Установка для изготовления пустотелого изделия методом раздува
Номер патента: U 9676
Опубликовано: 30.10.2013
Авторы: Максименко Александр Васильевич, Мышковец Виктор Николаевич, Баевич Георгий Александрович, Усов Петр Петрович
Текст
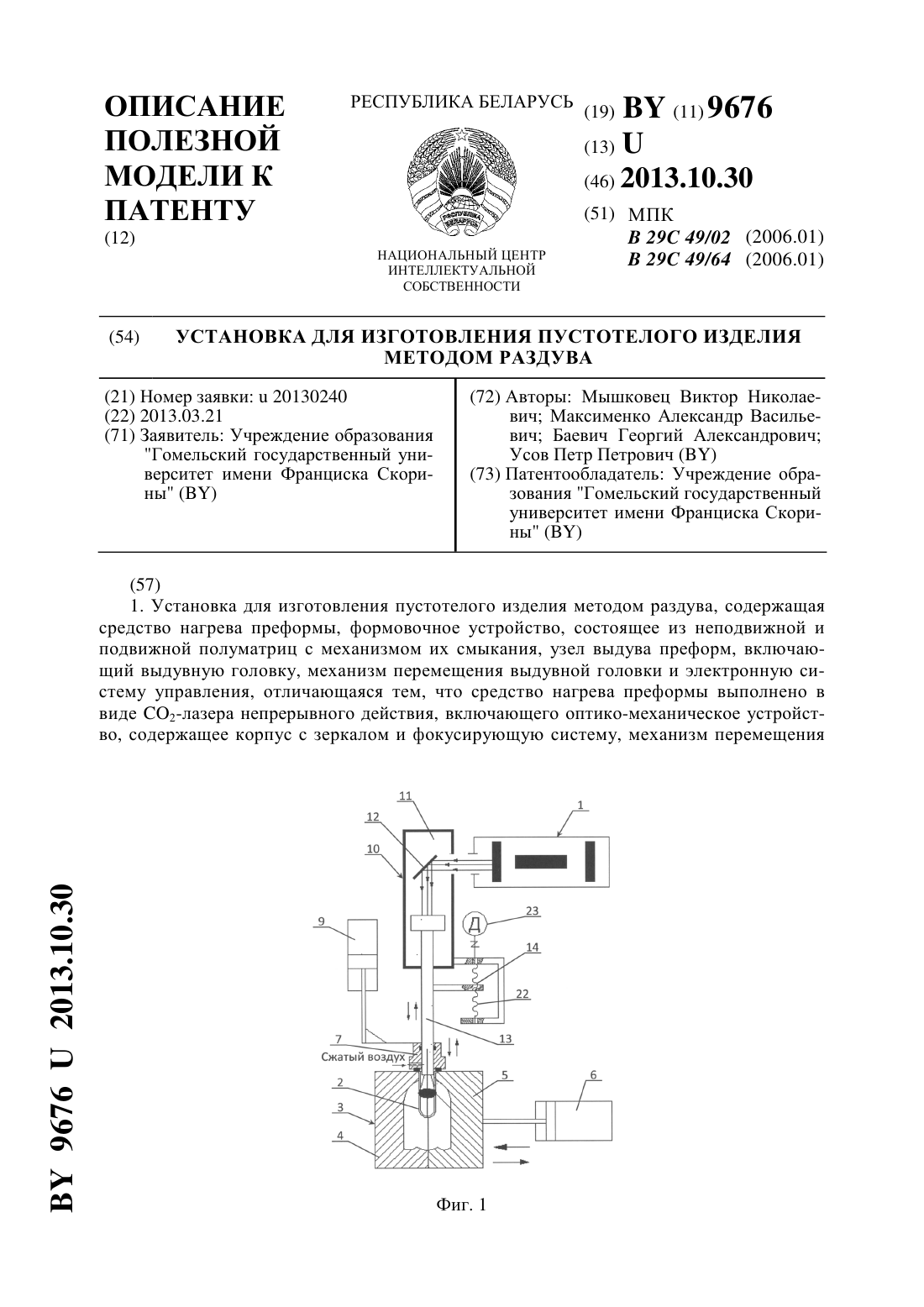
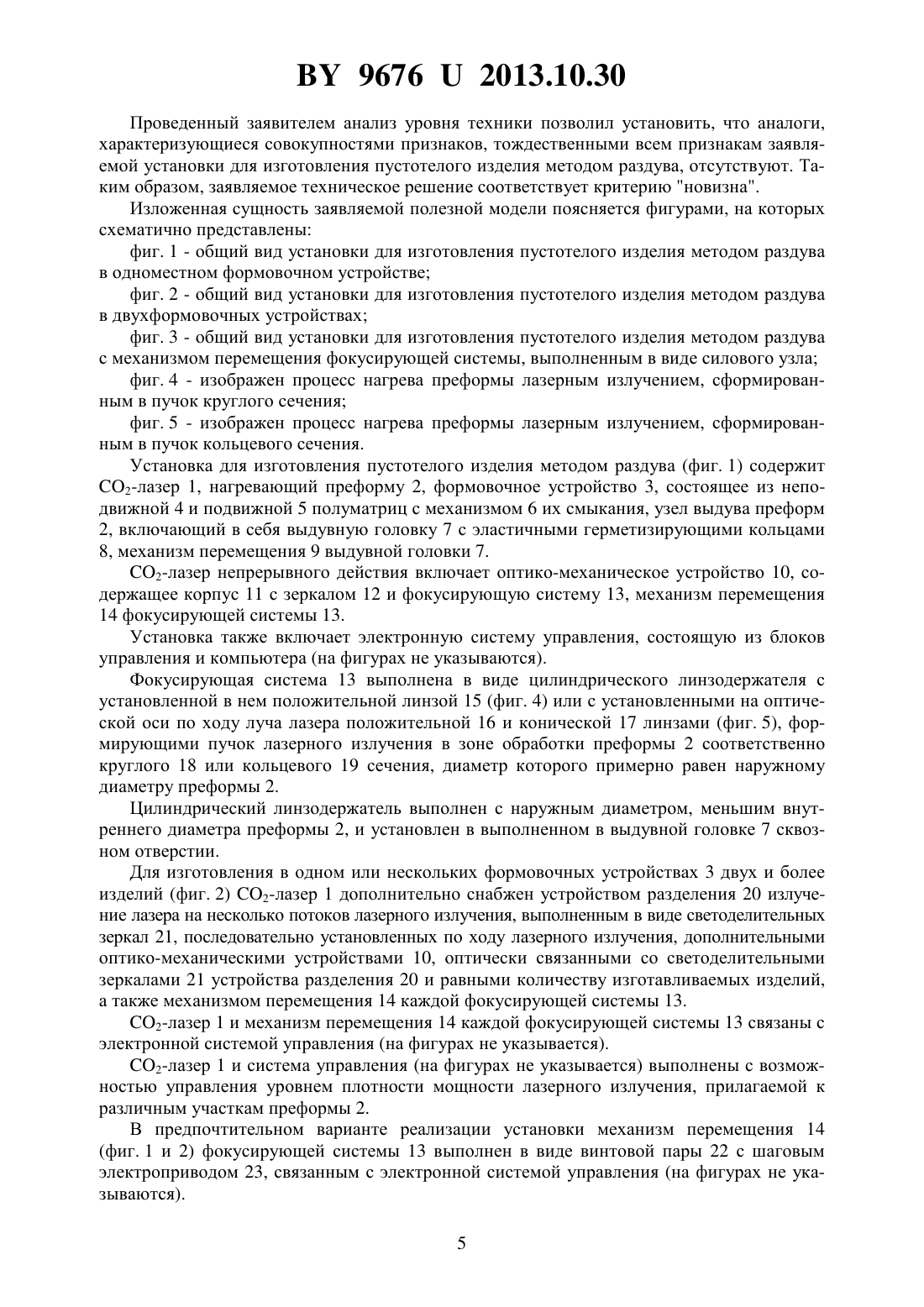
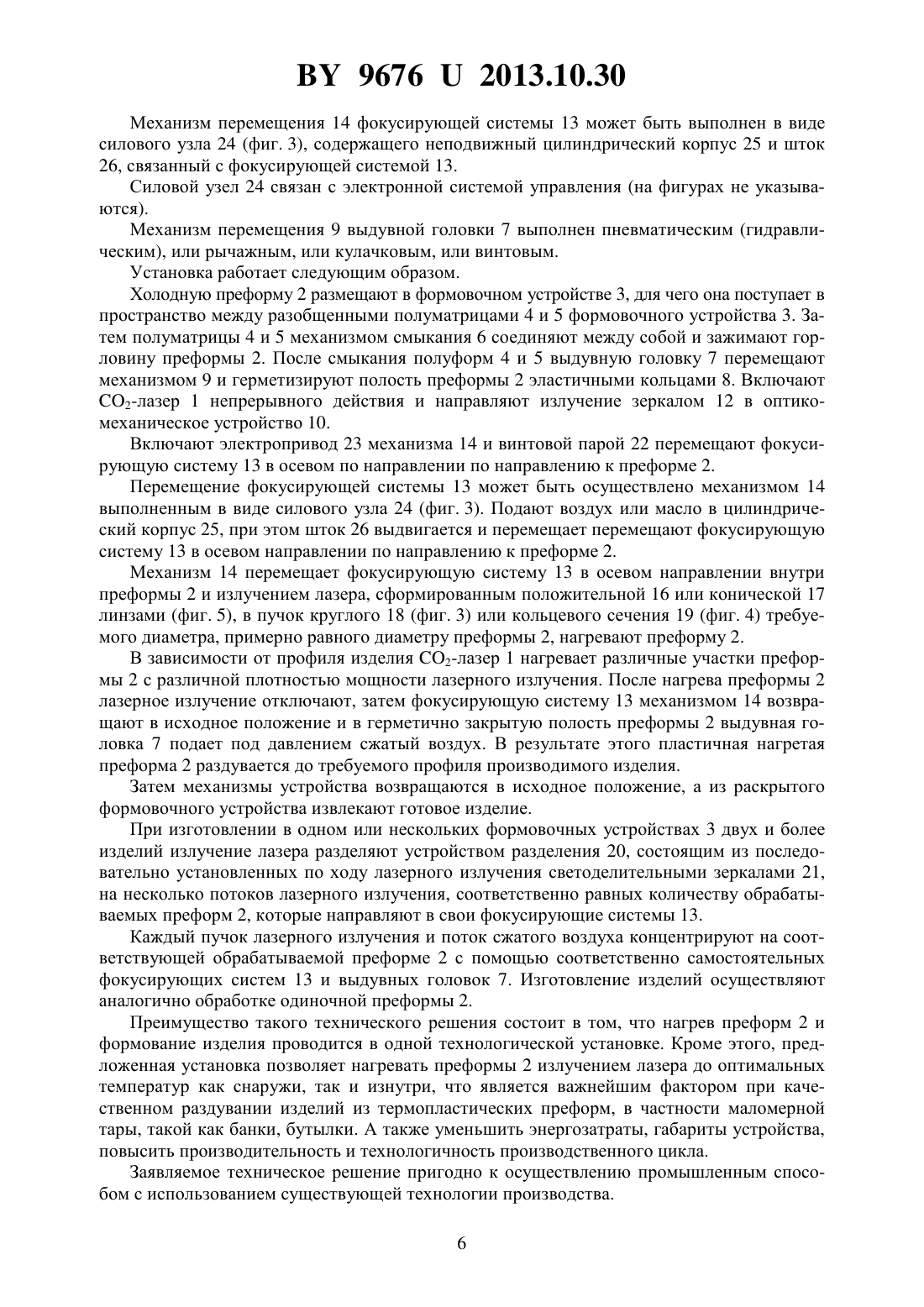
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ИЗДЕЛИЯ МЕТОДОМ РАЗДУВА(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Мышковец Виктор Николаевич Максименко Александр Васильевич Баевич Георгий Александрович Усов Петр Петрович(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) 1. Установка для изготовления пустотелого изделия методом раздува, содержащая средство нагрева преформы, формовочное устройство, состоящее из неподвижной и подвижной полуматриц с механизмом их смыкания, узел выдува преформ, включающий выдувную головку, механизм перемещения выдувной головки и электронную систему управления, отличающаяся тем, что средство нагрева преформы выполнено в виде 2-лазера непрерывного действия, включающего оптико-механическое устройство, содержащее корпус с зеркалом и фокусирующую систему, механизм перемещения 96762013.10.30 фокусирующей системы, при этом фокусирующая система выполнена в виде цилиндрического линзодержателя с установленной в нем положительной линзой или с установленными на оптической оси по ходу луча лазера положительной и конической линзами,формирующими лазерный пучок соответственно круглого или кольцевого сечения, диаметр которого примерно равен наружному диаметру преформы, при этом цилиндрический линзодержатель выполнен с наружным диаметром, меньшим внутреннего диаметра преформы, и установлен в выполненном в выдувной головке сквозном отверстии с возможностью осевого перемещения соосно формующей полости формовочного устройства. 2. Установка по п. 1, отличающаяся тем, что 2-лазер дополнительно снабжен устройством разделения излучения лазера на несколько потоков лазерного излучения, выполненным в виде светоделительных зеркал, последовательно установленных по ходу лазерного излучения, дополнительными оптико-механическими устройствами, оптически связанными со светоделительными зеркалами устройства разделения, и выдувными головками, равными количеству изготавливаемых изделий, а также механизмом перемещения каждой фокусирующей системы. 3. Установка по п. 1, отличающаяся тем, что механизм перемещения фокусирующей системы выполнен в виде винтовой пары с шаговым электроприводом, связанным с электронной системой управления. 4. Установка по п. 1, отличающаяся тем, что механизм перемещения фокусирующей системы выполнен в виде связанного с электронной системой управления силового узла,содержащего неподвижный цилиндрический корпус и шток, связанный с фокусирующей системой. 5. Установка по п. 1, отличающаяся тем, что механизм перемещения выдувной головки выполнен пневматическим, или рычажным, или кулачковым, или винтовым.(56) 1. Патент РФ 2125936, МПК 629 49/28, 1999. 2. Свидетельство РФ на полезную модель 7373, МПК 629 49/28, 1998. Полезная модель относится к оборудованию для изготовления различных полых изделий из полимерного материала, в частности тары, такой как банки, бутылки раздуванием сжатым воздухом пальцеобразных полых преформ до требуемого профиля производимого изделия и может найти применение в машиностроении. Преформа - это полая пальцеобразная заготовка для изготовления бутылок или банок из полиэтилентерефталата или других полимерных материалов методом формования раздуванием. Известна установка для изготовления пустотелых изделий методом раздува, содержащая средство нагрева преформ, по меньшей мере одно формовочное устройство, состоящее из неподвижной и подвижной полуматриц с механизмом их смыкания, узел выдува преформ, включающий в себя по меньшей мере одну выдувную головку и механизм перемещения выдувной головки 1. В данной установке нагрев преформ происходит в ячеистой или туннельного типа печи, при этом преформы двигаются вдоль нагревательных элементов. После разогрева преформы подают в формовочное устройство агрегата раздувания. Это в свою очередь требует выполнения дополнительных действий установку холодной преформы в нагревательной установке, съем и размещение преформы в формовочном устройстве агрегата раздувания. Кроме этого, в известной установке средство нагрева преформ не обеспечивает в полной мере оптимальный температурный режим вдоль длины и между наружной и внутренней поверхностями преформы. 