Способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия
Номер патента: 12437
Опубликовано: 30.10.2009
Авторы: Сандомирский Сергей Григорьевич, Синякович Эдуард Брониславович
Текст
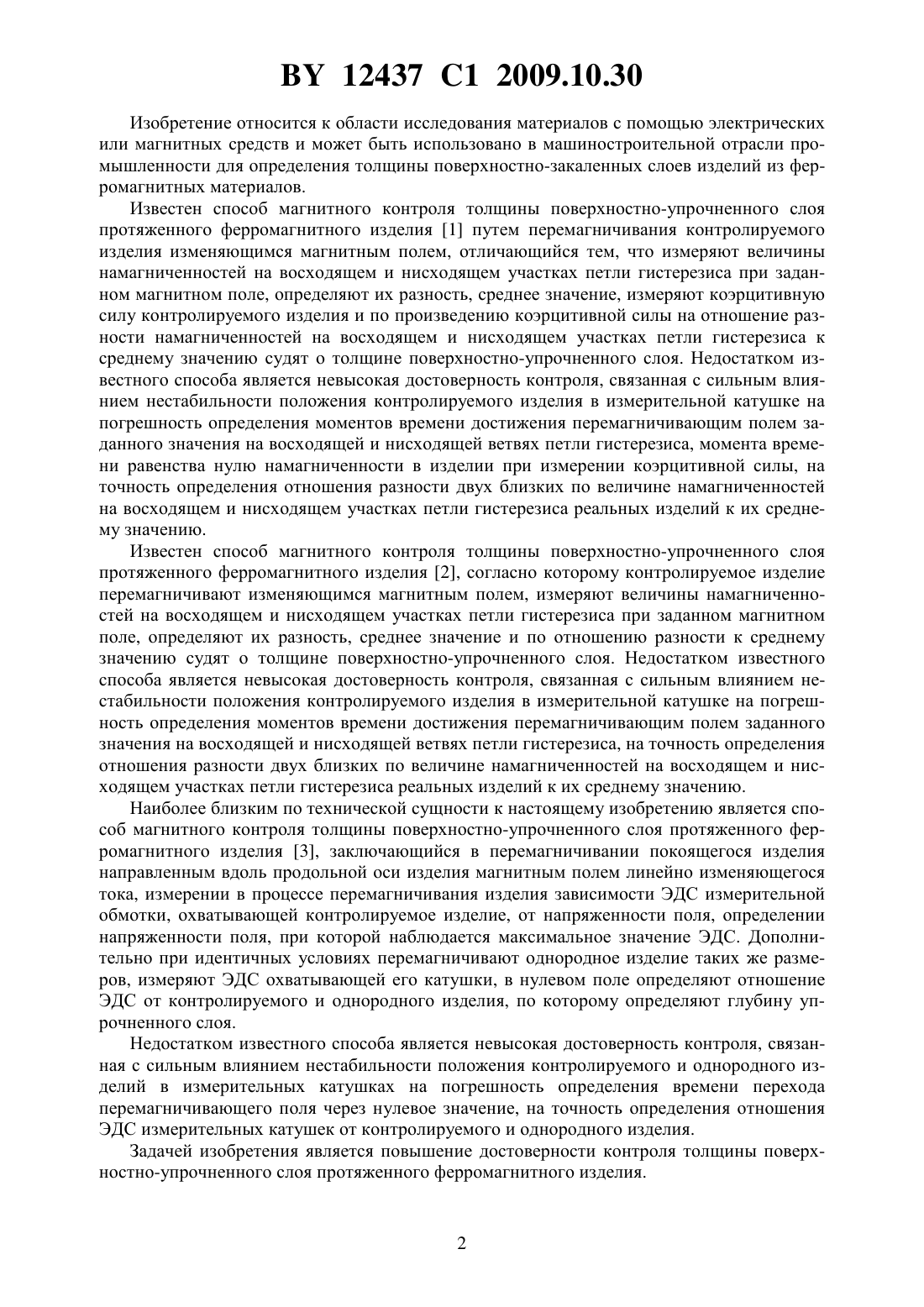
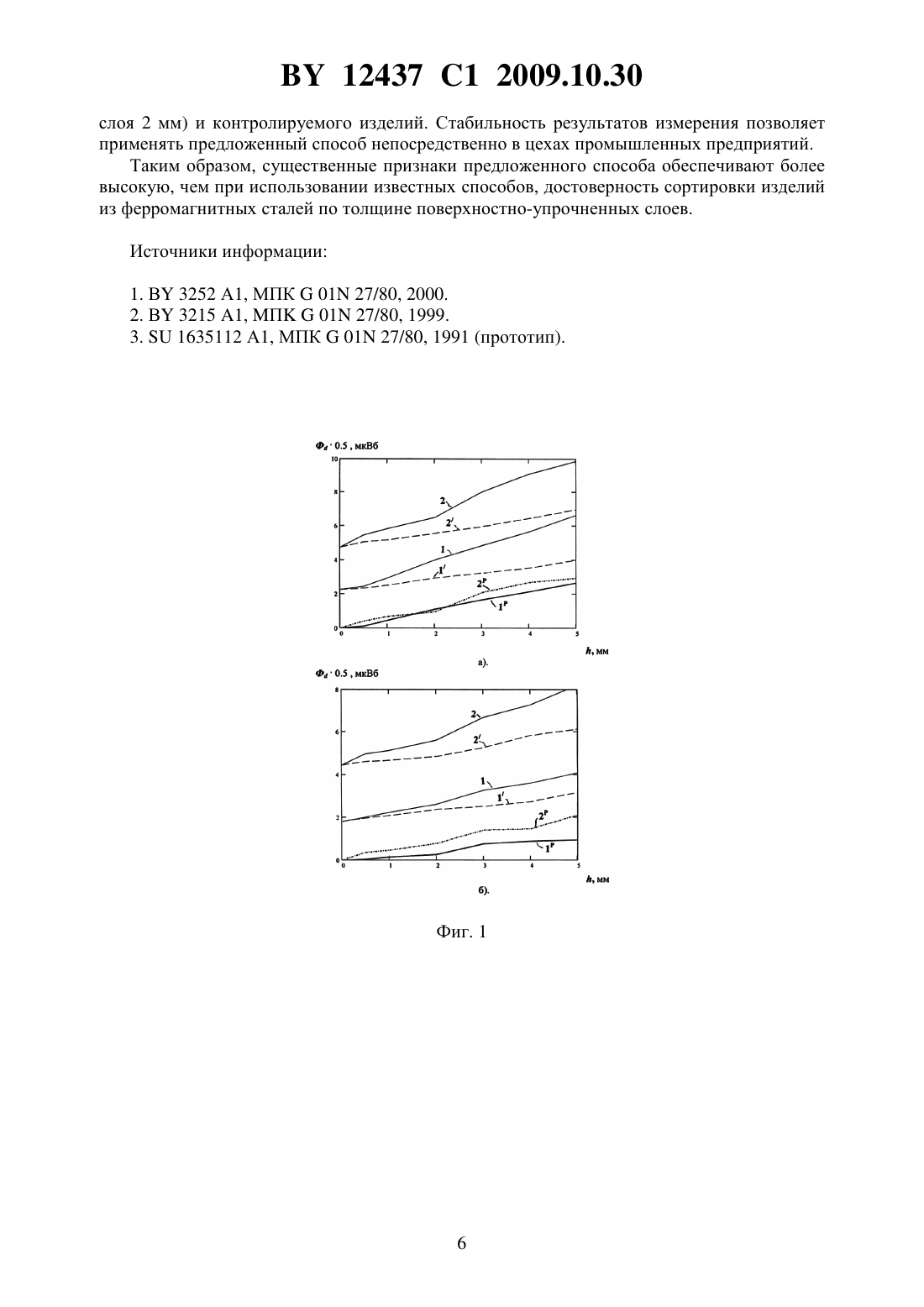
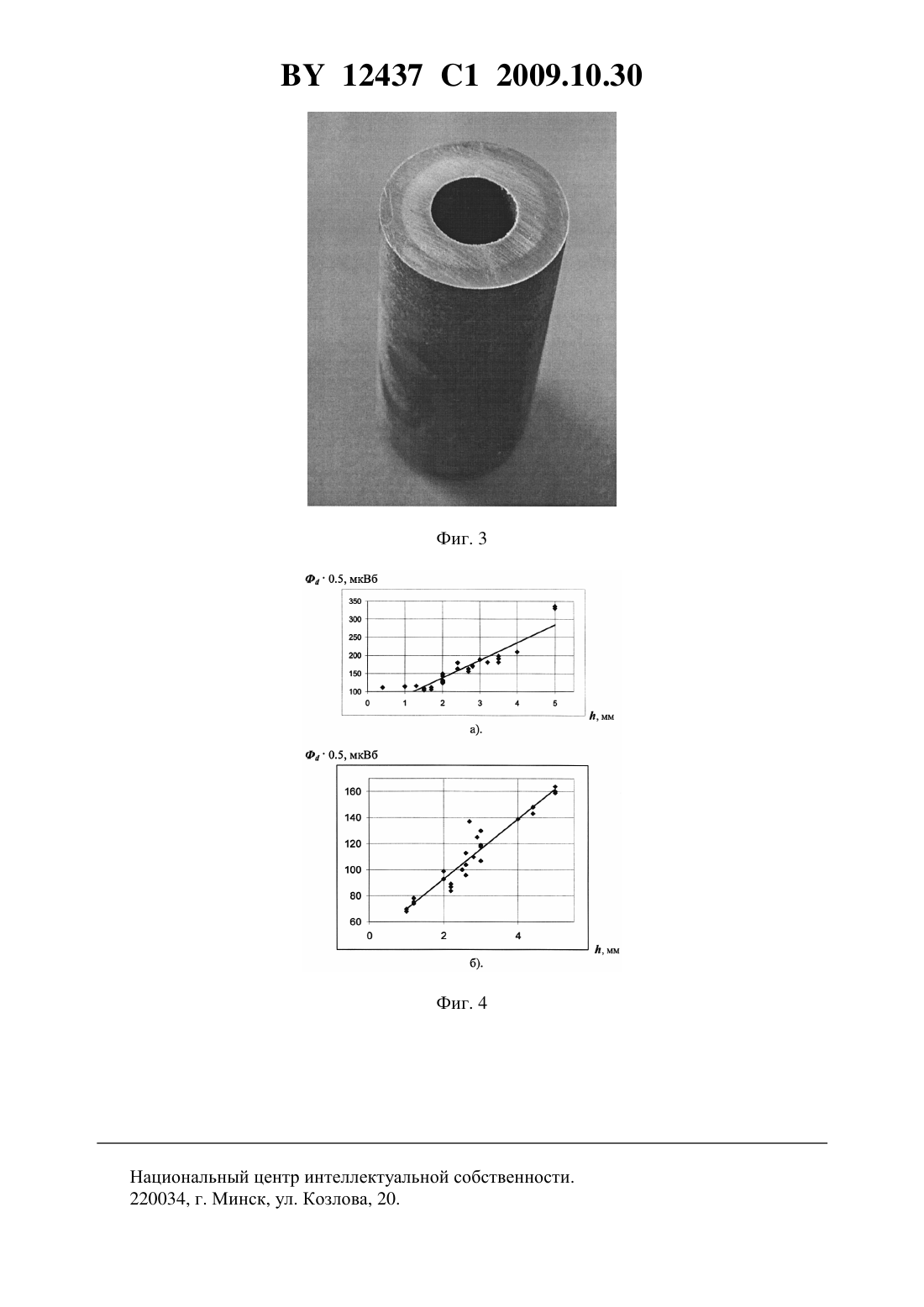
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЛЩИНЫ ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ПРОТЯЖЕННОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Сандомирский Сергей Григорьевич Синякович Эдуард Брониславович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия, в котором контролируемое изделие и эталонное изделие с заданной толщиной поверхностно-упрочненного слоя перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для их намагничивания до технического насыщения и совпадающим по направлению с их продольной осью, извлекают изделия из области действия магнитного поля и поочередно помещают их в измерительную обмотку с последующим удалением из нее, интегрируют два однополярных импульса ЭДС измерительной обмотки, соответствующие времени удаления из нее контролируемого и эталонного изделия, и определяют искомую толщину на основании заранее определенной корреляционной зависимости, связывающей ее с разностью результатов интегрирования для эталонного и контролируемого изделий. 12437 1 2009.10.30 Изобретение относится к области исследования материалов с помощью электрических или магнитных средств и может быть использовано в машиностроительной отрасли промышленности для определения толщины поверхностно-закаленных слоев изделий из ферромагнитных материалов. Известен способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия 1 путем перемагничивания контролируемого изделия изменяющимся магнитным полем, отличающийся тем, что измеряют величины намагниченностей на восходящем и нисходящем участках петли гистерезиса при заданном магнитном поле, определяют их разность, среднее значение, измеряют коэрцитивную силу контролируемого изделия и по произведению коэрцитивной силы на отношение разности намагниченностей на восходящем и нисходящем участках петли гистерезиса к среднему значению судят о толщине поверхностно-упрочненного слоя. Недостатком известного способа является невысокая достоверность контроля, связанная с сильным влиянием нестабильности положения контролируемого изделия в измерительной катушке на погрешность определения моментов времени достижения перемагничивающим полем заданного значения на восходящей и нисходящей ветвях петли гистерезиса, момента времени равенства нулю намагниченности в изделии при измерении коэрцитивной силы, на точность