Способ изготовления изделия из композиционного материала на основе высоковязкого полимера (варианты)
Номер патента: 9396
Опубликовано: 30.06.2007
Авторы: Овчинников Евгений Витальевич, Костюкович Геннадий Александрович, Кравченко Виктор Иванович, Струк Василий Александрович, Горбацевич Геннадий Николаевич, Авдейчик Сергей Валентинович
Текст
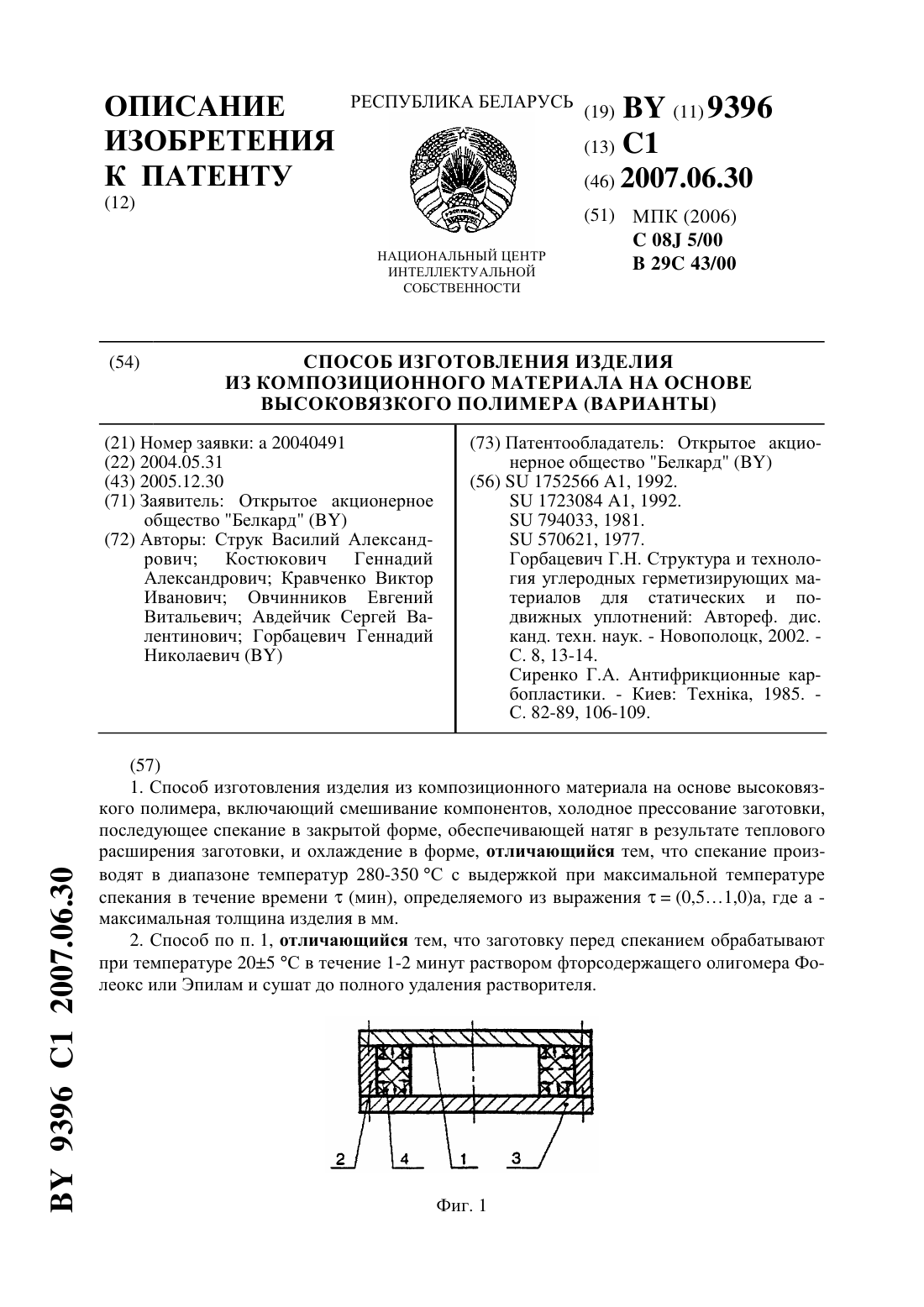
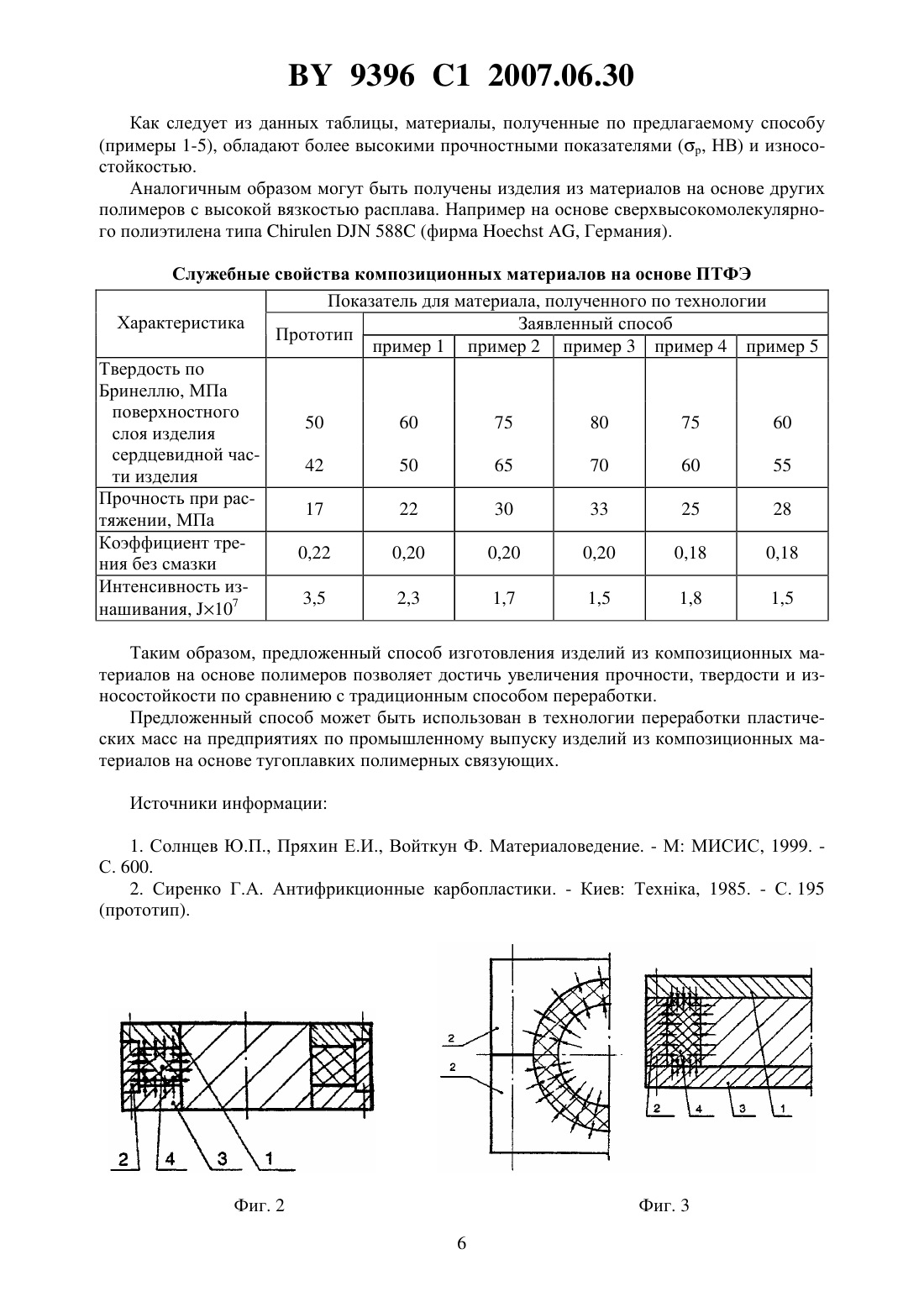
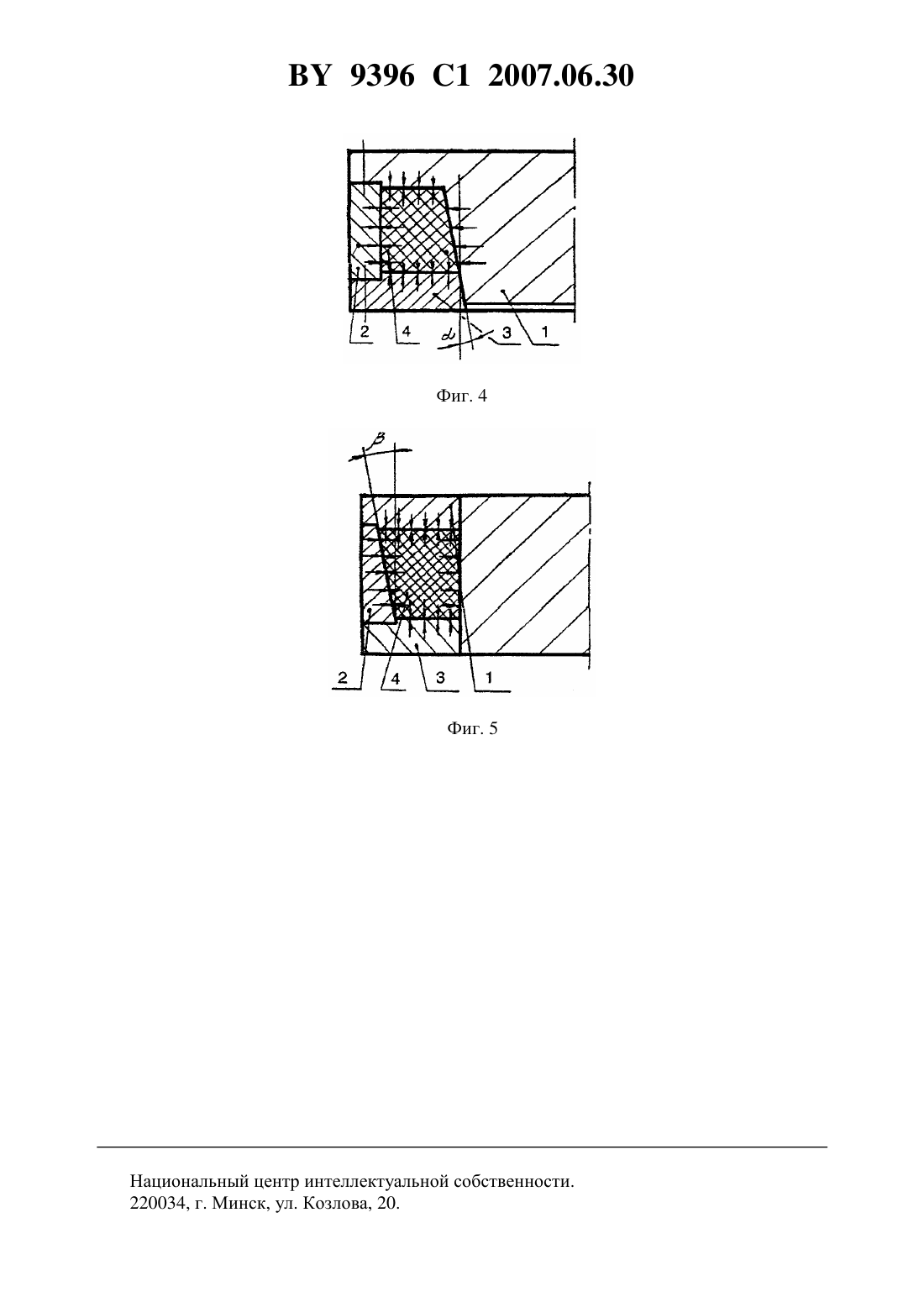
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВЫСОКОВЯЗКОГО ПОЛИМЕРА (ВАРИАНТЫ)(71) Заявитель Открытое акционерное общество Белкард(72) Авторы Струк Василий Александрович Костюкович Геннадий Александрович Кравченко Виктор Иванович Овчинников Евгений Витальевич Авдейчик Сергей Валентинович Горбацевич Геннадий Николаевич(73) Патентообладатель Открытое акционерное общество Белкард(56)1752566 1, 1992.1723084 1, 1992.794033, 1981.570621, 1977. Горбацевич Г.Н. Структура и технология углеродных герметизирующих материалов для статических и подвижных уплотнений Автореф. дис. канд. техн. наук. - Новополоцк, 2002. С. 8, 13-14. Сиренко Г.А. Антифрикционные карбопластики. - Киев Технка, 1985. С. 82-89, 106-109.(57) 1. Способ изготовления изделия из композиционного материала на основе высоковязкого полимера, включающий смешивание компонентов, холодное прессование заготовки,последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, отличающийся тем, что спекание производят в диапазоне температур 280-350 С с выдержкой при максимальной температуре спекания в течение времени(мин), определяемого из выражения(0,51,0)а, где а максимальная толщина изделия в мм. 2. Способ по п. 1, отличающийся тем, что заготовку перед спеканием обрабатывают при температуре 205 С в течение 1-2 минут раствором фторсодержащего олигомера Фолеокс или Эпилам и сушат до полного удаления растворителя. 9396 1 2007.06.30 3. Способ по п. 1, отличающийся тем, что охлаждение осуществляют в жидкой среде при температуре 205 С. 4. Способ изготовления изделия из композиционного материала на основе высоковязкого полимера, включающий смешивание компонентов, холодное прессование заготовки,последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, отличающийся тем, что заготовку подвергают предварительному механическому натягу, а затем спекают в закрытой форме в диапазоне температур 280-350 С с выдержкой при максимальной температуре в течение времени(мин), определяемого из выражения(1,01,5)а, где а - максимальная толщина изделия в мм, и охлаждение ведут со скоростью 1-1,5/мин. 5. Способ изготовления изделия из композиционного материала на основе высоковязкого полимера, включающий смешивание компонентов, холодное прессование заготовки,последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, отличающийся тем, что заготовку спекают