2 96762013.10.30 Все эти недостатки приводят к повышению энергозатрат, снижению качества изделия,увеличению времени производственного цикла при раздуве изделий, а также к усложнению производственного оборудования, оснастки и увеличивают массогабаритные показатели оборудования. Известна также установка для изготовления пустотелого изделия методом раздува, содержащая средство нагрева преформы, формовочное устройство, состоящее из неподвижной и подвижной полуматриц с механизмом их смыкания, узел выдува преформы,включающий в себя выдувную головку, механизм перемещения выдувной головки и электронную систему управления 2. Недостатки известной установки заключаются в том, что нагрев и раздувание преформы осуществляют раздельно - нагрев в камере нагревательной установки, а для превращения нагретой преформы в бутылку после нагрева ее извлекают из камеры нагревательной установки и размещают в пресс-форме агрегата раздувания, где осуществляют раздувание сжатым воздухом до требуемого профиля производимого изделия. При этом система нагрева преформ, состоящая из излучателей линейной формы(кварцевые лампы с вольфрамовой нитью) и системы зеркал в виде цилиндрических эллипсоидов, в одном фокусе которых находятся излучатели, а в другом - оси нагретых заготовок, не обеспечивает в полной мере оптимальный температурный режим вдоль длины и между наружной и внутренней поверхностями преформы. Кроме того, для качественного раздува преформы важно, чтобы различные зоны преформы имели разную температуру нагрева, однако система нагрева преформы в известной установке не обеспечивает выполнение этого условия. Кроме того, средство нагрева перед началом эксплуатации должно предварительно прогреться, это занимает 10-15 минут. Все эти недостатки приводят к повышению энергозатрат, снижению качества изделия,увеличению времени производственного цикла при раздуве изделий, а также к усложнению производственного оборудования, оснастки и увеличивают массогабаритные показатели оборудования. Технической задачей предлагаемой полезной модели является создание установки для изготовления пустотелого изделия методом раздува, обеспечивающей снижение энергозатрат, повышение качества, а также повышение технологичности производственного цикла и снижение массогабаритных показателей оборудования. Технический результат, достигаемый заявляемой установкой, заключается в сокращении времени общего производственного цикла изготовления изделия за счет уменьшения количества технологических операций, в обеспечении равномерности нагрева всех участков преформы и получении равной толщины стенок при изготовлении пустотелого изделия. Технический результат достигается тем, что в заявляемой установке для изготовления пустотелого изделия методом раздува, содержащей средство нагрева преформ, формовочное устройство, состоящее из неподвижной и подвижной полуматриц с механизмом их смыкания, узел выдува преформ, включающий в себя выдувную головку, механизм перемещения выдувной головки и электронную систему управления, согласно полезной модели, средство нагрева преформы выполнено в виде 2-лазера непрерывного действия,включающего оптико-механическое устройство, содержащее корпус с зеркалом и фокусирующую систему, механизм перемещения фокусирующей системы, при этом фокусирующая система выполнена в виде цилиндрического линзодержателя с установленной в нем положительной линзой или с установленными на оптической оси по ходу луча лазера положительной и конической линзами, формирующими лазерный пучок соответственно круглого или кольцевого сечения, диаметр которого примерно равен наружному диаметру преформы, при этом цилиндрический линзодержатель выполнен с наружным диаметром,меньшим внутреннего диаметра преформы, и установлен в выполненном в выдувной головке сквозном отверстии с возможностью осевого перемещения соосно формующей полости формовочного устройства. 