Устройство для подачи расплава при получении быстрозакаленной ленты
Номер патента: 424
Опубликовано: 30.03.1995
Авторы: Серебрянский Г. А., Верещагин М. Н., Холомеев А. В.
Текст
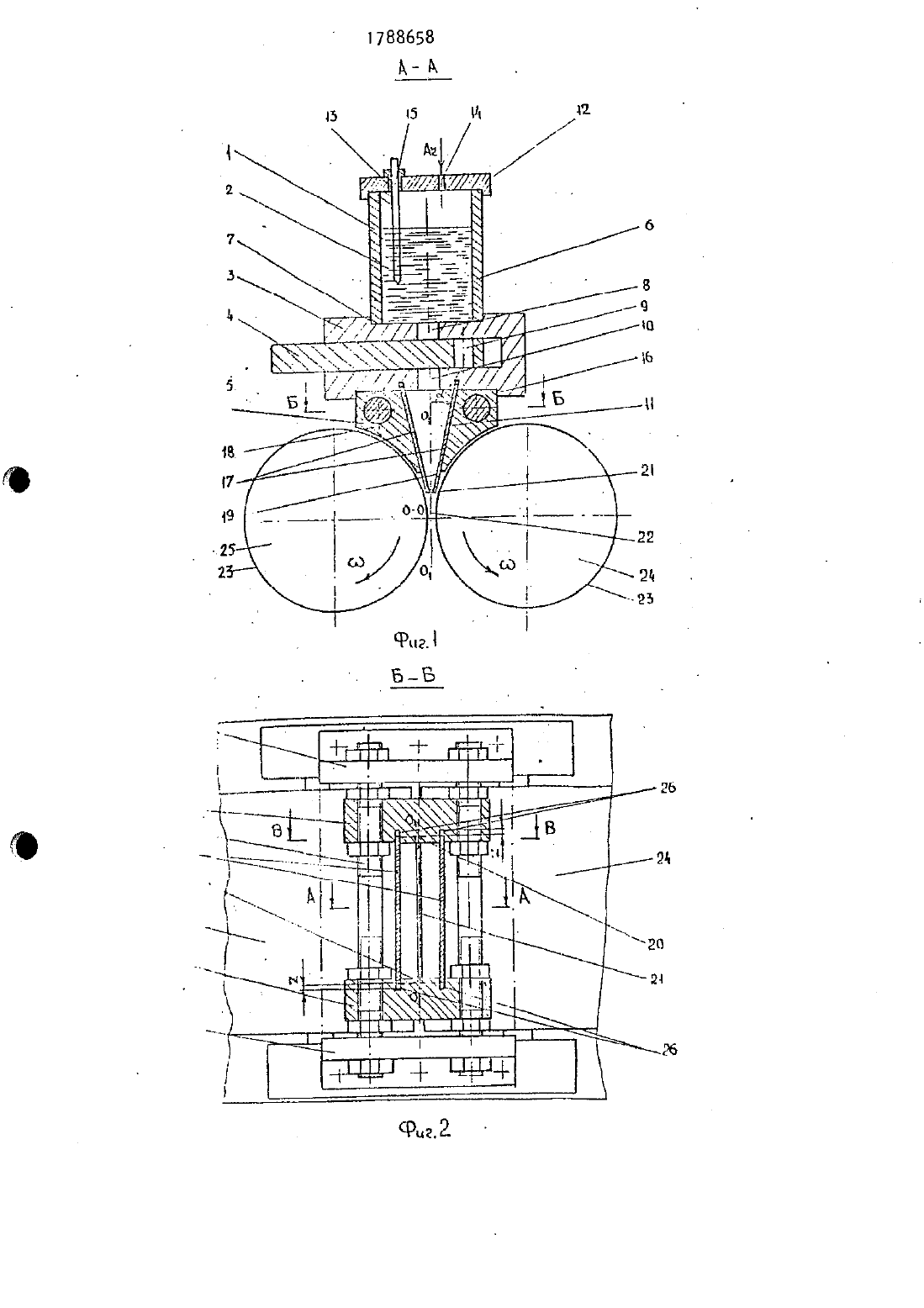
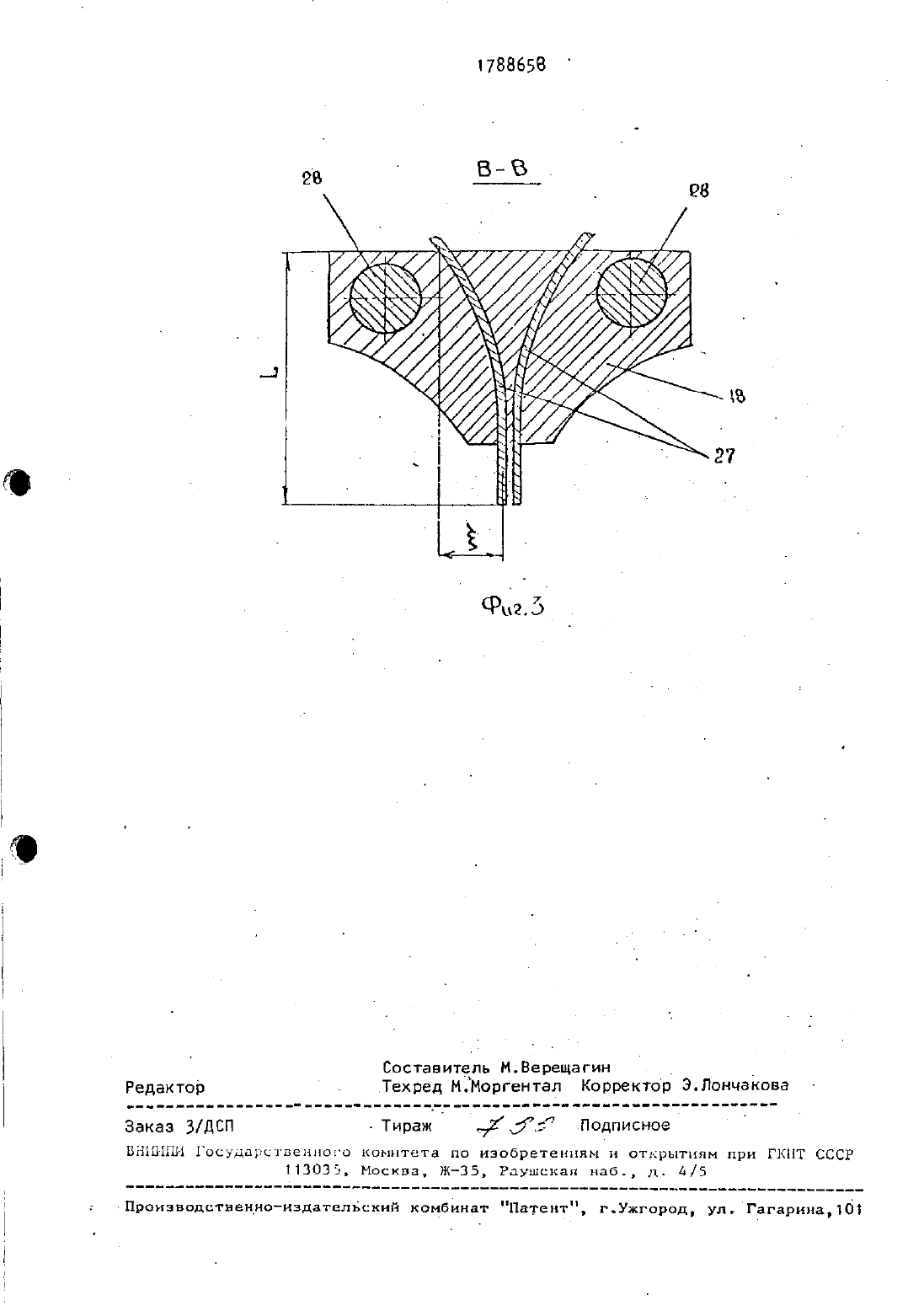
ет отверстие для постуйления раслла шатенки, удерживаемые зажимными элемен телей и рассекающих поток расплаваПОЬЗЦХНОСТНЫХ ДЕФЕКТОВ ЛЕНТ И ЛИСТОВИ др. Наиболее близким по технической СУЩНОСТИ И дОСТИГаеМОМу ОЕЗУЛЬТЭТУ к предполагаемомуявляетсяустройство для отливки листа с соплообраэной насадкой и ограничивающим ЭЛеМеНТ 0 М Известное устройство вкючает в ть.ебгсгъитательт В т 3 Ид.РЕЭвУд д 10 садку. В резервуар входит нижняя стенка, две торцевые и две боковые стенрки. Внутри резервуара вмонтирован ограничитель потока,-который обраэу- 15 ва из резервуарак насадке. Уровень расплава в резервуаре поддерживается с помощью контрольного устройства уровня, через которое-расплав по трубе поступает от источника расллавлен- до ногр металла. - Насадка включает верянюю и нижнюютамиа также две боковые стенки, косодной стороны соединяющуюсясрезервуаром а с другой образующих сопло для подачи расплава в зону очага деформации, которая образуется в месте контакта боковых поверхностей валков- 30 кристаплизоторов. . .--дн создания упора верхней и ниж ней стенок образующих плоское сопло, и получение полости постоянной высо ты в насадке по направлению движения 35 расплава из резервуара к соплу, в последнемразмещается, как минимум, один ограничитель на некотором расстоянииизогнутой направляющей частью распо- 40- жен ближе к резервуару, а егоспрям пенная часть - походу движения.ПО.двуия валками-кристаллиэаторами, об-разующих в месте контакта их боковыхповерхностей очаг деформации, расположенный вблизи сопла насадки для подачи сюда расплавленного металла и его быстрой закалкипутем прокатки. 50.0 сновными недостатками-устройст ва являются неоднородность температуры расплава) скорости его перемещения к эонепрокатки ввиду наличия в. потоке инородных тел е виде ограничи 45ПРИ ЗГО ТВЧВНИИ, В также малые размеВЫ ПОЛОСТИ НЭСЗДКИ ПО ВЫСОТЕ, КОЛЕ БЭНИЙ ПОТОКЗ ВЭСПЛЗБЕ ВНУТРИ СОПЛЭ, Невозможность управления скоростью подачи расплава и температурным режиМОМ Б СОПЛВ при ПОЛУЧЕНИИ широкой ленты, образование поверхностных дефектов изделий, возможность замораЖИВЭНИЯ ПОЛОСТИ НЭСЗДКИ при малых размерах ПО ВЫС 0 Те ЗНЭЧИТСЛЬНОЗ СОПротивление истечению расплава из.сопла за смет большого трения на по верхности верхней и нижней стенок НасадКИ. Ограничение технологическихвозможностей, сложность эксплуатации. Целью настоящего изобретения яв ЛЯЗТСЯ УСТРЗНЕНИЗ НЕДОСТЗТКОВ устдройства для отливки ленты,а именно расширение технологических-возможностей, упрощение условий эксплуатации,повышение КЭЧЭСТВЭ ЛЕНТЫ за СЧЭТ СТЭЭ билизации истечения расплава из сопг па и повышение выхода годного.