в закрытой форме с натягом по двухступенчатому циклу с последующим отжигом,причем первую стадию цикла осуществляют при температуре 2805 С в течение времени(мин), определяемого из выражения(0,51,0)а, где а - максимальная толщина изделия в мм, а вторую стадию цикла осуществляют при температуре 3505 С в течение времени(мин), определяемого из выражения(1,01,5)а, отжиг осуществляют при температуре 2805 С в течение времени(мин), определяемого из выражения(0,51,0)а, и охлаждение ведут со скоростью 0,5-1/мин. Изобретение относится к полимерному материаловедению и может быть использовано в машиностроении для получения изделий из полимерных материалов различного функционального назначения. Известны способы переработки полимерных композиционных материалов в изделия литье под давлением, экструзия, вакуум-пневмоформирование, горячее прессование 1. Эти способы основаны на переводе полимерного компонента материала в вязко-текучее состояние, позволяющее заполнить расплавленной или пластичной массой оформляющую полость формы и зафиксировать полученное изделие, охладив форму до температуры меньшей, чем температура плавления полимера. Такие способы широко применяются для переработки в изделия композиционных материалов, у которых полимерная матрица имеет сравнительно невысокую температуру плавления (100-250 С), а расплав полимера обладает достаточно низкой вязкостью. Сочетание этих факторов позволяет заполнять оформляющую полость литьевой формы расплавом композиционного материала при относительно невысоких давлениях литья. Данные способы пригодны для композиционных материалов с низкой температурой плавления, невысокой вязкостью расплава и достаточной термостойкостью. Существуют полимерные материалы, у которых температура плавления и термостойкость (стойкость к термодеструкции полимерной молекулы) имеют близкое значение. В результате переработка таких материалов в изделия литьем под давлением практически невозможна или требует применения специальных технологических приемов - введения термостабилизаторов, повышающих термостойкость, применения специальной оснастки и оборудования, исключающего возможность нахождения расплава полимера в высокотемпературной зоне более чем время индукции процесса термоокислительной деструкции и т.п. Эти обстоятельства существенно усложняют технологию переработки таких материалов в изделия и существенно увеличивают стоимость изделий. К числу полимерных материалов, имеющих температуру плавления, близкую к температуре термодеструкции, и высокую вязкость расплава, относятся фторсодержащие поли 2 9396 1 2007.06.30 меры - фторопласты, прежде всего политетрафторэтилен (ПТФЭ) или фторопласт-4. Фторопласт-4 обладает уникальным сочетанием физико-механических, теплофизических,триботехнических характеристик и химической стойкости. Однако