Устройство для нагрева металлических сыпучих частиц
Номер патента: U 788
Опубликовано: 30.03.2003
Авторы: Гурченко Павел Семенович, Карпушкин Николай Сергеевич, Демин Михаил Иванович, Михлюк Анатолий Игнатьевич
Текст
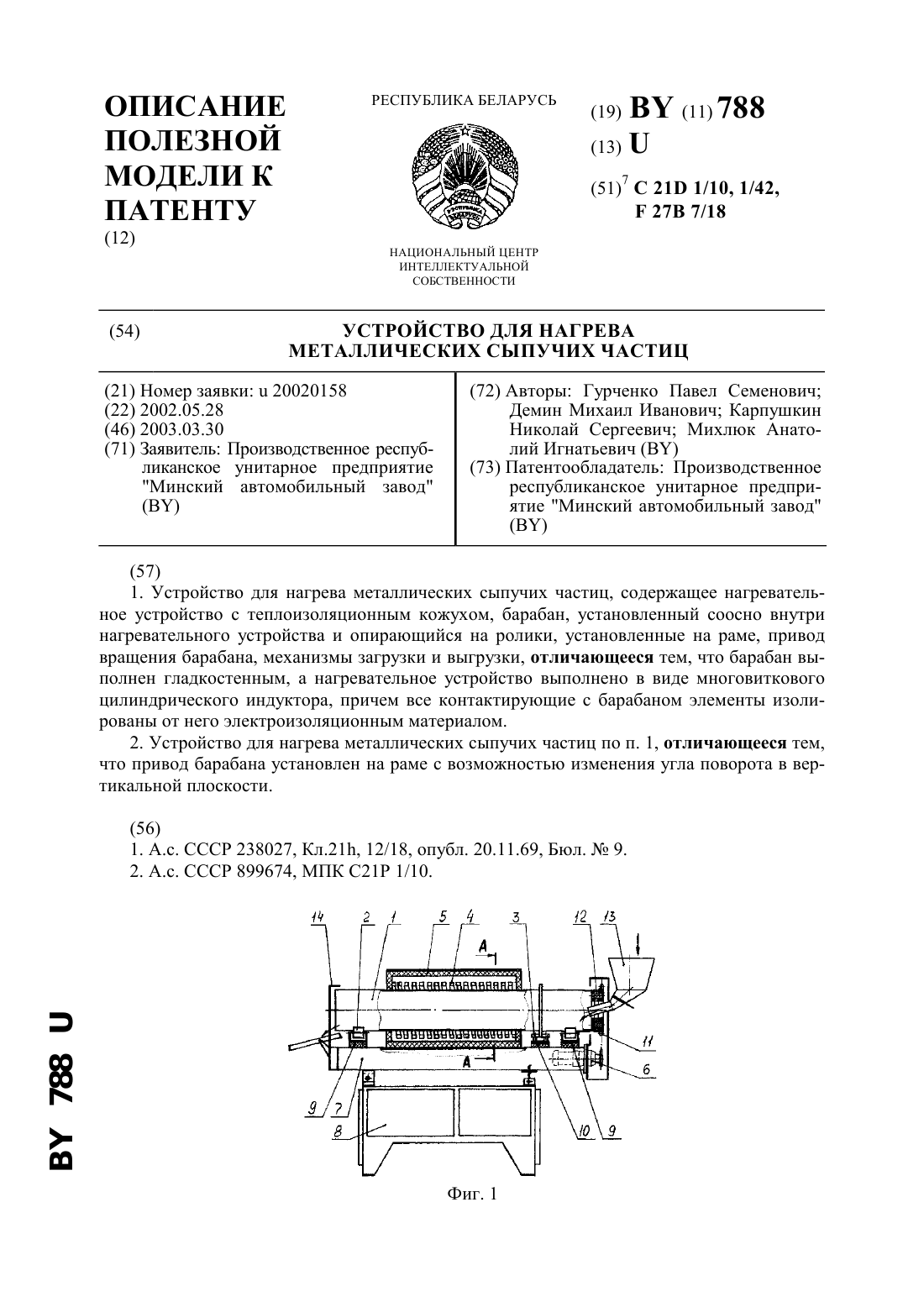
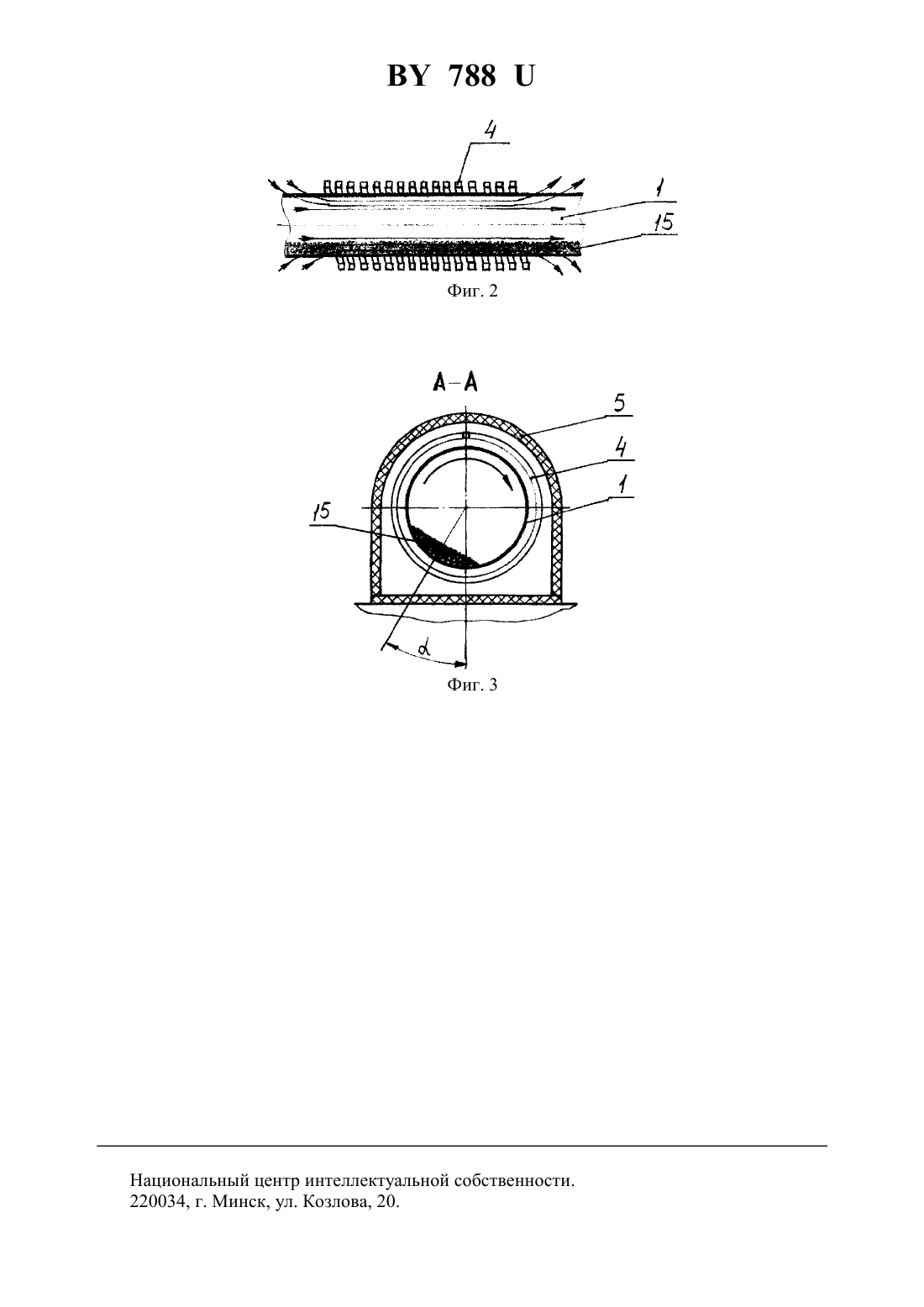
(51)21 1/10, 1/42,27 7/18 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАГРЕВА МЕТАЛЛИЧЕСКИХ СЫПУЧИХ ЧАСТИЦ(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Гурченко Павел Семенович Демин Михаил Иванович Карпушкин Николай Сергеевич Михлюк Анатолий Игнатьевич(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) 1. Устройство для нагрева металлических сыпучих частиц, содержащее нагревательное устройство с теплоизоляционным кожухом, барабан, установленный соосно внутри нагревательного устройства и опирающийся на ролики, установленные на раме, привод вращения барабана, механизмы загрузки и выгрузки, отличающееся тем, что барабан выполнен гладкостенным, а нагревательное устройство выполнено в виде многовиткового цилиндрического индуктора, причем все контактирующие с барабаном элементы изолированы от него электроизоляционным материалом. 2. Устройство для нагрева металлических сыпучих частиц по п. 1, отличающееся тем,что привод барабана установлен на раме с возможностью изменения угла поворота в вертикальной плоскости. 7883. Сидоренко В.Д. Применение индукционного нагрева в машиностроении.- Л. Машиностроение, 1980. - С. 46. 4. А.с. СССР 947 600 МПК 27 7/00, 1982, бюл.28. 5. Свенчанский А.Д. Электрические промышленные печи, 4. - М. Энергия, 1975. - С. 122. 6. Ефимов Ф.Т., Фролов Н.Г. Металлические дробь и песок - М. Машгиз, 1963. С. 74-77 (прототип). Полезная модель относится к металлургии, в частности к устройствам для нагрева под термическую обработку, и может быть использовано для улучшения эксплуатационных свойств металлических сыпучих частиц и деталей, в частности стальной и чугунной литой дроби при их непрерывном продвижении и перемешивании. Известны промышленные высокотемпературные индукционные печи с водоохлаждаемым индуктором, теплоизоляционной керамической засыпкой между внутренней стенкой индуктора и цилиндром рабочей камеры и с устройством для подачи контролируемого газа 1. Известны также различные устройства для индукционного нагрева деталей. Так,например, известна установка для индукционного нагрева проволоки, содержащая магнитопровод с первичной обмоткой, ролики и металлический стержень, расположенный внутри магнитопровода с возможностью вращения 2. Известна установка для нагрева пластин перед вырубкой тарельчатых пружин, содержащая индуктор с направляющими,загрузочный механизм со съемной кассетой и толкателем, причем загрузочный механизм своими опорными роликами совмещен с кассетой и является ее дном, а самовосстанавливающиеся поворотные упоры толкателя расположены выше опорных роликов. Между индуктором и загрузочной кассетой установлен лоток-улавливатель 3. Недостатками этих устройств является невозможность нагрева металлических частиц малых размеров, например металлической дроби диаметром 0,4-3 мм. Проталкивание их через индуктор методами, известными для нагрева заготовок под кузнечную обработку,неизбежно приводит к их заклиниванию в индукторе, их плавлению и выходу из строя индукционной установки. Поштучная их подача в индуктор и фиксация в зоне нагрева также не представляются осуществимыми на практике. Такие частицы, размеры которых имеют величину, меньшую глубины проникновения тока в металл, являются