3 96762013.10.30 Кроме того, при изготовлении двух и более изделий в одном или нескольких формовочных устройствах 2-лазер дополнительно снабжен устройством разделения излучения лазера на несколько потоков лазерного излучения, выполненным в виде светоделительных зеркал, последовательно установленных по ходу лазерного излучения, дополнительными оптико-механическими устройствами, оптически связанными со светоделительными зеркалами устройства разделения, и выдувными головками, равными количеству изготавливаемых изделий, а также механизмом перемещения каждой фокусирующей системы. Кроме того, механизм перемещения фокусирующей системы выполнен в виде винтовой пары с шаговым электроприводом, связанным с электронной системой управления. Кроме того, механизм перемещения фокусирующей системы выполнен в виде связанного с электронной системой управления силового узла, содержащего неподвижный цилиндрический корпус и шток, связанный с фокусирующей системой. Кроме того, механизм перемещения выдувной головки выполнен пневматическим,или рычажным, или кулачковым, или винтовым. Сущность заявляемой установки для изготовления пустотелого изделия методом раздува заключается в следующем. Выполнение средства нагрева в виде 2-лазера непрерывного действия, управляемого с возможностью сообщения различной плотности мощности лазерного излучения различным участкам преформы, обеспечивает нагрев преформы лазерным излучением в зависимости от профиля изделия. Это значительно упрощает изготовление полого изделия методом раздува, обеспечивает заданную пластичность преформы и тем самым на выходе обеспечивает наилучшее качество изделия. Выполнение фокусирующей системы в виде цилиндрического линзодержателя с установленной в нем положительной линзой или с установленными на оптической оси по ходу луча лазера положительной и конической линзами позволяет формировать лазерное излучение в пучок круглого или кольцевого сечения, диаметр которого примерно равен диаметру преформы, обеспечивая этим равномерный нагрев преформы и повышение качества изделия. Выполнение линзодержателя с наружным диаметром, меньшим внутреннего диаметра преформы, и размещение его в сквозном отверстии, выполненном в выдувной головке,позволяет нагревать преформы в формовочном устройстве, что снижает массогабаритные показатели оборудования. Перемещение фокусирующей системы в осевом направлении внутри преформы обеспечивает объемный нагрев до оптимальных температур одновременно как снаружи, так и изнутри преформы. Это является важнейшим фактором, влияющим на качественный раздув изделий из термопластических преформ, такой как маломерная тара. Сопоставление заявляемого технического решения с известными из уровня техники техническими решениями показывает, что новыми существенными признаками являются преформы нагревают в формовочном устройстве, средство нагрева преформы выполнено в виде 2-лазера непрерывного действия, включающего оптико-механическое устройство,содержащее корпус с зеркалом и фокусирующую систему, механизм перемещения фокусирующей системы, при этом фокусирующая система выполнена в виде цилиндрического линзодержателя с установленной в нем положительной линзой или с установленными на оптической оси по ходу луча лазера положительной и конической линзами, формирующими пучок лазерного излучения в зоне обработки преформы соответственно круглого или кольцевого сечения, примерно равного наружному диаметру преформы. При этом цилиндрический линзодержатель имеет наружный диаметр меньше, чем внутренний диаметр преформы, и установлен в выполненном в выдувной головке сквозном отверстии с возможностью осевого перемещения соосно формующей полости формовочного устройства, что для специалиста явным образом не следует из уровня техники. 