определения отношения разности двух близких по величине намагниченностей на восходящем и нисходящем участках петли гистерезиса реальных изделий к их среднему значению. Известен способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия 2, согласно которому контролируемое изделие перемагничивают изменяющимся магнитным полем, измеряют величины намагниченностей на восходящем и нисходящем участках петли гистерезиса при заданном магнитном поле, определяют их разность, среднее значение и по отношению разности к среднему значению судят о толщине поверхностно-упрочненного слоя. Недостатком известного способа является невысокая достоверность контроля, связанная с сильным влиянием нестабильности положения контролируемого изделия в измерительной катушке на погрешность определения моментов времени достижения перемагничивающим полем заданного значения на восходящей и нисходящей ветвях петли гистерезиса, на точность определения отношения разности двух близких по величине намагниченностей на восходящем и нисходящем участках петли гистерезиса реальных изделий к их среднему значению. Наиболее близким по технической сущности к настоящему изобретению является способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия 3, заключающийся в перемагничивании покоящегося изделия направленным вдоль продольной оси изделия магнитным полем линейно изменяющегося тока, измерении в процессе перемагничивания изделия зависимости ЭДС измерительной обмотки, охватывающей контролируемое изделие, от напряженности поля, определении напряженности поля, при которой наблюдается максимальное значение ЭДС. Дополнительно при идентичных условиях перемагничивают однородное изделие таких же размеров, измеряют ЭДС охватывающей его катушки, в нулевом поле определяют отношение ЭДС от контролируемого и однородного изделия, по которому определяют глубину упрочненного слоя. Недостатком известного способа является невысокая достоверность контроля, связанная с сильным влиянием нестабильности положения контролируемого и однородного изделий в измерительных катушках на погрешность определения времени перехода перемагничивающего поля через нулевое значение, на точность определения отношения ЭДС измерительных катушек от контролируемого и однородного изделия. Задачей изобретения является повышение достоверности контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия. 12437 1 2009.10.30 Задача решена в способе магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия, в котором контролируемое изделие и эталонное изделие с заданной толщиной поверхностно-упрочненного слоя перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для их