полупрозрачными для токов высокой частоты, применяемых в промышленности для индукционного нагрева стальных изделий. Например, глубина проникновения в сталь тока частотой 2400 Гц при температуре менее точки Кюри (768 С) составляет 10 мм. В связи с частичной прозрачностью частиц малого размера КПД их индукционного нагрева снижается до 20-30 . Известна электрическая барабанная печь для нагрева сыпучих металлических частиц,состоящая из нагревательной камеры с электрическими нагревательными элементами сопротивления, вращающегося барабана внутри нагревательной камеры, привода вращения барабана, загрузочного устройства и устройства для перемешивания материала внутри барабана 4. Известна также барабанная электропечь для термообработки мелких однородных деталей. Печь представляет собой прямоугольную камеру с нагревателями, через которую проходит жароупорный барабан, установленный на роликах и приводимый во вращение вокруг своей оси при помощи электропривода. Внутри барабана имеется архимедова спираль, благодаря которой засыпаемые в один конец барабана детали при его вращении перемещаются к разгрузочному концу 5. Наиболее близка к предлагаемой полезной модели электропечь для отпуска дроби, содержащая корпус, нагревательное устройство с теплоизоляционным кожухом, барабан с приводом вращения, расположенный внутри нагревательного устройства, механизмы для загрузки и выгрузки дроби. Элеватором дробь подается в бункер, из которого она захватывается ковшом, укрепленным на диске барабана. Барабан изготавливается из жаропроч 2 788 ной стали с горизонтальными ребрами внутри. Он опирается через два бандажа на две пары роликов и вращается от электромеханического привода. Печь нагревается спиралями,уложенными в полости, образуемой термоизоляционной кладкой, выполненной из кирпича. Кладка обрамлена сварным металлическим кожухом. Барабан по отношению к горизонтальной поверхности установлен под некоторым углом, который может изменяться путем вращения опорных винтов 6. Общим недостатком аналогов и прототипа известных устройств является низкая производительность, так как нагревательное устройство состоит из электронагревателей сопротивления. Нагреватели размещены вдоль барабана по его длине в нагревательной камере, футеровка и теплоизоляция которых выполнена из огнеупорных и теплоизоляционных материалов. При этом нагрев металлических частиц в электропечах сопротивления происходит за счет трех видов передачи тепла контакта нагреваемых частиц с разогретой поверхностью барабана (как транспортного средства для перемещения мелких деталей и сыпучих металлических частиц), теплового излучения этого барабана и теплообмена с разогретой атмосферой печи, то есть теплопроводности, конвективного и лучистого теплообмена. Низкие скорости контактного теплообмена и теплопроводности приводят к большой длительности процесса нагрева. Длительность нагрева в электропечах приводит к окалинообразованию, что снижает качество поверхности нагреваемых мелких деталей. В электропечах сопротивления присутствуют потери энергии на разогрев, на аккумуляцию тепла термоизоляционной кладкой и на нагрев внутристенных ребер барабана, что существенно повышает расход энергии. Задача, решаемая полезной моделью, - повышение производительности нагрева,улучшение качества обрабатываемых частиц за счет предотвращения окалины и образования защитной оксидной пленки, которая одновременно с защитой от коррозии является цветным декоративным покрытием, улучшающим товарный вид