Способ нанесения пятислойного теплозащитного покрытия
Номер патента: 11379
Опубликовано: 30.12.2008
Авторы: Подвойский Андрей Петрович, Соболевский Сергей Борисович, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович
Текст
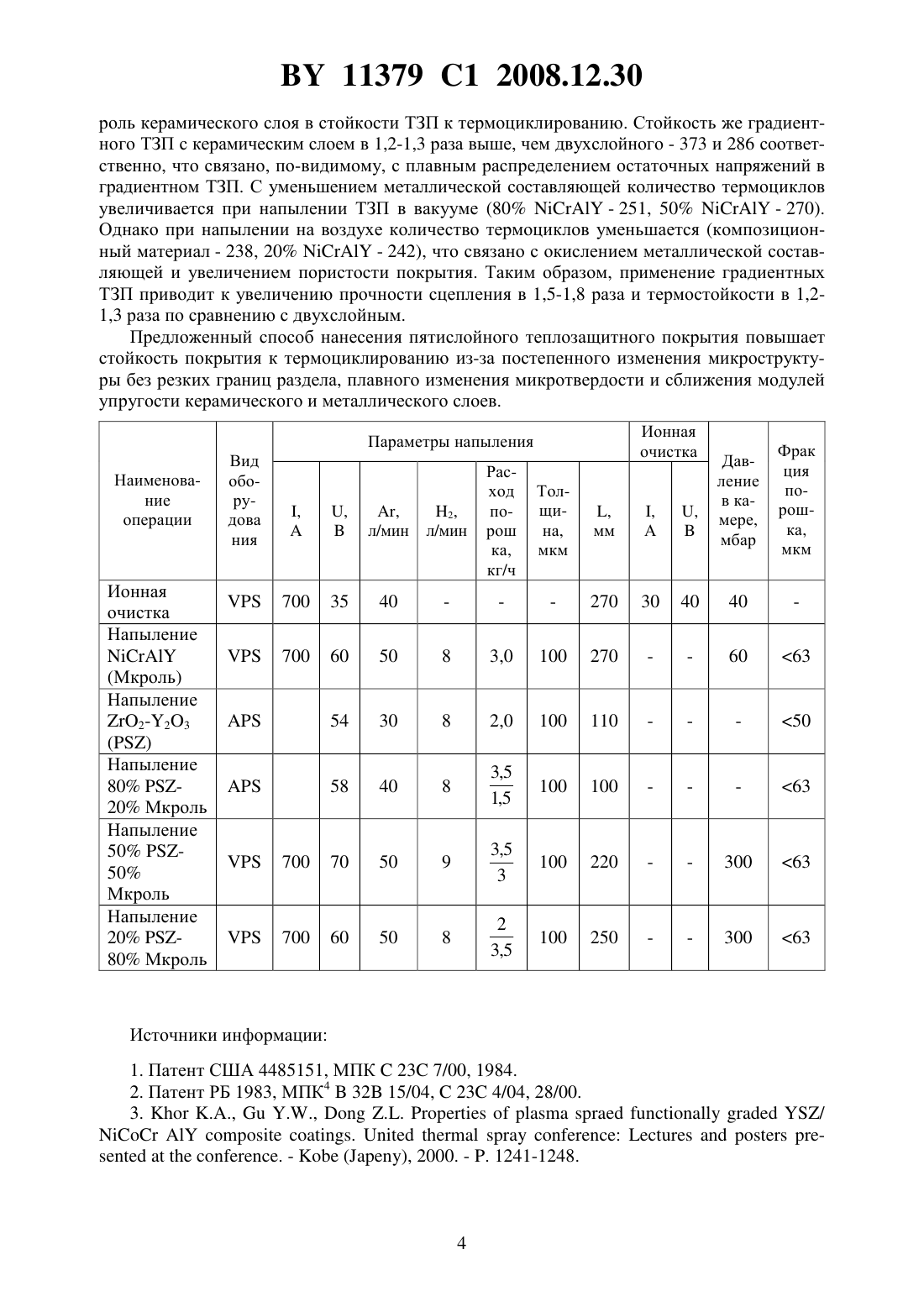
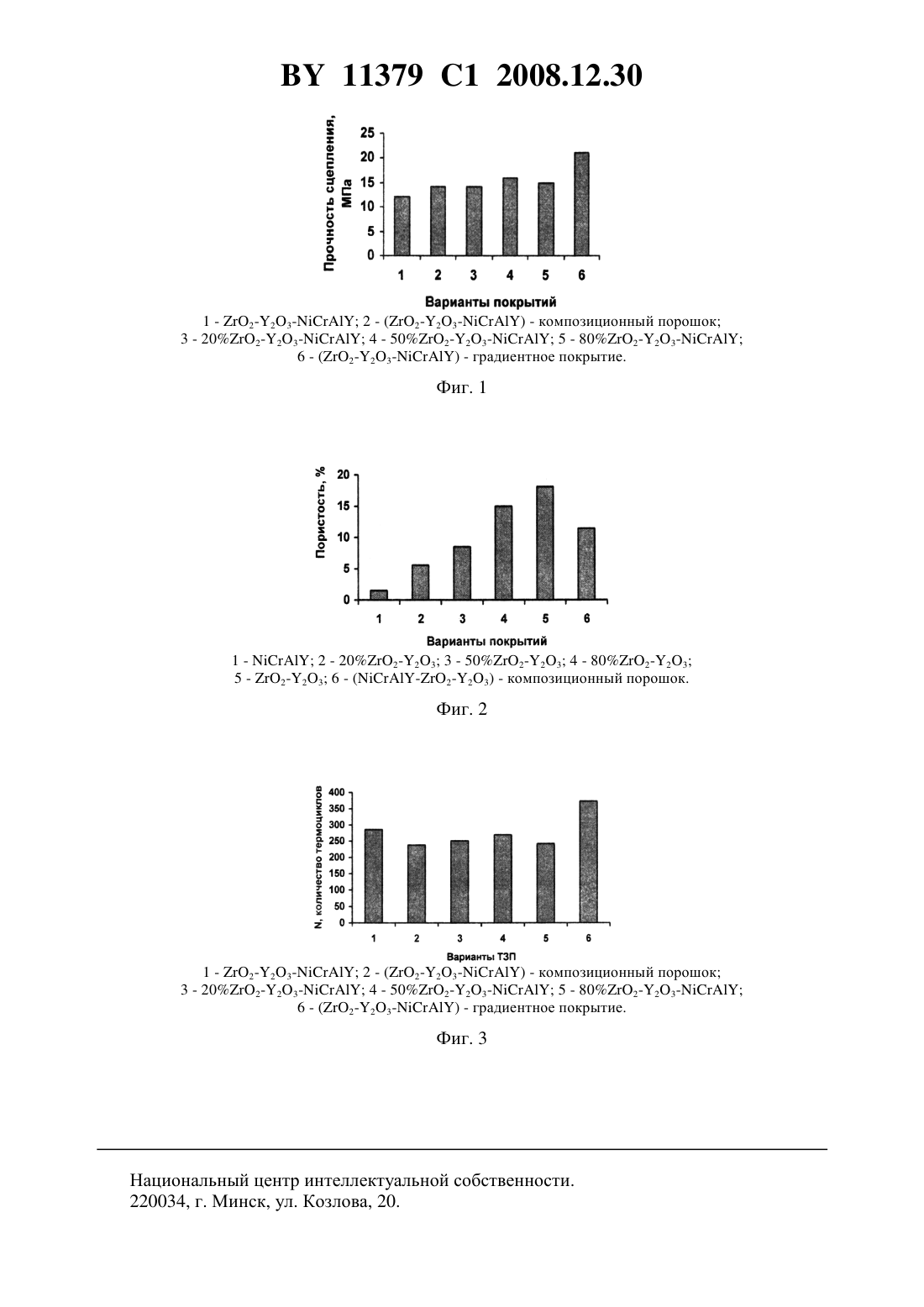
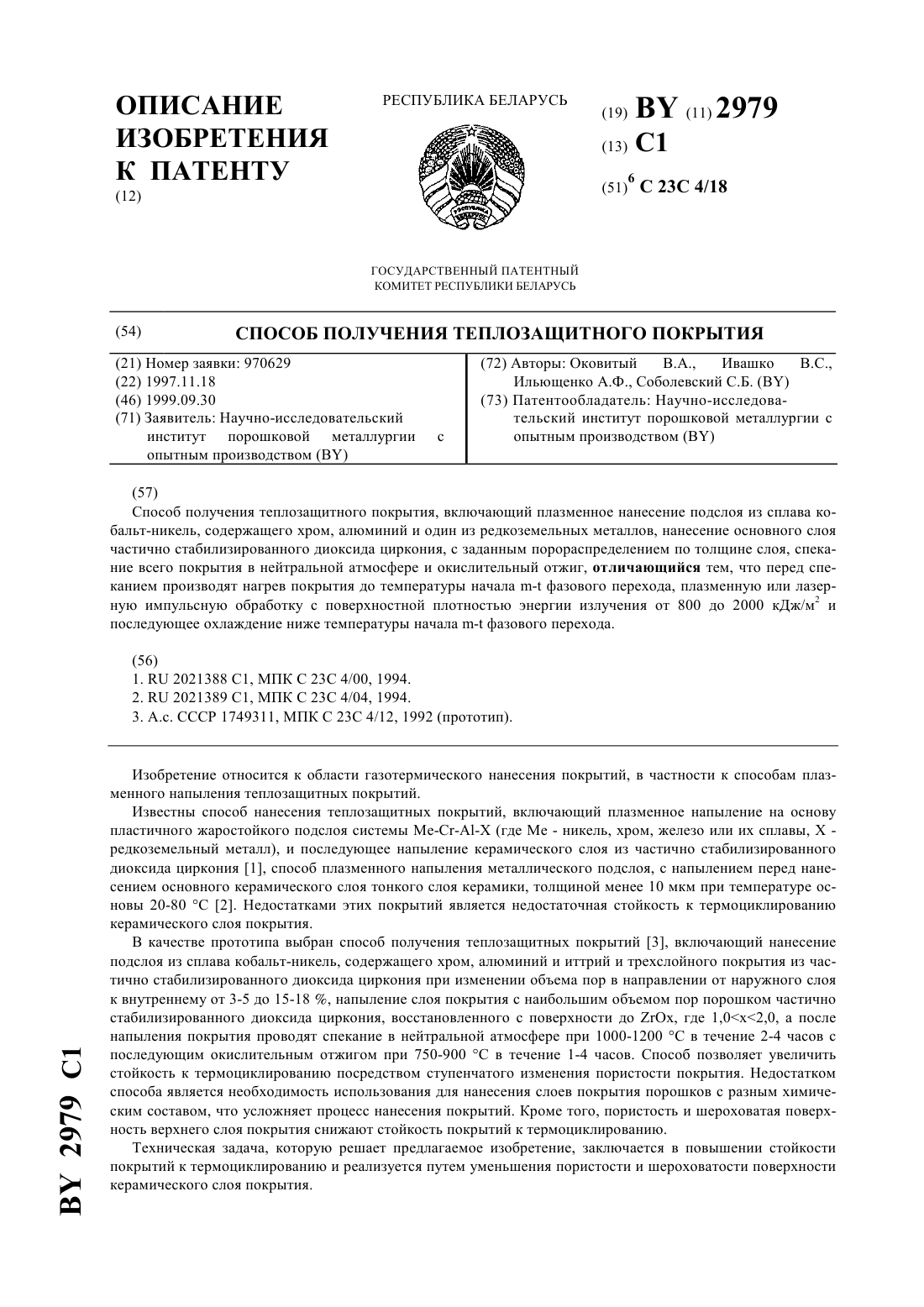
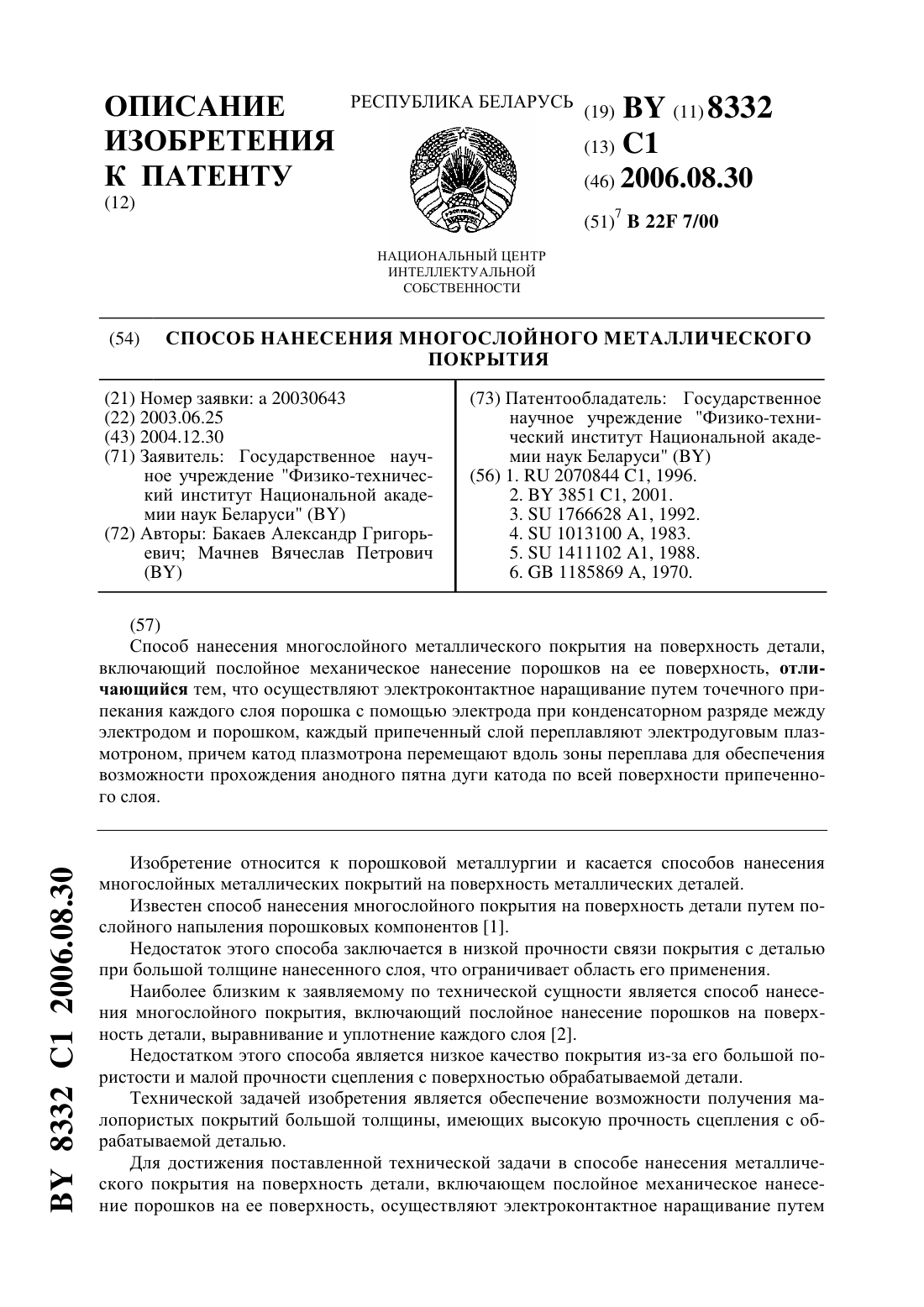
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ПЯТИСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Оковитый Вячеслав Александрович Ильющенко Александр Федорович Соболевский Сергей Борисович Подвойский Андрей Петрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии, , 2000. - . 1241-1248. Теоретические и технологические основы упрочнения и восстановления изделий машиностроения Сборник научных трудов. - Полоцк Технопринт, 2001. . 143-147.2021389 1, 1994.2979 1, 1999.52740 2, 2003.2021388 1, 1994.2078148 1, 1997.0605196 1, 1994.(57) Способ нанесения пятислойного теплозащитного покрытия, включающий газотермическое напыление подслоя толщиной 100-150 мкм из порошка сплава на основе никеля,газотермическое напыление трех промежуточных слоев толщиной 300 мкм из порошка сплава на основе никеля и порошка керамики на основе оксида циркония, стабилизированного оксидом иттрия, и газотермическое напыление керамического слоя толщиной 200-250 мкм из порошка на основе оксида циркония, стабилизированного оксидом иттрия,отличающийся тем, что подслой и первый промежуточный слой напыляют на воздухе с интенсивным охлаждением при давлении 60 мбар, остальные слои напыляют при постепенном повышении давления до 300 мбар, при этом напыление промежуточных слоев осуществляют таким образом, что они имеют градиентное соотношение керамики и сплава на основе никеля первый слой содержит 20 мас.керамики, второй слой - 50 мас.керамики, третий слой - 80 мас.