Устройство для нарезания кругосинусоидных канавок
Текст
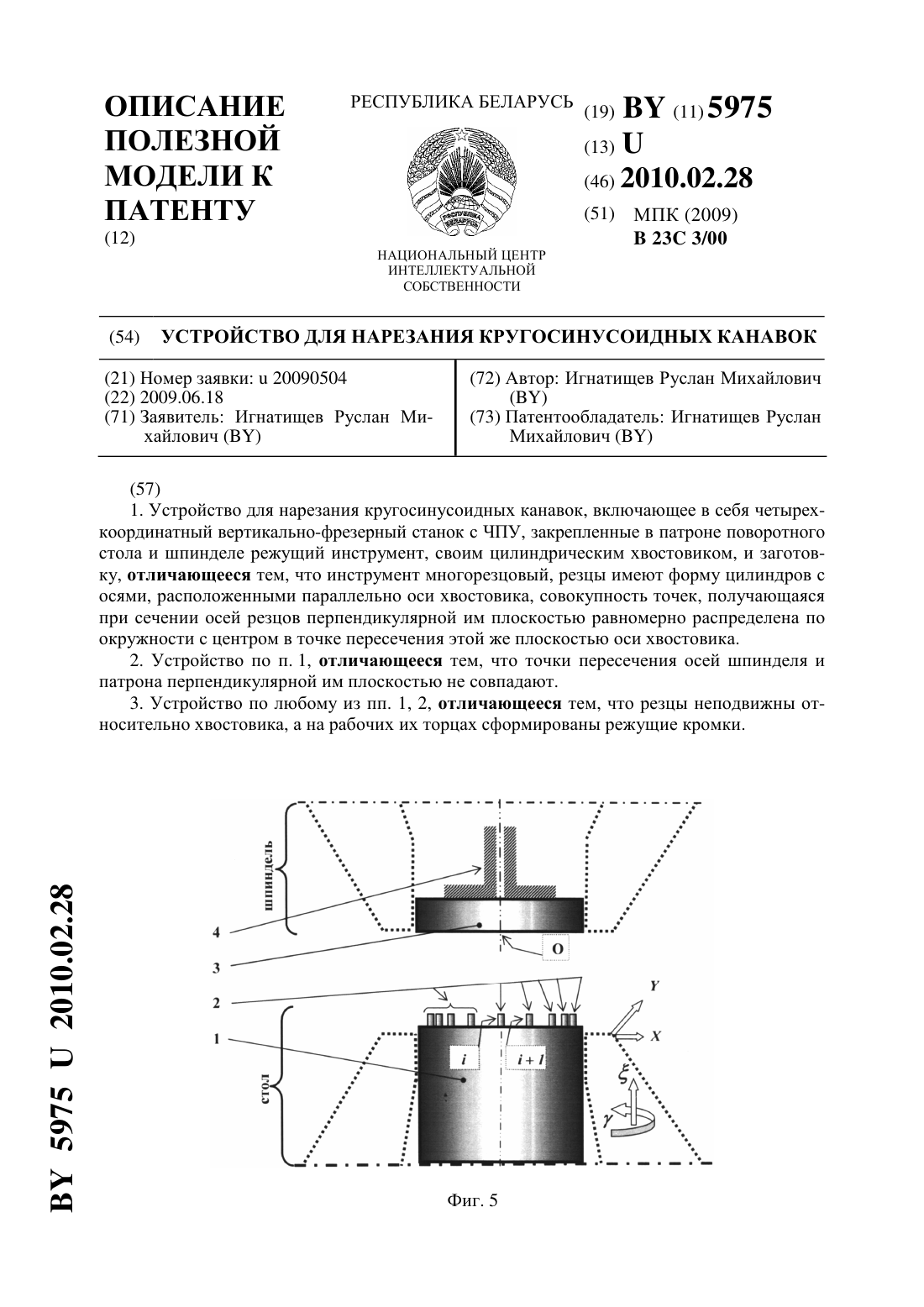
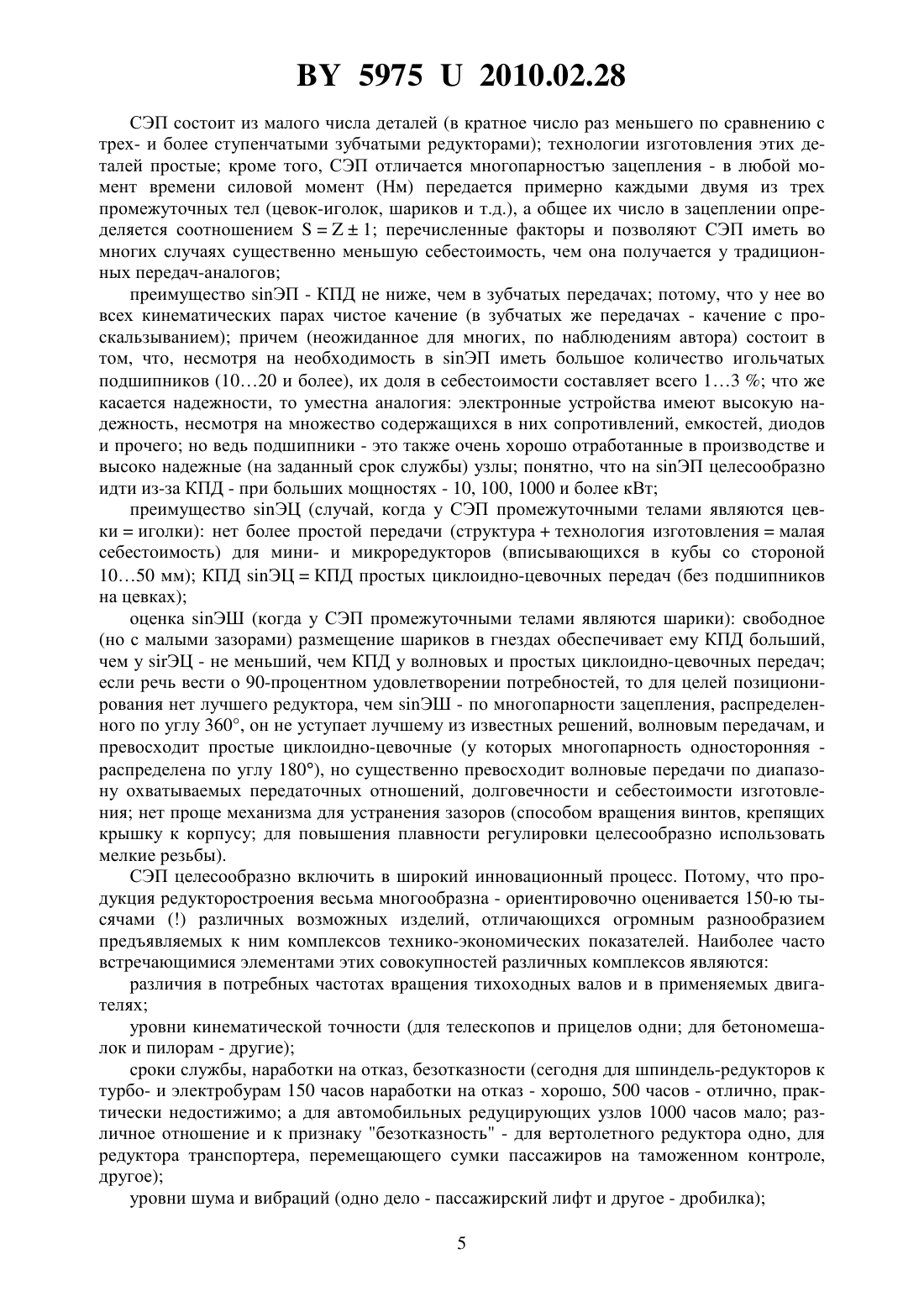
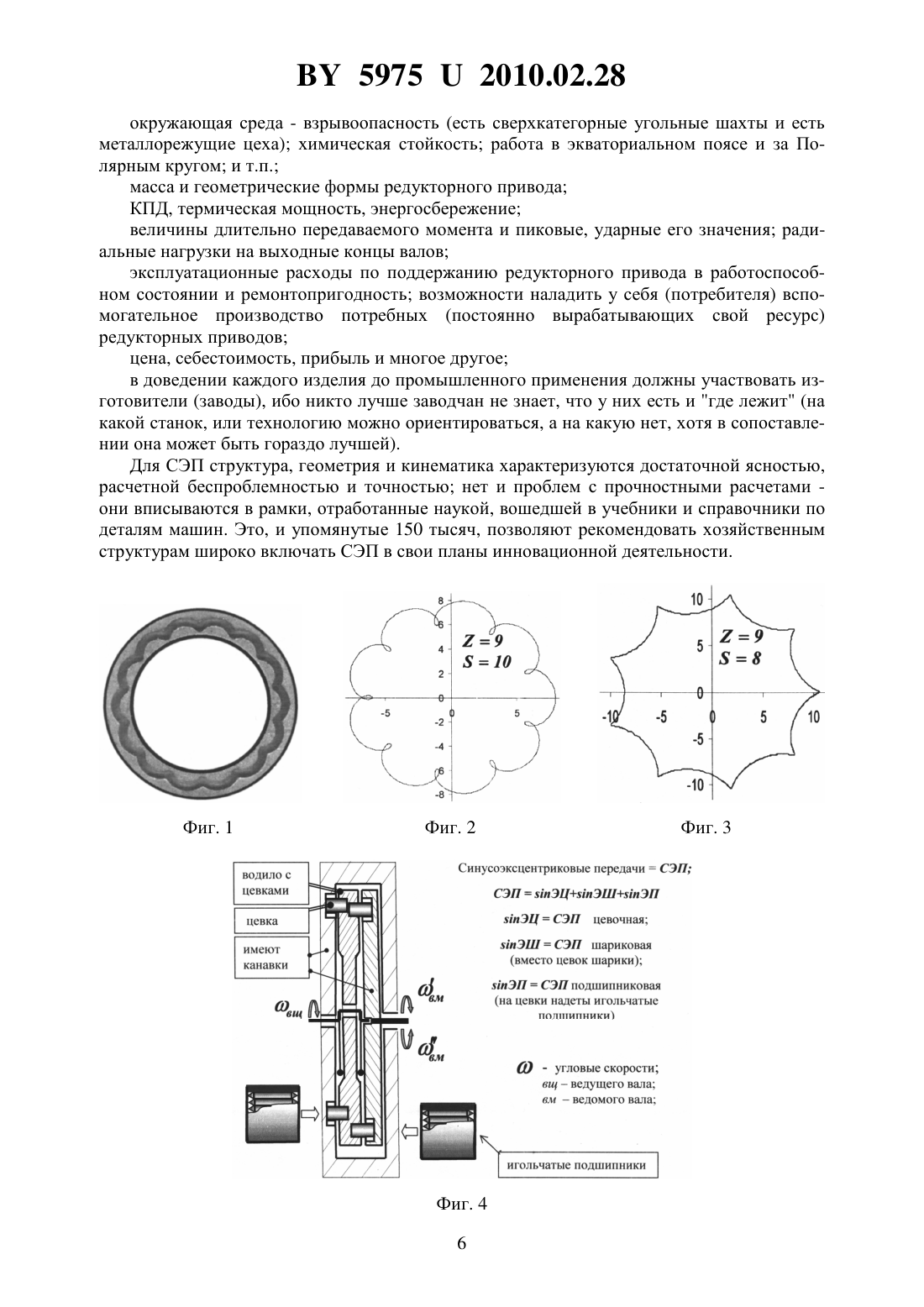
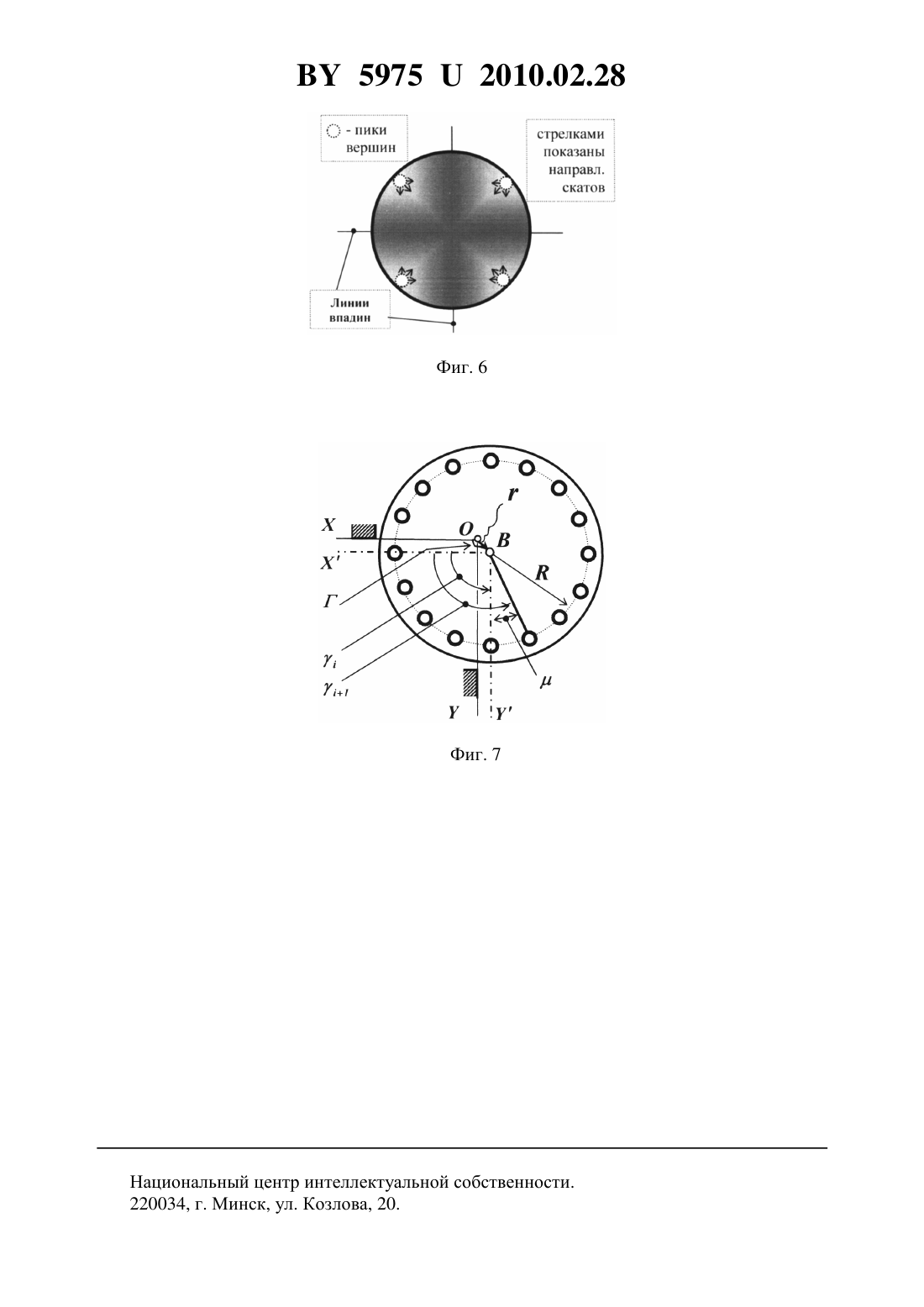
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ КРУГОСИНУСОИДНЫХ КАНАВОК(71) Заявитель Игнатищев Руслан Михайлович(72) Автор Игнатищев Руслан Михайлович(73) Патентообладатель Игнатищев Руслан Михайлович(57) 1. Устройство для нарезания кругосинусоидных канавок, включающее в себя четырехкоординатный вертикально-фрезерный станок с ЧПУ, закрепленные в патроне поворотного стола и шпинделе режущий инструмент, своим цилиндрическим хвостовиком, и заготовку, отличающееся тем, что инструмент многорезцовый, резцы имеют форму цилиндров с осями, расположенными параллельно оси хвостовика, совокупность точек, получающаяся при сечении осей резцов перпендикулярной им плоскостью равномерно распределена по окружности с центром в точке пересечения этой же плоскостью оси хвостовика. 2. Устройство по п. 1, отличающееся тем, что точки пересечения осей шпинделя и патрона перпендикулярной им плоскостью не совпадают. 3. Устройство по любому из пп. 1, 2, отличающееся тем, что резцы неподвижны относительно хвостовика, а на рабочих их торцах сформированы режущие кромки.(56) 1 А.с.1565609 (приоритет от 13.01.1984). 2 Патент РФ 2077971 (приоритет от 12.03.1991). 3. Металлорежущие станки / Под ред. проф. Тепинкичиева В.К. - М. Машиностроение, 1973. - 472 с. - С. 51-52. 4. Станок модели ВМ 133-20 / Гомельский станкостроительный завод. - Паспорт, 2007. 32 с. 5. Игнатищев Шестерням весомая поддержка синусоэксцентриковые передачи.Могилев УПКП МОУТ Соболя, 2007. - 24 с. ил. Область применения полезной модели машиностроение, а именно нарезание на четырехкоординатных вертикально-фрезерных станках с ЧПУ кругосинусоидных канавок для синусоэксцентриковых редуцирующих узлов, в том числе и для малых их размеров (вписывающихся в кубы со стороной 10 мм и более). Известны устройства для обработки криволинейных канавок 1 и 2. Эти аналоги не позволяют формировать кругосинусоидные канавки. Известны также многошпиндельные станки и головки, предназначенные для одновременной работы нескольких сверл, или концевых фрез, и у которых оси вращения отдельных сверл (или фрез) параллельны, а их точки пересечения с перпендикулярной плоскостью равномерно распределены по окружности 3. Недостаток этого аналога невозможность нарезания кругосинусоидных канавок. Наиболее близким устройством по технической сущности и достигаемому результату к полезной модели является четырехкоординатный вертикально-фрезерный станок с ЧПУ,позволяющий нарезать практически любые криволинейные канавки, в том числе и кругосинусоидные 4. Недостаток прототипа невозможность одновременного резания нескольких участков одной кругосинусоидной канавки и технологический процесс, поэтому оказывается трудоемким. Задача, решаемая использованием полезной модели повысить производительность процесса нарезания кругосинусоидных канавок. Решение указанной задачи обеспечивается тем, что устройство для нарезания кругосинусоидных канавок, включающее в себя четырехкоординатный вертикально-фрезерный станок с ЧПУ, закрепленные в патроне поворотного стола и шпинделе режущий инструмент,своим цилиндрическим хвостовиком, и заготовку, согласно полезной модели, инструмент многорезцовый, резцы имеют форму цилиндров с осями, расположенными параллельно оси хвостовика, совокупность точек, получающаяся при сечении осей резцов перпендикулярной им плоскостью