4 96762013.10.30 Проведенный заявителем анализ уровня техники позволил установить, что аналоги,характеризующиеся совокупностями признаков, тождественными всем признакам заявляемой установки для изготовления пустотелого изделия методом раздува, отсутствуют. Таким образом, заявляемое техническое решение соответствует критерию новизна. Изложенная сущность заявляемой полезной модели поясняется фигурами, на которых схематично представлены фиг. 1 - общий вид установки для изготовления пустотелого изделия методом раздува в одноместном формовочном устройстве фиг. 2 - общий вид установки для изготовления пустотелого изделия методом раздува в двухформовочных устройствах фиг. 3 - общий вид установки для изготовления пустотелого изделия методом раздува с механизмом перемещения фокусирующей системы, выполненным в виде силового узла фиг. 4 - изображен процесс нагрева преформы лазерным излучением, сформированным в пучок круглого сечения фиг. 5 - изображен процесс нагрева преформы лазерным излучением, сформированным в пучок кольцевого сечения. Установка для изготовления пустотелого изделия методом раздува (фиг. 1) содержит 2-лазер 1, нагревающий преформу 2, формовочное устройство 3, состоящее из неподвижной 4 и подвижной 5 полуматриц с механизмом 6 их смыкания, узел выдува преформ 2, включающий в себя выдувную головку 7 с эластичными герметизирующими кольцами 8, механизм перемещения 9 выдувной головки 7. 2-лазер непрерывного действия включает оптико-механическое устройство 10, содержащее корпус 11 с зеркалом 12 и фокусирующую систему 13, механизм перемещения 14 фокусирующей системы 13. Установка также включает электронную систему управления, состоящую из блоков управления и компьютера (на фигурах не указываются). Фокусирующая система 13 выполнена в виде цилиндрического линзодержателя с установленной в нем положительной линзой 15 (фиг. 4) или с установленными на оптической оси по ходу луча лазера положительной 16 и конической 17 линзами (фиг. 5), формирующими пучок лазерного излучения в зоне обработки преформы 2 соответственно круглого 18 или кольцевого 19 сечения, диаметр которого примерно равен наружному диаметру преформы 2. Цилиндрический линзодержатель выполнен с наружным диаметром, меньшим внутреннего диаметра преформы 2, и установлен в выполненном в выдувной головке 7 сквозном отверстии. Для изготовления в одном или нескольких формовочных устройствах 3 двух и более изделий (фиг. 2) 2-лазер 1 дополнительно снабжен устройством разделения 20 излучение лазера на несколько потоков лазерного излучения, выполненным в виде светоделительных зеркал 21, последовательно установленных по ходу лазерного излучения, дополнительными оптико-механическими устройствами 10, оптически связанными со светоделительными зеркалами 21 устройства разделения 20 и равными количеству изготавливаемых изделий,а также механизмом перемещения 14 каждой фокусирующей системы 13. 2-лазер 1 и механизм перемещения 14 каждой фокусирующей системы 13 связаны с электронной системой управления (на фигурах не указывается). 2-лазер 1 и система управления (на фигурах не указывается) выполнены с возможностью управления уровнем плотности мощности лазерного излучения, прилагаемой к различным участкам преформы 2. В предпочтительном варианте реализации установки механизм перемещения 14(фиг. 1 и 2) фокусирующей системы 13 выполнен в виде винтовой пары 22 с шаговым электроприводом 23, связанным с электронной системой управления (на фигурах не указываются). 5 96762013.10.30 Механизм перемещения 14 фокусирующей системы 13 может быть выполнен в виде силового узла 24 (фиг. 3), содержащего неподвижный цилиндрический корпус 25 и шток 26, связанный с фокусирующей системой 13. Силовой узел 24 связан с электронной системой управления (на фигурах не указываются). Механизм перемещения 9 выдувной головки 7 выполнен пневматическим (гидравлическим), или рычажным, или кулачковым, или винтовым. Установка работает следующим образом. Холодную преформу 2 размещают в формовочном устройстве 3, для чего она поступает в пространство между разобщенными полуматрицами 4 и 5 формовочного устройства 3. Затем полуматрицы 4 и 5 механизмом смыкания 6 соединяют между собой и зажимают горловину преформы 2. После смыкания полуформ 4 и 5 выдувную головку 7 перемещают механизмом 9 и герметизируют полость преформы 2 эластичными кольцами 8. Включают 2-лазер 1 непрерывного действия и направляют излучение зеркалом 12 