температура плавления ПТФЭ и температура его термоокислительной деструкции близки. Кроме того, фторопласт-4 имеет высокую вязкость расплава. Данные обстоятельства не позволяют изготавливать изделия из ПТФЭ и композиций на его основе наиболее производительным методом литья под давлением. Поэтому изделия из материалов на основе ПТФЭ получают по двум основным технологиям - экструзией через обогреваемую формующую головку и прессованием с последующим спеканием. Первая технология позволяет получать длинномерные изделия сравнительно простого сечения - цилиндрические стержни, трубы, специальные профили, ленты, пластины и т.п. Прототипом изобретения является способ изготовления изделий из композиционных материалов на основе политетрафторэтилена, заключающийся в смешивании компонентов, холодном прессовании заготовок из порошкообразных компонентов при удельном давлении 40-60 МПа и последующем свободном спекании заготовок в термошкафу при температуре 28010 С 2. Недостатками прототипа являются многостадийность процесса изготовления изделий относительно невысокие прочностные характеристики изделий, что обусловлено отсутствием давления в процессе их формирования, длительностью процесса формирования изделий, что приводит к значительным удельным энергетическим затратам существенный градиент механических и триботехнических характеристик по сечению изделия, обусловленный действием термоокислительной среды на компоненты материала. Задачей изобретения является получение изделий из композиционных материалов на основе высоковязких полимеров с высокими прочностными и триботехническими характеристиками и положительным градиентом свойств по сечению, уменьшение продолжительности технологического цикла формирования изделий, уменьшение интенсивности термоокислительной деструкции компонентов материала. Поставленная задача решается тем, что в заявленном способе изготовления изделия из композиционного материала на основе высоковязкого полимера, включающем смешивание компонентов, холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, спекание производят в диапазоне температур 280-350 С с выдержкой при максимальной температуре спекания в течение времени т (мин), определяемого из выражения(0,5 1,0)а, где а - максимальная толщина изделия в мм. При этом заготовку перед спеканием обрабатывают при температуре 205 С в течение 1-2 минут раствором фторсодержащего олигомера Фолеокс или Эпилам и сушат до полного удаления растворителя. При этом охлаждение осуществляют в жидкой среде при температуре 205 С. По второму варианту заявляемого способа изготовления изделия из композиционного материала на основе высоковязкого полимера, включающем смешивание компонентов,холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, заготовку подвергают предварительному механическому натягу, а затем