В известном устройстве, включаю щем питатель для подачи расплава, вы полненный в виде резервуара круглого или прямоугольного поперечного сечения в плоскости, перпендикулярной- И боковыми керамическими стенками, образующими своими боковыми поверхностями сопло, шиберный затворный механизм с отверстием для подачи расп лава в полость насадки, установленные с образованием в месте контакта ихбоковых поверхностей очага деформации вблизи сопла насадки, поставленная цель достигается тем, что продольные,керамические стенки установлены в выполненные в боковых стенках насадки наклонные направляющие с возможностью независимого перемещения, при этом насадка установлена на автономной раме с.возможностью перемещения вдоль оси валков наклонныенаправляющие выполнены прямолинейными и наклонены к продольной оси насадки под углом 15 д 5 боковая поверхность продольных керамических стенок изогнута в осевом направлении, при этом отношение длины проекции изогнутой боковой поверхности продольнойстенки на ось насадки кполовине максимальногоее прогиба составляет 16-2 д в насад ке выполнены компенсационные зазоры две противоположные стенки насадки выполнены из материала с большим омическим сопротивлением. Благодаря установке продольных керамических стенок в наклонные пазы с ВОЗМОЖНОСТЬЮ НЭЗЗВИСИМОГО ПЕРЕМЭЩЕНИНобеспечивается возможность управления скоростью подачи расплава и температурным режимом в сопле при получениишироких лент без замены насадки, устраняется НВОДНОПОДНОСТЬ СКОРОСТИ Перемещения расплава, а также колебания потока его внутри сопла. Сходящийся канал, получаемый в данном случае, СОЗДЭЕТ СООТВЕТСТВУЮЩЕЕ давле-д ние У СТВНОК И ПРИДВВТ УСКООЕННОЗ ДВИЖЕНИЕ ОСНОВНОМУ ПОТОКУ, КОТОРОЕ ОГПЭНИЧИВЭЕТ ТОЛДИНУ ПОГПЭНИЧНОГО слоя, СТЕКЭЮЩЕГ 0 ВНИЗ металла. ЭТО исключает. или, по крайней мере, сво- 15 ДИТ К МИНИМУМУ ОДНУ ИЗ ПРИЧИН НВОДНОродности скорости потока металла, имеющую место на прежнем-оборудовании, т.е. влияние поверхности стенок на поток расплава. Кроме того, регулировкой размерами поперечного сечеНИЯ СОПЛЭ 53 СЧЕТ НЕЗЗВИСИМОСТИ перемещения продольных керамических стенок в пазах расширяются технологические возможности процесса быстрой закалки и упрощаются условия эксплуатаЦИИ. . 7 Как правило, для процесса быстрой закалки расплава путем прокатки, используется валок-кристаллизатор диаметром 1 дО-ЗВО мм. Выполнение пазов под углом 15 для валков-кристаллизаторов диаметром в пределах 300 мм, а под углом 50 для валков-кристаллизаторов диаметром в пределах 1 дО мми валков с упругой бочкой, обеспечи вает максимальную глубину задачи расплава в очаг деформации, исключающую возможность преждевременного замораживания расплава до момента начала процесса быстрой закалки-прокатки и устраняющую НЭГРЕВЭНИЕ ОТДЕЛЬНЫХ ЗЛЕ ментовклети,дляпрокатки,атакжеполучение плоскостиструи расплава. Последнее обстоятельствоустраняетприцинуобразо-45 вания поверхностныхдефектов лент из Зд ВОЗМОЖНОСТИ ПОТЕОИ продольной устойчивости плоского потока расплава.