равномерно распределена по окружности с центром в точке пересечения этой же плоскостью оси хвостовика. Точки пересечения осей шпинделя и патрона перпендикулярной им плоскостью не совпадают. Резцы неподвижны относительно хвостовика, а на рабочих их торцах сформированы режущие кромки. С целью повышения производительности труда кругосинусоидная канавка нарезается одновременно несколькими резцами. Сущность полезной модели пояснена приложенными фигурами. Фиг. 1-3 пояснен производимый объект фиг. 1 - вид кругосинусоидной канавки фиг. 2 и 3 - примеры основных форм средних линий (кругосинусоид) этой канавки это случаи, когда кругосинусоида оказывается принадлежащей тысячелетиями известным классам эпициклоид и гипоциклоид- число волн (периодов) кругосинусоиды- полное число цевок (шариков или др. промежуточных тел), взаимодействующих со стенками канавки. На фиг. 4 показано строение и основные разновидности синусоэксцентриковых передач - устройств,для которых и предназначены кругосинусоидные канавки. Главный вид устройства для 2 59752010.02.28 нарезания кругосинусоидных канавок представлен на фиг. 5. На фиг. 6 - вид сверху на отдельно взятый резец и режущие его кромки. На фиг. 7 представлена схема, поясняющая требуемую принудительную кинематику многорезцовой фрезы для формирования кругосинусоидных канавок. Устройство полезной модели. Режущий инструмент состоит из хвостовика 1 и резцов 2 он закреплен хвостовиком 1 в патроне поворотной части стола четырехкоординатного вертикально-фрезерного станка с ЧПУ (типа ВМ 133-20, выпускаемого Гомельским станкостроительным заводом). Резцы 2 - это выступающие из хвостовика 1 концы впрессованных в его отверстия кусков термообработанной проволоки - игл. Режущие кромки резцов образуют путем формирования на их торцах двух-трех (или более) цилиндрических впадин - см. фиг. 6 при этом вершины образуются с линиями скатов, начинающимися на режущих кромках и заканчивающимися на дне впадин (т.е. у режущих участков инструмента оказываются сформированными задние углы величиной примерно 1020) формируют их надфилями (армированными алмазным порошком), либо проволокой с использованием электроискрового метода. Длины резцов целесообразно, по соображениям изгибной прочности и жесткости, принимать расположенными в интервале 1,5-2,0 их диаметра. 3 - заготовка закреплена в шпинделе (с возможностью его торможения) этого же четырехкоординатного вертикально-фрезерного станка с ЧПУ состояние заторможенности шпинделя отражено традиционными условными изображениями - позиция 4 на фиг. 5. Кругосинусоидная канавка нарезается на нижнем торце заготовки 3 резцами 2 режущего инструмента. Требуемую принудительную кинематику режущему инструменту 1-2 обеспечивают управляющей программой, в которой функции , ,ивыражают через аргумент Г. При этом (см. фиг. 7) О - проекция оси шпинделя на горизонтальную плоскостьнеподвижная система отсчета (связана с заготовкой 3)- радиус окружности расположения точек пересечения осей резцов с горизонтальной плоскостью, В - ее центр радиус этой окружности равен радиусу окружности, относительно которой расположена волнами кругосинусоида (краткое ее название окружность кругосинусоиды)- система отсчета, поступательно перемещающаяся относительно , с началом во времени совпа дающим с точкой В- радиус-вектор, определяющий положение системы ХВотносительноего модуль равен амплитуде кругосинусоиды Г - полярный угол, определяющий положениеотносительно оси .и 1, - углы, определяющие положения -того и (1)-го резцов относительно оси .