спекают в закрытой форме в диапазоне температур 280-350 С с выдержкой при максимальной температуре в течение времени(мин), определяемого из выражения(1,01,5)а, где а - максимальная толщина изделия в мм, и охлаждение ведут со скоростью 1-1,5/мин. По третьему варианту способа изготовления изделия из композиционного материала на основе высоковязкого полимера, включающего смешивание компонентов, холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, заготовку спекают в закрытой форме с натягом по двухступенчатому циклу с последующим отжигом, причем первую стадию цикла осуществляют при температуре 2805 С в течение времени(мин),3 9396 1 2007.06.30 определяемого из выражения(0,51,0)а, где а - максимальная толщина изделия в мм, а вторую стадию цикла осуществляют при температуре 3505 С в течение времени(мин),определяемого из выражения(1,01,5)а, отжиг осуществляют при температуре 2805 С в течение времени(мин), определяемого из выражения(0,5 1,0)а, и охлаждение ведут со скоростью 1-1,5/мин. Существенность заявляемых признаков изобретения состоит в том, что спекание заготовки в условиях образования под действием температурного расширения натяга обеспечивает давление уплотнения композиционного материала, полимерная матрица которого находится в вязко-текучем состоянии, близкое к оптимальному давлению литья под давлением. В результате происходит увеличение плотности материала, уменьшение дефектности заготовки и обеспечивается положительный градиент механических характеристик по сечению. Дополнительный механический натяг, обеспечиваемый конструктивно с помощью специальной формы деталей оформляющей оснастки, усиливает эффект благодаря противоположным значениям механического натяга и теплового расширения. В результате увеличивается прочность поверхностного слоя изделия, обеспечивая увеличение зоны упрочнения. При этом механический натяг можно создавать с нулевым градиентом по сечению образца, например, используя конусный пуансон, конусную матрицу или их сочетание. Спекание заготовки изделия в закрытой форме с натягом аналогично спеканию в защитной среде, но более технологично и не требует специальной оснастки. Дополнительная обработка поверхностного слоя отпрессованной заготовки раствором фторсодержащего олигомера обеспечивает заполнение микродефектов, пластифицирование поверхностного слоя и большую степень его уплотнения по сравнению с другими вариантами формовки. Кроме того, молекулы олигомера блокируют доступ кислорода к армирующим частицам углеродного волокна, в результате чего их прочность сохраняется. Быстрое охлаждение заготовки в жидкости (масле, воде) позволяет предотвратить кристаллизацию поверхностного слоя детали, что повышает ее износостойкость. Варианты исполнения технологической оснастки, обеспечивающей натяг, приведены на схеме. На фиг. 1 