Угол наклона пазов боковых стенок в пределах 15-д 5 к продольной оси Насадки определяется геометрией очага деформации и зависит от диаметра валковкристаплизотороа.Благодаря установке насадки на ав- 55 тономнои раме с возможностью продольного перемещения вдоль оси валковувеличения длины сопла или перемещения насадки. Термические компенсационные зазо ры в насадке искпчают разрушение продольных керамических стенок в мо МЗНТ ПОДЭЧИ ПЗСПЛЭВЭ ИЗ ПИТЗТЕЛЯ заВыполнение боковой поверхности продольной керамической стенки изогнутой в осевом направлении обеспечивает стабилизацию истечения расплава из сопла путем исключения колебаний потока расплава внутри его и получение однородности скорости перемещениярасплава за счет уменьшения сил трения о поверхность.стенок, причем оптимальное соотношение между длиной проекции изогнутой оси стенкина ось насадки к половине максимального ее прогиба лежит в пределах 16-2 д.ВЫПОПНЕНИ ЬТЭНОК ИЗ материала С большим омическим сопротивлением тЬ 7 обеспечивает возможность поддержания однородности температурырасплава в сопле, устранение неравномерности и управление температурным режимом в последнем при получении широких лент,устраняет возможность замораживания сопла при малых его размерах, а также расширяет технологические возможности процесса.На фиг.1 изображено устройство для подачи расплава при получении быстрозакаленной ленты, разрез А-Ана фиг.2 на фиг.2 - вид сверху на насадку,разрез Б-Б на фиг.1 на фиг.3 - разрез В-В на фиг.2.Предлагаемое устройство для подачи расплава при получении быстроаакаленной ленты (см. Фиг.1) содержит-питатепь 1 для подачи расплава 2, промежуточную плиту 3 с шиберным затво ром Ч и насадку 5.Питатель 1 выполнен в виде круглого или прямоугольного резервуара 6,установленного в гнездо 7 керамической промежуточной плиты 3 с шибернымзатвором Ч В шибере д и промежуточ ной пшите 3 выполнены соосные с осью резервуара калиброванные отверстияЬ Э и ТО для подачи расплавленного металла 2 з полость 11 насадки 5. В начальный момент шиберный затвор д перекрывает отверстия 3 и 10 и исключает лопадание расплава 2 в полость 11 насадки 5 до момента достижения его температуры, необходимой для осуществления процесса быстрой закалки Сверку резервуар 6 закрыт крышкой 12,имеющей два отверстия 13 И 1 д- В ОТ верстие 13 Устанавливается термопара 15, соединенная с системой стабилизации температуры (не показана)- В отверстие 1 д подается под определен ным давлением инертный газ, например,аргон, для поддержания В ПОЛОСТИ 11 насадки 5 избыточного давления, необходимого для поддержанияпостоянстаа расхода расплава при осуществлении процесса Металл в питателе 1 расплавляется с помощью ТВЧ или другим известным способом (Не показано).