намагничивания до технического насыщения и совпадающим по направлению с их продольной осью, извлекают изделия из области действия магнитного поля и поочередно помещают их в измерительную обмотку с последующим удалением из нее, интегрируют два однополярных импульса ЭДС измерительной обмотки, соответствующие времени удаления из нее контролируемого и эталонного изделия, и определяют искомую толщину на основании заранее определенной корреляционной зависимости, связывающей ее с разностью результатов интегрирования для эталонного и контролируемого изделий. Повышение достоверности контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия достигается благодаря тому, что информационный параметр предложенного способа при высокой чувствительности к толщине поверхностно-упрочненного слоя практически не подвержен влиянию нестабильности положения изделий при намагничивании и измерении и не требует определения отношения сигналов от контролируемого и эталонного изделий. Предложенное изобретение поясняется следующими фигурами. На фиг. 1 представлены зависимости остаточного магнитного потока Ф в модельных образцах составных цилиндров разной длины от толщиныповерхностного слоя с разными магнитными свойствами после намагничивания в замкнутой (а) и разомкнутой (б) магнитной цепи. На фиг. 2 приведена функциональная схема (а) устройства для реализации способа и амплитудно-временная зависимость (б) сигнала ЭДС измерительной обмотки при контроле толщины поверхностно-упрочненного слоя в соответствии с предложенным способом. На фиг. 3 приведена фотография микрошлифа поперечного сечения ТВЧ-закаленного изделия типа ось коромысел. На фиг. 4 представлены зависимости остаточного магнитного потока Ф в промышленных изделиях ось 50-1007102 А (а) и ось 240-1007102 А (б) из стали 45, предварительно измеренного в соответствии с предложенным способом, от толщины ТВЧзакаленного слоя на микрошлифах изделий по фиг. 3, измеренной экспериментально после разрушения изделий. Сущность предложенного способа в следующем. Остаточный магнитный поток Ф, сохраняющийся в изделии после намагничивания до технического насыщения, при постоянстве размеров изделий пропорционален коэрцитивной силе Н их материала и является поэтому структурно чувствительным параметром. Это обеспечивает высокую достоверность контроля механических свойств изделий постоянных размеров из многих материалов. Поверхностно-упрочненный слой (образованный,например, на поверхности изделия в результате закалки после нагрева изделий токами высокой частоты -ТВЧ-закалки - фиг. 3), характеризуется, как правило, более высоким значением Н материала. Экспериментально