич, Цейтлин Марк Аронович, Феоктистов Юрий Васильевич, Мазуров Евгений Федорович
МПК: C21C 5/52
Метки: дуговой, производства, стали, высококачественной, печи, способ
Текст:
...основан на комплексном использовании факторов, снижающих время полного расплавления первой части металлической шихты, заваливаемой на болото, ускорении протекания, рафинирующих процессов и всей плавки, повышении воспроизводимости показателей энерго-метадхлурптческих результатов за счет управления процессами окисления, нагрева и плавления шихты.Завалка композиционного шихтовою материала в виде брикетов из сплавленных чугуна и...
Способ контроля локализации эндокардиального электрода
Номер патента: 2214
Опубликовано: 30.06.1998
Автор: Осмоловский Александр Николаевич
МПК: A61N 1/362
Метки: контроля, способ, эндокардиального, электрода, локализации
Текст:
...эффекты электростимуляции. Поставленная задача достигается тем, что вводят электрод в венозное русло на глубину 15-17 см от места пункции подключичной вены, проводят электростимуляцию и последующее введение электрода вперед в правый желудочек сердца, измеряют визуально глубину введения электрода, учитывают одновременно воспроизводимые эффекты электростимуляции и, тем самым, определяют положение электрода в правом желудочке сердца...
Поворотное соединение
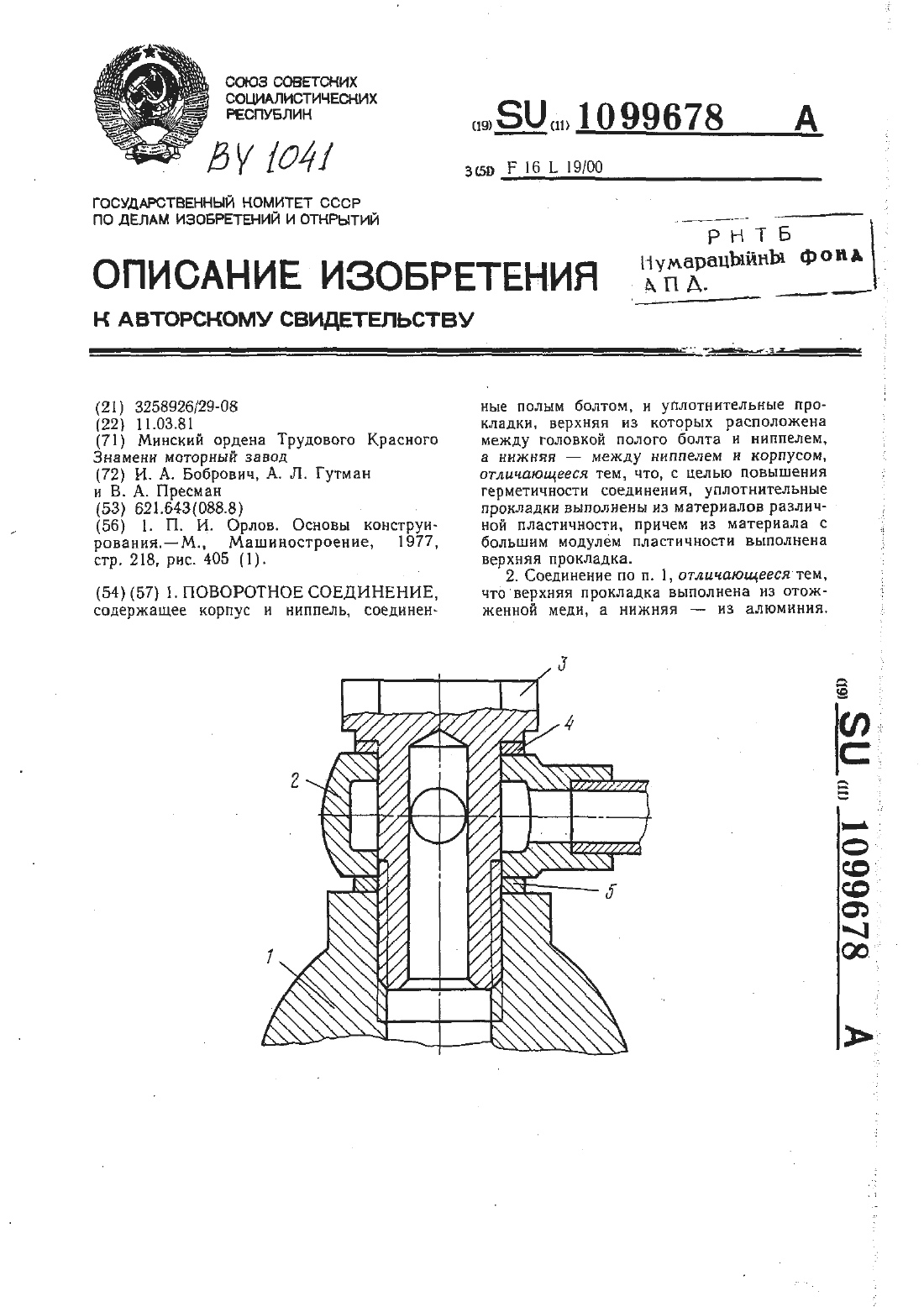
Номер патента: 1041
Опубликовано: 14.03.1996
Авторы: Бобрович Игорь Арсентьевич, Гутман Анатолий Львович, Пресман Владимир Александрович
МПК: F16L 19/00
Метки: соединение, поворотное
Текст:
...ННДЕЖНОСТЬ ГЕРМЕТНЗНЦНИ СИС темы. Целью изобретения является повышениеУказанная Цель достигается тем, что в поворотном соединении, включающем ниппель и корпус, соединенные полым болтом и уплотнительные прокладки, верхняя из которых расположена между головкой полого болта и ниппелем, а нижняя - между ниппелем и корпусной деталью, уплотни 10ТЕЛЬНЫе ПРОКЛВДКИ ВЫПОЛНЭНЫ ИЗ МЗТЕРНЗЛОБ РЗЗЛНЧНОЙ ПЛЭСТНЧНОСТН, ПРИЧЕМ ИЗ материала С бОЛЬШИМ...