полость 11 и резервуар 6, сообщающиеся между собой через.системУ 0 ТВеРС тий 8, 9 иД 10 промежуточной плиты 3 образуют замкнутый объем. Насадка 53 олнена составной И Содержит две продольные 17 и две боковые 18 кера МИЧЕСКИЕ СТЕНКИ, образующих СВОИМИбоковыми поверхностями 19 и 20 сечение сопла 21. Последнее расположено вблизи очага деформации 22.образочВЭННОГО В месте КОНТВКТВ БОКОВЫМИ ПОверхностями 23 валков-кристаллизаторов 2 д, 25 (см.фиг.1 и 2). Прдольная ось Оу-0 сопла 21 лежит в плоскости оси 0-О очага деформации 22. В боковых-стенках 18 насадки 5 выполнены термические компенсационные зазоры 26 (см. фиг.2). Продольные керамические стенки 1 установлены в наклонные пазы 27. БЫПОП5 с возможностью их независимого пе ещения (см фиг.1).Наклонные пазы 27 в боковых стен ках 18 насадки 5 выполнены прямолинейными (см. фиг.1), при этом угол наклона пазов-27 в боковых стенках 18 насадки к продольной оси последней выбирался равным 15 д 5. При изготовлении продольных стенок 17 насадки 5 изогнутыми, отношение длины проекции изогнутой оси стенки 17 или ее боковой поверхности 19 на ось насадки 5 к половине максимального его прогиба выбирался в пределах 16-2 д.Составная насадка 5 установлена в направляющие 28, выполненные в виде цилиндрических стержней и смонтированных на автономной раме таким образом, чтобы продольная ось, 0-Ос сопла 21 была параллельна оси О-О очага деформации 22 и обе оси лежали водной плоскости. Это позволяет перемещать насадку 5 вдоль оси валков 2 д и 25, а также изменять длину сопла 21путем увеличения расстояния между боковыми стенками 18 насадки Б, переме щая их вдоль направляющих. Кроме того.СТЕНКИ НЗСВДКИ МОГУТ бЫТЬ ВЫПОЛНВНЫ из материала с большим омическим соп 1 р ротивпением.Устройство работает следующим образом. Металл загружается в резервуар 6 и закрывается крышкой 12.Вполость 11 через отверстие 13 устанавливается термопара для контроля термического режима расплава 2, а через отверстие 1 д подается инертный газ, например аргон под определенным давлением,необходимым для осуществления процесса. В начальный момент шиберный зат вор перекрывает отверстия 8 и 10,Включается система нагрева.например от ТВЧ, и производится плавлениезагруженного в питатель-1 металла, После достижения требуемой температуры расплава 2, производится-перемещение шиберного затвора Ч до совмещения отверстий 8 н 10 с отверстиылэзатвора. Расплав подается из ре зервуара 6 в насадку 5-через калиброванное отверстие 9 шиберного затвораЦ, обеспечивающего заданный поток расплава 2 под нужным давлением. Од г35 Новпеменно с этим, производится вклю чение привода для вращения валков- г кристаллиэаторов 2 д и 25.