измеренные зависимости остаточного магнитного потока Ф в модельных образцах составных цилиндров длиной 5 см (кривые 1 и 1/) и 8 см (кривые 2 и 2/) с сердцевиной диаметром 13,5 мм из материала с коэрцитивной силой Н 590 А/м после намагничивания до магнитного насыщения в замкнутой магнитной цепи (а) и в разомкнутой магнитной цепи в поле 37 кА/м (б) от толщиныповерхностного слоя в форме полого цилиндра из материала с Н - 590 А/м (кривые 1/ и 2/) и с Н 1700 А/м (кривые 1 и 2) представлены на фиг. 1. Образцы изготовлены из стали ШХ 15 с различной микроструктурой. Кривыми 1 Р и 2 Р обозначены разности соответственно между зависимостями 1 и 1/ и зависимостями 2 и 2/. 12437 1 2009.10.30 Как показали эксперименты, при постоянстве длины изделий увеличение их диаметра при постоянстве магнитных свойств материала приводит к монотонному возрастанию остаточного магнитного потока Ф, сохраняющегося в изделии после намагничивания до технического насыщения (кривые 1/ и 2/). Увеличение диаметра изделий поверхностным слоем из материала с большей Н приводит к более значительному возрастанию остаточного магнитного потока Ф, сохраняющегося в изделиях после намагничивания в тех же условиях (кривые 1 и 2). Разности между зависимостями Ф в однородном изделии и изделии, имеющем поверхностно-упрочненный слой, после намагничивания изделий до технического насыщения практически линейно зависят от толщины упрочненного слоя(кривые 1 Р и 2 Р на фиг. 1 а). При этом зависимости Ф для изделий разной длины практически совпадают, а чувствительность этих зависимостей к толщине поверхностноупрочненного слоя является высокой. Если изделия намагничиваются в разомкнутой магнитной цепи до магнитного состояния, близкого к техническому насыщению, линейность зависимости Ф практически сохраняется, а ее чувствительность к толщине поверхностно-упрочненного слоя остается достаточно высокой (кривая 2 Р на фиг. 1 б). Для более коротких изделий, особенно по мере увеличения их диаметра за счет поверхностного слоя с различной магнитной жесткостью,использованная в эксперименте напряженность намагничивающего поля недостаточна для намагничивания изделий до технического насыщения. Это приводит к снижению чувствительности параметра Ф к толщине поверхностно-упрочненного слоя (кривая 1 Р на фиг. 1 б). Установленные экспериментально особенности формирования остаточного магнитного потока Ф, сохраняющегося в изделии после намагничивания, являются физической предпосылкой разработки предложенного способа магнитного контроля толщины поверхностно-упрочненных слоев протяженных изделий, который включает в себя следующие операции. Предварительно, до