продукции. Поставленная задача достигается тем, что в устройстве для нагрева металлических сыпучих частиц, содержащем нагревательное устройство с теплоизоляционным кожухом,барабан, установленный соосно внутри нагревательного устройства и опирающийся на ролики, установленные на раме, привод вращения барабана, механизмы загрузки и выгрузки, барабан выполнен гладкостенным, а нагревательное устройство выполнено в виде многовиткового цилиндрического индуктора, при этом все контактирующие с барабаном элементы изолированы от привода вращения и корпуса устройства электроизоляционным материалом. Выполнение барабана гладкостенным, расположенным соосно с нагревательным элементом, позволяет при вращении барабана осуществлять движение металлических частиц,например стальной или чугунной дроби, в виде сплошного потока, который, перемещаясь вдоль оси барабана и одновременно перемешиваясь, распределяется равномерным слоем по всей длине барабана. Использование для нагрева вращающегося гладкостенного барабана нагревательного элемента в виде многовиткового цилиндрического индуктора позволяет наводить внутри гладкостенного барабана высокочастотное электромагнитное поле, которое обеспечивает дополнительный нагрев частиц, находящихся внутри барабана, и вызывает одновременно высокочастотную вибрацию частиц в звуковом и ультразвуковом диапазоне, способствует интенсивному перемешиванию гранул дроби и поддержанию их потока в плотном состоянии. Одновременно вибрация гранул дроби в движущемся потоке способствует их очистке от загрязнений литейного происхождения (окалина, частицы шлака и др.) и повышает чистоту поверхности частиц. Таким образом, нагрев сыпучих металлических частиц, непрерывно поступающих в нагреваемую часть барабана, происходит за счет теплопроводности, конвективного и лучистого теплообмена, как в электропечах сопротивления, и дополнительно за счет выде 3 788 ляемого в самом материале тепла, вызванного высокочастотными токами под действием электромагнитного поля, наведенного индуктором. При этом вибрация частиц под воздействием электромагнитного поля при одновременном непрерывном перемешивании частиц за счет непрерывного вращения барабана способствует очистке частиц от загрязнений и снижению шероховатости их поверхности. При непрерывном вращении барабана под действием силы трения о стенки сыпучий материал принимает вид смещенного на некоторый угол в сторону вращения сегмента,интенсивно перемешивается под действием гравитационных сил и воздействия вибраций,благодаря чему температура нагрева частиц в потоке материала по глубине сегмента выравнивается. Под комбинированным воздействием всех источников тепла и непрерывного интенсивного перемешивания время нагрева резко сокращается, что и обеспечивает более высокую производительность заявляемого устройства. На фиг. 1 изображен общий вид устройства. На фиг. 2 - фрагмент продольного сечения индуктора с барабаном с изображением силовых линий электромагнитного поля,наведенного индуктором, в барабане и потоке металлических частиц. На фиг. 3 - сечение А-А фиг. 1. Устройство для нагрева металлических сыпучих частиц (типа дроби) состоит из следующих основных узлов. Гладкостенный барабан 1 установлен на две пары опорных роликов 2, преимущественно под углом от 1 до 10 в сторону выгрузки. Осевое смещение барабана предотвращается упорными роликами 3, взаимодействующими с фланцем барабана 1. Барабан 1 соосно расположен внутри многовиткового цилиндрического индуктора 4, выполненного из полого медного