- угловой шаг резцов они, в количестве , равномерно распределены по окружности, т.е.- это приращение угловой координатыпри переходе от-того резца к соседнему - (1)-му.исвязаны соотношением 1 прикругосинусоида имеет вид, представленный на фиг. 3 при ею оказывается эпициклоида (представлена на фиг. 2). Полезная модель работает следующим образом. Составляют управляющую программу и с ее помощью осуществляют техпроцесс по нарезанию на заготовке кругосинусоидной канавки заданной глубины Н (и с другими заданными ее геометрическими формами). При составлении программы руководствуются следующими соотношениями и действиями приводят фрезу в соприкосновение с заготовкой считают, что в этом положении системы Г 0 и 0 (т.е. В считают расположенным на оси , чему соответствует Хв,в 0), принимают также 0 руководствуясь возможностями станка (например для многоцелевого станка модели ИР 320 ПМФ 4 в соответствии с приводимыми в справочниках данными минимальная дискретность по угловому шагу поворотного стола составляет 0,001) и накопленным опытом,специалисты принимают шаг Г наращивания аргумента Г быстроту наращивания аргумента в начале инновационного процесса целесообразно принимать, считая угловую ско ростьрадиус-векторапостоянной и расположенной в интервале 1-10 об/мин 3 59752010.02.28 так какГ,Г, то ХВ и В определяют из соотношений ХГ(-Г),Г(Г) приращения для второго полярного углаопределяют, пользуясь связью Г Гпринимают при нарезании эпициклоидных канавок (когда ис пользуют соотношение 1) - принимают при нарезании гипоциклоидных канавок (когда используют соотношение- 1) если- максимальные толщины снимаемых резцами стружек, то на начальной стадии экспериментальной отработки техпроцесса, при количестве резцов от 10 до 20 и их диаметрах до 5 мм, автор рекомендует дляпринимать значения, расположенные в интерваГле 0,02-0,10 мм это значит рекомендует принимать 2 если Н - требуемая глубина производимой канавки, то необходимый для ее получения,визуально просто отслеживаемый, угол поворота фрезы (в радианах) определяется по формуле 2 21,2 полнрезаниязачисткаН зачистка - угол поворота фрезы, обеспечивающий выглаживание дна канавки выполня 2 ется припри идеализированном подходезачистка 1,2 - коэффициент запаса. Детали с кругосинусоидными канавками работают в составе синусоэксцентриковых передач (СЭП). Краткое структурно-кинематическое их описание приведено на фиг. 4,подробно в 5. СЭП - это новая структура редукторных передач, перспективная, но мало известная, что обязывает сообщить о главных особенностях и преимуществах этого нового в технической жизни общества устройства СЭП предоставили конструкторам новые компоновочные возможности (позволили занимать эксплуатационно-промышленные ниши, которые до сих пор не поддавались освоению с помощью традиционных передач) в частности, СЭП позволяют создавать высокомоментные редуцирующие узлы, вписывающиеся в щелеобразные пространства - СЭП могут иметь форму диска малой толщины (с ведущим валом в виде, например, шкива ременной передачи) с рядом других оригинальных конструктивных решений для СЭП можно ознакомиться в а.