керамики, а градиентное соотношение керамики и сплава на основе никеля в промежуточных слоях создают путем одновременной подачи на срез плазмотрона из одного дозатора порошка сплава на основе никеля, из другого дозатора порошка керамики на основе оксида циркония и регулировки режимов подачи порошков расхода транспортирующего газа, скорости вращения тарелки и скорости вращения ворошителя. Изобретение относится к нанесению покрытий газотермическим методом, в частности к многослойным покрытиям для тепловой и коррозионной защиты, которые могут быть использованы для нанесения теплозащитных покрытий теплонагруженных деталей газотурбинных двигателей. Известен способ плазменного нанесения двухслойного теплозащитного покрытия на детали из ,илисплавов, включающий нанесение промежуточного металлического 11379 1 2008.12.30 слоя из сплава (,) и последующее напыление керамического слоя из диоксида циркония, частично стабилизированного оксидом иттрия или иттербия 1. Недостатками способа являются высокие остаточные напряжения, возникающие вследствие несогласованного термического расширения металлических и керамических слоев,вследствие чего снижается термоусталость покрытий, а также недостаточно высокая адгезионная прочность сцепления покрытия с основой. Известен способ плазменного нанесения трехслойного теплозащитного покрытия. Покрытие содержит внешний оксидный слой и два промежуточных подслоя из сплавов на основе ,илис добавлением , ,или , причем во второй подслой, прилегающий к наружному оксидному слою, дополнительно вводятся тугоплавкие соединения из группы, содержащей оксид алюминия, оксид циркония, цирконат магния 2. Недостатками метода являются изменение микроструктуры с резкими границами раздела, неплавное изменение микротвердости, вследствие чего снижается термоусталость покрытий. В качестве прототипа выбран способ нанесения пятислойного теплозащитного покрытия, включающий напыление верхнего слоя, состоящего из оксида циркония, стабилизированного оксидом иттрия (2-7 23), и последующих промежуточных слоев, состоящих из композиционного порошка 2-7 23- с соотношением компонентов 75(2-7 23)-25 , 50 (2-7 23)-50 , 25 (2-723)75 , и, наконец, подслой, состоящий из сплава на основе никеля . Все слои напылялись на воздухе , толщина каждого слоя 