начала контроля промышленной партии изделий, изделие с заданной толщиной поверхностно-упрочненного слоя намагничивают перемещением сквозь область с неоднородным стационарным магнитным полем, напряженность которого достаточна для намагничивания изделия до технического насыщения, а направление совпадает с продольной осью изделия. После извлечения изделия из области с намагничивающим полем его помещают в измерительную обмотку, а затем удаляют из нее. Однополярный импульс ЭДС измерительной обмотки, соответствующий времени удаления изделия из нее, интегрируют по времени, а результат интегрирования Ф 0 запоминают. На стадии контроля промышленной партии изделий с каждым изконтролируемых изделий ( - порядковый номер изделия) осуществляют вышеописанные операции, проделанные предварительно с эталонным изделием с заданной толщиной поверхностно-упрочненного слоя. О толщине поверхностно-упрочненного слоя -ного изделия судят по разности ФФ 0 измерения магнитного состояния Ф контролируемого изделия и измерения магнитного состояния Ф 0 эталонного изделия с заданной толщиной поверхностно-упрочненного слоя. При отклонении этого параметра за пределы заранее установленного значения контролируемое изделие бракуют. Выбор в качестве эталонного изделия с заданной толщиной поверхностно-упрочненного слоя по сравнению с выбором качества эталонного однородного изделия позволяет точнее установить порог отбраковки изделий. Устройство, реализующее способ (фиг. 2), содержит намагничивающую катушку 1 и источник 2 постоянного намагничивающего тока, соединенные между собой, измерительную обмотку 3, блок 4 обработки ее сигнала и блок 5 индикации, соединенные между собой последовательно. Позицией 6 на фиг. 2 обозначено контролируемое изделие. Устройство работает следующим образом. Источник 2 постоянного намагничивающего тока обеспечивает протекание по обмотке намагничивающей катушки 1 тока заданной величины. Контролируемое (эталонное) изделие 6 помещают в область неоднородного 4 12437 1 2009.10.30 стационарного намагничивающего поля, создаваемого намагничивающей катушкой 1. В процессе движения сквозь намагничивающую катушку 1 контролируемое изделие 6 намагничивается до состояния технического насыщения. После этого изделие извлекают из области намагничивающего поля (перемещая его в направлении стрелки на фиг. 2 а) и помещают в измерительную обмотку 3. Затем изделие 6 извлекают из измерительной обмотки 3 (перемещая его в направлении стрелки на фиг. 2 а). Перед началом монотонного движения изделия 6 через измерительную обмотку 3 перед обмоткой должно находиться более половины длины изделия 6 (фиг. 2 а). Тогда на выходе