с. и в патентах на полезные модели, библиографические описания которых приведены в 5 у СЭП практически нет проблем с изгибной прочностью, которые имеют место у зубчатых передач что же касается контактной прочности, то у СЭП твердости поверхностей высших пар без проблем можно делать максимальными для сегодняшнего уровня развития машиностроения - 5763(у сопряженных поверхностей на 5-10 единиц меньше) причем у традиционных эвольвентных передач имеет место явление монотонно существенного возрастания, во времени, контактных напряжений в околополюсных зонах активных поверхностей зубьев (это принципиальный их недостаток он обусловлен сильным влиянием на радиусы кривизны эксплуатационно-нормальных износов например, максимальный по профилю износ, посередине ножки зуба, величиной всего 0,1 мм у зубчатого колеса с модулем 10 мм при 29 зубцах приводит к увеличению кривизны, в опасной по питтингу зоне - в околополюсной зоне, в 3 раза а для работающего на Могилевском Химволокно в составе мультипликатора зубчатого колеса с 285 зубцами и модулем в нормальном сечении 4,5 мм кривизна увеличивается, в опасной по питтингу зоне, в три раза при максимальном по профилю износе всего в 0,01 мм при износе же в 0,05 мм эта кривизна возрастает в 10 раз) у СЭП нет явления повышения во времени контактных напряжений и если она правильно спроектирована, изготовлена и эксплуатируется, то питтинг у нее не появится 4 59752010.02.28 СЭП состоит из малого числа деталей (в кратное число раз меньшего по сравнению с трех- и более ступенчатыми зубчатыми редукторами) технологии изготовления этих деталей простые кроме того, СЭП отличается многопарностъю зацепления - в любой момент времени силовой момент (Нм) передается примерно каждыми двумя из трех промежуточных тел (цевок-иголок, шариков и т.д.), а общее их число в зацеплении определяется соотношением 1 перечисленные факторы и позволяют СЭП иметь во многих случаях существенно меньшую себестоимость, чем она получается у традиционных передач-аналогов преимущество ЭП - КПД не ниже, чем в зубчатых передачах потому, что у нее во всех кинематических парах чистое качение (в зубчатых же передачах - качение с проскальзыванием) причем (неожиданное для многих, по наблюдениям автора) состоит в том, что, несмотря на необходимость в ЭП иметь большое количество игольчатых подшипников (1020 и более), их доля в себестоимости составляет всего 13 что же касается надежности, то уместна аналогия электронные устройства имеют высокую надежность, несмотря на множество содержащихся в них сопротивлений, емкостей, диодов и прочего но ведь подшипники - это также очень хорошо отработанные в производстве и высоко надежные (на заданный срок службы) узлы понятно, что на ЭП целесообразно идти из-за КПД - при больших мощностях - 10,100, 1000 и более кВт преимущество ЭЦ (случай, когда у СЭП промежуточными телами являются цевкииголки) нет более простой передачи (структуратехнология изготовлениямалая себестоимость) для мини- и микроредукторов (вписывающихся в кубы со стороной 1050 мм) КПД ЭЦКПД простых циклоидно-цевочных передач (без подшипников на цевках) оценка ЭШ (когда у СЭП промежуточными телами являются шарики) свободное(но с малыми зазорами) размещение шариков в гнездах обеспечивает ему КПД больший,чем у ЭЦ - не меньший, чем КПД у волновых и простых циклоидно-цевочных передач если речь вести о 90-процентном удовлетворении потребностей, то для целей позиционирования нет лучшего редуктора, чем ЭШ - по многопарности зацепления, распределенного по углу 360, он не уступает лучшему из известных решений, волновым передачам, и превосходит простые циклоидно-цевочные (у которых многопарность односторонняя распределена по углу 180), но существенно превосходит волновые передачи по диапазону охватываемых передаточных отношений, долговечности и себестоимости изготовления нет проще механизма для устранения зазоров (способом вращения винтов, крепящих крышку к корпусу для повышения плавности регулировки целесообразно