Расплав 2, поступая в полость 11 насадки 5 вытекает из сопла 21, об ДО РВЗОБЭННОГО бОК 0 ЭЫМИ ПОВВРХНОСТЯМИВ виде ленты или листа.Быстрая закалка расплава производится на проход без образования промежуточной ванны встворе валков. При50 необходимости, путем перемещения про ддольных стенок в наклонных пазах,можно получить промежуточную ванну- Таким Образом, предлагаемое устройство обеспечивает однородность т ТЕМПЕВЭТУРЫ расплава И скорости его перемещения к зоне очага деформации,устраняет колебания потока расплава внутри сопла и замораживание послед него при малых размерах. Устройство расширяет технологические возможности процесса получения лент быстрой закалкой расплава пуТеМ прокатки, упг рощает условия эксплуатации, обеспе чивает управление скоростью подачиПЭСПЛЭЕЭ И ТЕМПЕРЭТУРНЫМ РЕЖИМОМ В Г СОПЛЕ ПРИ ПОЛУЧЕНИИ ШИр 0 КОЙ ЛЕНТЫ, устраняет возможность образования по верхностных дефектов.Ф о р м у л а и в о б р е т е н иця 1. Устройство для подачи расплавапри получении быстрозакаленной ленты, содержащее питатель для подачи распчкруглого ИЛИ ПОЯМОУГОЛЬНОГО поперечпцного сечения в плоскости, перпендикулярной его оси, насадку с двумя продольными И боковыми керамическими стенками, образующими своими боковыми поверхностями сопло, шиберный затч ворный механизм с отверстием для поч дачи расплава в полость насадки, ус тановленный меЖдУПТаТее 3 Сддкой и валки-кристалпизаторы, уста НОВПЕННЫЕ С образованием В МЕСТЕ КОН такта их боковых поверхностей очага деформациивбли 3 и сопла насадки, о т л и ч а ю щ е е с я тем, что, с целью расширения технологическихвозможностей и упрощения условий экс ппуатации продольные керамические стенки установлены.в выполненные в боковых стенках Насадки наклонные Направляющие с возможностью незавиСИМОГ 0 перемещения, ПРИ ЭТОМ НЗСЗД ка Установлена на автономной раме с ВОЗМОЖНОСТЬЮ ПЕОЕМЗЩЕНИЯ ВДОЛЬ ОСИ валков.2. Устройство по п.1, 0 т л и ч аю Щ е е с я Тем, что наклонные направляющие выполнены прямолинейными И наклонены к продольной оси насадки под углом 15 д 5.3. Устройство по п.1, 0 т л И чающеесятещчтщсцельютвышения качества ленты за счет стаби ЛИ 3 аЦИИИСТеЧеНйЯ расплава ИЗ сопла, боковая поверхность продольных кеРЭМИЧЕСКИХ СТЕНОК ИЗОГНУТЗ В ОСЕВОМ направлении, при этом отношение длины проекции изогнутой боковой поверхности продольной стенки на ось насадки к половине максимального ее прогиба составляет 6-2 д.Ц. Устройство по п.1 о т л и ч 7 аЮ Щ В Е С Я ТЕМ, ЧТО В НЭСЕДКЕ ВЫПОП нены компенсационные зазоры.5. Устройство по п.1 о т п и ч дПОВЫ шения выхода годнота. две противоположные стенки насадки выполнены из материала с большим омическим сопроч тивлением.