профиля и подключенного к высокочастотному генератору (не показано). Со всех сторон индуктор 4 защищен теплоизоляционным кожухом 5. Привод вращения 6 барабана 1 закреплен на раме 7 корпуса 8 устройства. Рама 7 имеет возможность изменять угол наклона в вертикальной плоскости путем вращения опорного винта. Звездочка 9 цепной передачи крепится к торцу барабана 1 и служит для передачи крутящего момента от привода вращения 6 на барабан 1. Контактирующие с гладкостенным барабаном 1 элементы опорные 2 и упорные 3 ролики установлены на раму 7 устройства через электроизоляционный материал 10 и 11, а звездочка 9 также через электроизоляционный материал 12 крепится к барабану 1. Устройство имеет загрузочный 13 и разгрузочный 14 механизмы. Устройство работает следующим образом. Включают привод вращения 6 гладкостенного барабана 1, а на многовитковый цилиндрический индуктор 4 подают ток от высокочастотного генератора. В воронку загрузочного механизма 13 загружают металлические частицы 15, которые через открытую шиберную заслонку равномерным потоком поступают во вращающийся гладкостенный барабан 1. По мере движения частиц часть гладкостенного барабана 1, расположенная внутри индуктора 4, нагревается индуктированными в ней токами высокой частоты. При этом внутри гладкостенного барабана 1 также наводится высокочастотное электромагнитное поле. При вращении гладкостенного барабана 1 под действием силы трения о стенки металлические частицы 15 принимает вид смещенного на некоторый уголв сторону вращения сегмента, описывающего относительно гладкостенного барабана 1 винтовую линию, шаг которой зависит от частоты вращения и угла наклона гладкостенного барабана 1 (фиг. 3). При этом частицы верхнего слоя сегмента частиц 15 под действием гравитационных сил и вибраций в звуковом и ультразвуковом диапазоне частот скатываются вниз на стенку гладкостенного барабана 1, под действием сил трения подхватываются стенкой и оказываются внутри сегмента. Так происходит интенсивное перемешивание металлических частиц 15, которые остаются сплошным потоком во время продвижения по всей длине гладкостенного барабана 1. 4 788 В нагретой части гладкостенного барабана 1 металлические частицы 15 получают тепло не только за счет теплопроводности, конвективного и лучистого теплообмена. Являясь сплошным потоком, частицы 15 пересекаются силовыми линиями 16 высокочастотного электромагнитного поля (фиг. 2), которое индуктирует в нем высокочастотный ток и дополнительно нагревает его. Силовые линии 16 электромагнитного поля многовиткового цилиндрического индуктора направлены параллельно оси индуктора и, следовательно,параллельно оси гладкостенного барабана. По мере движения в активной зоне барабана частицы нагреваются до необходимой температуры и самотеком высыпаются через разгрузочный механизм 14. Таким образом, применение в устройстве для нагрева металлических сыпучих частиц нагревательного элемента в виде многовиткового цилиндрического индуктора обеспечивает индукционный нагрев гладкостенного барабана, а движущийся поток сыпучих металлических частиц внутри гладкостенного барабана нагревается не только за счет теплопроводности, конвективного и лучистого теплообмена от стенок гладкостенного барабана, как в электропечах сопротивления, но и дополнительно за счет выделяемого в самом потоке частиц тепла, вызванного высокочастотным током под действием электромагнитного поля, наведенного индуктором. При этом повышается скорость нагрева, а следовательно, и производительность