использовать мелкие резьбы). СЭП целесообразно включить в широкий инновационный процесс. Потому, что продукция редукторостроения весьма многообразна - ориентировочно оценивается 150-ю тысячамиразличных возможных изделий, отличающихся огромным разнообразием предъявляемых к ним комплексов технико-экономических показателей. Наиболее часто встречающимися элементами этих совокупностей различных комплексов являются различия в потребных частотах вращения тихоходных валов и в применяемых двигателях уровни кинематической точности (для телескопов и прицелов одни для бетономешалок и пилорам - другие) сроки службы, наработки на отказ, безотказности (сегодня для шпиндель-редукторов к турбо- и электробурам 150 часов наработки на отказ - хорошо, 500 часов - отлично, практически недостижимо а для автомобильных редуцирующих узлов 1000 часов мало различное отношение и к признаку безотказность - для вертолетного редуктора одно, для редуктора транспортера, перемещающего сумки пассажиров на таможенном контроле,другое) уровни шума и вибраций (одно дело - пассажирский лифт и другое - дробилка) 5 59752010.02.28 окружающая среда - взрывоопасность (есть сверхкатегорные угольные шахты и есть металлорежущие цеха) химическая стойкость работа в экваториальном поясе и за Полярным кругом и т.п. масса и геометрические формы редукторного привода КПД, термическая мощность, энергосбережение величины длительно передаваемого момента и пиковые, ударные его значения радиальные нагрузки на выходные концы валов эксплуатационные расходы по поддержанию редукторного привода в работоспособном состоянии и ремонтопригодность возможности наладить у себя (потребителя) вспомогательное производство потребных (постоянно вырабатывающих свой ресурс) редукторных приводов цена, себестоимость, прибыль и многое другое в доведении каждого изделия до промышленного применения должны участвовать изготовители (заводы), ибо никто лучше заводчан не знает, что у них есть и где лежит (на какой станок, или технологию можно ориентироваться, а на какую нет, хотя в сопоставлении она может быть гораздо лучшей). Для СЭП структура, геометрия и кинематика характеризуются достаточной ясностью,расчетной беспроблемностью и точностью нет и проблем с прочностными расчетами они вписываются в рамки, отработанные наукой, вошедшей в учебники и справочники по деталям машин. Это, и упомянутые 150 тысяч, позволяют рекомендовать хозяйственным структурам широко включать СЭП в свои планы инновационной деятельности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B23C 3/00
Метки: канавок, устройство, нарезания, кругосинусоидных
Код ссылки
<a href="https://by.patents.su/7-u5975-ustrojjstvo-dlya-narezaniya-krugosinusoidnyh-kanavok.html" rel="bookmark" title="База патентов Беларуси">Устройство для нарезания кругосинусоидных канавок</a>
Устройство для расточки кольцевых канавок
Номер патента: U 2905
Опубликовано: 30.08.2006
Авторы: Кравченко Виктор Иванович, Костюкович Геннадий Александрович, Семеняко Михаил Михайлович, Воропаев Олег Леонидович
МПК: B23B 41/00
Метки: устройство, расточки, кольцевых, канавок
Текст:
...затрат и увеличение производительности труда. Поставленная задача решается следующим образом. Согласно полезной модели устройство для расточки кольцевых канавок, содержащее корпус и эксцентрично расположенный резцедержатель, снабжено зубчатыми колесами,установленными на корпусе и резцедержателе, отличающимися по количеству зубьев на один и приводными зубчатыми колесами, имеющими одинаковое количество зубьев. Существенность...