в оптикомеханическое устройство 10. Включают электропривод 23 механизма 14 и винтовой парой 22 перемещают фокусирующую систему 13 в осевом по направлении по направлению к преформе 2. Перемещение фокусирующей системы 13 может быть осуществлено механизмом 14 выполненным в виде силового узла 24 (фиг. 3). Подают воздух или масло в цилиндрический корпус 25, при этом шток 26 выдвигается и перемещает перемещают фокусирующую систему 13 в осевом направлении по направлению к преформе 2. Механизм 14 перемещает фокусирующую систему 13 в осевом направлении внутри преформы 2 и излучением лазера, сформированным положительной 16 или конической 17 линзами (фиг. 5), в пучок круглого 18 (фиг. 3) или кольцевого сечения 19 (фиг. 4) требуемого диаметра, примерно равного диаметру преформы 2, нагревают преформу 2. В зависимости от профиля изделия 2-лазер 1 нагревает различные участки преформы 2 с различной плотностью мощности лазерного излучения. После нагрева преформы 2 лазерное излучение отключают, затем фокусирующую систему 13 механизмом 14 возвращают в исходное положение и в герметично закрытую полость преформы 2 выдувная головка 7 подает под давлением сжатый воздух. В результате этого пластичная нагретая преформа 2 раздувается до требуемого профиля производимого изделия. Затем механизмы устройства возвращаются в исходное положение, а из раскрытого формовочного устройства извлекают готовое изделие. При изготовлении в одном или нескольких формовочных устройствах 3 двух и более изделий излучение лазера разделяют устройством разделения 20, состоящим из последовательно установленных по ходу лазерного излучения светоделительными зеркалами 21,на несколько потоков лазерного излучения, соответственно равных количеству обрабатываемых преформ 2, которые направляют в свои фокусирующие системы 13. Каждый пучок лазерного излучения и поток сжатого воздуха концентрируют на соответствующей обрабатываемой преформе 2 с помощью соответственно самостоятельных фокусирующих систем 13 и выдувных головок 7. Изготовление изделий осуществляют аналогично обработке одиночной преформы 2. Преимущество такого технического решения состоит в том, что нагрев преформ 2 и формование изделия проводится в одной технологической установке. Кроме этого, предложенная установка позволяет нагревать преформы 2 излучением лазера до оптимальных температур как снаружи, так и изнутри, что является важнейшим фактором при качественном раздувании изделий из термопластических преформ, в частности маломерной тары, такой как банки, бутылки. А также уменьшить энергозатраты, габариты устройства,повысить производительность и технологичность производственного цикла. Заявляемое техническое решение пригодно к осуществлению промышленным способом с использованием существующей технологии производства. 6 96762013.10.30 Таким образом, заявляемое техническое решение соответствует критерию промышленная применимость. Национальный центр интеллектуальной собственности. 20034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B29C 49/02, B29C 49/64
Метки: методом, раздува, изготовления, установка, пустотелого, изделия
Код ссылки
<a href="https://by.patents.su/7-u9676-ustanovka-dlya-izgotovleniya-pustotelogo-izdeliya-metodom-razduva.html" rel="bookmark" title="База патентов Беларуси">Установка для изготовления пустотелого изделия методом раздува</a>
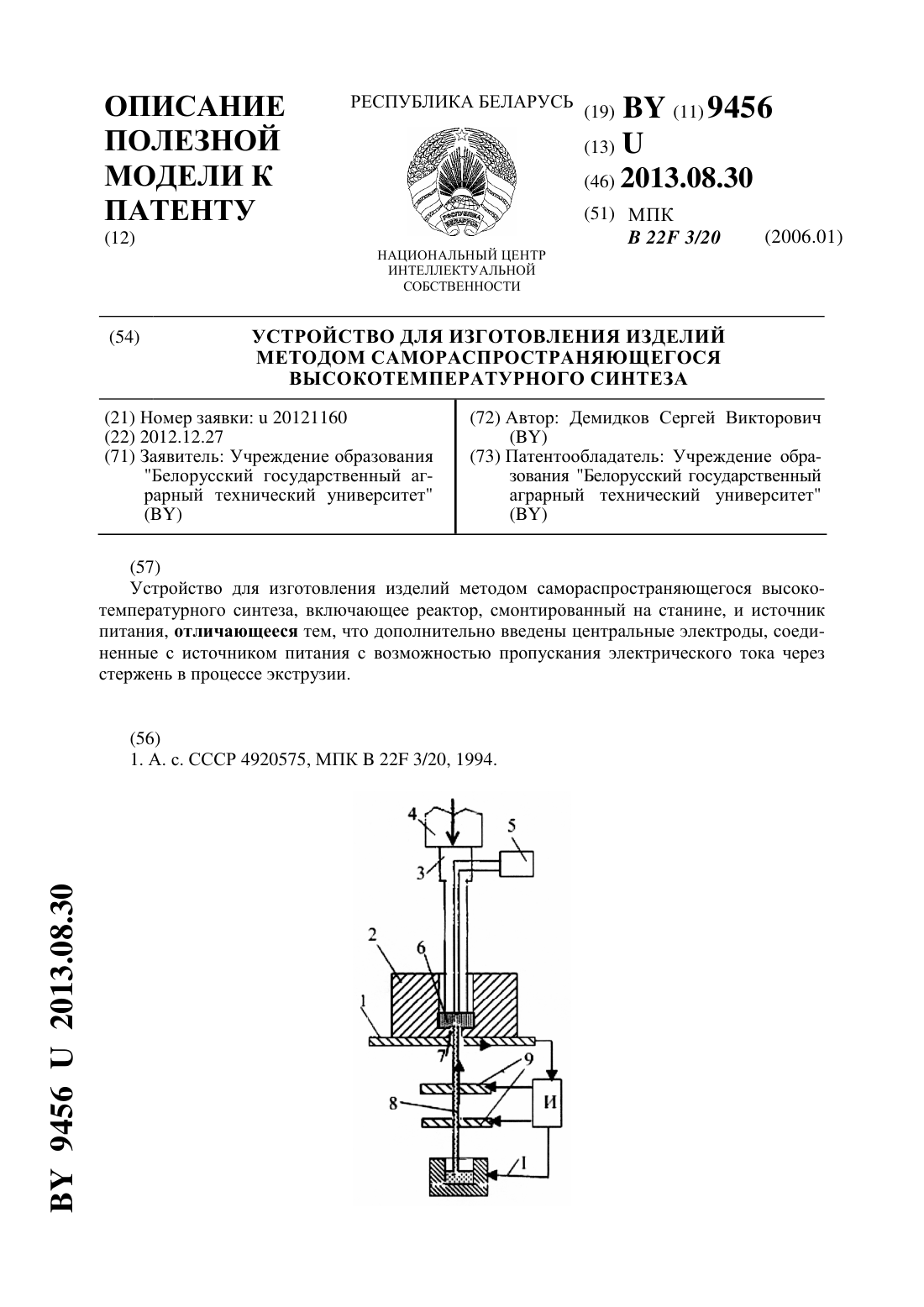
Устройство для изготовления изделий методом самораспространяющегося высокотемпературного синтеза
Номер патента: U 9456
Опубликовано: 30.08.2013
Автор: Демидков Сергей Викторович
МПК: B22F 3/20
Метки: высокотемпературного, синтеза, изготовления, изделий, устройство, методом, самораспространяющегося
Текст:
...взаимоиндукции стержня и соленоида (диаметр соленоида существенно превышает диаметр стержня). Вследствие чего данная установка обеспечивает низкий к.п.д. использования энергии источника. Задачей полезной модели является обеспечение возможности формирования конечного изделия из порошковой смеси при меньших энергозатратах. Техническая задача достигается тем, что в устройстве для изготовления изделий методом самораспространяющегося...