устройства, исключается окалинообразование и угар, что повышает качество поверхности частиц. Отсутствие потерь на разогрев устройства и на аккумуляцию тепла термоизоляционной кладкой снижает удельный расход энергии по сравнению с электропечью сопротивления. Испытания устройства для нагрева металлических сыпучих частиц проводились на Минском автомобильном заводе на опытно-промышленной установке при термообработке стальной литой дроби. При отнимаемой на нагрев мощности 50-90 кВт тока высокой частоты она обеспечивает нагрев 600-800 кг/ч дроби до температуры 380-420 С. Угол наклона гладкостенного барабана составлял 2. Длина нагреваемой зоны составляла 1200 мм, число оборотов вращения 10-100 в минуту. Электромагнитное поле в многовитковом индукторе возбуждалось токами высокой частоты (ТВЧ) при использовании машинного преобразователя частоты ВПЧ-100/8000 мощностью 100 кВт и частотой 8000 Гц. После термообработки дроби на заявляемом устройстве нагрева при температуре 320360 С в течение 3-7 минут она по своим параметрам (твердости и структуре) близка к дроби французской фирмы. Прочность выплавляемой стальной дроби после термообработки, определенная статистической нагрузкой до разрушения дробины на универсальной разрывной машине при сдавливании между твердосплавными пластинами в специально разработанном приспособлении, превышает показатели французской дроби, что при других равных параметрах является следствием более правильной сферической формы и более гладкой поверхности. Созданное на основании предлагаемой полезной модели на МАЗе оборудование для термообработки дроби позволяет регулировать температуру обработки и обеспечивает твердость дроби в заданном интервале с учетом изменения химического состава плавок. Нагрев при термообработке дроби производят со свободным доступом в зону нагрева окружающего атмосферного воздуха, который при температуре термической обработки обладает значительными окислительными свойствами. Благодаря малому времени нагрева образование окалины на поверхности не успевает происходить, а образовывается тонкая оксидная пленка, которая в дальнейшем предохраняет дробь от коррозии. Термообработанная дробь имеет приятный серо-синий или фиолетовый цвет и в последующих защитных покрытиях не нуждается, в то время как все известные производители дроби для предохранения от коррозии производят ее дополнительную обработку в специальных пассивирующих растворах. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: F27B 7/18, C21D 1/10, C21D 1/42
Метки: частиц, нагрева, металлических, сыпучих, устройство
Код ссылки
<a href="https://by.patents.su/6-u788-ustrojjstvo-dlya-nagreva-metallicheskih-sypuchih-chastic.html" rel="bookmark" title="База патентов Беларуси">Устройство для нагрева металлических сыпучих частиц</a>
Устройство для контактирования твердого материала в виде сыпучих частиц
Номер патента: 4231
Опубликовано: 30.12.2001
Автор: Герт АЛЬБЕРТ
МПК: B01J 19/28, C07C 29/70, B01J 8/10...
Метки: виде, контактирования, материала, сыпучих, частиц, твердого, устройство
Текст:
...шариков, кубиков или цилиндров из материала, который средой не разрушается. При механическом направлении и распределении твердого материала, размещенного в полости барабана, при вращении барабана частицы твердого материала подвергаются определенному измельчению. Данному измельчению и скорости растворения содействуют упомянутые мелющие тела, так как они способствуют активации поверхности и, таким образом, повышают скорость реакции во...