Способ восстановления канавок поршней
Номер патента: 707
Опубликовано: 30.06.1995
Авторы: Титов В. Ф., Басинский Владимир Иванович, Баранкевич Михаил Мелентьевич, Пашкевич Казимир Антонович, Сухоруков В. Ф., Семенов Владимир Иванович, Атрашевский Михаил Александрович, Иванов В. П., Тимофеев Леонид Николаевич
МПК: B23P 6/02
Метки: способ, поршней, восстановления, канавок
Текст:
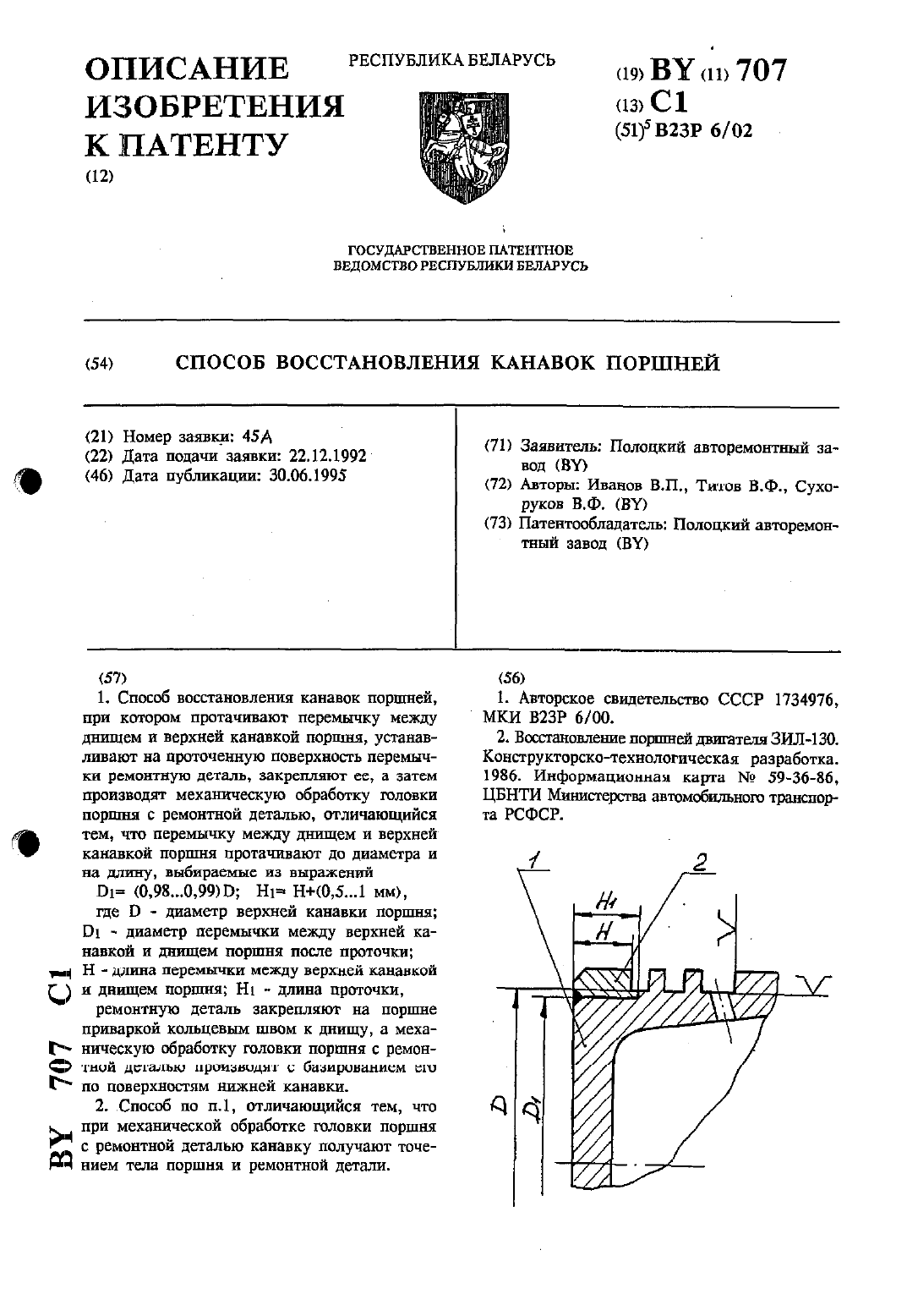
...и закрепленной ремонтной детали с базированием поршня по поверхности нижней канавки под поршневое кольцо.Указанная задача решается за счет тою, что в способе восстановления канавок поршней, 10включающем операции протачивания перемычки между дншцем и верхней Канавкой поршня установки на проточенную поверхность перемычки ремонтной детали, закрепления ее и механической обработки головки поршня с ремонтной деталью, точение перемычки между верхней...