МПК / Метки
МПК: B22D 11/06
Метки: получении, быстрозакаленной, подачи, ленты, устройство, расплава
Код ссылки
<a href="https://by.patents.su/7-424-ustrojjstvo-dlya-podachi-rasplava-pri-poluchenii-bystrozakalennojj-lenty.html" rel="bookmark" title="База патентов Беларуси">Устройство для подачи расплава при получении быстрозакаленной ленты</a>
Устройство для ориентированной подачи радиодеталей
Номер патента: 283
Опубликовано: 30.12.1994
Авторы: Лауткин Д. А., Ремов Л. М.
МПК: H05K 13/02
Метки: радиодеталей, ориентированной, подачи, устройство
Текст:
...которого расположена параллельно дну виброплитьа 2.Устройство для ориентированной под ачи радиодеталей работает следующим об разом. Радиодетали 14. например заготовкикерамических конденсаторов. загружают навалом в вибробункер 1. низ которого они поступают на площадку 7 выброплиты 2 под действием вибратора 6 перемещаются в зону входных окон 8. В окнах 8 детали 14 занимают горизонтальное или вертикальное положение (см. фиг. 4 и 5). В...
Устройство для гидромассажа
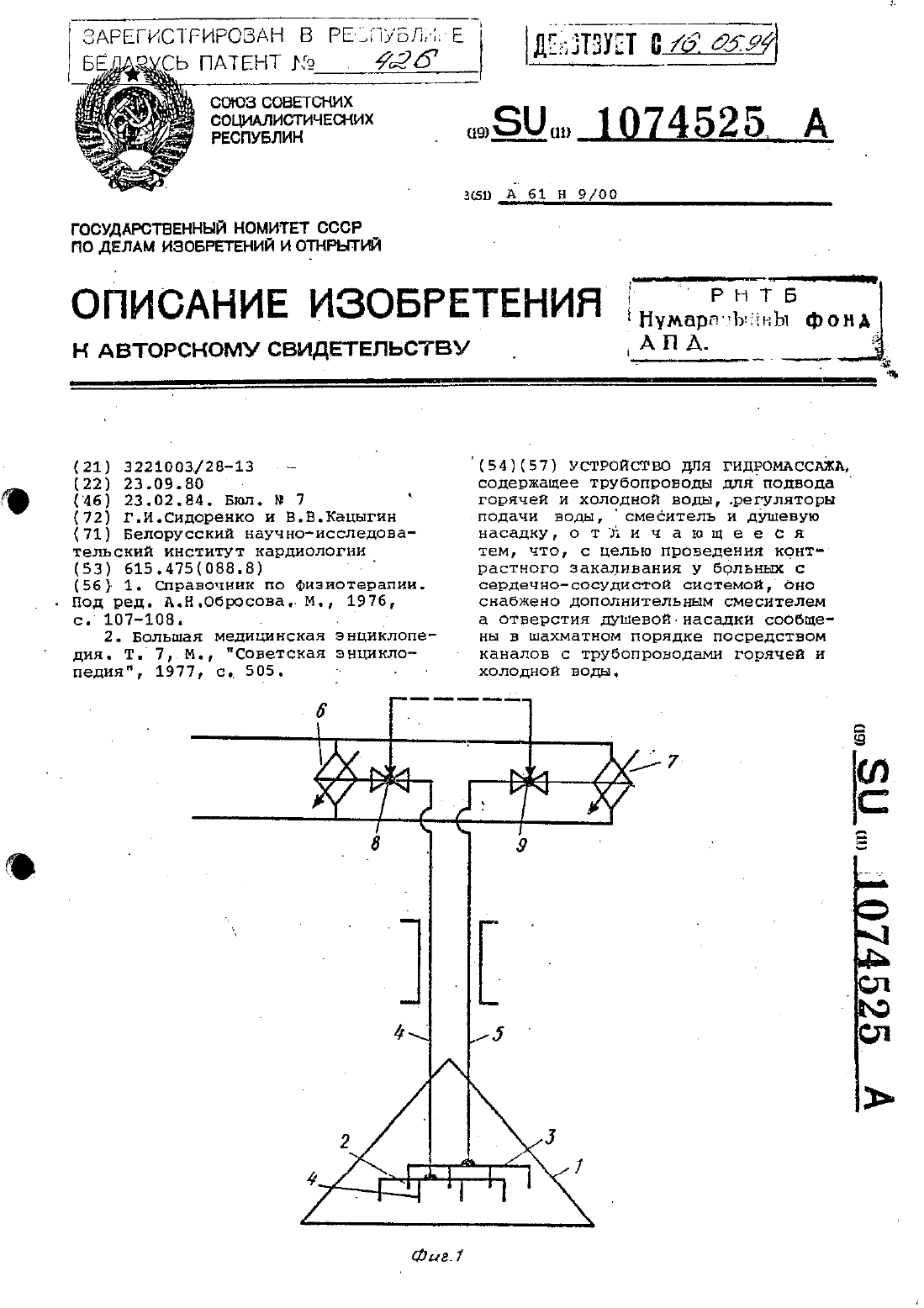
Номер патента: 426
Опубликовано: 30.03.1995
Авторы: Кацыгин В. В., Сидоренко Г. И.
МПК: A61H 9/00
Метки: устройство, гидромассажа
Текст:
...проведение контрастного закаливания у больных с сердечно-сосудистой системой.поставленная цель достигается тем, что устройство для гидромассажа, содержащее трубопроводы для подвода горячей и холодной воды регуляторы подачи воды, смеситель и дшевую насадку, снабжено дополнительным смесителем, а отверстия душевой насадки сообщены в шахматном порядке посредством каналов с трубопроводами горячей и холодной воды.на фиг. 1 показана схема...