представлен вариант исполнения оснастки, при котором натяг создается только тепловым расширением заготовки 4, помещенной между матрицей 2, верхней крышкой 1 и пуансоном 3. Верхняя крышка 1 и пуансон 3 прикрепляются к матрице 2 с помощью болтов (на рис. не указаны). Количество болтов (или других крепежных деталей) должно быть достаточным для предотвращения разрушения соединения деталей формы в процессе формирования изделия. В результате теплового расширения образец испытывает давление натяга, соизмеримое с давлением прессования. Эпюра давлений изображена стрелками, направление стрелок указывает на направление действия упрочняющего давления. На фиг. 2 представлен вариант исполнения оснастки, при котором заготовка подвергается предварительному механическому натягу с помощью крышки 1 и пуансона 3, которые с помощью затяжных болтов оказывают сжимающее воздействие на поверхностный слой заготовки. Это воздействие увеличивается в результате теплового расширения заготовки. Поэтому заготовка подвергается суммарному действию давления механического натяга и теплового расширения. Механический натяг может создаваться с помощью разъемной матрицы 2 (фиг. 3), конусообразного пуансона (фиг. 4) или конусообразной матрицы (фиг. 5). Углы конусностииопределяются экспериментально, исходя из геометрических размеров деталей. Во всех вариантах исполнения оснастки необходимо обеспечить минимальные зазоры в сопряжениях во избежание выдавливания материала заготовки в зазор. Образование слоя приводит к резкому снижению эффекта упрочнения, необходимости дополнительной операции обработки изделий и появлению технологических отходов. 9396 1 2007.06.30 Вариант исполнения технологической оснастки зависит от требований, предъявляемых к готовой детали и ее геометрических размеров и формы. Например, для плоских уплотнительных изделий наиболее эффективны варианты 1 а, б, обеспечивающие упрочнение верхней и нижней плоскости изделия. Для подшипников скольжения необходимо упрочнение слоя, который фрикционно взаимодействует с контртелом. Это обеспечивает в наибольшей степени вариант оснастки,представленный на фиг. 4. Примеры исполнения способа по изобретению и прототипу приведены ниже. Способ по прототипу. 800 г порошкообразного политетрафторэтилена марки Ф-4 смешивали на лопастном смесителе с 200 г измельченного углеграфитового волокна Вискум. Из полученной смеси методом холодного прессования формировали цилиндрическую заготовку с наружным диаметром 80 мм, внутренним диаметром 40 мм и высотой 40 мм. Давление прессования составило 50 МПа. Полученные заготовки помещали в термошкаф и спекали при температуре 280-350 С, время выдержки в данном диапазоне, определенное из расчета Тмин на 1 мм толщины, составило 10 час. После спекания заготовку охлаждали 6 часов с печью. Из полученных заготовок