Соединение стальных труб
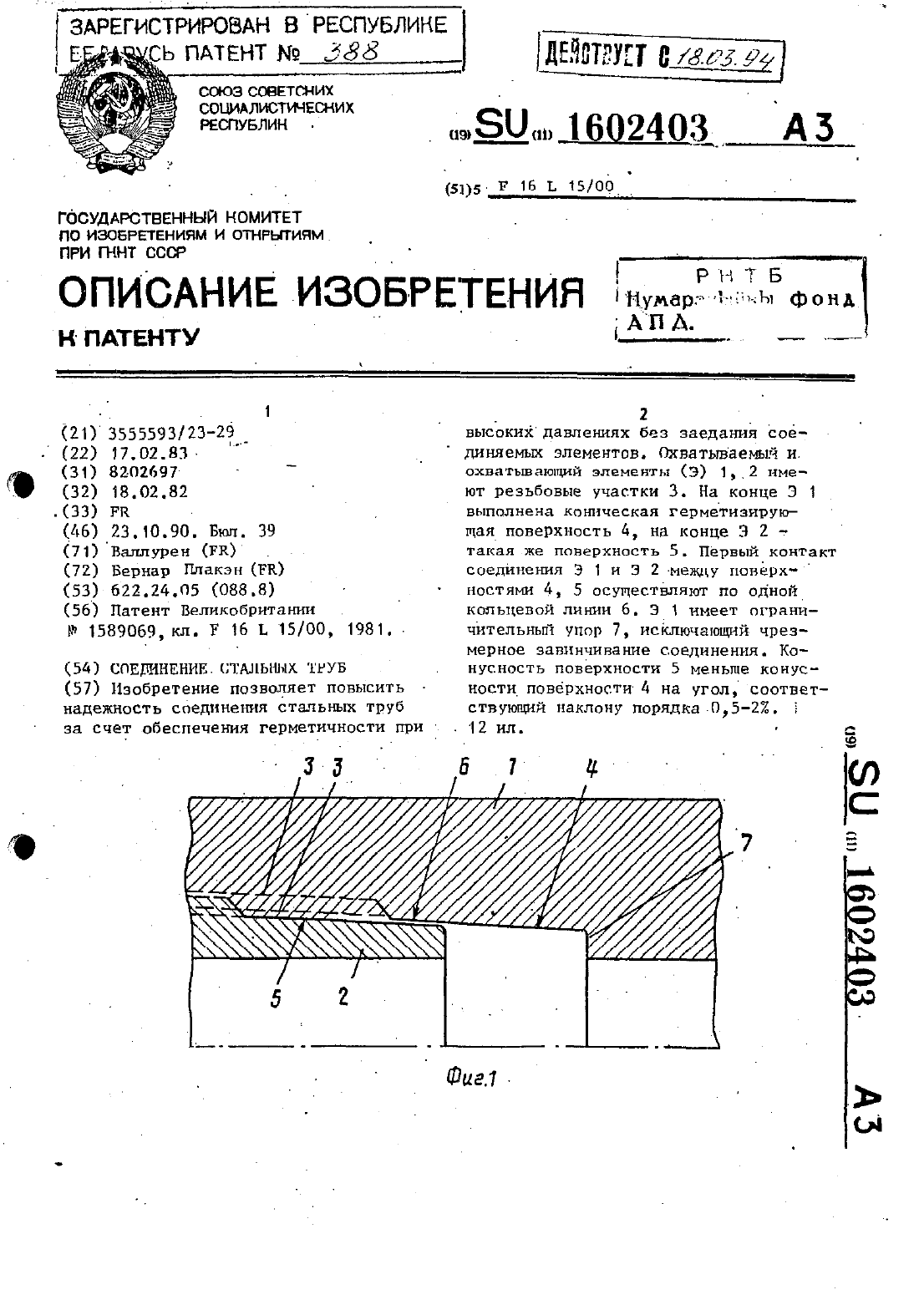
Номер патента: 388
Опубликовано: 30.03.1995
Автор: Бернар Плакэн
МПК: F16L 15/00
Метки: соединение, стальных, труб
Текст:
...емого раструбного элемента 1 и осью трубного соединения, ода-ч угол между образующей конической герметизирующей поверхности 5 охватывающего Ниппель ного элемента 2.Соединение стальных труб осуществляют следующим образом.В соединении труб (фиг. 2 и.3) УГОЛ 0 С. герметизирующей поверхности 4 меньше угла ос, герметизирующей поверхности 5, В результатедего в мод мент первого контакта по линии 6 мент ду двумя герметизирующим поверк ностнми 4 и...
Предыдущий патент: Брызгальная градирня
Следующий патент: Способ получения холестерина
Случайный патент: Фармацевтическая композиция для лечения и профилактики микозов кожи