0,1 мм, общая толщина 0,5 мм 3. Недостатками указанного способа являются изменение микроструктуры с наличием границ раздела, нахождение оксидных включений в переходных слоях, по всей видимости, это связано с методом приготовления композиционного порошка и напылением всех слоев на воздухе, вследствие чего термостойкость покрытия недостаточна. Задача, решаемая изобретением, - повышение стойкости покрытия к термоциклированию, из-за постепенного изменения микроструктуры без резких границ раздела, плавного изменения микротвердости и сближения модулей упругости керамического и металлического слоев. Поставленная цель достигается тем, что в известном способе нанесения пятислойного теплозащитного покрытия подслой и первый промежуточный слой напыляли на воздухе с интенсивным охлаждением при давлении 60 мбар, остальные слои напыляют при постепенном повышении давления до 300 мбар. Полученное многослойное покрытие содержит следующие слои верхний слой керамики на основе оксида циркония толщиной 200-250 мкм,промежуточные слои, состоящие из механической смеси порошков керамики и сплава на основе никеля со следующим соотношением компонентов первый слой содержит 20 мас.керамики, второй слой - 50 мас.керамики, третий слой - 80 мас. , по 100 мкм каждый слой и подслой толщиной 100-150 мкм из порошка сплава на основе никеля. Градиентное соотношение керамики и сплава на основе никеля в промежуточных слоях создают путем одновременной подачи на срез плазмотрона из одного дозатора порошка сплава на основе никеля, из другого дозатора порошка керамики на основе оксида циркония и регулировки режимов подачи порошков расхода транспортирующего газа, скорости вращения тарелки и скорости вращения ворошителя. Пример. Идея создания градиентных слоев в ТЗП впервые была выдвинута с целью получения материалов, выдерживающих тяжелые термомеханические нагрузки, возникающие при эксплуатации деталей авиационной техники и дизельных двигателей. Разрабатываемые материалы должны были совмещать термостойкость керамики с пластичностью металлов. Постепенное изменение