Оснастка для изготовления заготовок из пластифицированной древесины методом контурного прессования
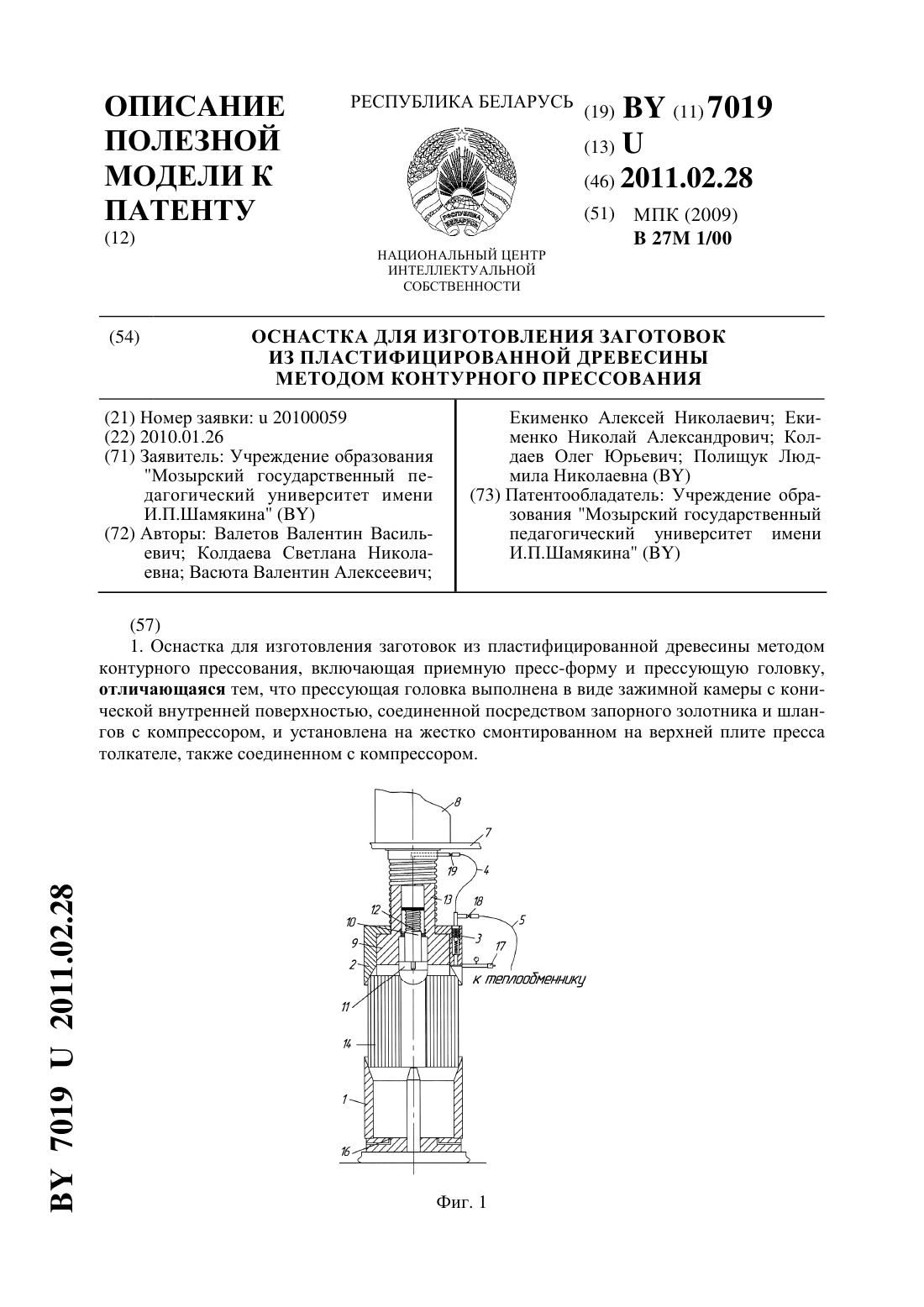
Номер патента: U 7019
Опубликовано: 28.02.2011
Авторы: Васюта Валентин Алексеевич, Екименко Николай Александрович, Екименко Алексей Николаевич, Полищук Людмила Николаевна, Колдаев Олег Юрьевич, Валетов Валентин Васильевич, Колдаева Светлана Николаевна
МПК: B27M 1/00
Метки: пластифицированной, заготовок, прессования, оснастка, изготовления, методом, древесины, контурного
Текст:
...типа втулок выполнено в виде смонтированного внутри толкателя запорного плунжера-клапана со сферическим съемным наконечником, поджимаемым в верхнее положение пружиной. На фиг. 1 изображено предлагаемое устройство на фиг. 2 - схема его установки на гидравлическом прессе. Предлагаемая оснастка содержит приемную пресс-форму 1 и прессующую головку,выполненную в виде зажимной камеры 2. Камера имеет коническую внутреннюю поверхность и соединена при...