измерительной обмотки 3 при извлечении из нее изделия 6 индуцируется биполярный импульс ЭДС , схематично изображенный на фиг. 2 б. ЭДС , индуцированная движущимся намагниченным изделием в измерительной обмотке 3, поступает на вход блока 4 обработки сигнала измерительной обмотки 3, который осуществляет интегрирование однополярного импульса ЭДС измерительной обмотки, соответствующего времени удаления изделия из нее - интервалу времени 0, 1 на фиг. 2 б. Момент времени 0 смены знака ЭДСна фиг. 2 б соответствует времени пересечения измерительной обмотки 3 сечением изделия 6, которому соответствует наибольшая величина остаточного магнитного потока Ф (или Ф 0) в изделии 6. Момент времени 1 на фиг. 2 б соответствует моменту времени удаления изделия 6 от измерительной обмотки 3 на расстояние, на котором изделие 6 практически не имеет магнитного потокосцепления с измерительной обмоткой 3. Поэтому результат интегрирования однополярного импульса ЭДС измерительной обмотки, соответствующего интервалу времени 0, 1, не зависит от скорости удаления изделия 6 из измерительной обмотки 3, а определяется только величиной максимального магнитного потокосцепления Ф (или Ф 0 изделия 6 и измерительной обмотки 3 в процессе движения изделия 6 сквозь измерительную обмотку 3. Результаты Ф или Ф 0 интегрирований, а также вычисляемая блоком 4 обработки сигнала измерительной обмотки 3 разность Ф-Ф 0, практически не зависят и от возможной нестабильности положения изделия 6 в намагничивающей катушке 2 и в измерительной обмотке 3 в процессе контроля. Разность Ф-Ф 0 определяется только разницей в толщинах поверхностно упрочненного слоя контролируемого и эталонного изделий 6. Это подтверждается и представленными на фиг. 4 результатами примера осуществления предложенного способа для определения толщины поверхностно-закаленного слоя промышленных изделий ось 50-1007102 А и ось 240-1007102 А из стали 45, подвергнутых ТВЧ-закалке в автоматном цехе филиала Минского моторного завода в г. Столбцы. Изделия представляют собой стальную трубку наружным диаметром 19 мм, толщиной стенки 5 мм и длиной соответственно 510 и 370 мм. Намагничивание изделий до технического насыщения в соответствии с предложенным способом осуществлено их перемещением сквозь область с неоднородным стационарным магнитным полем максимальной напряженностью 37 кА/м, созданным намагничивающей катушкой длиной 80 мм, внутренним и наружным диаметром соответственно 60 и 160 мм. Магнитное состояние изделий определено после их извлечения из области с намагничивающим полем путем помещения изделия в содержащую 1000 витков измерительную обмотку средним диаметром 