изготавливали методом точения и фрезерования образцы для испытаний. Заявляемый способ (пример 1). Заготовку, полученную холодным прессованием (состав и режимы получения аналогичны способу по прототипу), подвергали спеканию в форме (фиг. 1), обеспечивающей натяг в результате теплового расширения заготовки. Время спекания в температурном диапазоне 280-350 С. Заготовку охлаждали вместе с формой до температуры 205 С. Заявляемый способ (пример 2). Заготовку, полученную по способу, описанному в примере 1, помещали в форму,обеспечивающую предварительный натяг (вариант исполнения формы на фиг. 2). Натяг обеспечивали затяжкой болтов, имеющихся на крышке формы. Далее форму помещали в термошкаф, в котором поднимали температуру до 280-350 С и выдерживали при температуре 350 С 40 мин, после чего форму охлаждали вместе с печью со скоростью 1,5/мин. Заявленный способ (пример 3). Заготовку спекали в форме с натягом по двухступенчатому режиму - 40 мин выдерживали при 280 С, далее 60 мин выдерживали при 350 С, а затем отжиг при 280 С в течение 20 мин и охлаждали вместе с печью. Заявляемый способ (пример 4). Заготовки, полученные холодным прессованием, обрабатывали окунанием на 1-2 мин в 2 мас. раствор фторсодержащего олигомера Фолеокс с формулой -, масса олигомера 2000 ед. Заготовки высушивали на воздухе до удаления растворителя и помещали в закрытую форму с натягом и обрабатывали по режимам, указанным в варианте 2. Для обработки заготовки целесообразно применять олигомеры, выпускаемые под торговыми марками Эпилам, Фолеокс. Эти олигомеры выпускают в виде 1-2 мас.растворов в спирте, фреоне и воде. Заявляемый способ (пример 5). Полученную и спеченную заготовку по режимам, указанным в примере 2, после выдержки в диапазоне температур 280-350 С охлаждали путем окунания формы в масло минеральное типа МС-20 или воду техническую. После достижения формой температуры окружающей среды извлекали изделие и изготавливали образцы для испытаний. Испытание прочностных характеристик материалов, полученных по различным технологиям, производили по соответствующим ГОСТам. Триботехнические испытания проводили по схемам пальчик-диск при скорости скольжения 1 м/с и удельной нагрузке 10 МПа. Результаты сравнительных испытаний приведены в таблице. 9396 1 2007.06.30 Как следует из данных таблицы, материалы, полученные по предлагаемому способу(примеры 1-5), обладают более высокими прочностными показателями (р, НВ) и износостойкостью. Аналогичным образом могут быть получены изделия из материалов на основе других полимеров с высокой вязкостью расплава. Например на основе сверхвысокомолекулярного полиэтилена типа 588 (фирма, Германия). Служебные свойства композиционных материалов на основе ПТФЭ Показатель для материала, полученного по технологии Характеристика Заявленный способ Прототип