Установка для нанесения многослойных тонкопленочных покрытий методом магнетронного распыления
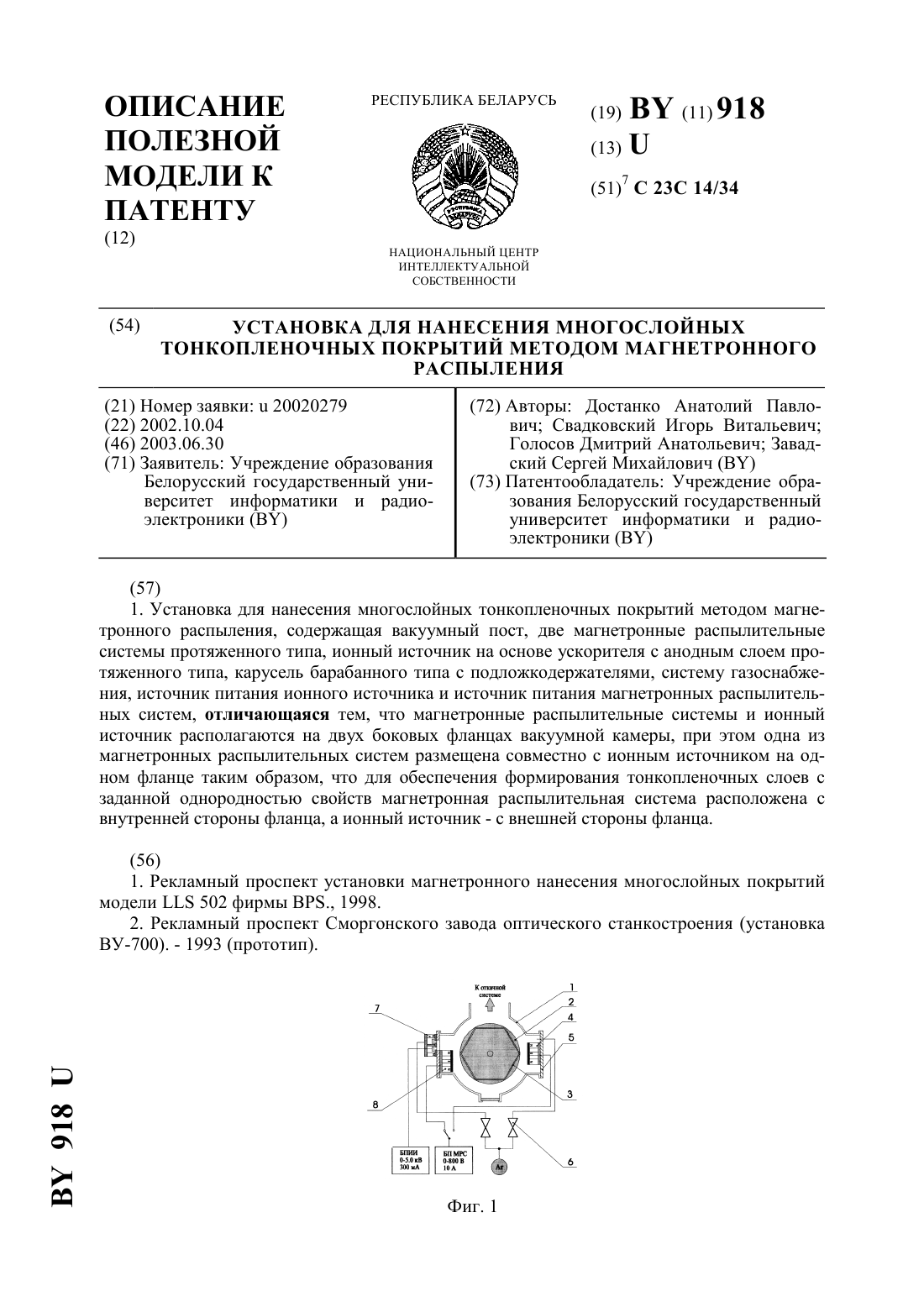
Номер патента: U 918
Опубликовано: 30.06.2003
Авторы: Голосов Дмитрий Анатольевич, Достанко Анатолий Павлович, Завадский Сергей Михайлович, Свадковский Игорь Витальевич
МПК: C23C 14/34
Метки: методом, распыления, установка, магнетронного, покрытий, тонкопленочных, нанесения, многослойных
Текст:
...система расположена с внутренней стороны фланца, а ионный источник - с внешней стороны фланца. Это позволяет обеспечить нанесение тонкопленочных структур с заданной однородностью свойств по поверхности подложки при ограниченных габаритах фланцев Ионный источник включается перед нанесением очередного слоя и обеспечивает стимуляцию разряда магнетрона, что позволяет добиться одновременного функционирования магнетронной...
Установка для термохимической переработки твердых горючих материалов методом пиролиза
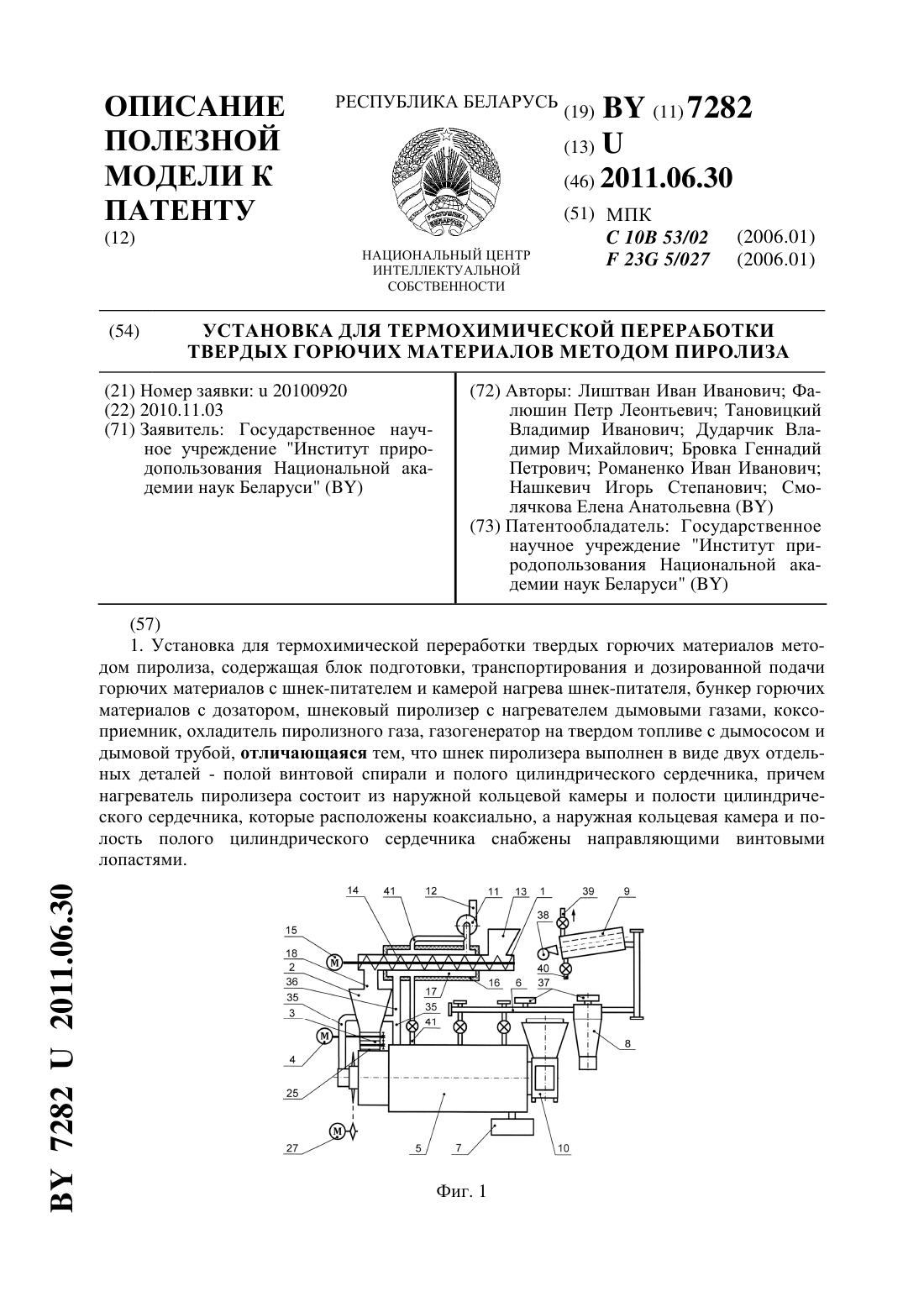
Номер патента: U 7282
Опубликовано: 30.06.2011
Авторы: Нашкевич Игорь Степанович, Лиштван Иван Иванович, Романенко Иван Иванович, Фалюшин Петр Леонтьевич, Бровка Геннадий Петрович, Тановицкий Владимир Иванович, Смолячкова Елена Анатольевна, Дударчик Владимир Михайлович
МПК: C10B 53/02, F23G 5/027
Метки: методом, твердых, пиролиза, установка, материалов, переработки, термохимической, горючих
Текст:
...охладитель пиролизного газа, газогенератор на твердом топливе с дымососом и дымовой трубой, шнек пиролизера выполнен в виде двух отдельных деталей - полой винтовой спирали и полого цилиндрического сердечника, причем нагреватель пиролизера состоит из наружной кольцевой камеры и полости цилиндрического сердечника, которые расположены коаксиально, а наружная кольцевая камера и полость цилиндрического сердечника снабжены направляющими...