микроструктуры без резких границ раздела, плавное изменение микротвердости и сближение модулей упругости керамического и металлического слоев должно было привести к увеличению прочности ТЗП и его долговечности. Опираясь на 2 11379 1 2008.12.30 предыдущие работы в области градиентных ТЗП, авторы попытались решить проблему плавного изменения физико-механических свойств ТЗП, используя при этом технологии плазменного напыления на воздухеи в вакууме . Для проведения исследований напылялись три вида ТЗП а) двухслойное покрытие, подслой , толщина 0,15 мм, напыленный методом(2-7 23-80 и наконец , все слои напылялись на воздухе ,промежуточные металлокерамические слои напылялись из композиционного порошка,толщина каждого слоя 0,1 мм, общая толщина 0,5 мм в) пятислойное покрытие по технологии, разработанной авторами. Градиентные слои напылялись, как и в случае б), но не из композиционного порошка. Порошки одновременно подавались из двух дозаторов на срез плазмотрона, регулировкой режимов подачи порошка (расход транспортирующего газа, скорость вращения тарелки, скорость вращения ворошителя) задавалось необходимое соотношение между керамикой и металлом. Подслой и первый промежуточный слой напыляли на воздухе с интенсивным охлаждением при давлении 60 мбар, остальные слои напыляют при постепенном повышении давления до 300 мбар. Режимы напыления приведены в таблице. На фиг. 1 и 2 представлены результаты по прочности сцепления и пористости напыленных ТЗП, а также отдельных слоев с изменяющимся процентным отношением одного из компонентов. Как видно из фиг. 1, градиентные покрытия, напыленные по технологии разработанной авторами показали прочность сцепления в 1,3-1,5 выше, чем при напылении композиционного порошка, и в 1,5-1,8 выше, чем при использовании двухслойных покрытий. Одними из наиболее важных факторов, влияющих на прочность сцепления плазменных покрытий после напыления, являются остаточные напряжения. У двухслойных покрытий из-за большой разницы коэффициентов термического расширения верхнего слоя керамики 2 и подслояостаточные напряжения