Устройство для измерения оптической плотности дыма
Номер патента: 44
Опубликовано: 30.05.1994
Авторы: Вишневский В. Н., Виленчиц Б. Б., Рудой И. Н., Умрейко Д. С.
МПК: G01N 21/53
Метки: дыма, плотности, оптической, измерения, устройство
Текст:
...4 и 5,СОДЕРЖЗЩННИ ОПТИЧЕСКИЕ ЭЛЕМЕНТЫ. ТанГЕНЦНЗЛЬНО К ЦИЛИНДРНЧБСКН участкам7 расположен плоские сопла 8, кото д 5 рые снабжены конфузорами 9 со стороны входа потока дыма в дымовод 3. Выходной участок дымовода 3, расположенный по потоку дыма за выпуклыми цилиндрическими участками (поверхностями) 7выполнен з виде диффузора 10. 50 Устройство работает следующим обра зом. 7 -7 Поток аыма, подлежащий анализу, поступает в дыовод 3 и двиетсн в...
Устройство для нанесения покрытий в вакууме
Номер патента: 360
Опубликовано: 30.03.1995
Авторы: Обухов В. Е., Рубан Геннадий Иосифович, Буравцев А. Т., Точицкий Эдуард Иванович
МПК: C23C 14/26
Метки: вакууме, покрытий, нанесения, устройство
Текст:
...каналов уменьшаются к периферии формирователя. Удлиненные стенки центральных КЗНЗЛОБ ОТКЛОНЯЮТ часть потока к периферии подложки. Повышение козффициента использования-материала покрытия обеспечивается за сиет 25 того, что каналы формирователя фонусируют поток пара в основном на подложку, а Не вне ее.КОГДЗ ОСИ КЗНЭПОВ направлены В зону подложкодержателя, расположеннуюзо на расстоянии ближе 0,63 от его цент ра, то перекрытие потоков пара...