32 мм и последующего удаления из нее. Интегрирование однополярного импульса ЭДС измерительной обмотки, соответствующего времени удаления изделия из нее, осуществлено электронной схемой с аналоговым интегратором. Полученные высокие коэффициенты корреляции в уравнениях линейной регрессии между толщиной поверхностно-закаленного слоя, измеренного на микрошлифах осей после их разрушения (фиг. 3), и измеренным в соответствии с предложенным способом параметром Ф изделий (соответственно равные 0,927 и 0,957 для зависимостей,представленных на фиг. 3 а и фиг. 3 б) обеспечивают высокую достоверность контроля толщины поверхностно-закаленного слоя предложенным способом по разности результатов измерения магнитного состояния эталонного (с толщиной поверхностно-закаленного 12437 1 2009.10.30 слоя 2 мм) и контролируемого изделий. Стабильность результатов измерения позволяет применять предложенный способ непосредственно в цехах промышленных предприятий. Таким образом, существенные признаки предложенного способа обеспечивают более высокую, чем при использовании известных способов, достоверность сортировки изделий из ферромагнитных сталей по толщине поверхностно-упрочненных слоев. Источники информации 1. В 3252 А 1, МПК 01 27/80, 2000. 2. В 3215 1, П 01 27/80, 1999. 3.1635112 А 1, МПК 01 27/80, 1991 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: G01N 27/72
Метки: слоя, протяженного, ферромагнитного, толщины, магнитного, контроля, поверхностно-упрочненного, изделия, способ
Код ссылки
<a href="https://by.patents.su/7-12437-sposob-magnitnogo-kontrolya-tolshhiny-poverhnostno-uprochnennogo-sloya-protyazhennogo-ferromagnitnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия</a>
Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала
Номер патента: 10698
Опубликовано: 30.06.2008
Авторы: Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович
МПК: G01B 7/02, G01N 27/72, G01N 27/80...
Метки: способ, контроля, твердости, поверхностно-упрочненного, ферромагнитного, материала, толщины, слоя, изделия
Текст:
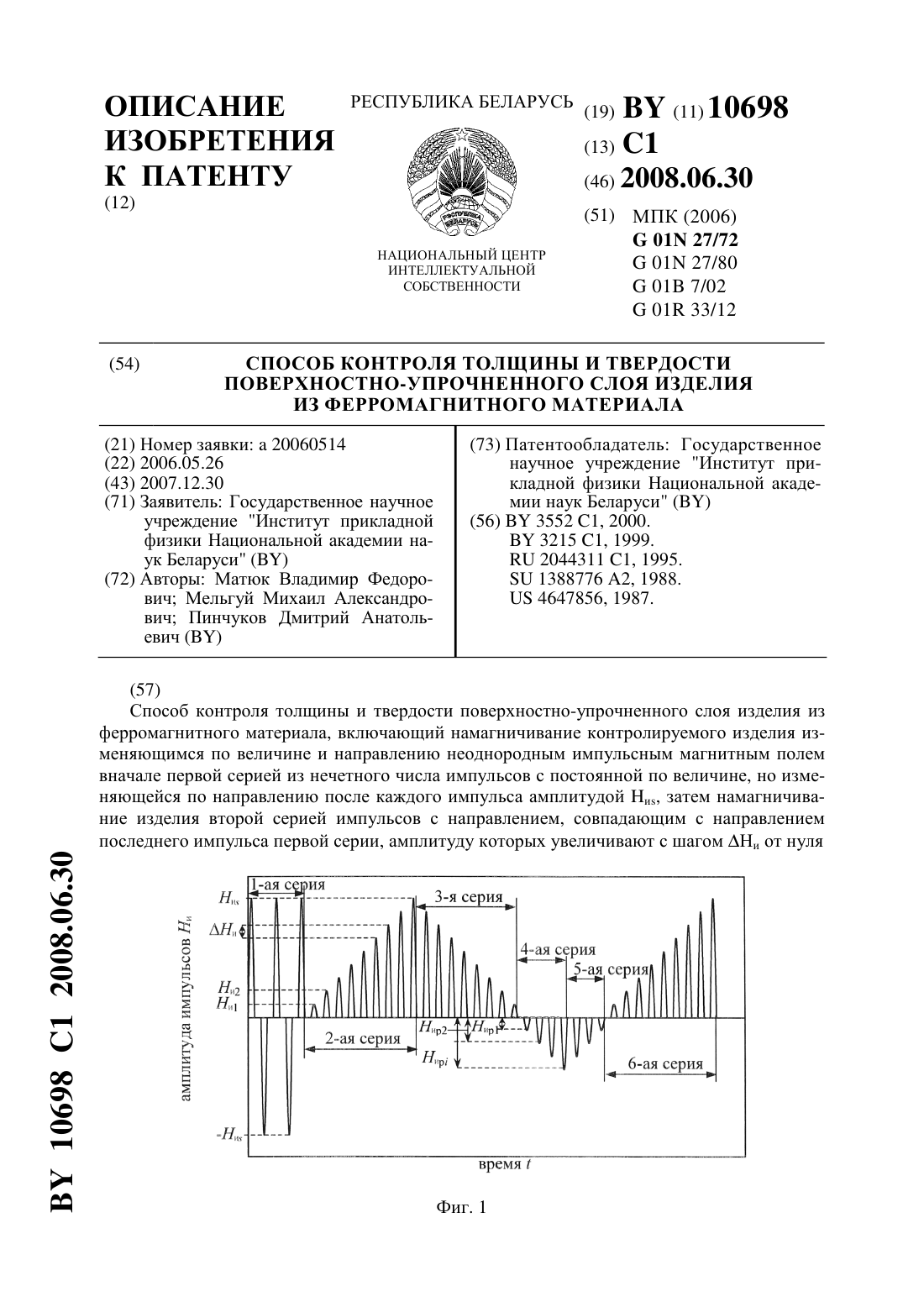
...серией, а толщинуупрочненного слоя и твердостьего поверхности определяют по уравнениям множественной корреляции типа(2)01230456 ,где числоимпульсов в четвертой серии и коэффициенты а 0, а 1, а 2, а 3, а 4, 5, 6 и 0, 1, 2,3, 4, 5, 6 установлены предварительно из условия получения минимальных среднеквадратических отклоненийи максимальных коэффициентов корреляции . На фиг. 1 показана последовательность изменения амплитуды импульсов...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3215
Опубликовано: 30.12.1999