Устройство для фасовки сыпучих материалов
Номер патента: U 541
Опубликовано: 30.06.2002
Автор: Филиппович Леонид Михайлович
МПК: B65B 1/00
Метки: устройство, материалов, фасовки, сыпучих
Текст:
...сыпучего материала через насадку в конусной части корпуса напорного шнека имеется кольцевая проточка в которую устанавливается Г-образная шайба и по отверстию совпадающего с кольцевой проточкой подается сжатый воздух и по образованной воздушной подушке скользит сыпучий материал. Устройство имеет два двигателя с регулируемой частотой вращения. Такая конструкция устройства для фасовки сыпучих материалов позволит снизить мощность привода...
Устройство для фасовки сыпучих материалов
Номер патента: U 777
Опубликовано: 30.03.2003
Автор: Филиппович Леонид Михайлович
МПК: B65B 1/00
Метки: материалов, сыпучих, фасовки, устройство
Текст:
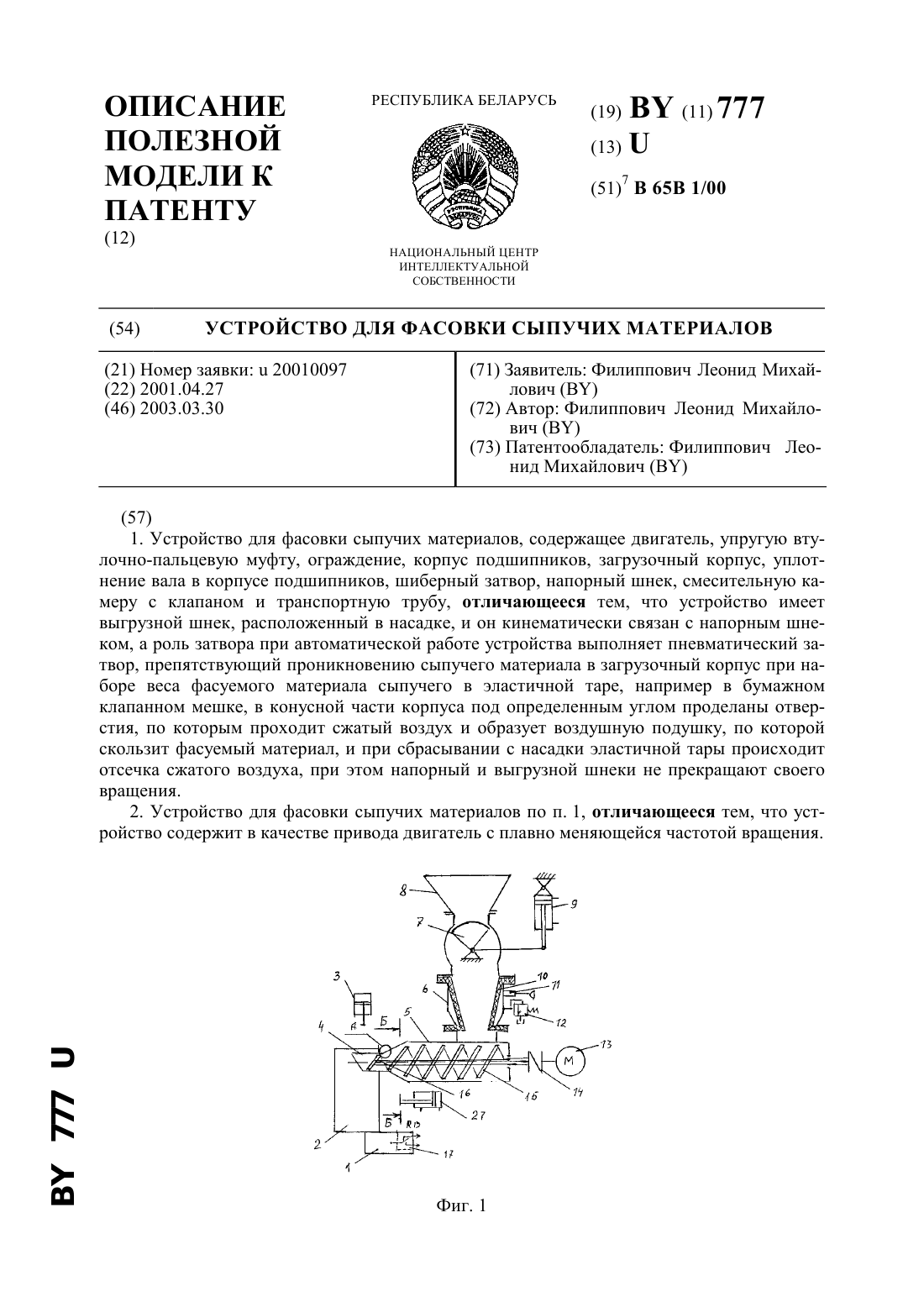
...давление сжатого воздуха эластичным рукавом сжимает сыпучий материал и препятствует поступлению его в корпус напорного шнека. Устройство снабжено двигателем с регулируемой частотой вращения. Такая конструкция устройства для фасовки сыпучих материалов позволит снизить мощность двигателя, уменьшить габариты, а применение двигателя с регулируемой частотой вращения позволит менять производительность согласуясь с физико-механическими...