Устройство для нарезания зубьев долбяком в фасонных рейках
Номер патента: U 376
Опубликовано: 30.12.2001
Авторы: Кураш Георгий Станиславович, Иващенко Галина Георгиевна
МПК: B23F 15/00
Метки: устройство, нарезания, зубьев, долбяком, фасонных, рейках
Текст:
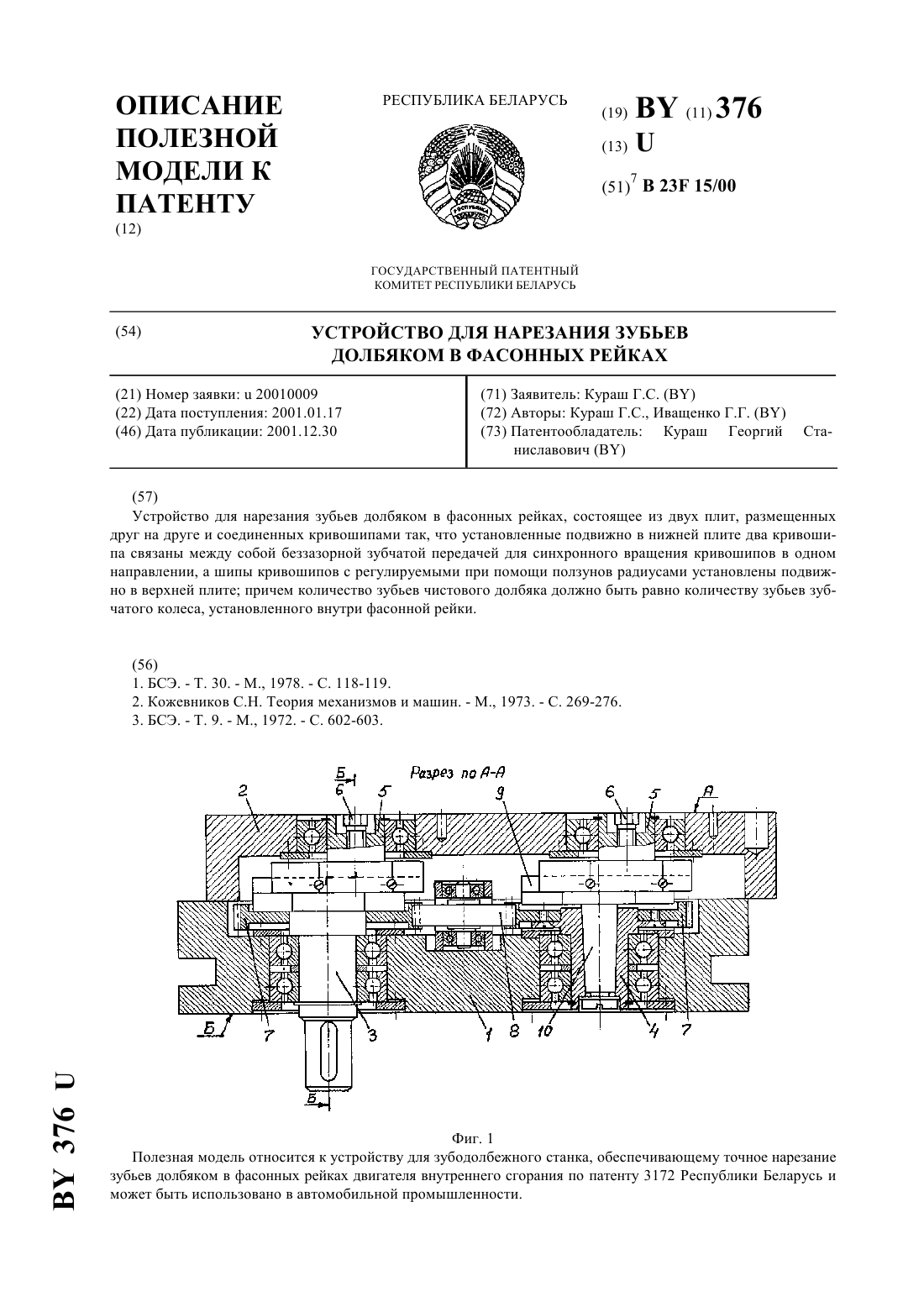
...шипов относительно оси вращения кривошипа обеспечивается зажимными болтами, установленными по оси шипов. На фиг. 1 изображен общий вид устройства в разрезе по А-А, на фиг. 2 - вид устройства сверху, на фиг. 3- разрез по Б-Б фиг. 1 , на фиг. 4 - двигатель в разрезе с фасонной рейкой по патенту 3172 Республики Беларусь. Устройство состоит из основания 1 (фиг. 1, 3), на верхней плоскости которого установлена идентичная по ширине и длине,...
Устройство для нарезания зубьев
Номер патента: 12512
Опубликовано: 30.10.2009
Авторы: Хатетовский Станислав Николаевич, Коротун Наталья Владимировна
МПК: B23F 9/00
Метки: устройство, нарезания, зубьев
Текст:
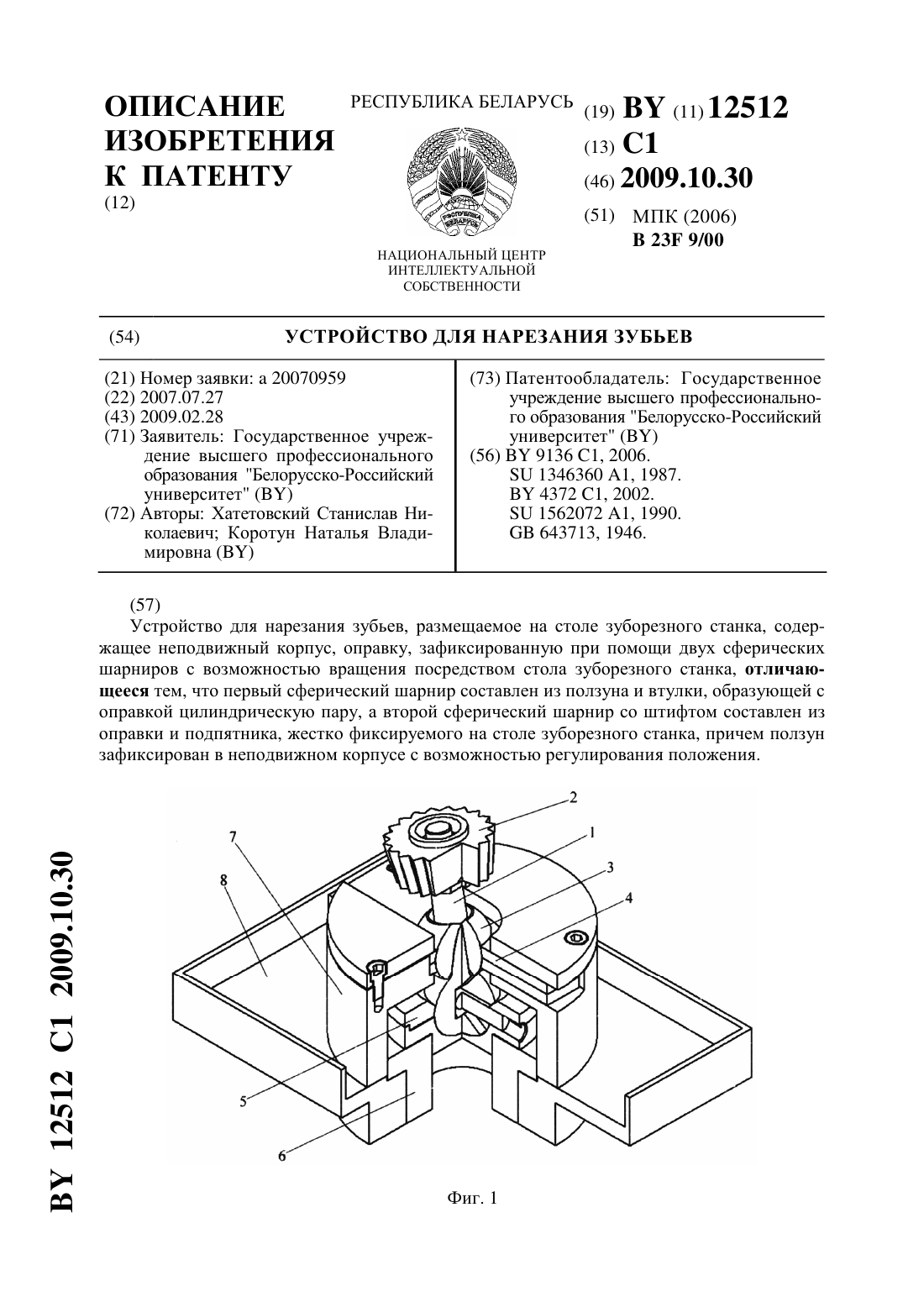
...изобретению, первый сферический шарнир составлен из ползуна и втулки, образующей с оправкой цилиндрическую пару, а второй сферический шарнир со штифтом составлен из оправки и подпятника, жестко фиксируемого на столе зуборезного станка, причем ползун зафиксирован в неподвижном корпусе с возможностью регулирования положения. В устройстве прототипа ось вращения оправки наклонена под постоянным углом относительно оси вращения стола станка, т.к....