пример 1 пример 2 пример 3 пример 4 пример 5 Твердость по Бринеллю, МПа поверхностного 50 60 75 80 75 60 слоя изделия сердцевидной час 42 50 65 70 60 55 ти изделия Прочность при рас 17 22 30 33 25 28 тяжении, МПа Коэффициент тре 0,22 0,20 0,20 0,20 0,18 0,18 ния без смазки Интенсивность из 3,5 2,3 1,7 1,5 1,8 1,5 нашивания, 107 Таким образом, предложенный способ изготовления изделий из композиционных материалов на основе полимеров позволяет достичь увеличения прочности, твердости и износостойкости по сравнению с традиционным способом переработки. Предложенный способ может быть использован в технологии переработки пластических масс на предприятиях по промышленному выпуску изделий из композиционных материалов на основе тугоплавких полимерных связующих. Источники информации 1. Солнцев Ю.П., Пряхин Е.И., Войткун Ф. Материаловедение. - М МИСИС, 1999. С. 600. 2. Сиренко Г.А. Антифрикционные карбопластики. - Киев Технка, 1985. - С. 195 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: C08J 5/00, B29C 43/00
Метки: основе, материала, способ, изделия, высоковязкого, изготовления, композиционного, полимера, варианты
Код ссылки
<a href="https://by.patents.su/7-9396-sposob-izgotovleniya-izdeliya-iz-kompozicionnogo-materiala-na-osnove-vysokovyazkogo-polimera-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделия из композиционного материала на основе высоковязкого полимера (варианты)</a>
Способ изготовления композиционного материала на основе термопластичной матрицы
Номер патента: 8674
Опубликовано: 30.12.2006
Авторы: Кравченко Виктор Иванович, Федоров Дмитрий Иванович, Струк Василий Александрович, Овчинников Евгений Витальевич, Авдейчик Сергей Валентинович, Костюкович Геннадий Александрович
МПК: C08J 5/06
Метки: термопластичной, матрицы, основе, способ, изготовления, материала, композиционного
Текст:
...фторсодержащего олигомера с молекулярной массой 2000-5000 марки Ф-1,Ф-14 или Эпилам в течение 5-10 мин, сущки до удаления растворителя и обработки при температуре 37315 К в течение 0,5-1,0 ч или в поле коронного разряда при напряжении 10-40 кВ в течение 1-5 мин.Применение фторсодержащего олигомера позволяет не только повысить прочность волокна вследствие заполнения микро- и макродефектов олигомернь 1 ми молекулами с молекулярной массой до...
Способ изготовления полого композиционного изделия
Номер патента: 3933
Опубликовано: 30.06.2001
Авторы: Стрикель Николай Иванович, Бобарикин Юрий Леонидович, Лискович Михаил Ильич
МПК: B21D 22/20, B22F 3/02
Метки: композиционного, способ, изделия, изготовления, полого
Текст:
...1. Осуществляли изготовление полого композиционного теплоохлаждающего экрана наружного диаметра 17,1 мм, внутреннего диаметра 15 мм, высотой 22 мм из меди М 1 и олова порошкового ПО-2. В листовой заготовке из меди М 1 толщиной 1 мм, диаметром 40 мм путем предварительнойвытяжки за два перехода, на первом из которых использовали матрицу с рабочим отверстием диаметром 26 мм и пуансон диаметром 23,8 мм, а на втором - матрицу с рабочим отверстием...