Устройство для измерения скорости потока частиц
Номер патента: U 597
Опубликовано: 30.09.2002
Автор: Буйкус Кястас Вито
МПК: G01P 5/00
Метки: измерения, потока, частиц, скорости, устройство
Текст:
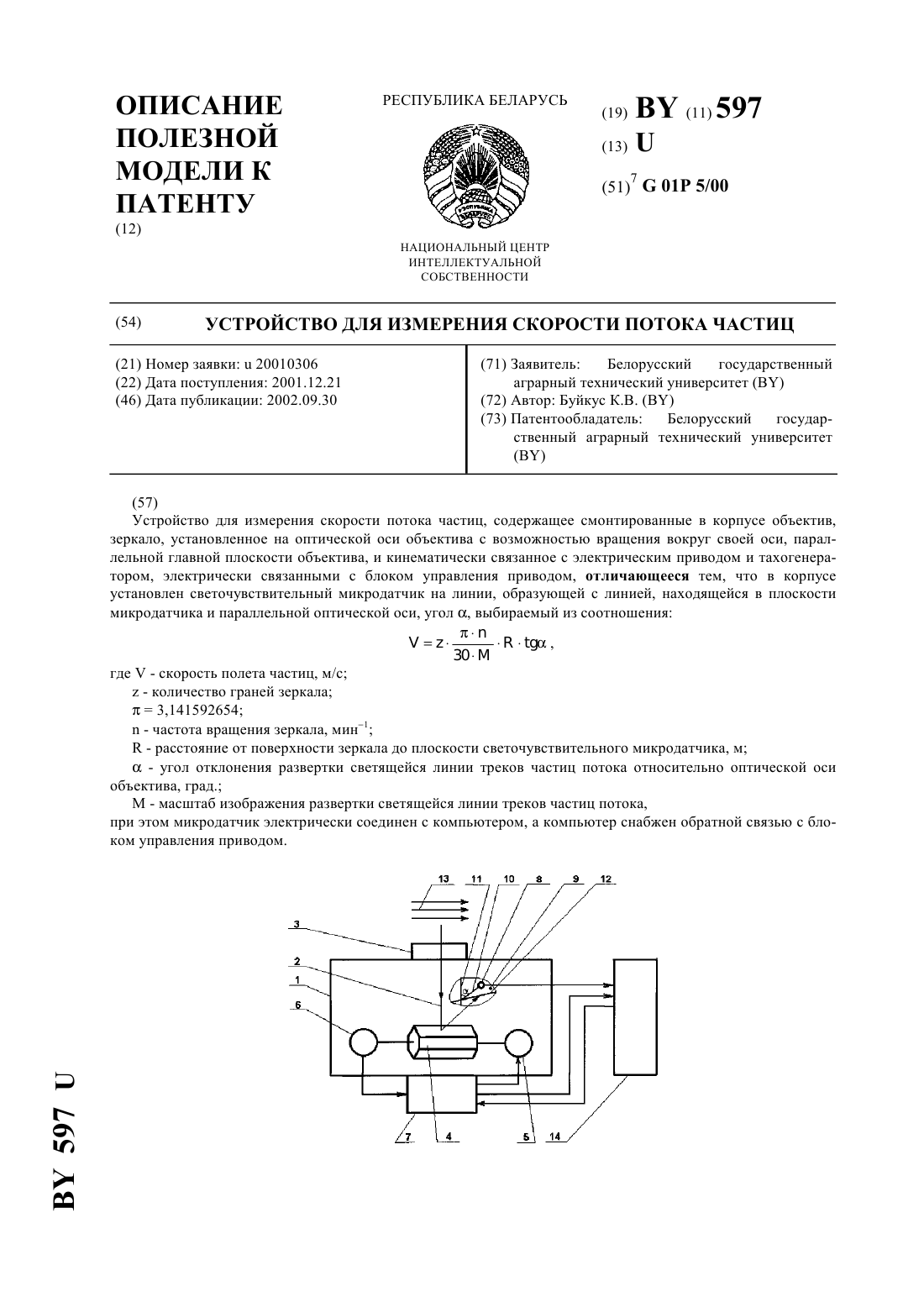
...других потоков, способных излучать или отражать световой поток. Это достигается тем, что устройство для измерения скорости потока частиц, содержащее смонтированные в корпусе объектив, зеркало, установленное на оптической оси объектива с возможностью вращения вокруг своей оси, параллельной главной плоскости объектива, и кинематически связанное с электрическим приводом и тахогенератором, электрически связанными с блоком управления приводом,...