в покрытии достаточно высоки и, кроме того, присутствует выраженная граница раздела, все это приводит к невысокой прочности сцепления. Остаточные напряжения значительно снижены при применении градиентных слоев из-за более плавного изменения всех характеристик покрытия,их вызывающих. Однако в случае напыления градиентных ТЗП из композиционных порошков на воздухе происходит окисление металлической составляющей, приводящее к возрастанию остаточных напряжений и уменьшению прочности сцепления по сравнению с градиентными ТЗП, напыленными по технологии, разработанной авторами. С увеличением процента содержания 2-23 в ТЗП его пористость увеличивается (фиг. 2), что связано с высокой температурой плавления, наличием определенного количества нерасплавленных или частично расплавленных частиц в плазменной струе. Частицыостаются в расплавленном состоянии при ударе о подложку. Они образуют компактные, практически беспористые покрытия. Когда используются смешанные или композиционные-2-23 порошки, металлическая составляющая заполняет поры, образованные керамикой, и пористость уменьшается. Тем не менее ТЗП должны обладать строго определенной пористостью, поскольку, во-первых, пористые тела менее склонны к макроскопическому растрескиванию под действием внутренних напряжений, во-вторых, имеют более низкий модуль упругости по сравнению с компактными. Кроме того, увеличение пористости ограничено прочностными характеристиками покрытия. На фиг. 3 приведены результаты термоциклирования ТЗП. В отличие от результатов по прочности сцепления двухслойное покрытие выдерживает большее количество термоциклов, чем ТЗП с различным содержанием металлической составляющей, независимо от того, получено это покрытие из композиционного порошка или из смеси, что еще раз подтверждает главенствующую 3 11379 1 2008.12.30 роль керамического слоя в стойкости ТЗП к термоциклированию. Стойкость же градиентного ТЗП с керамическим слоем в 1,2-1,3 раза выше, чем двухслойного - 373 и 286 соответственно, что связано, по-видимому, с плавным распределением остаточных напряжений