Способ обработки профиля канавок наружных цилиндрических поверхностей и накатник роликовый для его осуществления
Номер патента: 6747
Опубликовано: 30.12.2004
Авторы: Черкашин Василий Павлович, Гаухштейн Иосиф Самуилович, Войналович Леонид Антонович, Сидоренко Михаил Иванович
МПК: B24B 39/04
Метки: цилиндрических, наружных, поверхностей, роликовый, осуществления, обработки, канавок, способ, профиля, накатник
Текст:
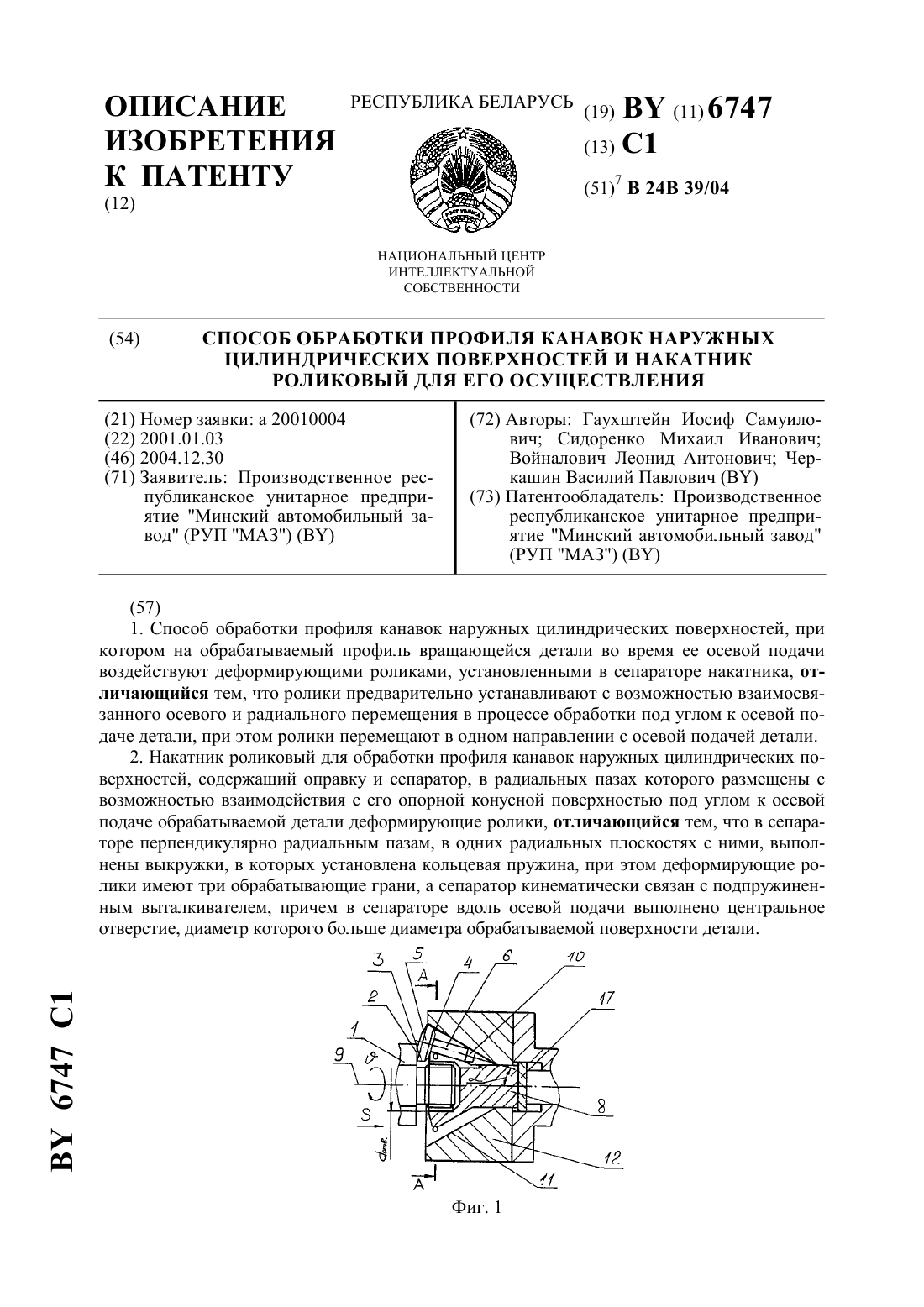
...при этом обрабатывающие грани роликов опираются на все обрабатываемые поверхности канавки детали и на опорную конусную поверхность корпуса накатника. Расположение роликов под углом к оси подачи обеспечивает этот упор. Возможность взаимосвязанного осевого и радиального перемещения роликов в процессе обработки профиля детали обеспечивает движение инструмента по обрабатываемым поверхностям и возможность его возврата в исходное положение...
Предыдущий патент: Лазер
Следующий патент: Муфта двойного управления
Случайный патент: Биологически активный препарат для нормализации гомеостаза, обмена веществ, профилактики или лечения иммунодефицита у животных