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий
Номер патента: U 206
Опубликовано: 30.12.2000
Авторы: Критинин Александр Сергеевич, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Клименко Сергей Ефимович
МПК: B22F 7/04
Метки: изделий, нанесения, покрытий, порошков, поверхность, внутреннюю, металлических, устройство
Текст:
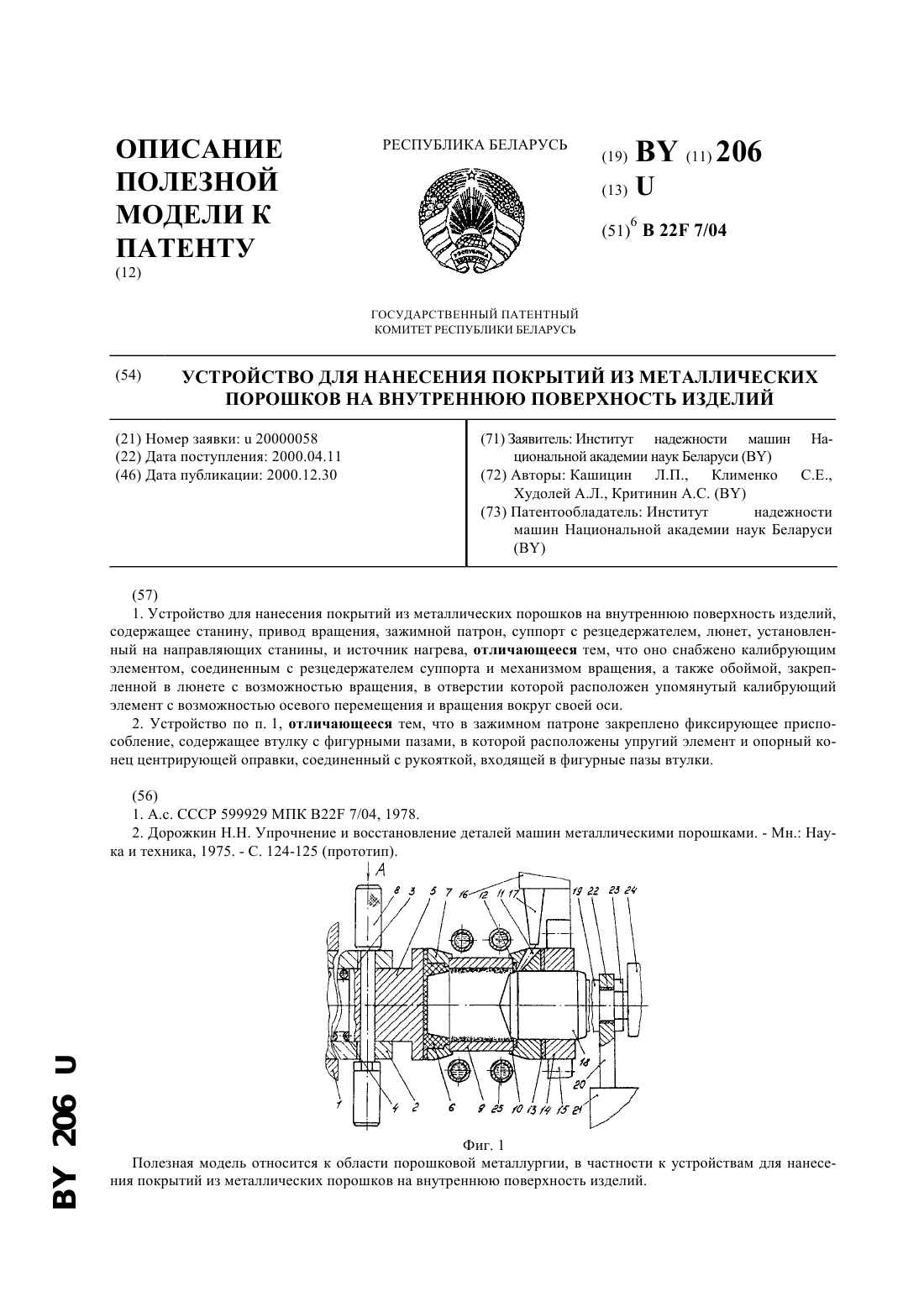
...упругий элемент 4 и опорный конец центрирующей оправки 5, к которой крепятся термоизоляционная втулка 6 и сменный наконечник 7. В опорном конце центрирующей оправки 5 имеется отверстие, через которое проходит рукоятка 8, проходящая также через фигурные пазы 3 втулки 2. Упругий элемент 4, расположенный в полости втулки 2, фиксируется резьбовой пробкой (на чертеже не показана), позволяющей изменять величину силы предварительной...
Предыдущий патент: Устройство параметрической генерации света
Следующий патент: Плита теплоизоляционная
Случайный патент: Способ получения реакционноспеченного карбидокремниевого материала