Грузозахватное устройство
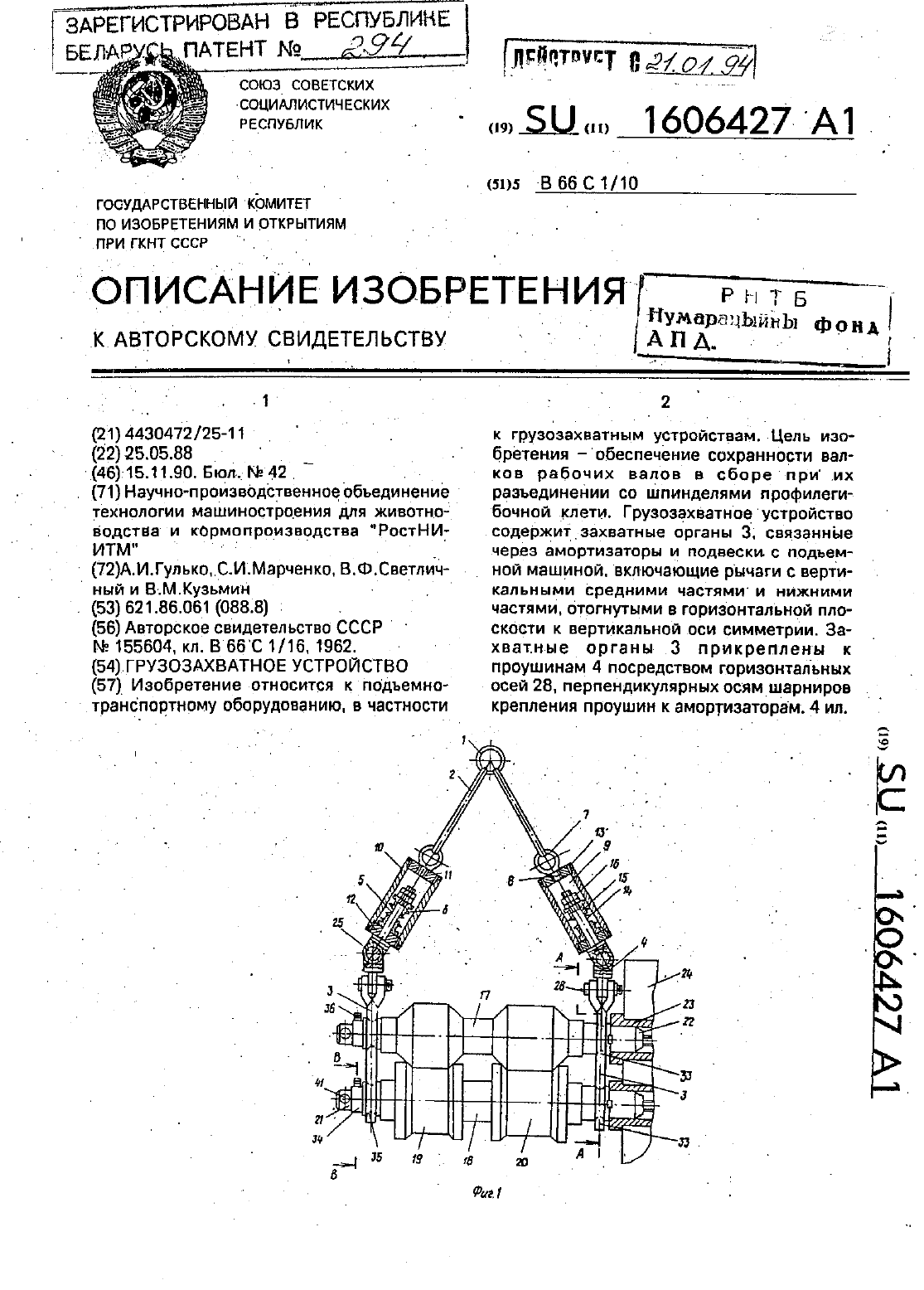
Номер патента: 294
Опубликовано: 30.12.1994
Авторы: Кузьмин В. М., Гулько А. И., Светличный В. Ф., Марченко С. И.
МПК: B66C 1/10
Метки: грузозахватное, устройство
Текст:
...на них валками в сборе.В положении захвата при зажатых рабочих валах 17 и 18 рычаги 26 и 27 фиксированы междусобой установочными штырями 32 для переноса обоих рабочих валов 17 и 18 в сборе с места смены валков в местоустановки в кассете (не показано). Для фиксации рабочих валов 17 и 18 между собой и удер жания захватных рычагов 26 и 27 в зафикси рованном положении на рабочих валах вместах захвата с базовой стороны выполне- ны...
Предыдущий патент: Способ биологической очистки сточных вод
Следующий патент: Антисептическое средство для обработки воды
Случайный патент: Устройство для получения энергии