Установка для определения давления чулочно-носочного изделия на тело человека
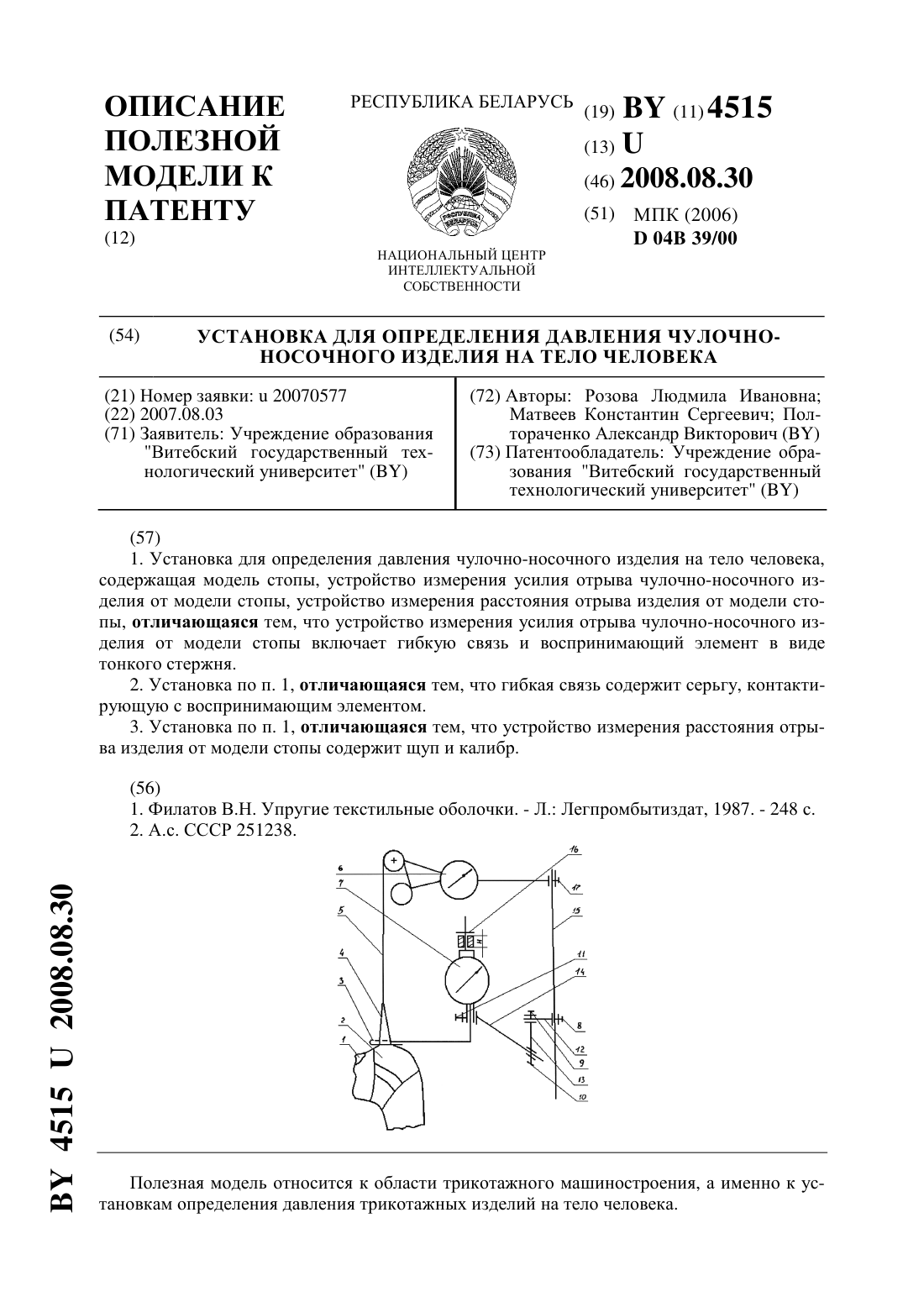
Номер патента: U 4515
Опубликовано: 30.08.2008
Авторы: Розова Людмила Ивановна, Полтораченко Александр Викторович, Матвеев Константин Сергеевич
МПК: D04B 39/00
Метки: определения, тело, человека, установка, изделия, чулочно-носочного, давления
Текст:
...на решение которой направлена полезная модель, является обеспечение точности, достоверности измерения и улучшение обслуживания установки путем упрощения процесса измерения усилия отрыва чулочно-носочного изделия от модели стопы. Поставленная задача достигается тем, что установка для определения давления чулочно-носочного изделия на тело человека содержит модель стопы, устройство измерения усилия отрыва чулочно-носочного изделия от модели...
Предыдущий патент: Устройство для тестирования системы связи
Следующий патент: Радиолокационный приемник
Случайный патент: Система подогрева и подачи дополнительного вязкого топлива в дизельный двигатель с охлаждением наддувочного воздуха