в градиентном ТЗП. С уменьшением металлической составляющей количество термоциклов увеличивается при напылении ТЗП в вакууме (80- 251, 50- 270). Однако при напылении на воздухе количество термоциклов уменьшается (композиционный материал - 238, 20- 242), что связано с окислением металлической составляющей и увеличением пористости покрытия. Таким образом, применение градиентных ТЗП приводит к увеличению прочности сцепления в 1,5-1,8 раза и термостойкости в 1,21,3 раза по сравнению с двухслойным. Предложенный способ нанесения пятислойного теплозащитного покрытия повышает стойкость покрытия к термоциклированию из-за постепенного изменения микроструктуры без резких границ раздела, плавного изменения микротвердости и сближения модулей упругости керамического и металлического слоев. Ионная очистка Параметры напыления Наименование операции Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 4/04
Метки: способ, теплозащитного, покрытия, нанесения, пятислойного
Код ссылки
<a href="https://by.patents.su/5-11379-sposob-naneseniya-pyatislojjnogo-teplozashhitnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения пятислойного теплозащитного покрытия</a>
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Оковитый Вячеслав Александрович, Ивашко Виктор Сергеевич, Соболевский Сергей Борисович, Ильющенко Александр Федорович
МПК: C23C 4/18
Метки: покрытия, получения, теплозащитного, способ
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ нанесения многослойного металлического покрытия
Номер патента: 8332
Опубликовано: 30.08.2006
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович
МПК: B22F 7/00
Метки: нанесения, способ, покрытия, многослойного, металлического
Текст:
...слой металла имеет большую пористость и шероховатость, поэтому его электродуговой переплав с помощью плазмотрона позволяет удалить газы и сделать слой равным. С другой стороны, переплав механически нанесенного слоя порошка с помощью плазмотрона, без предшествующего конденсаторного припекания, не обеспечивает достижение технической задачи, т.к. порошок уносится с поверхности детали динамическим потоком плазмы. Использование других источников...