Формовочная масса на основе углеродного материала и термопластичного полимера и способ ее получения
Номер патента: 1410
Опубликовано: 16.12.1996
Авторы: Никель, Клаус-Дитрих
МПК: C08K 3/04, B29B 7/38, B29B 13/10...
Метки: основе, способ, материала, масса, формовочная, получения, термопластичного, полимера, углеродного
Текст:
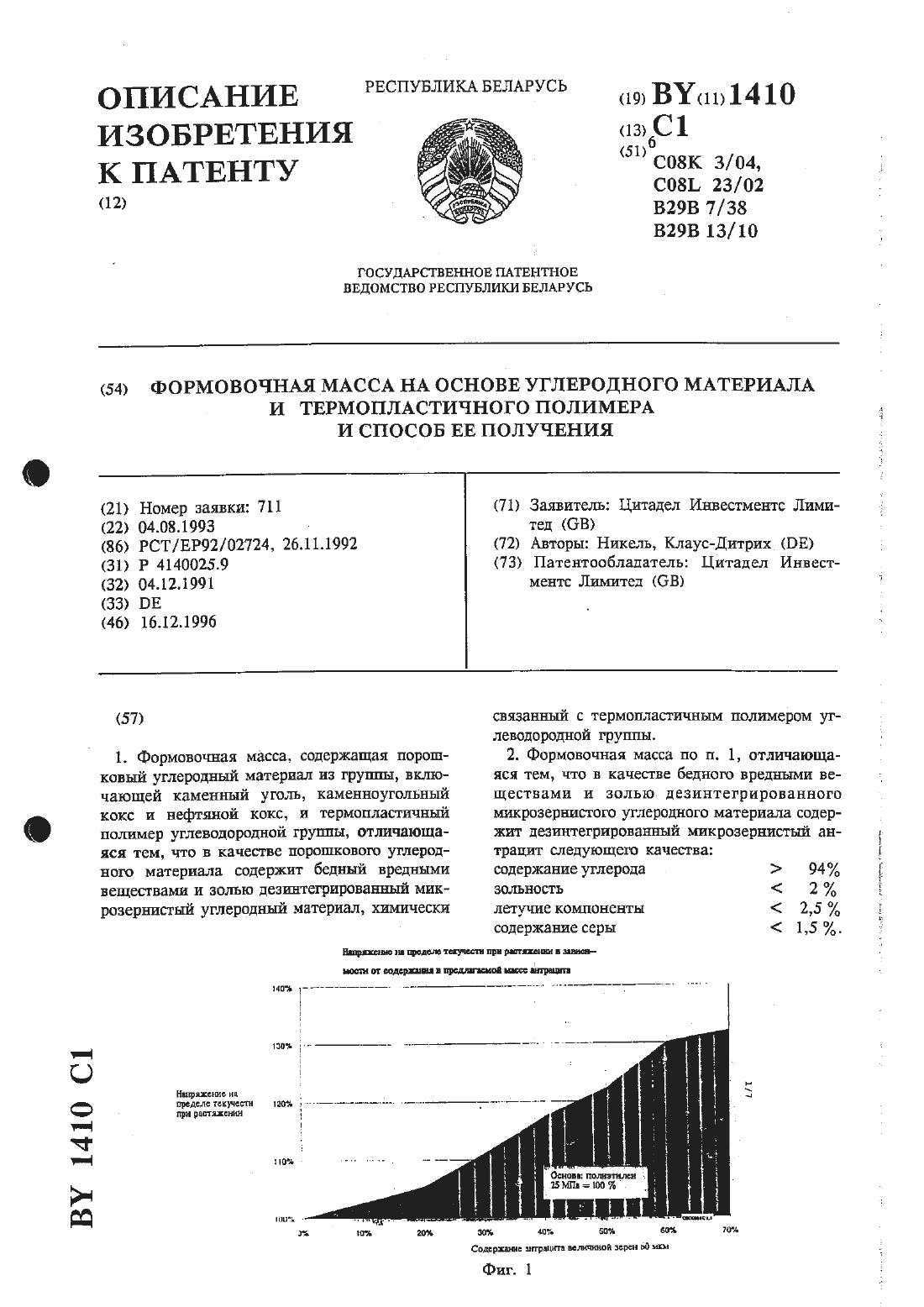
...температуры порядка 300 С, благодаря чему выделяются летучие компоненты антрацита. Поэтому в частности следует обратить внимание на то, что эти микропоры сообщают антрациту гигроскоиичность (поглощение воды,отчасти и из воздуха окружающей среды, до 6). Способность жидкостей к проникновению в эти микропоры и к накоплению в них обусловлена молекулярной структурой соответствующей жидкостн. Водородные ионы или по меньшей мере водородные...
Способ изготовления антифрикционного композиционного материала
Номер патента: 4540
Опубликовано: 30.06.2002
Авторы: Звонарев Евгений Владимирович, Дьячкова Лариса Николаевна, Сериков Юрий Викторович, Борисов Евгений Павлович
Метки: материала, способ, изготовления, антифрикционного, композиционного
Текст:
...приготавливают смесь для основы, при следующем содержании компонентов, мас.графит - 0,1-1,0,железо - остальное, пропитку ведут составом, дополнительно содержащим олово, графит, алюминий, железо,при следующем содержании компонентов, мас.олово - 3-7, графит - 0,1-0,9, алюминий - 0,1-0,9, железо 3-7, медь - остальное, а после пропитки проводят холодное доуплотнение в направлении проведения пропитки. Экспериментально установлено, что...
Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала
Номер патента: 6396
Опубликовано: 30.09.2004
Авторы: Болтрукевич Станислав Иванович, Кочергин Виктор Владимирович, Свириденок Анатолий Иванович, Тетерятников Владимир Владимирович, Назаров Александр Сергеевич
МПК: A61F 5/00, B29C 41/08
Метки: изготовления, материала, волокнисто-пористого, изделия, способ, протезно-ортопедического
Текст:
...воздухои влагопроницаемую. Предлагаемые армирующие материалы - нити диаметром 0,2-2,0 мм тканевые прослойки, элементы листовых полимерных материалов - способствуют упрочнению изделия в целом и его отдельных частей, а также подборку веса изделия, его толщины (протезы для детей или взрослых, для каких частей тела, какое заболевание и т.д.). Благодаря дополнительной термической обработке между волокнисто-пористыми слоями в местах основных...
Предыдущий патент: Способ получения кормовой добавки из верхового торфа
Следующий патент: Установка для помола и классификации
Случайный патент: Рекуперативный теплообменник