Авторы: Кратиров Валерий Борисович, Осипов Александр Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: способ, контроля, ферромагнитных, толщины, слоев, изделий, поверхностно-упрочненных
Текст:
...в том, что для решения задачи о повышении достоверности контролируемое изделие перемагничивают изменяющимся полем Н, измеряют величины намагниченности контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср и по отношению разности к среднему значению /ср. определяют толщину упрочненного слоя отн. Способ включает в себя следующую...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3552
Опубликовано: 30.09.2000
Авторы: Осипов Александр Александрович, Матюк Владимир Федорович, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: ферромагнитных, способ, контроля, изделий, толщины, поверхностно-упрочненных, слоев
Текст:
...контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср., измеряют коэрцитивную силу с и по произведению коэрцитивной силы с на отношение разности намагниченностей к среднему значению намагниченности при заданном поле /ср. определяют толщину упрочненного слоя отн Способ включает в себя следующую последовательность операций перемагничивают...
Магнитоимпульсный способ контроля электрических и магнитных свойств и наличия дефектов сплошности изделия из электропроводящего магнитного материала, а также его толщины
Номер патента: 12173
Опубликовано: 30.08.2009
Авторы: Павлюченко Владимир Васильевич, Сычик Василий Андреевич, Дорошевич Елена Сергеевна
МПК: G01N 27/72
Метки: изделия, контроля, дефектов, электрических, также, магнитного, электропроводящего, магнитоимпульсный, магнитных, материала, способ, наличия, свойств, сплошности, толщины
Текст:
...поля 1 на поверхности изделия, записывают рассчитанную зависимость 1 на элементы памяти, после чего, используя импульс 1, воздействуют импульсом магнитного поля на изделие и датчик, измеряют интегральным датчиком магнитного поля,состоящим из матрицы локальных датчиков, например датчиков Холла, временную зависимость суммарного для всех датчиков матрицы сигнала от времени 2, нормированную по амплитуде с сигналом 1, сравнивают зависимость...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович
МПК: G01N 27/80, G01R 33/12
Метки: ферромагнитного, контроля, магнитного, многопараметрового, твердости, изделия, импульсного, материала, способ
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Предыдущий патент: Тетрапептид, ингибирующий связывание аутоантител с тиреоидной пероксидазой человека, и способ его получения
Следующий патент: Оптическая система лазерного доплеровского измерителя
Случайный патент: Датчик абсолютного углового положения рулевого колеса