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Скороход Александр Зосимович, Юркевич Олег Романович, Стухляк Петр Данилович, Якубеня Николай Александрович, Страх Николай Федорович, Ковальчук Людмила Никифоровна
МПК: C23C 4/00
Метки: нанесения, способ, антикоррозионного, покрытия
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Способ нанесения полимерного покрытия на металлическую трубу
Номер патента: 10551
Опубликовано: 30.04.2008
Авторы: Белоцерковский Марат Артемович, Гоман Аркадий Михайлович
МПК: B05B 7/16
Метки: трубу, нанесения, полимерного, металлическую, способ, покрытия
Текст:
...которого удовлетворяет следующему соотношению(2 П) где П - коэффициент термического расширения полимерного материала, используемого для термонапыления, 1/град- коэффициент термического расширения металла трубы, 1/град сц - прочность сцепления полимерного покрытия на отрыв, обеспечиваемая используемым способом термонапыления, МПа- максимальная температура эксплуатации трубы, С- диаметр трубы, м П - толщина полимерного покрытия, м Т -...
Способ нанесения покрытия порошком термопластичного полимера
Номер патента: 8528
Опубликовано: 30.10.2006
Авторы: Гоман Аркадий Михайлович, Леванцевич Михаил Александрович, Белоцерковский Марат Артемович, Голопятин Александр Владимирович
Метки: нанесения, термопластичного, полимера, порошком, покрытия, способ
Текст:
...углерода в виде копоти. Верхний предел содержания воздуха в смеси, образующей окислительное пламя, составляет 32 объема воздуха на 1 объем пропана. Последующее увеличение содержания окислителя приводит к отрыву пламени, хлопкам, прекращению горения. Протекание процесса нанесения покрытий с качеством и производительностью, максимально возможной при заданной плотности теплового потока факела пламени, обеспечивается не только правильным...
Предыдущий патент: Способ обработки внутренней цилиндрической поверхности
Следующий патент: Самоходный льноуборочный комбайн
Случайный патент: Производные пиперидина